
Cara Menghitung Berat Lembaran Logam: Rumus Penting
Pernahkah Anda bertanya-tanya, bagaimana cara cepat menghitung berat lembaran logam? Artikel ini menyingkap formula sederhana yang mengambil...
Bayangkan sebuah lantai pabrik di mana presisi bertemu dengan efisiensi: ranah mesin stamping otomatis. Keajaiban mekanis ini merevolusi lini produksi, memastikan setiap bagian dibuat dengan sempurna dengan kecepatan kilat. Tapi apa sebenarnya yang membuat peralatan ini sangat diperlukan dalam manufaktur modern? Dalam artikel ini, kami akan mengungkap komponen dan teknologi utama di balik mesin stempel otomatis, mengungkap bagaimana mesin ini meningkatkan produktivitas dan mempertahankan kualitas yang sempurna. Bersiaplah untuk menjelajahi bagaimana mesin-mesin ini mengubah bahan mentah menjadi produk yang sangat detail dengan konsistensi dan kecepatan yang tak tertandingi.

Dalam jalur produksi stamping otomatis yang menggunakan bahan kumparan, jalur produksi harus dilengkapi dengan uncoiler atau uncoiler-leveler untuk membuka gulungan, meratakan, memotong bahan lembaran secara longitudinal atau melintang, memprosesnya menjadi bentuk kosong yang diperlukan, seperti strip, balok, atau bentuk lainnya.
Uncoiler dan leveler cocok untuk membuka gulungan dan meratakan berbagai lembaran logam dingin dan canai panas. Alat ini mudah dioperasikan, sederhana, memiliki berbagai macam aplikasi, dan merupakan peralatan blanking lembaran logam yang sangat diperlukan di bidang pembentukan logam.
Tabel 1 mencantumkan parameter dasar lembaran logam membuka gulunganmeratakan, dan memotong jalur produksi.
Tabel 1 Parameter Dasar Jalur Produksi Pelepasan, Perataan, dan Pemotongan Lembaran Logam
| Ketebalan kumparan / mm | Seri lebar kumparan / mm | Kecepatan lini produksi/(m/menit) | Seri diameter dalam kumparan / mm | Berat kumparan maksimum / kg | Kisaran diameter luar kumparan maksimum / mm | Panjang pemotongan / mm | ||
| Pemotongan melintang | Pemotongan memanjang | |||||||
| Geser terbang | Hentikan dan potong | |||||||
| 0.15~0.6 | 450 650 800 1000 1300 1600 1800 2000 2200 | 50~120 | 15~60 | 30~200 | 450 508 610 762 | 15000 | 1000~2200 | 500~4000 |
| 0.3~1.2 | ||||||||
| 0.5~2.0 | 20000 | |||||||
| 0.8~3.0 | ||||||||
| 1~4 | 40~80 | 15~50 | 30~150 | 1000~16000 | ||||
| 2~8 | ||||||||
| 3~12 | 20~60 | 10~40 | 40000 | |||||
| 4~16 | ||||||||
| 6~20 | ||||||||
| 8~25.4 | ||||||||
Catatan: Parameter dalam tabel dihitung berdasarkan sifat mekanis bahan kumparan σs ≤245MPa, Rm ≤460MPa.
Gambar 1 menunjukkan jalur pengosongan dan pengosongan kumparan lebar otomatis yang diproduksi oleh perusahaan Jerman. Kumparan lebar diangkat oleh derek dengan kait khusus ke perangkat pengumpanan kumparan 1, dijepit pada perangkat pembongkaran gulungan 2 dan 3 untuk membuka gulungan.
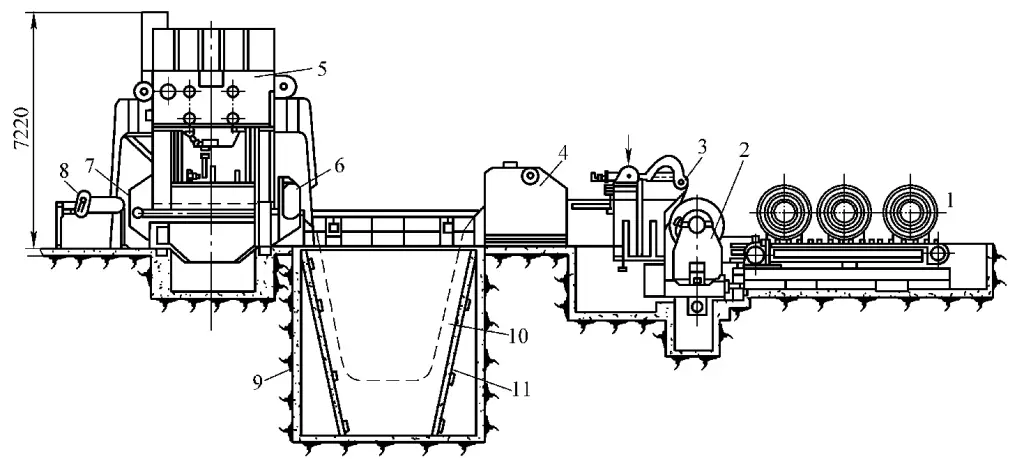
Perangkat pengumpanan 1-kumparan
2, 3-Perangkat tanpa gulungan
Perata 4-gulungan
5-Pengepresan kosong
6, 7-Mekanisme menarik dan mendorong koil otomatis
Perangkat pemotong 8-skrap
9-Kompensasi lubang lingkaran
Loop kompensasi 10-kumparan
Bingkai 11-Gantry
Kumparan memasuki penyamaratakan multi-roll 4 untuk perataan, melewati loop kompensasi kumparan 10, kemudian memasuki mekanisme pengumpanan tarik dan dorong kumparan otomatis 6, 7, dan akhirnya mencapai mesin pengosongan 5 untuk pengosongan. Blanko yang sudah dipotong meluncur ke dalam perangkat susun. Ketika ujung kumparan baru belum memasuki mekanisme pengumpanan tarikan dan dorong otomatis, rangka gantry 11 yang dipasang di kedua sisi lubang loop kompensasi 9 segera mengangkat ujung kumparan dan memasukkannya ke dalam mekanisme tarikan dan dorong otomatis.
Mekanisme pengumpanan tarikan dan dorongan koil otomatis perlu disinkronkan dengan mesin blanking dan sesekali mengumpankan koil, sedangkan perangkat uncoiling dan leveler secara terus-menerus mengumpankan koil. Kecepatan pengoperasian di antara keduanya disesuaikan oleh sistem kontrol fotolistrik.
Berdasarkan output sinyal umpan balik dari pengambilan sampel pengosongan, sinyal tersebut dikirim ke sistem kontrol komputer untuk mengontrol kecepatan pengumpanan kontinu, sehingga membentuk sistem kontrol loop tertutup. Kumparan yang menghubungkan perangkat uncoiling dan penyamaratakan bergantung pada loop kompensasi di dalam pit untuk penyimpanan dan kompensasi.
Penggunaan perangkat makan otomatis merupakan persyaratan dasar untuk mencapai otomatisasi dalam produksi stamping. Ini adalah konten utama otomatisasi stamping, yang secara langsung mempengaruhi produktivitas stamping, ritme produksi, dan tingkat otomatisasi keseluruhan produksi stamping. Ini juga dapat secara signifikan meningkatkan tingkat pemanfaatan dan produktivitas pers.
Berdasarkan sumber daya yang berbeda-beda, mekanisme pengumpanan untuk mesin cetak biasa dapat dibagi ke dalam tiga kategori: mekanis, hidraulik, dan pneumatik. Dalam proses stamping, jenis mekanis dan pneumatik lebih umum digunakan. Mekanisme pengumpanan pneumatik memiliki sejumlah keunggulan, misalnya, gesit dan ringan, serbaguna, dapat disesuaikan dalam panjang pengumpanan dan ketebalan material, serta respons yang cepat.
Karena penggunaan prinsip kerja pneumatik tekanan diferensial, mekanisme pengumpanan pneumatik menghasilkan kebisingan kerja yang relatif tinggi, yang dapat mempengaruhi lingkungan kerja stamping. Mereka terutama digunakan untuk pengumpanan awal dalam stamping dan batch kecil, produksi multi-variasi.
Meskipun mekanisme pengumpanan mekanis relatif sulit untuk disesuaikan dan memiliki dimensi yang lebih besar, mekanisme ini memiliki keunggulan seperti pengumpanan yang akurat dan andal, benturan dan getaran yang lebih sedikit, kebisingan yang rendah, dan stabilitas yang baik. Metode ini tetap merupakan metode pengumpanan otomatis yang paling umum digunakan dalam proses stamping.
Saat ini, ada dua metode konfigurasi yang banyak digunakan untuk jalur produksi stamping: Salah satu metodenya adalah memasang mesin pengumpan rol (atau mesin pengumpan pneumatik) pada mesin cetak satu titik, yang dapat mencapai pencetakan kontinu untuk proses tunggal atau multipel dengan kinerja operasional yang baik; Metode lainnya adalah memasang perangkat pengumpanan multi-stasiun pada mesin cetak titik ganda, dikombinasikan dengan perangkat pelonggaran, perangkat perata, dll., Untuk membentuk jalur produksi pencetakan kontinu multi-stasiun.
Karena kedua mekanisme pengumpanan ini secara signifikan mengurangi ruang lantai dan transportasi antar-proses, aplikasinya dalam produksi menunjukkan tren yang meningkat.
Sistem pengumpanan multi-stasiun adalah perangkat yang mirip dengan lengan yang bergerak, yang fungsi utamanya adalah memindahkan komponen yang dicap dari satu stasiun ke stasiun lainnya. Setiap set cetakan dalam sekelompok cetakan menyelesaikan pekerjaan stamping dalam mesin cetak yang sama.
Bilah pemindah pengumpanan multi-stasiun adalah komponen struktural utama, bergerak di sepanjang area cetakan, dengan efektor akhir untuk memindahkan bagian yang dicap yang dipasang pada komponen struktural ini. Untuk stamping bodi otomotif, berdasarkan metode transmisi pengumpanan, sistem pengumpanan multi-stasiun terutama mencakup pengumpanan mekanis, pengumpanan servo elektronik, dan sistem pengumpanan gabungan.
Sistem ini memindahkan komponen yang dicap dari satu stasiun ke stasiun lainnya melalui koneksi langsung dengan sistem transmisi mesin cetak. Perangkat output daya pada palang mesin press mentransfer energi dari bagian atas mesin press ke tanah, dan cam mekanis besar yang dipasang pada mekanisme pengumpanan digerakkan oleh follower, dengan rotasi cam yang menggerakkan aksi pengumpanan mekanis.
