
Teknik Canggih dalam Perlakuan Panas Permukaan Baja
Bagaimana baja bertransformasi dari sekadar bahan yang kuat menjadi keajaiban berkinerja tinggi? Kuncinya terletak pada panas permukaan...
Rahasia apa yang ada di dalam baja yang mengubahnya dari bahan mentah menjadi tulang punggung teknik modern? Artikel ini mengupas teknik-teknik penting perlakuan panas baja, mulai dari anil dan normalisasi hingga pendinginan dan temper. Dengan memahami proses-proses ini, pembaca akan mendapatkan wawasan tentang bagaimana metode-metode ini meningkatkan sifat baja, memastikannya memenuhi berbagai persyaratan kinerja. Selami ilmu di balik kekuatan, daya tahan, dan keserbagunaan baja yang diolah.
Anil dan normalisasi adalah proses perlakuan panas yang diterapkan secara luas di bidang manufaktur, terutama digunakan untuk perlakuan panas persiapan pada coran, tempa, dan komponen yang dilas.
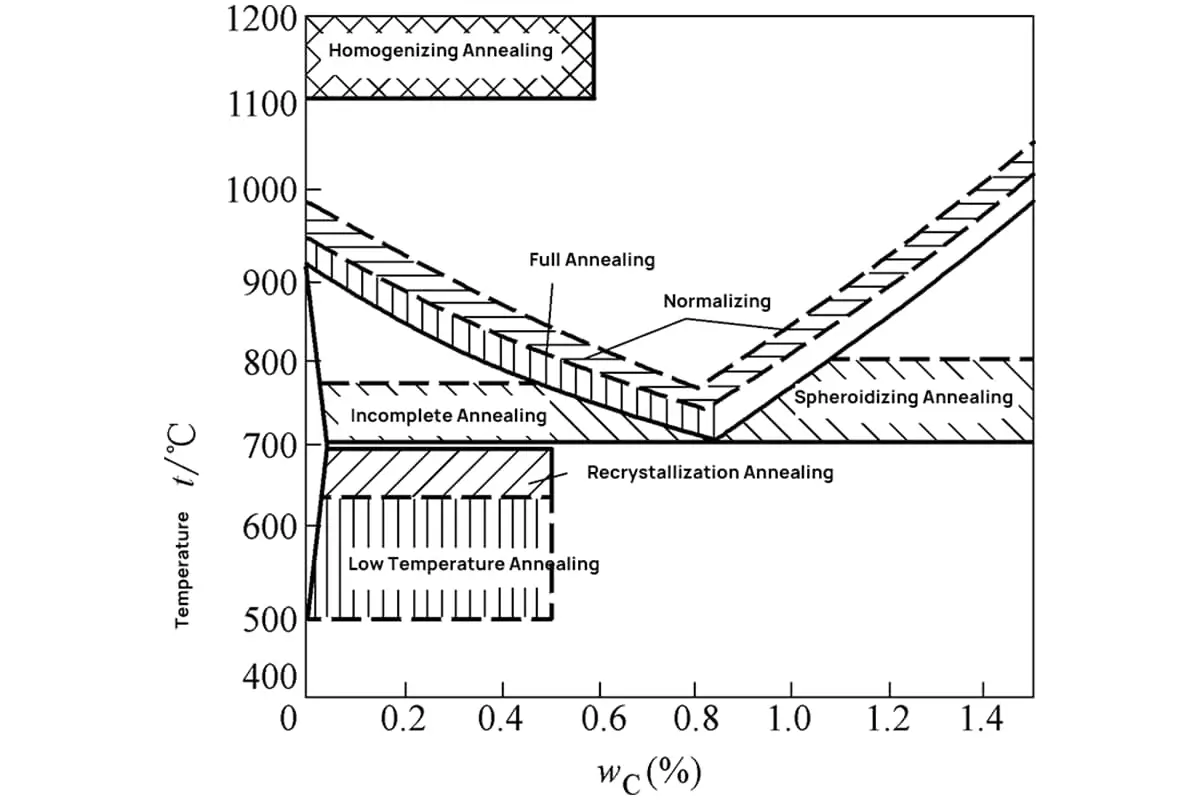
Tujuannya adalah untuk menghilangkan cacat pemrosesan termal, memperbaiki struktur mikro, dan meningkatkan kemampuan mesin. Untuk komponen dengan persyaratan kinerja yang tidak terlalu ketat, proses ini juga dapat berfungsi sebagai perlakuan panas akhir. Kisaran suhu pemanasan untuk berbagai proses anil dan normalisasi diilustrasikan pada Gambar 1-37.
