
Koreksi Mekanis: Metode dan Aplikasi
Pernahkah Anda memikirkan tentang bagaimana logam yang bengkok bisa menjadi lurus kembali? Artikel ini menyelami dunia koreksi mekanis, mengungkapkan...
Pernahkah Anda bertanya-tanya mengapa komponen lembaran logam terkadang tidak dapat menyatu dengan sempurna? Artikel ini mengeksplorasi dunia pelurusan lembaran logam yang menarik, sebuah proses yang sangat penting untuk memastikan perakitan yang sempurna dan umur panjang struktur logam. Pelajari bagaimana berbagai teknik pelurusan dapat memperbaiki deformasi ini dan meningkatkan kualitas produk.

Selama pemrosesan komponen lembaran logam, berbagai deformasi dapat terjadi, seperti deformasi pegas setelah penghilangan gaya eksternal, deformasi tegangan yang disebabkan oleh tekanan internal karena kendala material, deformasi akibat perlakuan panas, deformasi akibat pengangkutan atau tabrakan material, dan deformasi yang disebabkan oleh bahan mentah yang tidak beraturan, dan sebagainya. Jika deformasi pada bagian ini tidak diperbaiki, maka dapat memengaruhi perakitan yang tepat dari seluruh struktur lembaran logam, mengurangi kualitas perakitan, dan bahkan membahayakan kekuatan dan masa pakai komponen.
Proses menghilangkan deformasi pada komponen lembaran logam secara kolektif dikenal sebagai pelurusan. Pelurusan adalah metode yang digunakan untuk mengoreksi bentuk geometris struktur baja dan bahan baku yang tidak memenuhi persyaratan produk, dengan menyebabkan deformasi plastis pada tingkat tertentu, sehingga mencapai geometri yang dibutuhkan oleh produk. Semua deformasi harus diluruskan sebelum pemrosesan atau perakitan selanjutnya dapat dilanjutkan. Pelurusan adalah salah satu operasi dasar yang penting dalam pengolahan lembaran logam.
Metode umum untuk meluruskan lembaran logam meliputi pelurusan manual, pelurusan mekanis, dan pelurusan api. Pelurusan manual terutama digunakan untuk mengoreksi cacat bentuk dan ukuran bagian lembaran logam setelah dibentuk, atau untuk situasi di mana pelurusan mekanis tidak memungkinkan karena keterbatasan peralatan produksi. Karena operasi manual fleksibel, efektif, dan berbiaya rendah, maka operasi ini banyak digunakan dalam produksi.
Pelurusan mekanis umumnya digunakan untuk meluruskan dan meratakan bahan baku logam dan lembaran logam besar yang kosong (lembaran logam, baja bagian, dll.). Pelurusan api terutama digunakan untuk meluruskan dan meratakan komponen lembaran logam besar. Karena tidak terlalu terpengaruh oleh lokasi pemrosesan dan kondisi peralatan, alat ini sangat cocok untuk operasi di lapangan atau di lingkungan non-bengkel.
Pelurusan manual menggunakan perkakas tangan (palu godam atau palu) untuk memukul bagian tertentu dari benda kerja pada platform kerja. Melalui operasi "kompresi" dan "relief" pada blanko, logam di area yang lebih ketat diregangkan, menyebabkan panjang serat dari semua lapisan cenderung ke arah keseragaman, sehingga mencapai pelurusan. Karena komponen lembaran logam berbeda dalam hal bahan, struktur, dan penyebab deformasi, maka, metode spesifik pelurusan manual pun bervariasi.
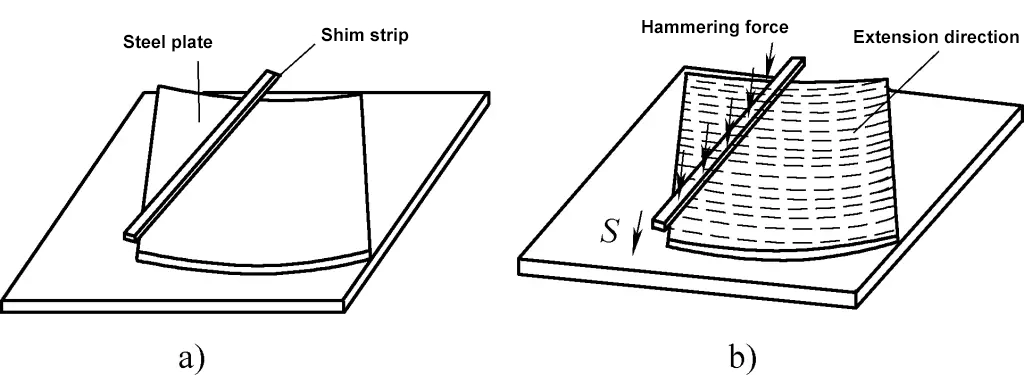
Pelat baja tipis sangat rentan terhadap deformasi selama pengangkutan dan pembuatan produk karena tekanan lokal, suhu tinggi, atau disimpan di luar ruangan secara tidak merata untuk waktu yang lama. Mengoreksi pelat baja tipis adalah operasi yang sangat terampil dan relatif menantang.
Selama proses pelurusan, Anda harus terlebih dahulu menganalisis jenis deformasi atau kombinasi deformasi dasar yang ada, berdasarkan kondisi pelat tipis. Setelah menentukan area pelat mana yang longgar (serat panjang) dan area mana yang rapat (serat pendek), lanjutkan dengan operasi pelurusan berikutnya.
"Longgar" dan "Kencang" adalah istilah yang digunakan oleh pekerja lembaran logam untuk menggambarkan kondisi permukaan pelat baja yang tidak rata karena perbedaan tegangan lokal. Dalam praktiknya, area di mana material diregangkan dan tampak tidak rata atau tertekuk disebut sebagai "longgar", sedangkan area di mana material tidak berubah bentuk dan tetap rata disebut "kencang". Tujuan pelurusan adalah melonggarkan area "kencang" atau mengencangkan area "longgar", mencapai tegangan yang seragam di seluruh pelat untuk mengoreksi deformasi.
Sebelum meluruskan, Anda harus memeriksa deformasi pelat baja. Area "Longgar" atau "Kencang" dapat diidentifikasi berdasarkan pengalaman: area yang tampak terangkat atau tertekan, bergerak secara nyata ketika tekanan diberikan, diklasifikasikan sebagai "longgar", sementara area yang relatif datar dianggap "kencang". Ketika pelat baja tipis yang tidak rata diletakkan di atas platform datar yang kokoh, beberapa area akan terangkat, sementara area lainnya akan menekan dengan kuat ke platform.