Ini relatif dapat diandalkan dalam penggunaan, tetapi memiliki kelemahan: keausan mekanisme dapat memengaruhi akurasi pengumpanan; setelah spesifikasi desain transmisi mekanis ditentukan, spesifikasi tersebut tidak dapat diubah; karena ukuran komponen yang diproses meningkat, mekanisme transmisi juga akan meningkat, memperpendek masa pakai komponen mekanisme yang diharapkan.
Sistem ini digerakkan secara terpisah oleh motor servo, dihubungkan ke sistem pengumpanan melalui gearbox dan poros penggerak, dan beroperasi di bawah kendali komputer. Koordinasi dengan aksi pers dicapai melalui sinyal elektronik yang dipertukarkan antara pers dan controller.
Lintasan geraknya ditentukan oleh program komputer, menawarkan fleksibilitas yang baik dan kemampuan untuk memberikan jarak pemakanan, langkah penjepitan, langkah penutupan, dan langkah pengangkatan sesuai dengan kebutuhan benda kerja.
Dibandingkan dengan pengumpanan mekanis, pengumpanan servo elektronik memiliki keuntungan sebagai berikut: tidak perlu menggunakan perangkat output daya pers; lintasan goresan yang dapat diprogram untuk setiap sumbu (termasuk panjang goresan dan kurva waktu); penyesuaian mikro dapat dilakukan pada perangkat pengumpanan tanpa menyesuaikan posisi slide; akselerasi dan deselerasi yang lebih cepat; lebih sedikit komponen mekanis yang menghasilkan tingkat kegagalan yang lebih rendah, dll.
Perangkat ini terdiri dari pengait pengumpanan, pin yang tidak dapat dikembalikan, dan mekanisme penggerak.
Perangkat ini terdiri dari satu atau lebih pasangan rol dan perangkat penggerak. Alat ini memiliki struktur yang sederhana dan keserbagunaan yang baik, menjadikannya bentuk yang paling banyak digunakan saat ini. Ini dapat digunakan untuk bahan koil dan strip, cocok untuk ketebalan dan pitch yang berbeda.
Berdasarkan bentuk pemasangan roller, pengumpanan tipe roller dapat dibagi menjadi roller vertikal dan roller horizontal. Rol horizontal mencakup tipe satu sisi dan dua sisi, dengan rol horizontal satu sisi umumnya tipe dorong, dan beberapa tipe tarik, sedangkan rol horizontal dua sisi dalam bentuk dorong-tarik.
Perangkat pengumpanan tipe roller memiliki berbagai metode penggerak, yang umum termasuk transmisi mekanisme empat batang penghubung, transmisi rak dan pinion, transmisi gigi bevel gigi busur, transmisi baji miring, dan transmisi sproket. Ada juga penggerak pneumatik dan hidraulik, dengan sumber daya yang dibagi menjadi sistem energi independen dan sumber daya dari poros utama peralatan.
Gambar 2 menunjukkan perangkat pengumpanan rol horisontal tipe dorong satu sisi. Bahan diumpankan melalui rol atas dan bawah 6. Cakram eksentrik yang dapat disetel 1 yang dipasang di ujung poros engkol menggerakkan pawl untuk berosilasi bolak-balik melalui batang penghubung 3, sesekali mendorong roda ratchet 4 untuk berputar. Roda ratchet dipasang pada poros yang sama dengan roller, menghasilkan pengumpanan yang terputus-putus. Sisa setelah stamping diputar ulang oleh spul 7. Ketegangan sabuk konveyor tidak boleh terlalu tinggi untuk menghindari tergelincir.
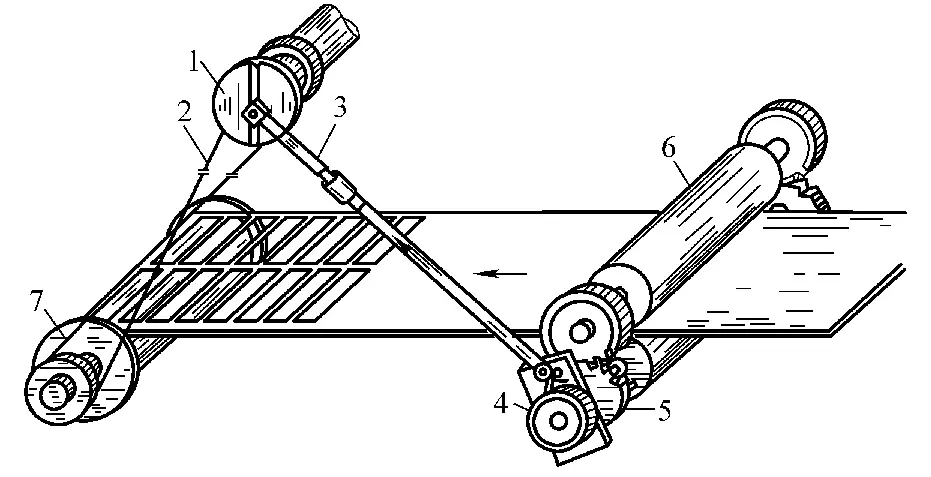
1-Cakram eksentrik yang dapat disesuaikan
Sabuk konveyor 2
3-Batang penghubung
Roda 4-Ratchet
5-Gigi
6-Roller
7-Kolam renang
Perangkat ini terutama digunakan untuk mengangkut bagian berbentuk lembaran atau balok.
Perangkat pengumpanan tipe gerbang memiliki struktur yang sederhana, aman dan andal, serta memiliki akurasi pengumpanan yang tinggi. Ini telah banyak digunakan dalam produksi, seperti yang ditunjukkan pada Gambar 3. Perangkat pengumpanan tipe gerbang mensyaratkan bahwa ketebalan blanko tidak boleh terlalu kecil, umumnya lebih besar dari 0,5 mm, dan permukaan blanko harus rata tanpa gerinda besar di tepinya, jika tidak maka akan mempengaruhi keandalan operasi perangkat pengumpanan.
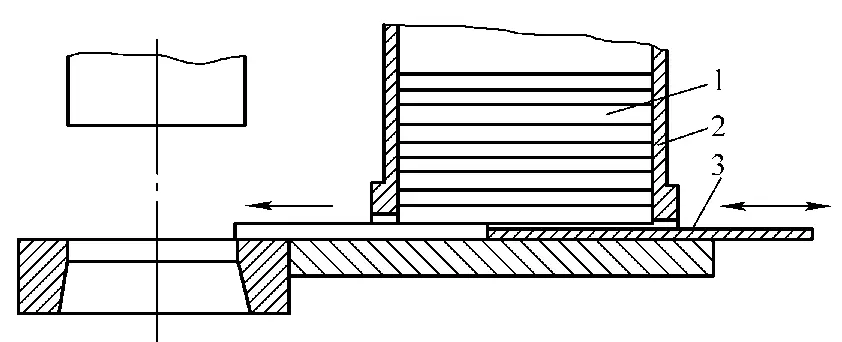
Bagian 1-lembar atau berbentuk balok
Kotak 2-pakan
3-Pelat dorong (gerbang)
Apabila jarak antara magasin dan bagian cetakan yang bekerja besar dan gerakan slide pers kecil, pengumpanan dengan beberapa pukulan dapat dipertimbangkan. Ini berarti mendorong benda kerja secara bertahap atau mendorong benda kerja selama proses pengumpanan, dengan hanya benda kerja terakhir yang didorong oleh pelat pendorong.
Perangkat ini terdiri atas lengan ayun, bagian pencengkeram, dan bagian penggerak, memanfaatkan ayunan lengan untuk mencapai proses pencengkeraman dan pengumpanan.
Perangkat ini terdiri dari klem, batang penghubung, pelat geser, palung umpan, dan bagian susun, terutama digunakan untuk mengumpankan bahan blok bundar.
Bentuk transmisi perangkat pengumpanan ini meliputi tipe gesekan, tipe ratchet, tipe roda berlubang, tipe roda gigi cacing, dan tipe cam silinder.
Perangkat ini terdiri atas pelat penjepit, klem, mekanisme pengumpanan memanjang, dan mekanisme penjepitan melintang. Dalam produksi stamping multi-stasiun, pengumpanan otomatis dibagi menjadi pengumpanan dua arah dan tiga arah.
Metode pengumpanan dua arah mengikuti pola "penjepit-pengumpanan-pelepasan-pengembalian", dengan batasan pada metode stamping dan bentuk bagian yang dicap; metode pengumpanan tiga arah menambahkan gerakan "naik-turun" pada metode pengumpanan dua arah, memungkinkan pelat penjepit beroperasi dalam pola "penjepit-naik-pengumpanan-turun-lepas-pengembalian", sehingga memperluas kisaran produk yang dapat diproses oleh perangkat multi-stasiun.
Fungsi mekanisme ejeksi adalah untuk segera mengeluarkan benda kerja yang dicap atau bahan limbah, jika tidak, benda kerja tersebut akan menumpuk di sekitar cetakan, sehingga memengaruhi pengoperasian normal mekanisme pengumpanan. Menurut karakteristik transmisi, mekanisme ejeksi dapat dibagi menjadi tipe pneumatik dan mekanis.
Perangkat ejeksi pneumatik terutama mencakup hembusan udara terkompresi dan dorongan piston silinder udara. Alat penghembus udara bertekanan memiliki struktur yang sederhana dan banyak digunakan untuk mengeluarkan komponen kecil yang dicap, tetapi posisi dan orientasi benda kerja yang dihembuskan tidak dapat dikontrol, dan relatif berisik.
Gambar 4 menunjukkan jenis lain dari alat pelontar pneumatik, yang menggunakan gaya dorong piston silinder udara untuk mengeluarkan benda kerja dari cetakan. Pengoperasian silinder dikendalikan oleh cam yang dipasang pada slide atau ujung poros engkol melalui katup udara.
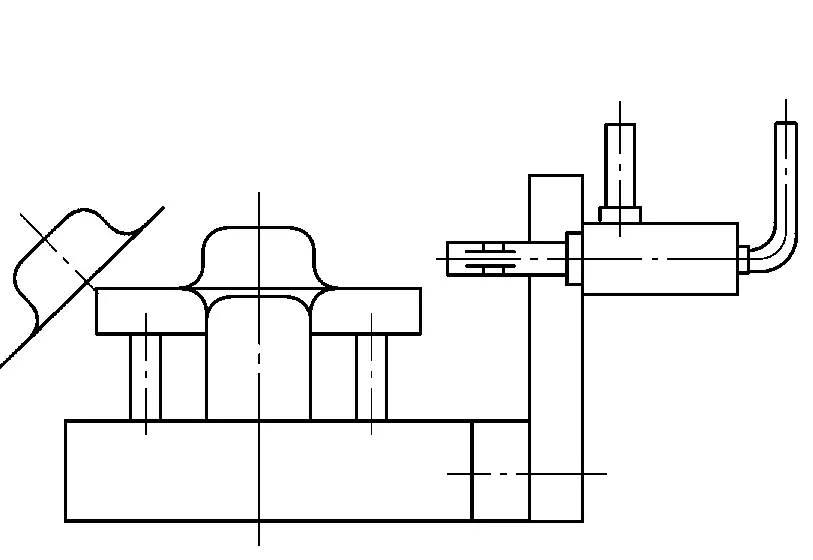
Ketika pekerjaan stamping selesai dan slide bergerak ke atas, cam mengontrol sumber udara melalui sakelar batas, memungkinkan udara masuk ke ruang kiri silinder, mendorong piston ke kanan, dan ujung kanan batang piston mendorong benda kerja keluar dari sisi kanan. Ketika slide bergerak ke bawah, cam pada slide mengontrol katup udara melalui sakelar batas, memungkinkan udara masuk ke ruang kanan silinder, mendorong batang piston ke kiri, menjauhi area kerja stamping.