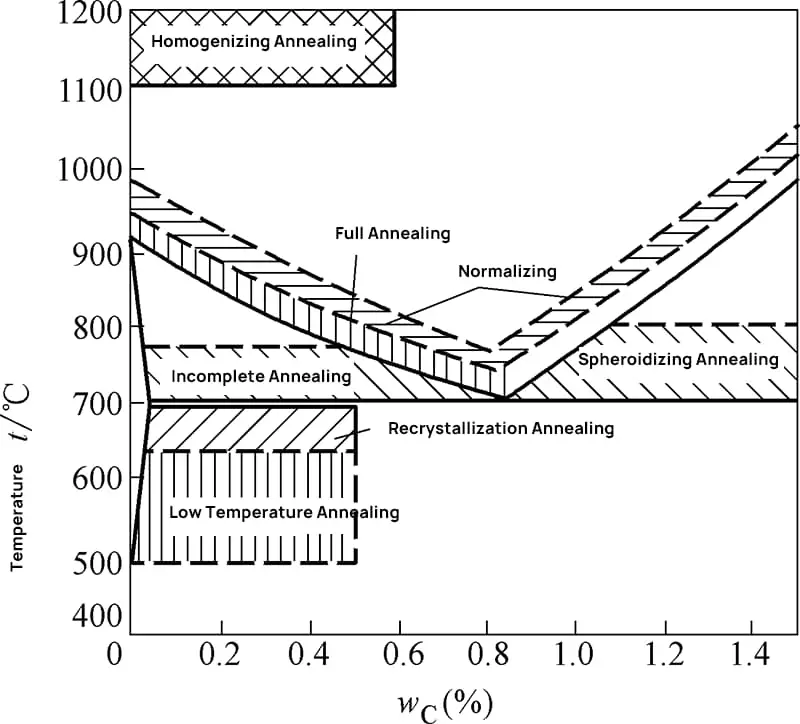
Anil melibatkan pemanasan baja hingga suhu di atas atau di bawah titik transformasi kritis, kemudian mempertahankan suhu tersebut diikuti dengan pendinginan lambat di dalam tungku untuk mendapatkan struktur mikro yang mendekati keseimbangan. Ada banyak jenis proses anil; yang biasa digunakan dalam produksi meliputi:
Anil penuh memanaskan komponen baja hingga 30-50°C di atas suhu Ac1, menahannya dalam waktu yang cukup untuk mengustenisasi struktur secara penuh, kemudian mendinginkannya secara perlahan untuk mencapai struktur mikro yang mendekati keseimbangan.
Proses ini terutama untuk baja hypoeutectoid dengan kandungan karbon yang lebih tinggi, yang bertujuan untuk menghaluskan butiran, menghomogenkan struktur mikro, mengurangi tekanan internal, mengurangi kekerasan, dan meningkatkan kemampuan mesin. Struktur mikro yang dihasilkan terdiri dari ferit ditambah perlit.
Anil tidak sempurna memanaskan baja hingga suhu antara Ac1 dan Ac3 untuk baja hipoeutektoid atau antara Ac1 dan Ac untuk baja hipereutektoid, diikuti dengan pendinginan lambat setelah penahanan untuk mencapai struktur mikro yang mendekati keseimbangan. Karena baja dipanaskan ke daerah dua fase, morfologi dan distribusi ferit proeutektoid atau sementit sekunder pada dasarnya tidak berubah.
Anil tidak sempurna terutama digunakan untuk baja hipereutektoid untuk mendapatkan struktur perlit berbentuk bola, oleh karena itu juga dikenal sebagai anil spheroid untuk baja hipereutektoid. Tujuannya adalah untuk mengubah struktur mikro, mengubah jaringan sementit menjadi bentuk sferoid, mengurangi tekanan internal, mengurangi kekerasan, meningkatkan kemampuan mesin, dan mempersiapkan struktur untuk pendinginan.