Jika bagian tepi pelat tipis terletak rata terhadap platform, tetapi bagian tengahnya menonjol, maka bagian tengahnya "longgar" dan bagian tepinya "rapat." Jika bagian tengahnya rata, tetapi bagian tepinya membentuk bentuk bergelombang, maka bagian tepinya dianggap "longgar."
Jika perbedaan antara "Longgar" dan "Kencang" pada pelat baja tidak jelas, Anda bisa mulai dengan menerapkan palu melingkar ke bagian internal yang sesuai di dekat tepinya, mengubah deformasi yang tidak teratur menjadi pola yang teratur. Setelah itu, lanjutkan dengan melonggarkan bagian yang kencang.
Dalam kasus di mana terdapat tonjolan lokal yang parah yang menyulitkan untuk merelaksasi area di sekelilingnya, terapkan pemanasan lokal ke area yang menonjol terlebih dulu. Hal ini menyebabkan area yang menonjol menyusut hingga hampir rata, setelah itu pelurusan dingin dapat diterapkan. Apabila mengoreksi, pastikan bahwa benda kerja dibalik dan dipukul pada kedua sisinya.
Pola deformasi pada pelat tipis meliputi tonjolan di bagian tengah, tepi bergelombang, dan lengkungan ke atas pada sudut-sudutnya, seperti yang ditunjukkan pada Gambar 1.
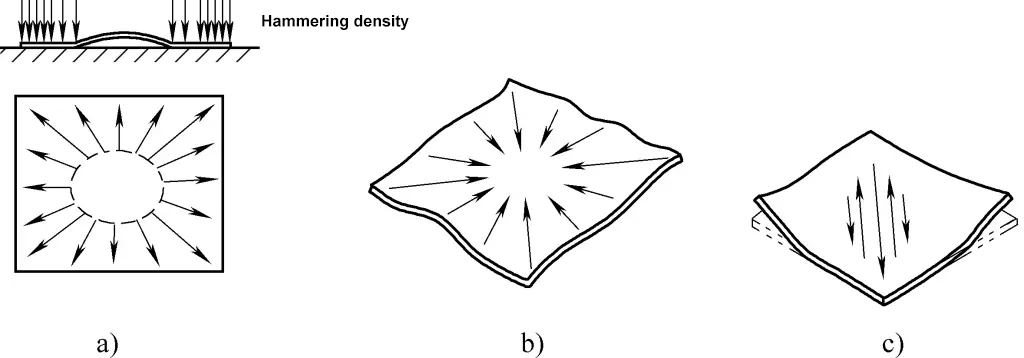
a) Tonjolan di Bagian Tengah
b) Tepi Bergelombang
c) Lengkungan ke Atas di Sudut-sudut
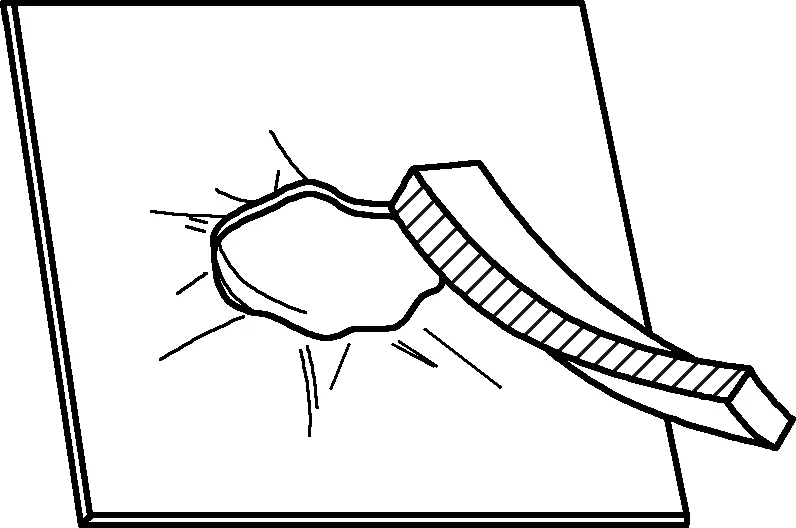
Gambar 1 menunjukkan pelurusan tonjolan di bagian tengah pelat baja tipis. Tonjolan di tengah menunjukkan bahwa serat di tengah pelat lebih panjang daripada di sekitar tepinya, yang biasanya digambarkan sebagai bagian tepi yang "kencang" dan bagian tengah "longgar."
Area yang menonjol menyerupai bercak basah pada selembar kertas tipis yang memiliki daya serap; apabila dilihat dari satu sisi, bagian yang menonjol lebih tinggi daripada bidang datar di sekelilingnya, dan ujung-ujungnya dalam kondisi kencang. Dari sisi yang berlawanan, area tersebut tampak lebih rendah daripada permukaan di sekelilingnya, dan ujung-ujungnya juga dalam kondisi kencang. Jika panjang serat pelat dikoreksi agar relatif sama, tonjolan akan hilang, dan pelat akan menjadi rata.
Dalam meluruskan secara manual, seseorang harus memalu di sekeliling tepi pelat, mulai dari dekat area yang menonjol dan secara bertahap memanjang ke arah luar, seperti yang ditunjukkan oleh panah pada Gambar 1. Semakin dekat ke tepi yang Anda dapatkan, semakin padat dan keras palu yang harus dipalu. Tujuannya adalah meregangkan serat melingkar di sekeliling area yang menonjol secara proporsional pada arah radial. Hal ini akan menyamakan panjang serat di seluruh pelat, sehingga menghilangkan tonjolan di bagian tengah.
Jika terdapat beberapa titik tonjolan yang berdekatan pada permukaan pelat tipis, pertama-tama, Anda harus memalu secara perlahan area di antara tonjolan untuk menggabungkan beberapa titik ke dalam satu area. Kemudian, terapkan metode yang disebutkan di atas untuk memalu di sekeliling tepian dan meratakan pelat.
Gambar 1b menunjukkan pelurusan tepi bergelombang pada pelat. Deformasi ini mengindikasikan bahwa serat di sekeliling tepi piring lebih panjang daripada yang ada di bagian tengah. Dengan kata lain, bagian tepi "longgar" dan bagian tengahnya "rapat", seperti selembar kertas yang sudah dikeringkan.