Ada banyak bentuk struktur, termasuk tipe baki, tipe pegas, dan tipe batang penyangga.
Gambar 5 menunjukkan mekanisme ejeksi tipe baki mekanis, yang terdiri atas batang 3, baki penerima 5, dan batang ayun bawah 6. Ujung atas batang 3 dihubungkan ke cetakan atas. Baki penerima 5 dan batang ayun bawah 6 dilas bersama, mempertahankan sudut β setelah pengelasan; batang 3 dan batang ayun bawah 6 berengsel, dengan baki penerima sejajar dengan cetakan atas.
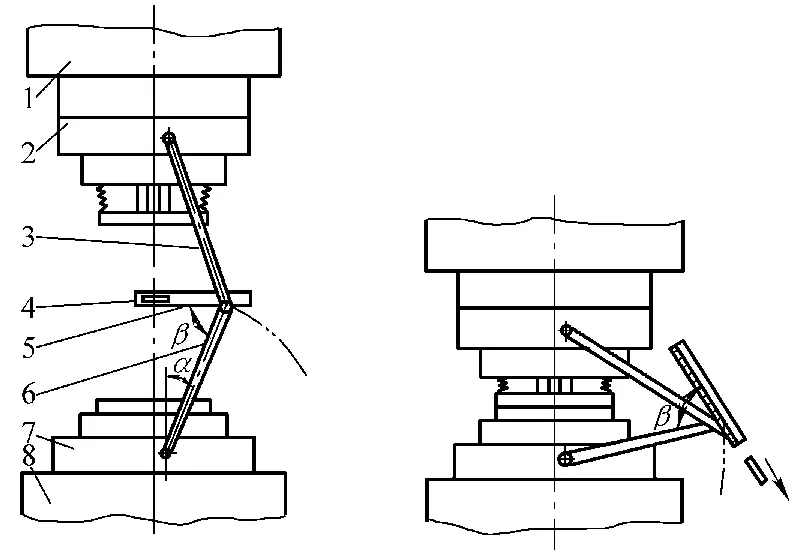
Slide 1-tekan
2-Dadu atas
3-Batang
4-Benda Kerja
5-Baki penerima
6-Batang ayun bawah
7-Mati yang lebih rendah
8-Meja Kerja
Proses pengoperasiannya adalah sebagai berikut: Ketika slide pers naik dengan cetakan atas, benda kerja juga naik dengan cetakan atas. Batang 3 digerakkan oleh cetakan atas, menyebabkan batang ayun bawah 6 berayun ke atas, mengurangi sudut α, dan menempatkan baki penerima pada posisi horizontal. Benda kerja jatuh ke baki penerima yang didorong oleh batang pelontar.
Ketika slide bergerak ke bawah, batang ayun bawah 6 berayun ke bawah, menyebabkan baki penerima berayun ke luar. Karena sudut antara baki penerima dan batang ayun bawah ditetapkan pada β, ketika batang ayun bawah berayun ke posisi terendah, baki penerima memiliki sudut kemiringan yang lebih besar, sehingga memungkinkan benda kerja meluncur ke bawah secara otomatis.
Sejak diperkenalkan pada awal tahun 1960-an, robot telah berkembang selama bertahun-tahun dan sekarang digunakan secara luas di berbagai industri. Misalnya, robot hiburan, robot servis, robot bawah air, robot militer, robot humanoid, robot pertanian, robot medis, robot pengelasan, robot penanganan, dll., telah menjadi bagian yang tidak terpisahkan dari kehidupan modern, terutama di bidang manufaktur.
Teknologi robotika adalah bidang teknologi tinggi yang komprehensif dan interdisipliner yang dibentuk oleh integrasi dan persinggungan berbagai disiplin ilmu seperti mekanika, teori mekanisme, desain mekanik, kontrol otomatis, teknologi sensor, teknologi penggerak elektro-hidraulik-pneumatik, ilmu komputer, kecerdasan buatan, dan bionik.
Sebagai peralatan mekatronik yang khas dengan otomatisasi dan kecerdasan tinggi, robot dapat secara otomatis menyelesaikan operasi target atau tugas bergerak melalui pemrograman komputer, dengan keandalan yang tinggi, fleksibilitas, dan penyimpanan informasi yang sangat besar, kemampuan pemrosesan, dan kemampuan respons yang cepat. Penelitian manipulator, sebagai cabang penelitian robotika yang penting, memiliki nilai praktis yang besar dan signifikansi strategis dalam manufaktur modern.
Manipulator paling awal sering dikhususkan dengan program tetap atau program variabel sederhana. Manipulator ini sebagian besar dirancang dan diproduksi untuk lokasi produksi tertentu, menggunakan penggerak pneumatik, hidraulik, atau elektrik, dengan sakelar batas, penghenti mekanis, atau sensor lain untuk mengontrol posisi kerjanya.
Manipulator ini memiliki objek kerja tunggal, aksi yang lebih sedikit, struktur sederhana, dan biaya rendah. Karakteristik gerakan manipulator sederhana terutama mencakup gerakan lengan dan tindakan menggenggam dan melepaskan tangan.
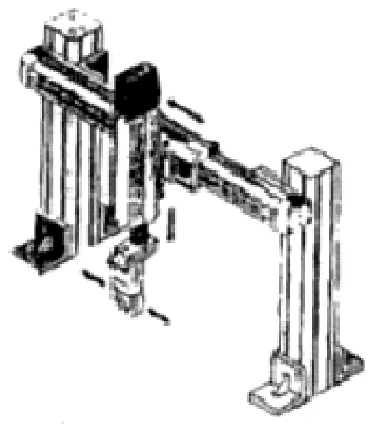
Seperti yang ditunjukkan pada Gambar 7-56, dengan mengasumsikan kondisi gerak awal manipulator berada pada posisi satu pada gambar, pertama-tama manipulator akan berada pada posisi satu; kemudian lengan bawah 3 membawa pergelangan tangan 2 dan tangan 1 ke bawah untuk menggenggam benda kerja; selanjutnya, lengan bawah 3 naik; setelah itu, lengan atas 4 bergerak ke kanan sementara kolom 5 berputar ke posisi dua, lengan bawah 3 membawa pergelangan tangan 2 dan tangan 1 ke bawah untuk melepaskan benda kerja; akhirnya, manipulator kembali ke posisi awal. Ini menyelesaikan satu siklus kerja.
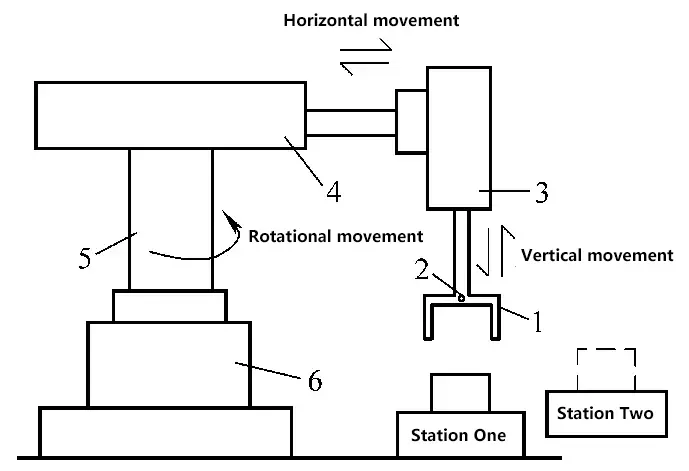
1-Tangan
2-Pergelangan Tangan
3-Lengan Bawah
4-Lengan atas
5-Kolom
6-Bingkai
Manipulator stamping adalah peralatan yang dikembangkan secara khusus berdasarkan manipulator untuk mencapai otomatisasi stamping sesuai dengan karakteristik produksi stamping. Mereka dapat menggantikan pekerjaan manual di berbagai stasiun stamping untuk stamping tambahan, penanganan, bongkar muat, dll. Gambar 7 menunjukkan struktur manipulator pengumpanan otomatis untuk pers koordinat silinder.
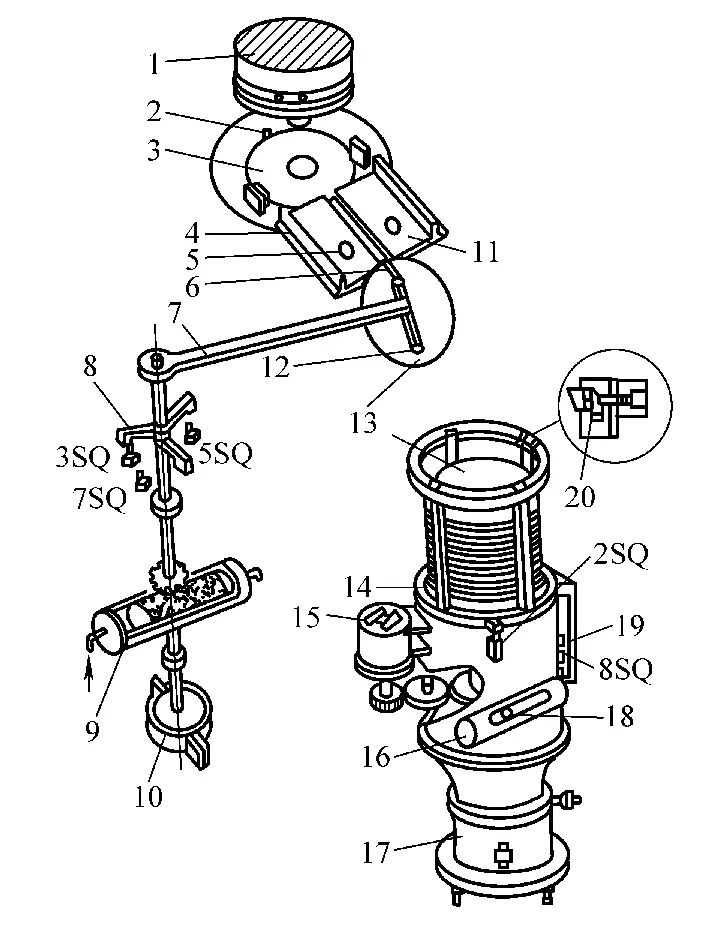
1-Pukulan
2-Penempatan pin
3-Mati yang lebih rendah
4-Slide
5-Magnet permanen
6-Cakar makan
7-Lengan
8-Bumper
9-Silinder udara berputar
10-Rem
11-Blok penghenti tidak kembali
12-Cangkir hisap
13-Benda Kerja
14-Platform pengangkat
15-Motor penurunan cepat
Silinder udara 16-pawl
17-Silinder udara pengangkat
18-Pawl
Blok penghenti 19-stroke
20-Cakar pemisah
Manipulator pengumpanan terdiri dari lengan 7, cangkir hisap 12, cakar pengumpanan 6, poros roda gigi, silinder rem, dll. Rak piston silinder menggerakkan poros roda gigi untuk berputar, mewujudkan rotasi lengan manipulator pengumpanan.