Anil pelepas tegangan memanaskan komponen baja hingga mencapai suhu di bawah Ac1, mempertahankan suhu, lalu mendinginkannya secara perlahan. Tidak ada transformasi fasa yang terjadi selama proses ini; tujuannya adalah untuk menghilangkan tegangan internal sisa pada coran, tempa, komponen yang dilas, dan komponen mesin, meningkatkan stabilitas dimensi serta mencegah deformasi dan keretakan.
Karena suhu pemanasan yang lebih rendah, ini juga dikenal sebagai anil subkritis.
Anil rekristalisasi memanaskan logam yang dikerjakan secara dingin di atas suhu rekristalisasi, menahannya selama waktu yang sesuai, memungkinkan butiran yang berubah bentuk berubah kembali menjadi butiran yang seragam dan sama rata sekaligus menghilangkan pengerasan kerja dan tegangan sisa.
Proses ini dapat digunakan sebagai anil perantara antara beberapa pengerjaan dingin pada logam atau sebagai perlakuan panas akhir pada logam yang dikerjakan dengan dingin. Setelah anil rekristalisasi, struktur mikro dan sifat logam dikembalikan ke kondisi sebelum pengerjaan dingin.
Normalisasi adalah proses perlakuan panas yang memanaskan bagian baja hingga 30-50°C di atas suhu Ac3 atau Acm suhu, menahannya selama waktu yang sesuai, dan kemudian mendinginkannya di udara untuk mendapatkan struktur perlit. Temperatur normalisasi untuk baja hypoeutectoid sedikit lebih tinggi daripada temperatur anil penuh, tetapi mendingin lebih cepat, sehingga menghasilkan struktur perlit yang lebih halus dan kekuatan yang lebih tinggi dan kekerasan baja.
Normalisasi menawarkan produktivitas yang lebih tinggi tanpa harus menggunakan peralatan dalam waktu yang lama dan sering kali digunakan untuk meningkatkan kemampuan mesin baja karbon rendah. Untuk komponen dengan tekanan yang lebih rendah dan persyaratan performa yang lebih rendah, normalizing dapat berfungsi sebagai proses perlakuan panas akhir. Proses ini menghilangkan jaringan karbida pada baja hipereutektoid, menyiapkan struktur untuk anil spheroidizing.
Untuk benda kerja berukuran besar, atau benda kerja dengan bentuk yang rumit atau perubahan dimensi penampang yang signifikan, normalisasi dapat menggantikan quenching dan tempering untuk mencegah distorsi dan keretakan.
Quenching adalah proses perlakuan panas yang melibatkan pemanasan baja hingga titik transisi fase kritis, Ac3 atau di atas Ac1 sebesar 30-50°C, diikuti dengan isolasi dan pendinginan cepat untuk mendapatkan struktur non-kesetimbangan seperti martensit dan bainit.
Tujuan utama pendinginan baja adalah untuk memaksimalkan pembentukan martensit, diikuti dengan penempaan pada berbagai suhu untuk mencapai sifat yang diinginkan. Kualitas quenching tergantung pada suhu pemanasan quenching, media pendingin, dan metode quenching.
Pemilihan suhu pemanasan quenching harus didasarkan pada perolehan ukuran butir austenitik yang seragam dan halus, yang memfasilitasi pembentukan struktur martensit yang halus pada saat pendinginan. Temperatur pemanasan quenching spesifik ditentukan berdasarkan titik transisi fase kritis baja.
Untuk baja hypo-eutectoid, suhu pemanasan pendinginan biasanya di atas Ac3 sebesar 30-50°C. Jika suhunya berada di antara Ac1 dan Ac3ferit akan tetap berada di dalam struktur bersama dengan martensit setelah pendinginan, sehingga mengurangi kekuatan dan kekerasan baja. Namun, suhu pemanasan tidak boleh melebihi Ac3 terlalu banyak untuk mencegah pengerasan butir austenitik dan pembentukan struktur martensitik yang kasar.
Untuk baja eutektoid dan hiper-eutektoid, suhu pemanasan pendinginan biasanya di atas Ac1 sebesar 30-50°C. Hal ini terutama untuk mendapatkan butiran austenitik halus sambil mempertahankan jumlah sementit yang sesuai, yang menghasilkan pembentukan martensit kriptokristalin dan karbida butiran yang terdistribusi secara merata setelah pendinginan.