Pelurusan tepi bergelombang secara manual harus melibatkan pemukulan secara bertahap dari tepi ke arah tengah, seperti yang ditunjukkan oleh panah pada Gambar 1b. Kepadatan pukulan palu harus meningkat dari tepi ke tengah, dan kekuatan setiap pukulan juga harus meningkat, sehingga serat di bagian tengah meregang. Pada akhirnya, panjang serat di seluruh pelat akan menyamakan, mencapai hasil pelurusan yang diinginkan.
Jika pelat tipis mengalami deformasi yang tidak beraturan seperti puntiran, seperti deformasi lekukan diagonal yang ditunjukkan pada Gambar 1c, hal ini mengindikasikan adanya area tegangan tarik yang tegak lurus dengan arah lekukan diagonal di area tengah pelat tipis, dan arah tegangan tarik berada di sepanjang arah panjang area tegangan ini.
Dari analisis ini, deformasi pelat tipis disebabkan oleh serat pada arah tegangan tarik yang sedikit lebih pendek daripada serat di sekelilingnya. Selama koreksi manual, seseorang harus mulai memalu secara progresif ke arah tengah dari kedua ujungnya di sepanjang arah area tegangan, menyebabkan serat di area tegangan meregang dan menjadi sepanjang serat di sekelilingnya, sehingga mencapai koreksi.
Untuk ketiga jenis deformasi yang disebutkan di atas, koreksi pada umumnya juga dapat dilakukan dengan menggunakan papan pemukul (juga dikenal sebagai slapper). Papan pemukul dibuat dari pelat baja dengan elastisitas yang bagus, dengan ketebalan 3-5 mm, lebar tidak kurang dari 40 mm, dan panjang tidak kurang dari 400 mm. Dimensi spesifik papan pemukul bergantung pada ketebalan dan ukuran pelat yang dikoreksi.
Tujuan memukul bagian yang terangkat (atau dilonggarkan) dari area deformasi dengan papan pemukul adalah untuk menyebabkan serat pada bahan yang dipukul memendek, menyelaraskannya dengan serat di sekelilingnya, dan dengan demikian, mencapai koreksi.
Karena ketebalan papan pemukul jauh lebih besar daripada pelat tipis, dan kekakuannya juga lebih tinggi, papan ini juga dapat mengompres dan meregangkan serat di area material yang dikencangkan untuk mencapai koreksi. Karena permukaan kontak antara papan pemukul dan pelat yang dikoreksi besar dan gaya didistribusikan secara merata, tidak ada bekas palu, dan efisiensi koreksi relatif tinggi. Namun, deformasi yang disebabkan oleh pemogokan tidak terlalu besar, sehingga hanya cocok untuk koreksi awal di area yang luas.
Apabila mengoreksi deformasi tonjolan di bagian tengah pelat tipis, hindari memalu tonjolan secara langsung. Hal ini karena pelat tipis memiliki kekakuan normal permukaan yang buruk, dan memalu tonjolan dapat semakin memperpanjang serat pada tonjolan akibat kompresi, sehingga membuat tonjolan semakin parah.
Apabila mengoreksi pelat tipis, baik memendekkan serat yang lebih panjang pada area yang menonjol atau memperpanjang serat yang lebih pendek pada area yang tegang, harus selalu dilakukan secara bertahap dan merata dari bagian pinggir menuju pusat deformasi, dan gaya koreksi harus meningkat secara bertahap. Dilarang memulai dari pusat deformasi, karena hal ini dapat menyebabkan deformasi yang lebih kompleks, sehingga membuat koreksi lebih lanjut menjadi lebih sulit.
Selain itu, hindari perubahan gaya koreksi yang tidak teratur, yang dapat menyebabkan peregangan atau kontraksi serat yang tidak merata, yang menyebabkan area deformasi yang bersebelahan yang akan mempersulit koreksi lebih lanjut dan meningkatkan beban kerja.
Non-besi logam yang umum digunakan untuk komponen lembaran logam termasuk paduan aluminium dan paduan tembaga, dan sifat mekanisnya relatif rendah. Namun demikian, untuk meningkatkan kemampuan kerja material, logam yang dapat diperkuat melalui perlakuan panas biasanya digunakan dalam kondisi anil saat dikirim ke pabrik.
Karena logam non-besi cenderung menunjukkan bekas palu pada permukaannya setelah dipalu, maka, ketika mengoreksi dan membentuk lembaran logam non-besi, sepotong strip karet yang terbuat dari karet keras-sedang (juga disebut slapper) sering digunakan sebagai alat koreksi. Tujuan penamparan ini adalah untuk menyebabkan deformasi kontraksi tangensial material pada area kontak dengan strip karet, di sepanjang strip.
Logam non-ferrous memiliki kemampuan kerja yang baik. Kekerasannya relatif rendah dalam kondisi kerja, dan ketebalan pelat juga kecil, sehingga kekakuan normal permukaannya lemah. Oleh karena itu, mudah berubah bentuk, tetapi sulit untuk membuat seluruh pelat rata. Setiap benturan kecil atau penanganan yang tidak tepat dapat menyebabkan ketidakrataan baru.
Oleh karena itu, apabila mengoreksi pelat tipis logam non-besi, sangatlah penting untuk bersikap cermat, menggunakan penanganan yang lembut, dan memiliki tingkat keterampilan tertentu. Pertama-tama, deformasi harus dianalisis untuk menemukan area yang mengalami perubahan bentuk dan memahami sifatnya, dan setelah itu, barulah metode yang sesuai dan area spesifik untuk koreksi dipilih.
Selama melakukan koreksi, amati dengan cermat dan lakukan secara perlahan. Area deformasi (apakah "longgar" atau "kencang" ditentukan dengan cara yang sama seperti yang dijelaskan untuk pelat baja tipis) harus diidentifikasi secara akurat sebelum memilih metode dan alat koreksi yang sesuai.
Deformasi umum pada pelat datar termasuk tonjolan di bagian tengah dan gelombang di sekeliling tepinya.