Ketika lengan 7 dari manipulator pengumpanan menarik kembali di atas platform pengangkatan 14, bumper 8 memicu sakelar batas 7SQ, dan silinder pengangkat 17 dan silinder pawl 16 bekerja secara bersamaan. Pawl 18, roda ratchet, sekrup utama, dan mur mengangkat platform pengangkat 14.
Saat silinder pengangkat 17 naik, bahan dalam keranjang penyimpanan segera dihisap dengan kuat oleh cangkir hisap 12 dari manipulator pengumpanan. Selama pendakian, ini memicu sakelar batas 8SQ untuk mengirim sinyal, menyebabkan silinder pengangkat 17 turun dan kembali ke posisi semula; dan memicu sakelar batas atas 2SQ untuk mengirim sinyal, menyebabkan manipulator pengumpanan kembali ke slide 4.
Cakar pengumpanan 6 yang terhubung ke bingkai cangkir hisap dari manipulator pengumpanan mendorong material (dari pengumpanan sebelumnya) pada slide ke permukaan cetakan bagian bawah mesin cetak, sementara bumper 8 pada lengan 7 memicu sakelar batas 3SQ dan mengirimkan sinyal, membuka katup sakelar cangkir hisap, menghubungkan cangkir hisap 12 ke atmosfer. Benda kerja yang dihisap jatuh ke slide dan ditahan oleh dua magnet permanen 5 untuk mencegah benda kerja terbawa kembali oleh cakar pengumpanan 6.
Pada saat yang sama, sakelar batas 3SQ tidak memberi energi pada relai perantara, dan setelah katup pengarah berubah arah, manipulator pengumpanan berputar ke arah yang berlawanan. Ketika berputar 30°, ia menyentuh sakelar batas 5SQ dan mengirimkan sinyal untuk melakukan satu tindakan injakan.
Ketika manipulator pengumpanan berputar kembali ke posisi semula (yaitu, kembali di atas platform pengangkatan 14), bumper 8 memicu sakelar batas 7SQ dan mengirimkan sinyal, dan manipulator pengumpanan mengulangi tindakan di atas.
Saat lengan manipulator pengumpanan berputar kembali ke arah platform pengangkatan, ketika mencapai posisi batas, rem 10 (yaitu perangkat pengereman mekanis) digunakan untuk memperlambat lengan untuk mengurangi benturan. Rem hanya menyediakan bantalan dan pengereman searah untuk rotasi lengan manipulator pengumpanan.
Ketika lengan berputar ke arah platform pengangkatan, rem yang dipasang pada poros roda gigi dilepaskan, dan kecepatan rotasi lengan secara bertahap meningkat, memberikan energi kinetik yang cukup bagi cakar pengumpanan 6 untuk mendorong material ke permukaan cetakan mesin cetak.
Perangkat manipulator pengumpanan otomatis ini dapat digunakan pada mesin cetak 600-1000kN. Pada mesin cetak umum, dengan memodifikasi poros engkol mesin cetak dan menambahkan manipulator pengumpanan, platform pengangkat, dan perangkat geser, mesin cetak dapat bekerja secara otomatis dan terus menerus, memastikan produksi mesin cetak yang berirama dan aman, yang sederhana dan nyaman.
Manipulator stamping terutama terdiri dari tiga bagian utama: mekanisme eksekusi, mekanisme penggerak, dan sistem kontrol.
Juga dikenal sebagai operator, ini adalah entitas mekanis yang melengkapi fungsi robot, dengan kemampuan yang mirip dengan lengan manusia. Secara umum dapat dibagi menjadi empat bagian: efektor ujung, pergelangan tangan, lengan, dan pangkal.
1) Efektor akhir.
Efektor akhir dari manipulator stamping biasanya memiliki fungsi mencengkeram dan oleh karena itu, juga disebut bagian tangan. Bagian yang secara langsung menyentuh benda kerja yang dicap dan menyelesaikan operasi yang sesuai, disebut jari.
Menurut metode dan prinsip pencengkeraman yang berbeda-beda, bagian tangan dapat dibagi ke dalam empat kategori: tipe penjepit, tipe hisap udara, tipe hisap magnetis, dan tipe cincin. Yang paling umum adalah tipe penjepit dan tipe cangkir hisap. Bagian tangan sering kali mengadopsi desain modular untuk memudahkan pemasangan dan pembongkaran, yang juga meningkatkan kemampuan beradaptasi manipulator.
2) Pergelangan tangan.
Pergelangan tangan digunakan untuk menopang dan menyesuaikan posisi dan kecepatan end effector. Kehadiran pergelangan tangan dapat memperluas rentang gerak lengan, umumnya memiliki 2 hingga 3 derajat kebebasan rotasi untuk menyesuaikan postur end effector. Beberapa tangan robotik mungkin tidak memiliki struktur pergelangan tangan dan secara langsung menghubungkan end effector ke lengan bawah.
3) Lengan.
Biasanya terdiri dari beberapa batang dan sambungan pada sambungan, terhubung ke sumber daya utama sistem, mentransmisikan daya, dan bekerja sama untuk menyesuaikan postur efektor akhir dan pergelangan tangan.
Lengan sering kali memiliki beberapa bagian, dan setiap bagian bisa memiliki beberapa segmen. Biasanya, bagian yang paling dekat dengan efektor akhir disebut lengan bawah, sedangkan bagian yang lebih dekat dengan pangkal disebut lengan atas. Lengan atas juga terhubung ke pangkal dengan sendi untuk memperluas rentang gerak keseluruhan tangan robot dan meningkatkan fleksibilitasnya.
4) Basis.
Ini adalah komponen dasar yang relatif tetap di tangan robot yang menanggung gaya dari efektor akhir, pergelangan tangan, dan lengan. Ini dapat dibagi menjadi dua jenis: tetap dan bergerak.
Tipe tetap tidak dapat bergerak bebas dan sering melakukan operasi posisi tetap pada jarak dekat, sedangkan alas bergerak memiliki roda, trek, atau mekanisme bergerak lainnya yang dipasang di bagian bawah, sehingga tangan robot dapat bergerak secara relatif bebas. Karena fungsi tangan robot yang mencap biasanya cukup sederhana, maka pada umumnya tidak perlu memiliki semua komponen.
Mekanisme penggerak memberikan daya dan gerakan untuk tangan robot, yang terdiri atas sumber daya, perangkat transmisi, elemen pendeteksian, dll. Metode penggerak yang umum termasuk motor listrik, perangkat hidrolik dan pneumatik, atau kombinasi dari dua di antara ketiganya.
Seperti yang dapat dilihat dari Tabel 2, metode pneumatik memiliki biaya terendah, metode transmisi hidraulik memiliki gaya transmisi terbesar, metode transmisi motor listrik memiliki presisi tertinggi dan kinerja kontrol terbaik, dan metode transmisi mekanis lebih jarang digunakan dan umumnya tidak dipertimbangkan.
Tabel 2 Perbandingan metode penggerak
| Item | Transmisi pneumatik | Transmisi hidraulik | Transmisi motor listrik | Transmisi listrik | Transmisi mekanis |
| Struktur sistem | Sederhana | Kompleks | Kompleks | Kompleks | Relatif kompleks |
| Fleksibilitas pemasangan | Besar | Besar | Besar | Sedang | Kecil |
| Kekuatan keluaran | Sedikit besar | Besar | Rata-rata | Kecil | Sedikit besar |
| Akurasi pemosisian | Rata-rata | Rata-rata | Tinggi | Sangat tinggi | Tinggi |
| Kecepatan aksi | Cepat | Sedikit cepat | Cepat | Cepat | Lambat |
| Kecepatan respons | Lambat | Cepat | Cepat | Cepat | Sedang |
| Kebersihan | Bersih | Kemungkinan kontaminasi | Bersih | Bersih | Relatif bersih |
| Pemeliharaan | Sederhana | Lebih kompleks daripada pneumatik | Kompleks | Kompleks | Sederhana |
| Harga | Rata-rata | Sedikit tinggi | Tinggi | Tinggi | Rata-rata |
| Persyaratan teknis | Relatif rendah | Relatif tinggi | Tinggi | Tinggi | Relatif rendah |
| Fleksibilitas kontrol | Besar | Besar | Besar | Sedang | Kecil |
Sistem kontrol biasanya mencakup dua bagian: sirkuit sensor dan unit kontrol pusat (PC, PLC, dan mikrokontroler, dll.) dan sirkuit kontrolnya. Sistem ini dapat merespons pengoperasian perangkat secara manual (start-up, shutdown, dan pengajaran, dll.) sambil mengendalikan robot untuk bertindak sesuai dengan persyaratan yang ditentukan.
Metode kontrol yang umum digunakan meliputi kontrol loop terbuka tanpa deteksi sinyal umpan balik dan kontrol loop tertutup dengan deteksi sinyal umpan balik.
Mengenai klasifikasi tangan robot. Saat ini, ada banyak metode klasifikasi untuk stamping tangan robot, yang dapat dikategorikan berdasarkan rentang penggunaan, metode penggerak, tujuan, bentuk koordinat, metode kontrol, daya dukung, lintasan gerak, dll.
Dapat dibagi menjadi tangan robot khusus, robot serba guna, dan tangan robot tipe pengajaran.
1) Tangan robot yang berdedikasi.
Jenis tangan robotik ini biasanya dirancang berdasarkan lokasi mekanis tertentu, menghasilkan tindakan tertentu di bawah panduan program tetap atau program variabel sederhana. Ini memiliki objek kerja tunggal, tindakan yang lebih sedikit, struktur sederhana, dan biaya yang lebih rendah.
2) Robot serba guna.