Hasilnya, baja tidak hanya memiliki kekuatan, kekerasan, dan ketahanan aus yang lebih tinggi, tetapi juga menunjukkan ketangguhan yang baik. Jika suhu pemanasan terlalu tinggi, sejumlah besar partikel sementit sekunder akan larut, sehingga meningkatkan jumlah austenit yang tertahan setelah pendinginan, yang dapat menyebabkan deformasi yang lebih besar dan kecenderungan retak.
Temperatur pemanasan quenching untuk baja paduan umumnya lebih tinggi daripada temperatur pemanasan untuk baja karbon karena sebagian besar elemen paduan menghambat pertumbuhan butir austenitik. Menaikkan suhu pemanasan quenching memungkinkan pelarutan dan homogenisasi elemen paduan secara penuh, sehingga menghasilkan hasil quenching yang lebih baik.
Media pendingin yang digunakan untuk membawa baja dari kondisi austenitik ke bawah titik Ms disebut media pendingin pendinginan.
Semakin kuat kapasitas pendinginan medium, semakin besar laju pendinginan baja, sehingga menghasilkan lapisan pengerasan yang lebih dalam setelah pendinginan. Namun, laju pendinginan yang terlalu tinggi dapat menyebabkan tekanan pendinginan yang signifikan pada benda kerja, sehingga rentan terhadap deformasi dan retak. Oleh karena itu, pemilihan media pendingin quenching yang tepat sangat penting selama proses quenching.
Pendingin quenching yang umum termasuk air, air garam, larutan air alkali, dan oli, dengan kapasitas pendinginannya disajikan pada Tabel 1-4. Air dan oli adalah media pendinginan yang paling sering digunakan. Biasanya, pendinginan air digunakan untuk benda kerja baja karbon yang berukuran kecil dan bentuknya sederhana, sedangkan pendinginan oli umumnya diperuntukkan bagi benda kerja baja karbon dan baja paduan yang lebih besar dan lebih kompleks.
Tabel 1-4: Kapasitas Pendinginan Media Pendinginan yang Umum Digunakan
| Media pendinginan | Kapasitas pendinginan dalam kisaran suhu berikut (°C/s) | |
| 650~550℃ | 300~200℃ | |
| Air (pada suhu 18°C) | 600 | 270 |
| Larutan berair 10% NaCl (pada suhu 18°C) | 1100 | 300 |
| Larutan berair NaOH 10% (pada suhu 18°C) | 1200 | 300 |
| Larutan berair 10% Na2CO3 (pada suhu 18°C) | 800 | 270 |
| Minyak mineral | 150 | 30 |
| Minyak kanola | 200 | 35 |
| Garam cair berbasis nitrat (pada suhu 200°C) | 350 | 10 |
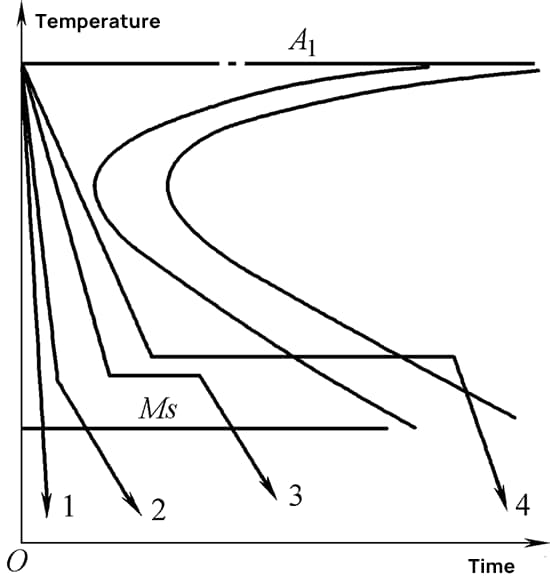
Metode pendinginan yang umum termasuk pendinginan medium tunggal, pendinginan medium ganda, pendinginan bertahap, dan pendinginan isotermal, dengan kurva pendinginan diilustrasikan pada Gambar 1-38.