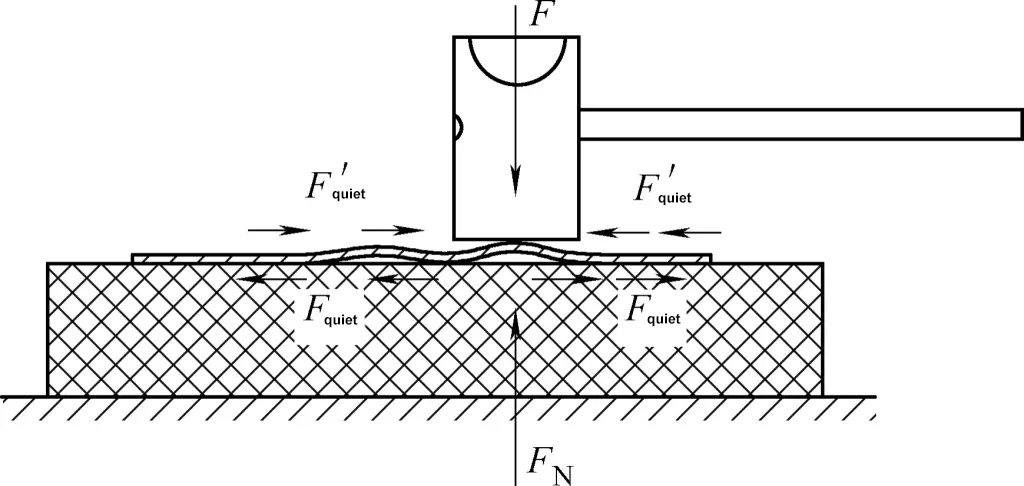
Operasi koreksi untuk tonjolan ditunjukkan pada Gambar 2. Letakkan permukaan pelat datar yang menggembung menghadap ke atas di atas platform, dengan sedikit tekanan pada keempat sudutnya untuk memastikan ujung-ujung pelat bersentuhan dengan platform. Pertama, gunakan strip karet untuk menampar seluruh permukaan, memastikan strip menutupi area yang menonjol, menyebabkan material di area yang menonjol berkontraksi (lihat Gambar 2a). Pada titik ini, tingkat penggembungan berkurang, dan batas antara area yang menggembung dan yang tidak menggembung menjadi kabur.
a) Strip karet yang menampar pelat tipis yang menonjol
b) Memalu di sekitar tepi
Selanjutnya, gunakan palu tembaga atau aluminium untuk memalu di sekeliling tepi area yang menggembung, mulai dari tepi dan lanjutkan ke arah tangensial di sepanjang batas area yang menggembung. Pemukulan harus mengikuti arah rotasi yang dipilih dan berlangsung secara sistematis.
Semakin jauh titik palu, semakin padat, dan harus seseragam mungkin. Tujuan memalu adalah menginduksi deformasi pemanjangan tangensial pada material. Semakin padat titik palu, semakin besar material yang ditekan palu di luar area yang menggembung; semakin seragam pemalu, semakin baik efek koreksinya, menghindari tonjolan kecil yang disebabkan oleh pemalu yang tidak rata (lihat Gambar 2b).
Perlu disebutkan, bahwa kedua metode koreksi yang berbeda untuk meratakan pelat yang menonjol, saling melengkapi satu sama lain. Mengenai seberapa jauh yang harus dilakukan dengan masing-masing metode, hal ini bergantung pada tingkat tonjolan spesifik dan ukuran area pelat yang menonjol. Prinsipnya adalah: setiap metode harus bekerja dengan potensi koreksi maksimumnya.
Untuk pelat dengan tonjolan yang lebih besar, koreksi dapat dilakukan secara progresif dalam beberapa langkah. Setelah setiap siklus koreksi, perlu dilakukan anil pelepas tegangan. Pada setiap kombinasi koreksi, urutan metode tetap tidak berubah, yaitu, pertama, strip karet untuk mengerutkan area yang menggelembung, kemudian memalu di sekeliling tepinya, sampai persyaratan koreksi terpenuhi.
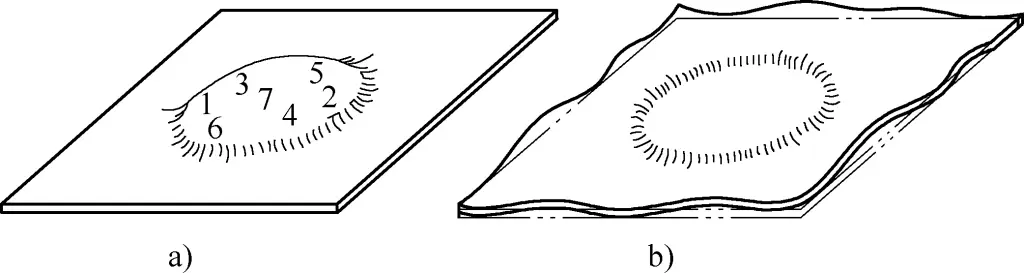
Ketika kelonggaran di sekitar tepi mengakibatkan ketidakstabilan dan deformasi bergelombang pada tepi pelat (lihat Gambar 3a), metode berikut ini dapat digunakan untuk koreksi.
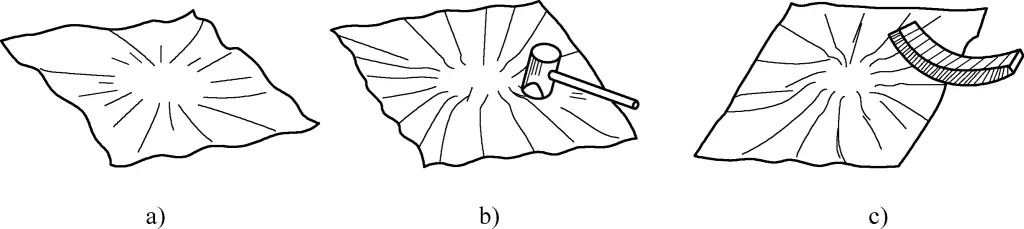
a) Deformasi gelombang
b) Memecah ombak
c) Menghaluskan ombak dengan strip karet
Pertama, pecahkan ombak besar menjadi ombak-ombak kecil yang tak terhitung jumlahnya dengan cara memalu bagian tepi yang longgar dengan palu tembaga atau aluminium (lihat Gambar 3b). Kemudian balikkan pelat ke atas platform dan tampar ujung-ujungnya dengan strip karet (lihat Gambar 3c), menyebabkan kontraksi material di bagian yang longgar, sehingga mengurangi ketinggian ombak besar.
Tujuan memecah gelombang besar menjadi banyak gelombang kecil adalah untuk mengubah permukaan gelombang besar menjadi permukaan yang melengkung secara mikroskopis tetapi secara keseluruhan datar, memfasilitasi deformasi kontraksi melalui penamparan dengan strip karet di dalam permukaan yang melengkung secara mikro.