Ini adalah tangan robot serba guna yang dapat diprogram yang dapat beradaptasi dengan objek kerja yang berbeda, memiliki keserbagunaan yang kuat, dan cocok untuk sistem manufaktur fleksibel yang dicirikan oleh produksi batch multi-variasi, kecil dan menengah.
3) Tangan robot tipe pengajaran.
Juga dikenal sebagai tangan robot pengajaran dan pemutaran, mereka belajar dengan memandu secara manual end effector (pencengkeram, perkakas, pistol las, dll.) dari lengan robot, atau dengan mengoperasikan perangkat simulasi secara manual atau menggunakan liontin pengajaran untuk membuat robot mengingat tindakan yang diharapkan, lalu mengulangi dan mereproduksi program operasi yang disimpan melalui pemrograman pengajaran.
Dapat dibagi menjadi tangan robot mekanik, tangan robot hidrolik, tangan robot pneumatik, dan tangan robot listrik, dll.
Dapat dibagi menjadi tangan robot stamping, tangan robot pengelasan, tangan robot pelapis permukaan, tangan robot bongkar muat, tangan robot perakitan, tangan robot pengujian non-destruktif, dan tangan robot medis, dll.
Dapat dibagi menjadi tangan robot kontrol titik-ke-titik dan tangan robot kontrol lintasan kontinu.
1) Tangan robot kontrol titik-ke-titik.
Ini adalah metode kontrol titik-ke-titik, yang secara akurat mengontrol posisi dan postur efektor akhir robot pada titik-titik utama (titik target) untuk menyelesaikan persyaratan operasional yang telah ditentukan. Misalnya, robot penanganan bongkar muat dan pengelasan spot termasuk dalam jenis kontrol point-to-point dari tangan robot.
2) Tangan robot kontrol lintasan berkelanjutan.
Jenis tangan robotik ini mengoordinasikan pergerakan berbagai bagian, secara tepat mengendalikan efektor akhir robot untuk bergerak di sepanjang lintasan dan kecepatan yang telah ditentukan, dan dapat mengontrol postur efektor akhir pada setiap titik di sepanjang lintasan melengkung. Pengelasan busur, pengecatan, dan tangan robot inspeksi semuanya termasuk dalam metode kontrol lintasan kontinu.
Dapat dibagi menjadi tangan robotik mikro, tangan robotik kecil, tangan robotik sedang, dan tangan robotik besar, dll.
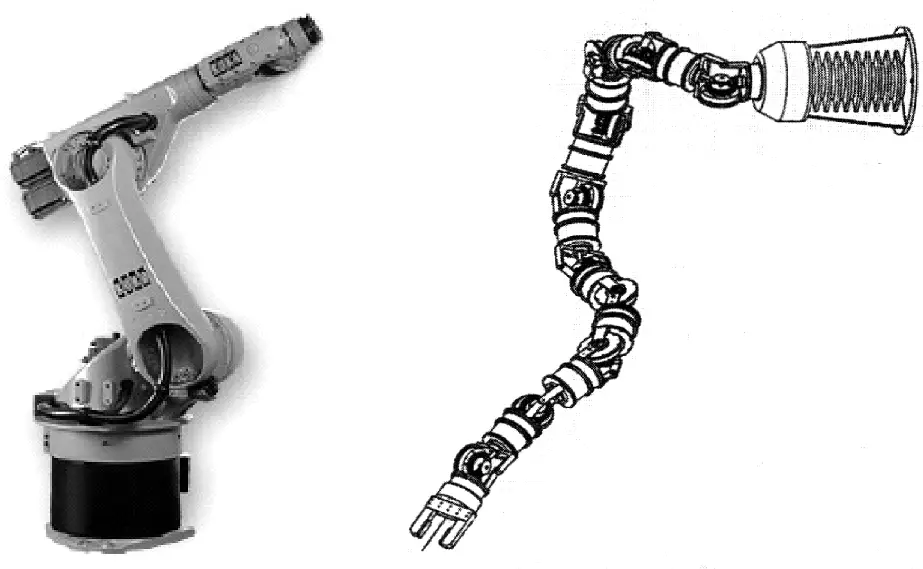
Dapat dibagi menjadi tipe kolom, tipe gantry, tangan robot tipe koordinat, dan tangan robot tipe SCARA, dll., seperti yang ditunjukkan pada Gambar 8 hingga 11.
Dapat dibagi menjadi tangan robot koordinat Cartesian, tangan robot koordinat silinder, tangan robot koordinat bola, dan tangan robot yang diartikulasikan, dll., Seperti yang ditunjukkan pada Gambar 12.
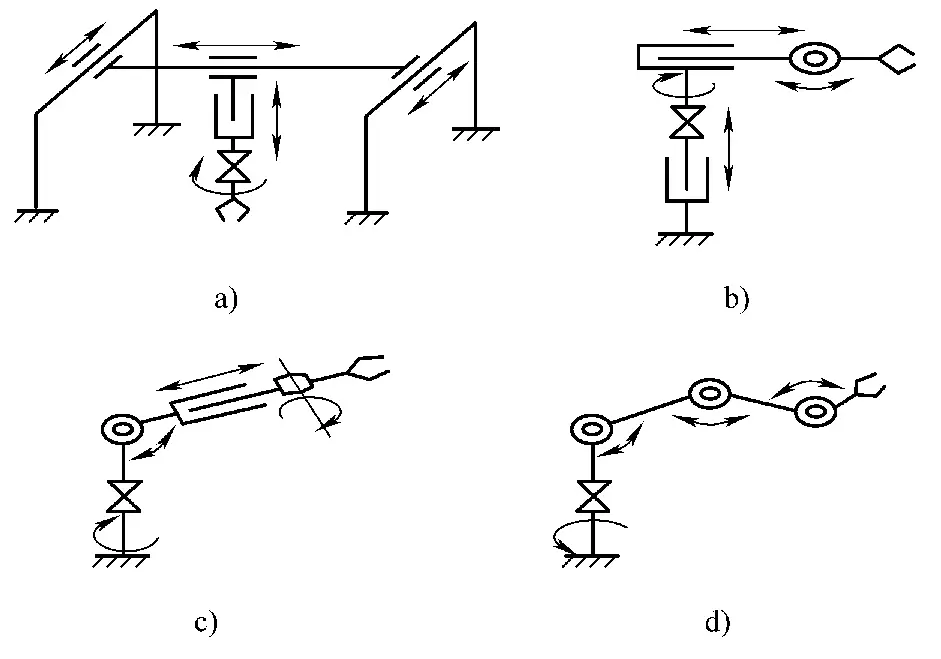
a) Tangan robot koordinat kartesian
b) Tangan robot koordinat silinder
c) Tangan robot koordinat bulat
d) Tangan robot yang diartikulasikan
1) Tangan robot koordinat kartesian.
Juga dikenal sebagai tangan robotik gerak linier, seperti yang ditunjukkan pada Gambar 12a. Lengan tangan robotik dapat bergerak secara linier dalam tiga arah sumbu koordinat sistem koordinat Cartesian, yaitu ekstensi ke depan dan ke belakang, mengangkat ke atas dan ke bawah, dan gerakan lengan ke kiri dan ke kanan.
Jenis tangan robotik ini memiliki struktur yang sederhana, gerakan yang intuitif, presisi tinggi, faktor keamanan yang baik, dan biaya rendah. Kerugiannya adalah, memerlukan ruang yang lebih besar untuk peralatan sekaligus memiliki jangkauan kerja yang relatif kecil. Sangat cocok untuk situasi di mana posisi kerja diatur dalam garis lurus dan sering digunakan untuk mencengkeram dan bongkar muat konveyor.
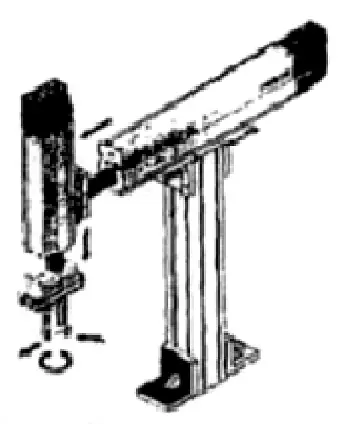
2) Tangan robot koordinat silinder.
Juga dikenal sebagai tangan robotik tipe putar, seperti yang ditunjukkan pada Gambar 12b. Lengan tangan robotik dapat menjulur ke depan dan ke belakang, mengangkat ke atas dan ke bawah, dan berayun pada bidang horizontal. Ini memiliki keunggulan intuitif yang baik, rasio inersia yang tinggi, dan struktur yang sederhana. Dibandingkan dengan tangan robot koordinat Cartesian, tangan robot ini menempati lebih sedikit ruang sekaligus memiliki rentang gerak yang lebih besar.
Karakteristik tangan robot koordinat silinder adalah memiliki lengan geser yang dipasang pada tiang pemandu vertikal, sehingga memungkinkan lengan untuk bergerak secara linear pada arah vertikal dan berayun pada bidang horizontal. Namun demikian, karena keterbatasan struktural, robot ini tidak dapat menggenggam benda di tanah.
3) Tangan robot koordinat bulat.
Juga dikenal sebagai tangan robot tipe pitch, seperti yang ditunjukkan pada Gambar 12c. Tangan robot tipe ini memiliki lebih banyak derajat kebebasan dan penerapan yang lebih luas. Lengan tangan robotik dapat menjulur ke depan dan ke belakang, melempar ke atas dan ke bawah, serta berayun ke kiri dan ke kanan.
Dibandingkan dengan tangan robot koordinat silinder dengan ukuran yang sama, tangan robot ini memperluas jangkauan kerja dan dapat menggenggam benda di tanah. Kelambanan geraknya lebih kecil, tetapi semakin panjang lengannya, semakin besar dampak kesalahan sudut ayunan pada presisi. Kekurangannya yaitu, hubungan gerakannya rumit dan biayanya lebih tinggi.
4) Tangan robot yang diartikulasikan.
Juga dikenal sebagai tangan robot tipe bersendi, seperti yang ditunjukkan pada Gambar 12d. Mirip dengan lengan manusia, tangan robot yang diartikulasikan terdiri dari lengan atas, lengan bawah, dan beberapa sendi.
Ini lebih fleksibel daripada ketiga jenis tangan robot yang disebutkan di atas, dan bahkan dapat mengatasi rintangan, membuatnya lebih mudah beradaptasi dengan lingkungan kerja yang ramai atau sempit, serta lebih serbaguna. Namun demikian, pergerakan beberapa sendi secara simultan menyebabkan intuisi gerakan yang buruk, kontrol yang rumit, struktur mekanis yang rumit, kekakuan mekanis yang rendah, presisi gerakan yang rendah, dan biaya yang tinggi.