Pendinginan media tunggal melibatkan pencelupan benda kerja yang dipanaskan hingga mencapai kondisi austenitik ke dalam media pendinginan dan terus mendinginkannya hingga mencapai suhu kamar (Kurva 1 pada Gambar 1-38). Metode ini cocok untuk benda kerja baja karbon dan baja paduan yang berbentuk sederhana, umumnya menggunakan air untuk baja karbon dan oli untuk baja paduan.
Quenching medium ganda terdiri dari pendinginan awal benda kerja yang dipanaskan hingga kondisi austenitik dalam medium pendinginan dengan kapasitas pendinginan yang kuat hingga mencapai suhu mendekati titik Ms, kemudian segera dipindahkan ke medium dengan kapasitas pendinginan yang lebih lemah hingga transformasi martensitik selesai (Kurva 2 pada Gambar 1-38).
Metode ini biasanya digunakan untuk potongan baja karbon yang lebih besar, sering kali menggunakan pendinginan air yang diikuti dengan pendinginan oli atau pendinginan oli yang diikuti dengan pendinginan udara. Pendinginan bertahap melibatkan pencelupan benda kerja yang dipanaskan ke kondisi austenitik ke dalam media suhu sedikit di atas titik Ms (seperti penangas garam) untuk menyamakan suhu internal dan eksternal, kemudian mendinginkannya di udara hingga mencapai suhu kamar untuk menyelesaikan transformasi martensitik (Kurva 3 pada Gambar 1-38).
Metode pendinginan ini dapat diterapkan pada benda kerja yang lebih kecil, seperti alat potong, alat ukur, dan komponen presisi yang membutuhkan deformasi minimal.
Quenching isotermal adalah proses pencelupan benda kerja yang dipanaskan hingga mencapai kondisi austenitik dalam rendaman garam pada suhu yang sesuai di atas titik Ms, menahannya dalam waktu yang lama untuk bertransformasi menjadi bainit yang lebih rendah, kemudian mendinginkannya melalui udara hingga mencapai suhu kamar (Kurva 4 pada Gambar 1-38).
Metode ini terutama digunakan untuk bentuk yang rumit dan perkakas berukuran presisi serta bagian mesin yang penting, seperti cetakan, alat potong, roda gigi, dll.
Kemampuan pengerasan mengacu pada kemampuan baja austenitisasi untuk membentuk martensit selama pendinginan, ditandai dengan kedalaman lapisan yang mengeras dan distribusi kekerasan yang diperoleh dalam kondisi tertentu. Kemampuan pengerasan adalah sifat teknologi baja yang sangat penting dan merupakan salah satu kriteria penting untuk pemilihan material dan perumusan proses perlakuan panas.
Untuk benda kerja berpenampang lebih besar, laju pendinginan permukaan adalah yang tertinggi, dan laju pendinginan inti adalah yang terendah setelah pemanasan dan pendinginan. Di seluruh penampang benda kerja, area yang mendingin lebih cepat daripada laju pendinginan kritis (v_kritis) akan sepenuhnya berubah menjadi struktur martensit, sedangkan area dengan laju pendinginan di bawah v_kritis akan membentuk struktur non-martensit, seperti yang ditunjukkan pada Gambar 1-39.
Kedalaman dari permukaan benda kerja ke zona setengah martensit (di mana struktur martensit dan non-martensit masing-masing membentuk 50% dari area tersebut) biasanya didefinisikan sebagai kedalaman lapisan yang dikeraskan. Posisi zona setengah martensit dapat dengan mudah diamati dengan mikroskop metalografi dan diukur kekerasannya dengan durometer.
Oleh karena itu, kemampuan pengerasan juga dapat dipahami sebagai kapasitas baja untuk mencapai kedalaman tertentu dari lapisan yang mengeras setelah pendinginan, yang pada dasarnya mencerminkan stabilitas austenit yang didinginkan secara super.
Tempering adalah proses memanaskan baja yang telah dipadamkan hingga suhu di bawah titik kritis A, mengubahnya menjadi struktur temper yang stabil, dan kemudian mendinginkannya hingga mencapai suhu kamar dengan cara yang terkendali.