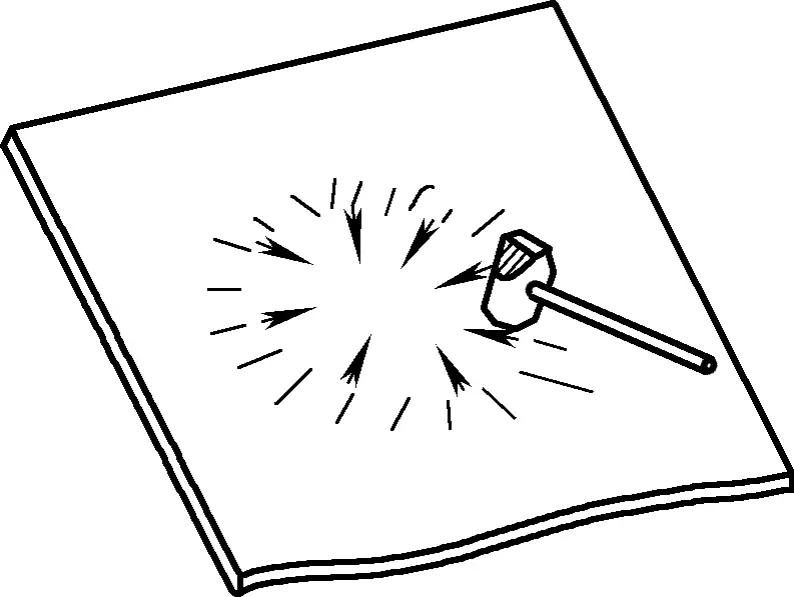
Setelah memukul sekeliling pelat, mulailah dari bagian dalam area yang kendur dan palu ke dalam seperti yang ditunjukkan pada Gambar 4, sehingga menyebabkan material memanjang melingkar. Hal ini dapat mengurangi ketidakrataan secara keseluruhan yang disebabkan oleh pelonggaran di sekeliling tepinya. Selama memalu area tengah, semakin dekat ke pusat pemukulan palu, semakin padat, memastikan keseragaman dalam koreksi keseluruhan pelat.
Serupa dengan koreksi untuk menghilangkan tonjolan, dua metode koreksi berbeda yang disebutkan di atas untuk menghilangkan kelonggaran tepi, digunakan bersamaan. Untuk tingkat kelonggaran yang lebih besar, Anda juga bisa merujuk ke metode untuk menghilangkan tonjolan.
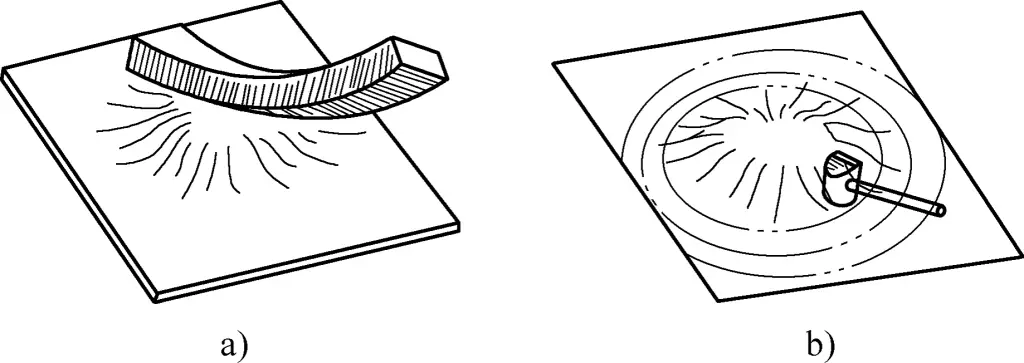
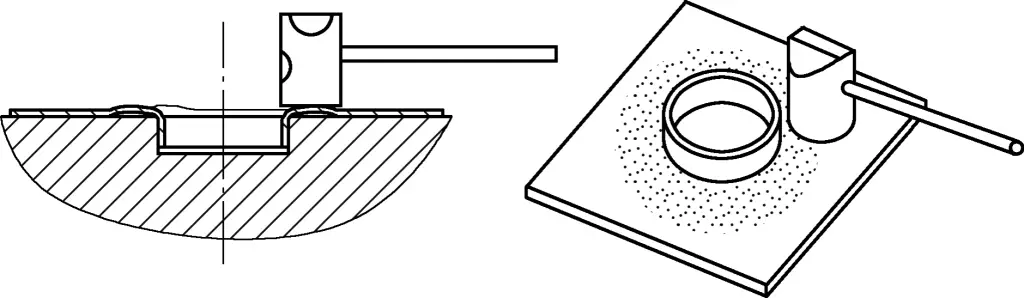
Untuk pelat dengan lubang yang rata, deformasi yang melonggar di sekitar lubang dapat dikoreksi seperti yang ditunjukkan pada Gambar 5. Hal ini melibatkan penggunaan strip karet untuk memukul secara tangensial di sepanjang tepi lubang untuk mendorong material menjauh, sehingga mencapai koreksi.
Untuk tepi lubang yang sangat longgar, pelat dapat diletakkan di atas bantalan karet, dan palu tembaga dapat digunakan untuk memukul tepi yang terangkat di sekitar lubang, menyebabkan material menyusut, yang mencapai koreksi pelat (lihat Gambar 6). Prinsip di balik koreksi ini adalah bahwa ketika tepi yang ditinggikan di sekitar lubang dipalu, gesekan statis antara pelat dan bantalan karet, dikombinasikan dengan gaya tumbukan dan gaya berlawanan dari bantalan, menyebabkan deformasi tekan dari tepi yang ditinggikan, yang menghasilkan perataan tepi lubang.
Untuk pelat dengan lubang yang diperkuat, seperti lubang bergelang, terdapat tegangan sisa yang kompleks yang tersisa di sekitar lubang bergelang, termasuk momen lentur radial yang melalui sumbu lubang, dan tegangan tekan tangensial di sepanjang tepi flens. Hal ini menyebabkan deformasi "pengencangan" pada jari-jari luar kurva bergelang dan melonggarkan deformasi pada tepi luar yang datar.