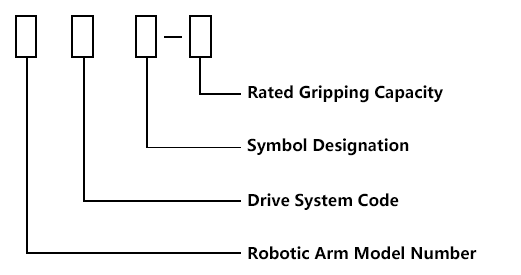
Saat ini, berbagai unit di Tiongkok pada umumnya mengikuti prinsip-prinsip ini ketika menyusun nomor model untuk tangan robot:
Pelabelan nomor model untuk tangan robotik dapat menyoroti karakteristiknya, sementara parameter karakteristik lain dari tangan robotik dapat dirinci dalam manual. Tabel 3 menunjukkan kode kompilasi untuk nomor model tangan robot.
Tabel 3 Kode kompilasi untuk nomor model tangan robot
| Konten yang diwakili | Tangan robot | Metode penggerak | Dinilai massa mencengkeram / kg | Urutan modifikasi | |||
| Hidrolik | Pneumatik | Listrik | Mekanis | ||||
| Kode yang digunakan | JS | Y | Q | D | J | ||
| Kode digital | Diwakili oleh angka | Diwakili oleh angka | |||||
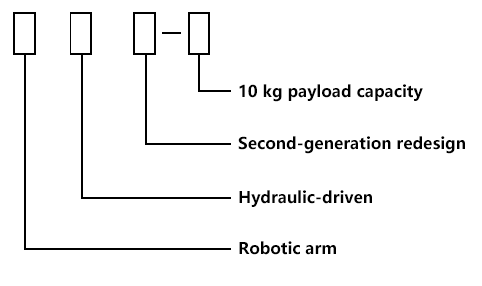
Contoh simbol untuk tangan robot ditunjukkan pada Gambar 13, dan contoh nomor model ditunjukkan pada Gambar 14.
Robot yang diartikulasikan disukai karena fleksibilitas dan keserbagunaannya. Robot yang umum digunakan untuk mengelas, mengecat, dll., semuanya termasuk dalam robot yang diartikulasikan.
Struktur robot yang diartikulasikan mirip dengan lengan manusia, yang mampu secara efektif menentukan postur robot dalam ruang tiga dimensi. Robot ini terutama memiliki dua jenis gerakan: rotasi dan berputar. Melalui perhitungan matematis dan kontrol lintasan, robot ini dapat mensimulasikan kurva apa pun di ruang angkasa dan bahkan dengan mudah menghindari rintangan untuk mencapai posisi target apa pun di ruang angkasa.
Hal ini sangat penting untuk robot pemetik. Robot perakitan yang diartikulasikan dibagi lagi menjadi dua jenis: artikulasi planar (yaitu, tipe SCARA) dan artikulasi vertikal (yaitu, tipe artikulasi spasial).
Robot artikulasi planar terutama digunakan untuk merakit chip yang tidak beraturan saat membuat papan sirkuit. Dibandingkan dengan robot artikulasi vertikal, robot ini menempati lebih sedikit ruang, memiliki gerakan horizontal yang lebih fleksibel, kapasitas beban yang lebih ringan, presisi yang lebih tinggi, dan biaya yang lebih rendah. Robot artikulasi vertikal memiliki area kerja yang lebih besar, keserbagunaan yang lebih besar, dan penggunaan yang lebih fleksibel. Manusia
Menurut distribusi sambungan, tangan mekanik dapat dibagi menjadi tipe seri dan paralel. Dari perspektif metode penggerak sendi, mereka dapat dibagi lagi menjadi tangan mekanik yang digerakkan oleh banyak motor dan yang digerakkan oleh motor tunggal, seperti yang ditunjukkan pada Gambar 15.
Penggerak multi-motor relatif mudah dikendalikan dan memiliki struktur mekanis yang sederhana; sedangkan penggerak motor tunggal, meskipun lebih sulit dikendalikan, namun menempati ruang yang lebih sedikit dan lebih fleksibel untuk digunakan. Penelitian tentang robot yang diartikulasikan tetap menjadi topik hangat dalam penelitian saat ini.
Selama penggunaan mesin press, karena pemilihan peralatan yang tidak tepat, kesalahan pada bahan dan ketebalan bagian yang dicap, kesalahan pengumpanan ganda, dan alasan lainnya, kekuatan teknologi slide dapat melebihi kisaran yang diijinkan, sehingga menyebabkan kerusakan peralatan dan, dalam kasus yang parah, bahkan kecelakaan pribadi.
Untuk memastikan peralatan dan keselamatan pribadi, mesin cetak sering kali menggunakan berbagai perangkat perlindungan beban berlebih. Perangkat proteksi beban berlebih yang umum dibagi menjadi dua kategori: satu bersifat merusak, seperti pelat geser dan perangkat proteksi blok himpitan; yang lainnya bersifat tidak merusak, seperti perangkat proteksi beban berlebih instrumen hidraulik, mekanis, dan elektrik.
Crush block adalah perangkat keamanan destruktif yang umum digunakan pada mesin cetak biasa, seperti yang ditunjukkan pada Gambar 7-66. Ketika kelebihan beban, crush block akan hancur, memicu sakelar batas, dan mesin cetak berhenti. Untuk melanjutkan operasi mesin cetak, crush block harus diganti, dan setelah penggantian, ketinggian tertutup perlu diperiksa ulang, yang cukup merepotkan dan memakan waktu.
Untuk perangkat pengaman yang merusak, karena dalam banyak kasus, salah satu dari perangkat tersebut rusak terlebih dahulu, hal ini dapat dengan mudah menyebabkan slide miring, membuat rel pemandu mengalami gaya yang membatasi rotasi slide. Hal ini dapat mempercepat keausan rel pemandu atau bahkan merusak komponen.
Oleh karena itu, perangkat pengaman yang merusak tidak cocok untuk pengepresan dua titik dan empat titik. Namun demikian, karena strukturnya yang sederhana dan biaya produksi yang rendah, perangkat ini masih digunakan pada pengepresan titik tunggal bertonase kecil.
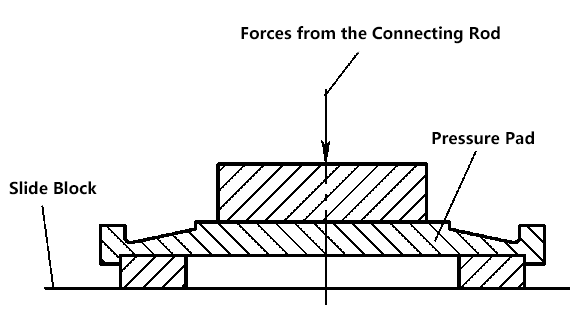
Bantalan hidraulik digunakan sebagai pengganti blok penghancur sebagai perangkat perlindungan beban berlebih. Bantalan hidraulik dapat memperoleh beban perlindungan yang akurat melalui penyesuaian tekanan dalam sistem hidraulik.
Apabila mesin cetak mengalami kelebihan beban, tekanan hidraulik meningkat, dan secara otomatis membuka katup pelepas. Cairan dalam bantalan hidraulik dengan cepat dibuang kembali ke sistem hidraulik. Sementara slide berhenti bergerak, batang penghubung dapat terus bergerak ke bawah, dan secara bersamaan, sakelar batas mengirimkan sinyal kelebihan beban, mengendalikan kopling untuk melepaskan diri.
Setelah memeriksa dan menghilangkan penyebab kelebihan beban, sistem hidraulik secara otomatis kembali ke tekanan proteksi, dan mesin cetak dapat terus bekerja. Oleh karena itu, perangkat perlindungan kelebihan beban hidraulik tidak merusak.
Gambar 17 menunjukkan diagram prinsip hidraulik dari perangkat proteksi beban berlebih hidraulik pada mesin press empat titik. Terdapat bantalan hidraulik 4 di bagian bawah setiap batang penghubung, dan setiap bantalan hidraulik dikontrol oleh katup pelepas hidraulik 3. Saat membongkar muatan, inti katup dapat mengirim sinyal kelebihan beban melalui sakelar batas 2.
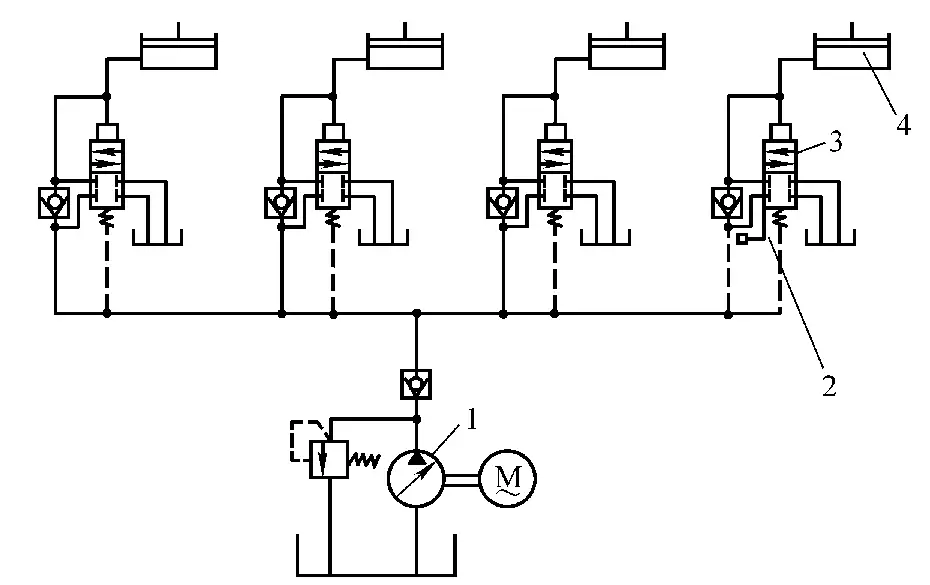
1-Pompa hidrolik
Sakelar 2-Batas
3-Katup pelepas
4-Bantalan hidraulik
Sistem hidraulik dipasok oleh pompa hidraulik tekanan tinggi 1. Secara umum, perangkat perlindungan beban berlebih hidraulik memiliki beban perlindungan yang akurat, tindakan yang sensitif dan andal, tetapi biaya pembuatannya relatif tinggi. Sistem ini memiliki dua kelemahan: pertama, ketika pers dimuat secara tidak merata, cukup sulit untuk memastikan bahwa semua katup pelepas membongkar secara bersamaan; kedua, pompa bertekanan tinggi sering bekerja dalam kondisi luapan tekanan tinggi, membuat sistem rentan terhadap pemanasan.