Tujuan utama tempering adalah untuk mengurangi atau menghilangkan tekanan pendinginan, memastikan transformasi struktural yang sesuai, meningkatkan ketangguhan dan plastisitas baja, dan mencapai keseimbangan yang tepat antara kekuatan, kekerasan, plastisitas, dan ketangguhan untuk memenuhi persyaratan kinerja benda kerja untuk berbagai aplikasi.
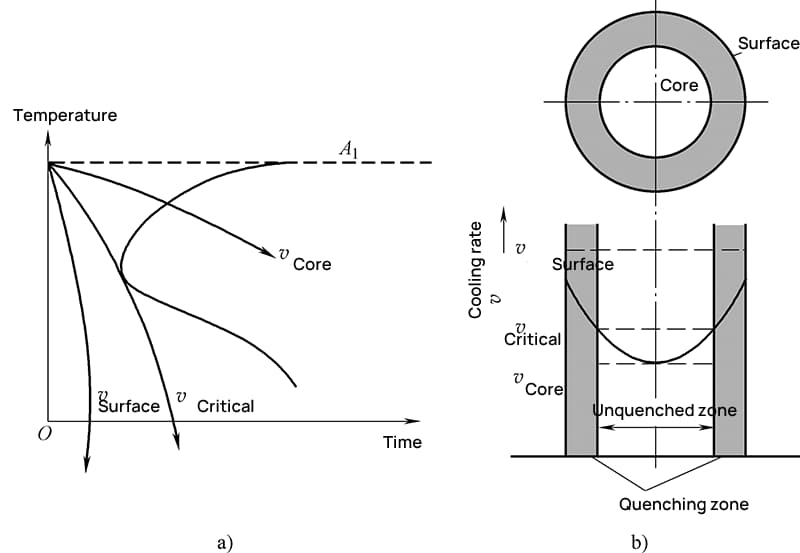
a) Laju Pendinginan Penampang Benda Kerja b) Zona Tidak Mengeras
Tempering dapat dikategorikan ke dalam proses suhu rendah, sedang, dan tinggi, tergantung pada suhu pemanasan yang terlibat. Tempering suhu rendah terjadi pada suhu 150-250°C dan terutama menghasilkan martensit temper. Perlakuan ini mempertahankan kekuatan, kekerasan, dan ketahanan aus yang tinggi pada baja sekaligus meningkatkan ketangguhannya. T
Oleh karena itu, tempering suhu rendah sangat cocok untuk perkakas, alat ukur, bantalan gelinding, komponen yang dikarburasi, dan benda kerja yang dikeraskan permukaannya. Untuk baja karbon tinggi dan baja paduan karbon tinggi, proses ini mempertahankan kekerasan dan ketahanan aus yang tinggi sekaligus secara signifikan mengurangi tegangan pendinginan dan kerapuhan.
Untuk baja yang telah mencapai martensit karbon rendah melalui quenching, tempering suhu rendah dapat mengurangi tegangan internal dan selanjutnya meningkatkan kekuatan dan plastisitas, serta mempertahankan sifat mekanik komprehensif yang sangat baik.
Tempering suhu sedang dilakukan pada suhu 350-500°C dan terutama menghasilkan troostite temper. Proses ini secara efektif menghilangkan tegangan quenching, sehingga baja menunjukkan batas elastisitas yang tinggi, dan mempertahankan kekuatan dan kekerasan yang tinggi, serta plastisitas dan ketangguhan yang baik. Dengan demikian, tempering suhu sedang terutama digunakan untuk berbagai komponen pegas dan cetakan kerja panas.
Tempering suhu tinggi terjadi pada suhu 500-650°C, yang menghasilkan sorbite temper. Proses perlakuan panas yang menggabungkan quenching dan temper suhu tinggi dikenal sebagai quenching dan temper.
Setelah perlakuan ini, baja memiliki sifat mekanik komprehensif yang sangat baik. Oleh karena itu, tempering suhu tinggi terutama cocok untuk komponen mesin penting yang terbuat dari baja struktural karbon sedang atau baja struktural paduan rendah, seperti poros, roda gigi, batang penghubung, dan baut. Komponen-komponen ini membutuhkan kekuatan tinggi dan kemampuan untuk menahan benturan dan beban bolak-balik selama penggunaan.