Untuk menghilangkan deformasi ini, bagian tersebut biasanya ditempatkan pada cetakan dengan sisi yang ditekuk menghadap ke bawah atau pada permukaan datar dengan sisi yang ditekuk menghadap ke atas, menggunakan palu tembaga untuk memukul di sekitar lubang (lihat Gambar 7). Hal ini mengubah tegangan tarik sisa yang didistribusikan di dalam material di sekitar lubang menjadi tegangan tekan sisa, menyebabkan tegangan di berbagai titik di sekitar lubang "rileks", dan permukaannya cenderung rata. Bagian tepi luar diketuk dengan strip karet untuk menyebabkan material menyusut dan mencapai perataan.
a) Menghilangkan stres dengan ujung yang tertekuk menghadap ke bawah
b) Menghilangkan stres dengan ujung yang tertekuk menghadap ke atas
Metode penarikan strip karet dapat menyebabkan penyusutan pada material tipis yang rata, sehingga mencapai perataan. Namun demikian, karena gesekan statis pada saat pelat tipis dan strip karet bersentuhan terbatas, maka material yang akan dikoreksi harus memiliki kekuatan luluh yang relatif rendah. Bahkan logam non-besi pun harus dikoreksi dalam keadaan "M" (anil).
Saat memalu platform, bagian pelat yang dipalu harus sepenuhnya ditopang di bawah dan tidak boleh dibiarkan menggantung. Palu yang digunakan harus terbuat dari bahan yang lebih lembut, seperti palu tembaga, palu aluminium, palu kayu keras, atau palu karet, untuk menghindari meninggalkan bekas palu pada permukaan pelat tipis. Kadang-kadang, menempatkan pelat datar pada tempat koreksi sebelum memalu, juga dapat membantu dalam mengoreksi bahan.
Saat memalu, sangat penting untuk menganalisis secara cermat, memilih titik yang tepat, dan bertindak tegas. Pekerjaan yang lebih banyak tidak selalu berarti hasil yang lebih baik. Jika titik yang dipilih tidak tepat, koreksi yang berlebihan dapat terjadi, operasi yang tidak efektif dapat meningkat, dan tekanan internal pelat bahkan dapat meningkat, yang menyebabkan ketebalan material yang tidak merata. Hal ini tidak hanya meningkatkan biaya tetapi juga sangat mempengaruhi kualitas produk.
Saat menghaluskan atau mengurangi undulasi besar di sekitar tepi atau lubang pelat di atas platform, letakkan bantalan karet dengan kekerasan yang sesuai di antara pelat bergelombang dan platform. Gunakan palu tembaga atau palu karet keras dengan kekerasan sedang untuk memukul puncak undulasi besar. Di bawah efek gabungan dari gaya reaksi ke atas bantalan karet, gesekan yang bekerja secara simetris pada puncak, dan gaya hantaman palu, material di antara tiga titik tegangan di puncak akan mengompres dan berubah bentuk, sehingga mengurangi ketinggian puncak atau bahkan mengubah puncak yang besar menjadi dua puncak yang lebih kecil.
Ingatlah selalu, bahwa Anda tidak boleh menempatkan benda kerja secara langsung di atas platform dan memukul puncaknya dengan palu yang keras. Hal ini karena gesekan antara benda kerja dan platform terbatas. Material di antara tiga titik tegangan di puncak tidak akan menyusut dan berubah bentuk; sebaliknya, tegangan lokal yang disebabkan oleh pemukulan langsung antara palu dan platform dapat menyebabkan penekanan dan penipisan material, sehingga meningkatkan ketidakrataan seperti gelombang pada pelat.
Perlu dicatat bahwa teknik koreksi manual yang dijelaskan di atas untuk logam non-besi, juga dapat diterapkan pada koreksi manual pelat baja tipis.
Pelat baja yang dibentuk dari batang baja canai panas dengan ketebalan lebih dari 4mm disebut sebagai pelat baja tebal. Pelat dengan ketebalan 4-25mm biasanya disebut pelat sedang, yang di atas 25mm disebut pelat tebal, dan pelat yang lebih tebal dari 60mm dikenal sebagai pelat ekstra tebal. Selama proses penggulunganbaja dapat berubah bentuk karena tegangan sisa.
Plastisitas logam yang sangat baik dan kekakuan melintang yang signifikan pada pelat tebal, bersama dengan perpanjangan yang bervariasi antara area yang berdekatan dan perubahan distribusi tegangan internal selama pemrosesan, semuanya dapat menyebabkan deformasi pada pelat baja tebal. Deformasi yang umum terjadi adalah tonjolan di tengah dan pembengkokan yang lambat pada pelat baja tebal.
Ada banyak metode untuk mengoreksi pelat baja tebal. Koreksi manual melibatkan koreksi dingin pada suhu kamar. Karena koreksi dingin menyebabkan pengerasan kerja, maka koreksi ini hanya cocok untuk mengoreksi baja dengan plastisitas yang baik.
Dalam kasus deformasi yang parah atau jika baja sangat rapuh (misalnya, baja paduan atau baja yang telah berkarat secara signifikan karena dibiarkan di luar ruangan), koreksi dingin tidak dapat digunakan. Sebagai gantinya, koreksi panas harus digunakan, yang melibatkan pemanasan baja hingga suhu tinggi 700-1000°C untuk koreksi. Koreksi panas digunakan ketika baja memiliki tekukan yang parah, plastisitas yang buruk, atau ketika peralatan listrik tidak mencukupi untuk melakukan koreksi.
Secara umum, pada pelat baja yang menunjukkan deformasi tonjolan tengah, ketebalan pelat tidak terlalu tinggi, dan serat pada area yang mengalami deformasi sedikit lebih panjang daripada material di sekitarnya. Serat tetap konsisten di sepanjang ketebalan pelat. Untuk deformasi tonjolan tengah pada pelat baja tebal, metode koreksi manual melibatkan pemosisian pelat baja pada platform kerja dengan tonjolan menghadap ke atas, seperti yang ditunjukkan pada Gambar 8.

Berikan tekanan pada permukaan atas area yang terdeformasi (Anda juga bisa menggunakan alat pres). Karena bahan di sekelilingnya memiliki kekakuan yang lebih besar pada arah bidang, maka, tegangan area deformasi menyerupai tegangan balok lengkung di bawah beban melintang, menyebabkan serat memendek, dan dengan demikian, mencapai efek perataan. Semakin kecil area yang terdeformasi dan semakin tebal pelatnya, maka efek koreksinya akan semakin nyata dan dapat diandalkan.