Gambar 18 menunjukkan sistem hidraulik yang menggunakan pompa pneumatik untuk suplai cairan. Sistem ini menggunakan pompa pneumatik 1 dan katup pelepas pneumatik 2 untuk menggantikan pompa tekanan tinggi dan katup pelepas yang disebutkan sebelumnya. Pompa pneumatik adalah pompa otomatis yang dapat mulai secara otomatis ketika tekanan sistem menurun dan berhenti secara otomatis ketika mencapai tekanan yang ditetapkan.
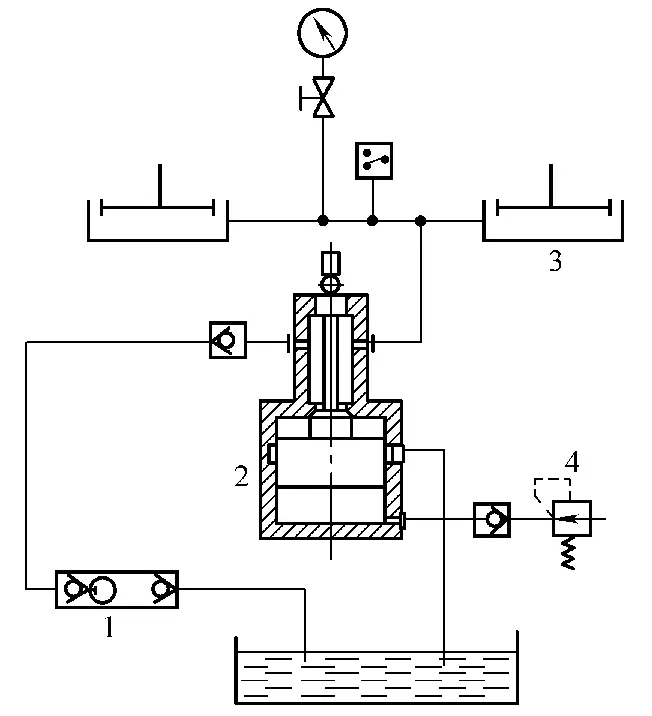
Pompa 1-pneumatik
Katup pelepas 2-pneumatik
3-Bantalan hidraulik
Katup pengatur 4-tekanan
Selama pengoperasian normal mesin cetak, pompa pneumatik hanya berfungsi untuk menambah tekanan, sehingga memiliki masa pakai yang panjang dan menghemat energi. Sistem ini sudah diterapkan secara efektif pada mesin cetak tipe J36-800.
Perangkat proteksi beban berlebih untuk mesin cetak juga mencakup instrumen pembacaan mekanis dan elektrik. Instrumen pembacaan mekanis lebih umum digunakan pada mesin cetak kecil yang diproduksi oleh perusahaan Jepang. Alat ini menggunakan pengukur regangan mekanis untuk mengukur deformasi bodi mesin, yang kemudian diperkuat melalui tuas untuk membuat instrumen tipe penunjuk. Jenis instrumen ini tidak sesuai untuk melacak beban yang berubah dengan cepat dalam proses punching, tetapi sangat sesuai untuk proses seperti deep drawing. Selain itu, harganya tidak mahal dan memiliki performa yang stabil.
Instrumen pembacaan elektrik menggunakan pengukur regangan resistif yang dipasang langsung ke bodi mesin untuk merasakan deformasi kerjanya. Sinyal diperkuat melalui sirkuit dan ditampilkan secara digital. Ketika mencapai nilai peringatan, alat ini memberikan sinyal alarm dan dapat menyimpan nilai tekanan maksimum. Ini adalah instrumen otomatis, relatif mahal, dan terutama digunakan pada mesin cetak besar.
Perangkat perlindungan keselamatan pribadi mesin cetak adalah aksesori yang dipasang pada mesin cetak untuk memastikan keselamatan pribadi. Berbagai perangkat perlindungan berbeda dalam batasannya dan memiliki efek yang berbeda dalam meningkatkan produktivitas, penghematan tenaga kerja, dan keselamatan.
Tingkat peningkatan di sini mengacu pada lamanya waktu tambahan maksimum yang diijinkan saat menggunakan berbagai perangkat perlindungan. Penghematan tenaga kerja mengacu ke pengurangan intensitas tenaga kerja karena keterbatasan jarak aman ketika menggunakan berbagai perangkat perlindungan. Keamanan mengacu pada tingkat kontrol atas bagian pers dan perangkat itu sendiri oleh berbagai perangkat perlindungan.
Perkakas tangan termasuk penjepit, pinset, tang, cangkir hisap magnetik, cangkir hisap elektromagnetik, cangkir hisap vakum, dll. Perkakas tangan harus dipilih berdasarkan ukuran, bentuk, dan berat bagian yang dicap. Mereka terutama menggantikan operator dalam bongkar muat, menghindari kontak langsung antara tangan operator dan cetakan atas dan bawah. Perangkat perlindungan keselamatan perkakas tangan terutama menggunakan metode kombinasi dua tangan.
Perangkat perlindungan kombinasi dua tangan mengharuskan operator menekan dua pegangan secara bersamaan, atau satu pegangan dan satu tombol, atau dua tombol, dll., agar slide dapat mulai bergerak.
Hal ini untuk secara ketat memastikan bahwa tangan operator berada jauh dari zona bahaya ketika slide berada pada gerakan ke bawah, sehingga memastikan keamanan. Bentuk utama meliputi interlocking dua pegangan, tombol dua tangan, tombol pengaman, dll.
1) Perangkat yang saling mengunci dengan dua pegangan.
Pada perangkat yang ditunjukkan pada Gambar 19, hanya ketika kedua sisi pegangan ganda 1 ditekan secara bersamaan, barulah batang start 2 dapat ditekan ke bawah, sehingga memungkinkan perangkat start masuk. Menekan salah satu sisi pegangan 1 saja tidak dapat menekan batang start 2 ke bawah, sehingga mencegah perangkat start masuk. Perangkat ini umumnya digunakan pada mesin cetak kecil dan bench press.
1-Pegangan
Batang 2-starting
Cangkang 3-penutup
4-Meja Kerja
2) Tombol dua tangan (Perangkat pengaman pengoperasian dua tangan).
Dengan menekan dua tombol atau gagang pengoperasian secara bersamaan dengan kedua tangan, kopling didekati melalui gaya elektromagnetik, gaya pegas, tekanan udara, atau gaya manual, yang menyebabkan slide turun.
Tombol operasi harus ditempatkan di luar jarak aman yang ditentukan oleh kinerja penghentian darurat mesin press, untuk secara paksa memindahkan tangan operator menjauh dari zona bahaya saat slide turun, mencegah terjadinya kecelakaan jika tangan ditempatkan di antara cetakan atas dan bawah setelah memulai dan melepaskan gagang.
Pengoperasian ini harus saling bertautan dengan tombol dua tangan dan sebagian besar digunakan untuk mengontrol mesin yang dioperasikan oleh satu operator. Pengontrol dua tangan sering kali dipasang bersama dengan perangkat keselamatan lainnya dan digunakan secara luas di berbagai fasilitas produksi.
Tombol dua tangan dapat dibagi ke dalam jenis pengoperasian satu orang dan pengoperasian banyak orang. Keuntungannya adalah: investasi rendah, penggunaan ruang yang kecil, pemasangan yang mudah, dan memulai dengan nyaman. Keterbatasan aplikasinya adalah: tombol ini hanya memberikan perlindungan tangan, tidak memberikan perlindungan pihak ketiga, dan memiliki potensi konflik kontrol manusia-mesin yang signifikan, seperti tidak efektif terhadap jatuhnya slide sekunder yang disebabkan oleh kegagalan mekanis.
Tombol dua tangan cocok untuk menekan dengan cengkeraman gesekan atau cengkeraman kaku yang dapat digerakkan. Jika digunakan pada penekanan kopling kaku, posisi tombol dua tangan juga harus memastikan jarak yang aman.
Ini mengacu pada perangkat yang menggunakan struktur mekanis untuk mengisolasi zona bahaya atau secara paksa memindahkan lengan operator keluar dari zona bahaya ketika slide pers berada pada langkah ke bawah dan di bagian tengah bawah, untuk memastikan keamanan.
Perangkat perlindungan mekanis memiliki struktur sederhana dan keandalan yang kuat. Perangkat ini khususnya efektif dalam memastikan keamanan apabila mencegah injakan terus menerus akibat kegagalan mekanisme start slide pers atau apabila slide tiba-tiba meluncur ke bawah. Hal ini karena perangkat proteksi mekanis dihubungkan ke press slide, dan sumber dayanya berasal dari slide. Selama slide bergerak ke bawah, ini akan memindahkan tangan operator keluar dari zona bahaya.
Ada berbagai jenis perangkat pelindung mekanis, yang secara luas dapat diklasifikasikan ke dalam jenis pagar pelindung, dorong-tangan, dan tarik-tangan.
1) Perangkat pengaman pagar pelindung.
Prinsipnya adalah membuat pagar antara operator dan zona bahaya, atau di sekitar area yang dilindungi, yang bergerak seiring dengan pergerakan slide press. Ketika slide kembali, pagar terbuka untuk bongkar muat, dan ketika slide turun, pagar pengaman menutup, mencegah tangan masuk di antara cetakan atas dan bawah.
Pagar pengaman umumnya cocok untuk pukulan kontinu dan dapat digunakan pada mesin cetak kecil, sedang, dan besar, serta untuk operasi pukulan tunggal. Desain pagar, khususnya celah pagar tetap, harus mengikuti nilai yang tercantum dalam Tabel 4. Ketika mesin cetak secara tidak sengaja menyala karena kerusakan dan menyebabkan slide terus menerus meninju, pagar dapat memberikan perlindungan saat bergerak saling mengunci dengan slide.
Tabel 4 Tabel Celah Pagar
| Jarak antara pagar dan tepi cetakan/mm | Celah pagar / mm | |
| 0-40 | 6 | |
| >40-60 | 10 | |
| >60-90 | 13 | |
| >90-140 | 16 | |
| >140-160 | 20 | |
| >160-190 | 23 | |
| >190-210 | 30 | |
2) Alat pengaman dorong tangan.
Terdapat batang penghubung, batang penarik, dan bubungan yang terhubung ke batang pendorong tangan pada perosotan. Saat perosotan turun, perosotan secara paksa mendorong tangan keluar dari zona bahaya. Perangkat ini harus dapat menyesuaikan panjang dan ayunan batang pendorong tangan dan dilengkapi dengan pelat pelindung untuk memastikan keamanan tangan selama pergerakan slide.
Ini terutama digunakan untuk pengepresan terbuka yang kecil dan secara akurat dapat berfungsi untuk memberikan perlindungan, bahkan apabila slide jatuh untuk kedua kalinya.