Untuk pelat tebal yang lebih tipis, Anda dapat menempatkan bantalan di area yang berubah bentuk (tujuan bantalan ini adalah untuk mencegah gaya palu yang besar meninggalkan bekas palu pada permukaan pelat baja) dan menggunakan palu untuk secara langsung menghantam tonjolan, menyebabkan serat mengalami deformasi yang sama dan dengan demikian meratakannya.
Untuk tonjolan tengah yang lebih besar pada pelat tebal, di mana serat di area yang terdeformasi telah mengalami pemanjangan yang berlebihan dan kekakuan material di sekitarnya telah berkurang, ketika memberikan tekanan seperti sebelumnya, serat di area yang terdeformasi hanya akan sedikit memendek dan menekan platform. Hal ini menyebabkan material di sekitarnya terdorong ke luar. Meskipun area yang terdeformasi dapat menempel pada platform, material di sekitarnya sedikit meregang dan miring ke atas, sehingga menghasilkan deformasi baru, seperti yang ditunjukkan pada Gambar 9b.
Oleh karena itu, metode koreksi yang lebih baik adalah pertama-tama menggunakan metode pemanasan titik koreksi nyala api (lihat Gambar 9a), yang menyebabkan penyusutan pada serat yang menonjol, sehingga mengurangi ketinggian tonjolan. Kemudian, bagi tonjolan menjadi beberapa area yang lebih kecil dan gunakan metode koreksi manual untuk meratakan setiap tonjolan kecil, yang pada akhirnya menghasilkan pelat yang rata.
a) Distribusi dan urutan titik pemanas
b) Penghapusan riak
Ketika pembengkokan lambat terjadi pada pelat baja tebal, metode koreksinya adalah seperti yang ditunjukkan pada Gambar 10. Pertama, letakkan pelat baja yang mengalami deformasi di atas platform kerja dengan sisi cekung menghadap ke atas, dan letakkan balok besi pada sisi cekung pelat tebal (lihat Gambar 10a). Kemudian, palu sisi cekung pelat baja, gerakkan balok besi secara merata ke arah panah S pada Gambar 10b.
Gunakan sedikit tenaga untuk memukul balok besi. Mengingat bahwa area kontak antara permukaan atas dan strip besi kecil, maka, tegangan tekan yang dihasilkan oleh pemukulan relatif besar. Serat di area cekung secara bertahap akan memanjang, menyebabkan permukaan cekung berubah bentuk ke arah yang berlawanan dan mencapai koreksi.
a) Penempatan pelat tebal selama koreksi
b) Koreksi palu
Untuk pelat yang cukup tebal dengan area yang tidak terlalu cacat dan tonjolan di tengah, karena kekakuan lentur yang besar, deformasi di bawah beban eksternal yang lebih besar hanya mencakup sedikit deformasi elastis, sehingga efek deformasi menjadi lebih signifikan. Oleh karena itu, sangat cocok untuk menggunakan metode koreksi dengan beban yang lebih besar. Ketika peralatan bertekanan besar tersedia, upaya harus dilakukan untuk menggunakan peralatan untuk menerapkan gaya untuk mengurangi intensitas tenaga kerja operator; jika tidak, shim dapat digunakan, dan palu godam dapat langsung menyerang tonjolan pelat baja.
Untuk pelat baja yang tidak terlalu tebal atau pelat tebal di mana area yang berubah bentuk jauh lebih besar daripada ketebalannya, karena kekakuan lenturnya tidak terlalu tinggi, pelat tersebut dapat menghasilkan beberapa deformasi di bawah beban eksternal, tetapi ini termasuk sejumlah deformasi elastis, sehingga sulit untuk mencapai koreksi yang benar-benar rata.
Jika palu menghantam terlalu sering, pelat tebal, yang terkena dampak langsung oleh platform dan palu godam, dapat menyebabkan serat material memanjang, memperburuk deformasi yang menonjol. Dalam kasus seperti itu, metode pemanasan nyala api harus terlebih dahulu digunakan untuk mengurangi deformasi yang menggembung, mengubah deformasi skala besar menjadi beberapa area yang lebih kecil dengan sedikit deformasi yang menggembung, dan kemudian metode koreksi yang disebutkan di atas dapat digunakan untuk mengoreksi deformasi yang menggembung pada pelat tebal.
Untuk berbagai deformasi tekukan pelat tebal, jika relatif tebal dan area yang terdeformasi juga cukup besar, metode koreksi termal harus digunakan terlebih dahulu untuk mengurangi jumlah deformasi. Deformasi area yang luas harus dibagi menjadi deformasi yang lebih kecil, dan kemudian koreksi manual harus diterapkan.
Untuk setiap deformasi pelat tebal yang rumit, langkah pertama adalah menganalisis penyebab dan lokasi deformasi secara tepat. Untuk setiap bagian cacat yang perlu dikoreksi, penting untuk menerapkan berbagai metode koreksi secara fleksibel menurut situasi spesifik.
Dalam koreksi dingin, palu godam sering digunakan. Titik hantaman palu harus akurat, dan tanda palu harus rata agar tidak meninggalkan bekas palu yang terlihat pada permukaan pelat baja yang dapat mempengaruhi kualitas permukaannya. Bila diperlukan kekuatan pukulan yang lebih besar, shims harus ditambahkan secara tepat.
Saat memegang palu godam, sarung tangan tidak boleh dipakai untuk menghindari selip, yang dapat menyebabkan palu terbang dan menyebabkan kecelakaan atau bahaya. Sebelum menggunakan palu godam, periksa apakah gagang atau kepala palu longgar, apakah ada retakan, dan apakah ada gerinda atau penggulungan tepi pada kepala palu. Cacat apa pun harus diperbaiki sebelum digunakan.
Seperti yang lain bahan lembaran logamSelain itu, material (biasanya baja siku, baja saluran, dll.) dan profil berbentuk lainnya yang digunakan dalam pemrosesan lembaran logam juga rentan terhadap deformasi selama produksi dan pemrosesan, sehingga koreksi juga diperlukan. Untuk profil yang berbeda, metode koreksi manual bervariasi.
Bagian baja sudut bengkok dibagi menjadi baja sudut lembaran dan baja sudut canai panas. Yang pertama adalah baja siku yang terbuat dari lembaran baja yang dipres sesuai dengan kebutuhan komponen lembaran logam (selanjutnya disebut sebagai "baja siku lembaran"). Yang terakhir adalah baja sudut yang dibentuk langsung dengan pengerolan panas dari batang baja (selanjutnya disebut sebagai "baja sudut").