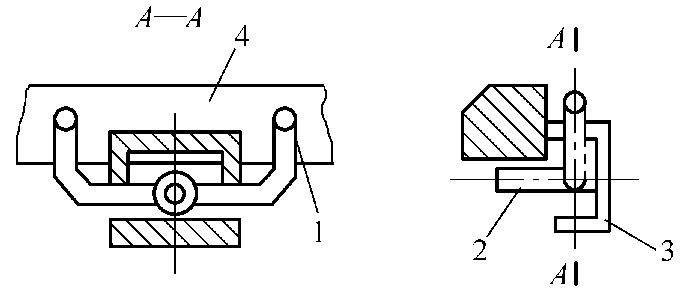
3) Alat pengaman tarik-tangan.
Ketika slide turun, melalui dua tali yang dipasang di tangan operator, slide akan menarik tangan operator keluar dari cetakan ke area yang aman. Selama tali penarik dan gaya tarikan disesuaikan dengan benar, keamanan dapat dipastikan, bahkan jika slide jatuh untuk kedua kalinya.
Perangkat pelindung mekanis yang disebutkan di atas dapat diandalkan dalam bekerja, strukturnya sederhana, mudah dirawat, dan secara efektif dapat mencegah pelubangan terus menerus karena kegagalan mekanis. Kerugiannya adalah bahwa ada objek mekanis yang bergerak di antara operator dan cetakan atas dan bawah, yang dapat dengan mudah memengaruhi garis pandang operator, menyebabkan kelelahan, dan ketidaknyamanan saat pengumpanan dan pembongkaran. Ini terutama digunakan untuk modifikasi keselamatan mesin cetak gaya lama.
Sinar cahaya, aliran udara, medan listrik, dll., yang tidak memengaruhi penglihatan dan pengoperasian dipasang di antara operator dan cetakan atas dan bawah atau di sekitar zona bahaya. Ketika tubuh operator atau benda yang dipegang tangan memasuki zona bahaya, ia dapat mengirim sinyal berhenti ke sirkuit kontrol mesin press, menyebabkan slide berhenti turun segera untuk memastikan keamanan. Perangkat pelindung otomatis termasuk perlindungan fotolistrik, perlindungan induktif, dll.
1) Perangkat perlindungan fotolistrik.
Ini mengacu pada pengaturan tirai cahaya antara operator dan cetakan atas dan bawah atau di sekitar zona bahaya, membentuk area deteksi dengan kemampuan deteksi. Ketika tubuh operator atau benda yang dipegang operator memasuki area deteksi dan menghalangi tirai cahaya, mekanisme kontrol mengirimkan sinyal mati, memerintahkan slide untuk segera berhenti turun, sehingga mencapai tujuan perlindungan.
Perangkat ini terutama digunakan untuk pemrosesan gambar dalam aksi ganda, pemrosesan kontinu, dan pengoperasian sakelar kaki, tetapi tidak efektif dalam mencegah slide jatuh untuk kedua kalinya akibat kegagalan tekan.
Keunggulannya yaitu: keandalan yang tinggi dan ketahanan yang kuat terhadap gangguan listrik. Keterbatasan penggunaan meliputi: menempati ruang, dan sering kali memerlukan penambahan perangkat pelindung tetap.
Proteksi fotolistrik dapat diklasifikasikan ke dalam jenis cahaya tampak dan cahaya inframerah menurut sumber cahayanya; dan ke dalam jenis langsung, reflektif, dan pemindaian menurut bentuk tirai cahaya.
(1) Perlindungan fotolistrik cahaya tampak:
Jenis cahaya tampak pada umumnya menggunakan lampu pijar sebagai sumber cahaya. Filamen rentan putus apabila bergetar, sehingga masa pakainya lebih pendek. Namun demikian, rangkaian listriknya sederhana, biayanya lebih rendah, dan perawatannya mudah, secara umum cocok untuk mesin cetak berukuran kecil dan menengah. Proteksi fotolistrik cahaya tampak sulit diterapkan untuk pemeriksaan mandiri yang lengkap.
② Perlindungan fotolistrik inframerah:
Perlindungan fotolistrik inframerah umumnya menggunakan dioda pemancar cahaya inframerah sebagai sumber cahaya, yang memiliki masa pakai yang lama, ketahanan getaran yang kuat, dan semi permanen. Ini menggunakan cahaya termodulasi, sehingga memudahkan pemeriksaan sendiri; namun, sirkuit listrik perlindungan fotolistrik inframerah lebih kompleks dan biayanya lebih tinggi. Pada umumnya digunakan untuk mesin cetak berukuran besar dan sedang. Saat ini, perangkat perlindungan fotolistrik inframerah yang lebih canggih dilengkapi dengan tirai lampu pengaman, pemindai laser, dll.
Tirai lampu pengaman:
Terdiri dari pemancar dan penerima, pemancar memancarkan cahaya inframerah termodulasi, yang diterima oleh penerima, membentuk satu atau beberapa kisi-kisi cahaya untuk memisahkan operator dari zona bahaya.
Ketika bagian tubuh operator memasuki zona bahaya, cahaya akan terhalang dan sinyal listrik dikirim. Sinyal ini diperkuat dan saling bertautan dengan sirkuit kontrol slide untuk menghentikan gerakan slide.
Gambar 20 menunjukkan mesin cetak yang dilengkapi dengan sepasang tirai lampu pengaman. Perangkat pengaman fotolistrik umumnya menggunakan dioda pemancar cahaya inframerah termodulasi sebagai sumber cahaya, sedangkan dioda laser inframerah digunakan pada mesin cetak besar. Sirkuit mereka memiliki fungsi pemeriksaan mandiri dan perlindungan diri yang rumit dan andal.

Tirai lampu pengaman umumnya dibagi menjadi dua jenis: sinar tembus dan reflektif. Tirai lampu pengaman sinar tembus mengacu pada perangkat kisi-kisi lampu pengaman di mana unit pemancar cahaya dan unit penerima cahaya secara terpisah terletak di pemancar dan penerima, dengan cahaya dari unit pemancar cahaya langsung mencapai unit penerima cahaya untuk membentuk tirai lampu pelindung.
Tirai lampu pengaman reflektif mengacu pada perangkat kisi-kisi lampu pengaman di mana unit pemancar cahaya dan unit penerima cahaya berada dalam sensor yang sama, dengan cahaya dari unit pemancar cahaya dipantulkan kembali ke unit penerima cahaya melalui reflektor untuk membentuk tirai lampu pelindung.
Pemindai laser:
Pemindai laser digunakan untuk melindungi area di sekitar mesin yang berbahaya. Segera setelah objek yang berdiameter lebih besar dari 70mm (seperti kaki atau tungkai) terdeteksi, peralatan akan memicu sinyal berhenti untuk sistem kontrol keselamatan alat berat.
Selain itu, peralatan jenis ini memiliki fungsi peringatan dini, sehingga orang dapat diperingatkan sebelum memasuki zona bahaya, dan dengan demikian, dapat menghindari pemadaman yang tidak perlu. Mudah diprogram untuk area perlindungan yang berbentuk kompleks dan dapat memperluas area perlindungan, tetapi sensitif terhadap tingkat pencemaran lingkungan.
2) Perangkat perlindungan induktif.
Perangkat perlindungan induktif menggunakan tirai elektromagnetik untuk mengelilingi zona bahaya guna melindungi keselamatan pribadi, termasuk jenis penginderaan kapasitif dan tubuh manusia.
Perlindungan penginderaan tubuh manusia terkait dengan tubuh manusia, dan karena kondisi setiap orang berbeda, kemampuan beradaptasinya buruk dan membutuhkan penyesuaian yang sering, sehingga mengurangi keandalan. Selain itu, karena banyaknya gelombang elektromagnetik eksternal, kemampuan anti-interferensi tidak ideal, dan jarang digunakan di dalam negeri dan internasional.
Namun demikian, komponen tirai elektromagnetik relatif mudah dipasang dan dilepas, yang bermanfaat untuk mengganti cetakan. Jika keandalan perangkat proteksi induktif tidak jauh berbeda dari perangkat fotolistrik, maka prospek aplikasinya pada mesin cetak kecil dan menengah masih cukup signifikan.
Gambar 21 menunjukkan perangkat proteksi kapasitif yang digunakan pada mesin cetak. Elemen penginderaannya ditempatkan di antara operator dan cetakan, dan bongkar muat harus melewati rongga elemen penginderaan. Saat tangan melewati rongga, slide press berhenti bergerak atau tidak dapat memulai, sehingga memastikan keselamatan operator.
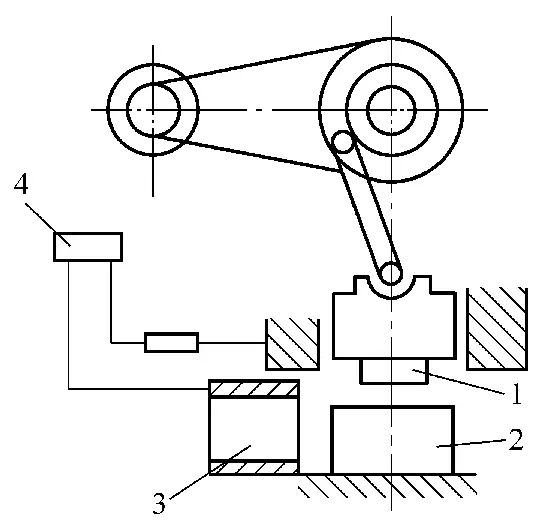
1-Pukulan
2-Die
3-Elemen penginderaan
4-Pengontrol
Perangkat perlindungan penginderaan tubuh manusia mengatur kapasitor dengan kapasitansi tertentu ke tanah sebagai elemen penginderaan antara operator dan zona bahaya. Dengan mengubah jarak antara tubuh manusia dan elemen penginderaan selama bongkar muat, ini mengubah ukuran kapasitor ke tanah, yang, setelah penguatan, dapat menghentikan alat berat atau mencegahnya untuk memulai.
Karena perlindungan induktif sangat dipengaruhi oleh berbagai faktor tubuh manusia dan lokasi (misalnya, sepatu dan kaus kaki yang berbeda yang dikenakan, usia sarung tangan yang dikenakan, dll.), maka, ini sangat merepotkan untuk digunakan.
3) Perangkat perlindungan tirai udara.
Tirai udara dipasang di antara operator dan zona bahaya. Setelah tangan, tubuh, atau benda lain menghalangi tirai udara, tirai udara akan memutus sirkuit kontrol perangkat start, menghentikan gerakan slide atau mencegahnya untuk memulai.
Perangkat perlindungan otomatis yang disebutkan di atas tidak memiliki dampak mental atau visual pada operator, sehingga mengurangi kelelahan mental; namun, perangkat ini tidak efektif terhadap kejatuhan sekunder akibat kerusakan.