Karena bagian baja siku memiliki dua sisi vertikal dan sering kali panjang, maka bagian ini rentan terhadap berbagai deformasi. Deformasi yang umum terjadi adalah pembengkokan ke luar, pembengkokan ke dalam, puntiran, sisi tunggal yang tidak rata, dan deformasi sudut (lihat Gambar 11).
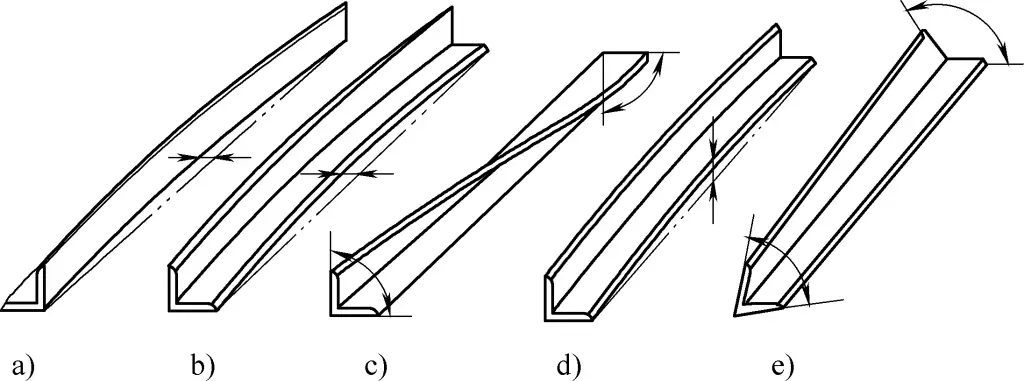
Karena perbedaan metode penggulungan dan ukuran penampang, sifat mekanis dari kedua jenis baja sudut yang disebutkan di atas sangat bervariasi. Deformasi dan metode koreksi yang sesuai juga berbeda.
Deformasi tekukan adalah masalah yang paling umum terjadi pada baja siku. Selama koreksi, cincin baja yang sesuai dapat dipilih. Baja siku ditempatkan pada cincin dengan bagian cembung dari bagian yang ditekuk menghadap ke atas dan diposisikan di antara dua titik penyangga cincin baja. Bagian cembung dari area tekukan dipalu pada tepi vertikalnya, memaksa baja siku ke dalam tekukan terbalik untuk mencapai koreksi.
1) Koreksi Tikungan Luar Baja Sudut.
Saat mengoreksi lengkungan luar baja siku, sisinya harus diletakkan rata di atas ring baja, dan tepi tekukan vertikal baja siku harus tegak lurus dengan permukaan ujung ring, dengan bagian cembung menghadap ke atas. Untuk mencegah baja siku membalik selama pemalu, gagang palu harus sedikit dinaikkan atau diturunkan pada sekitar sudut 50 derajat (sudut α). Pada saat tumbukan, berikan gaya tidak hanya ke bawah tetapi sedikit ke dalam (saat tangan belakang mengangkat palu) atau ke luar (saat tangan belakang menurunkan palu). Sudut ini tergantung pada posisi berdiri pemalu, seperti yang ditunjukkan pada Gambar 12a.
2) Koreksi Tekukan Baja Sudut ke Dalam.
Saat mengoreksi tekukan ke dalam, baja siku harus ditempatkan dengan sisi belakang menghadap ke atas, dan tepi tekukan vertikal harus tegak lurus dengan ujung penyangga cincin baja. Kemudian, palu harus dilakukan untuk mengoreksi bagian yang bengkok. Untuk mencegah baja siku membalik selama pemalu, ketinggian tangan belakang yang memegang palu juga harus sedikit disesuaikan, seperti yang ditunjukkan pada Gambar 12b, di mana sudutnya (α) sekitar 50 derajat. Selama tumbukan, sedikit gaya tarikan ke dalam atau ke luar juga harus diterapkan.
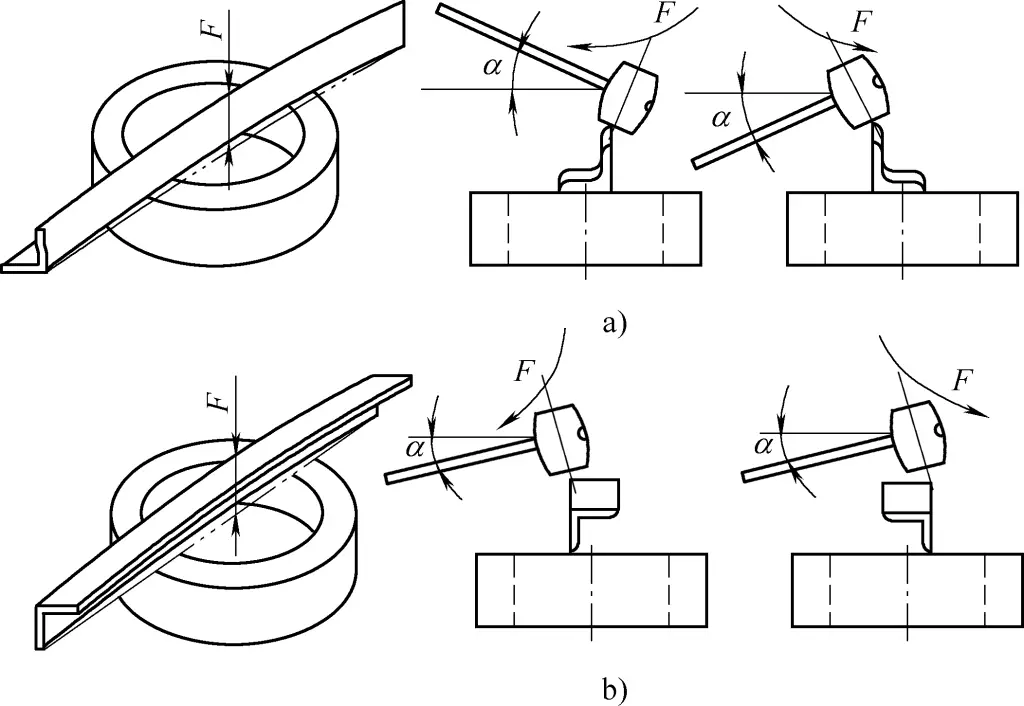
a) Lengkungan Luar dari Baja Sudut
b) Tekukan ke Dalam dari Baja Sudut
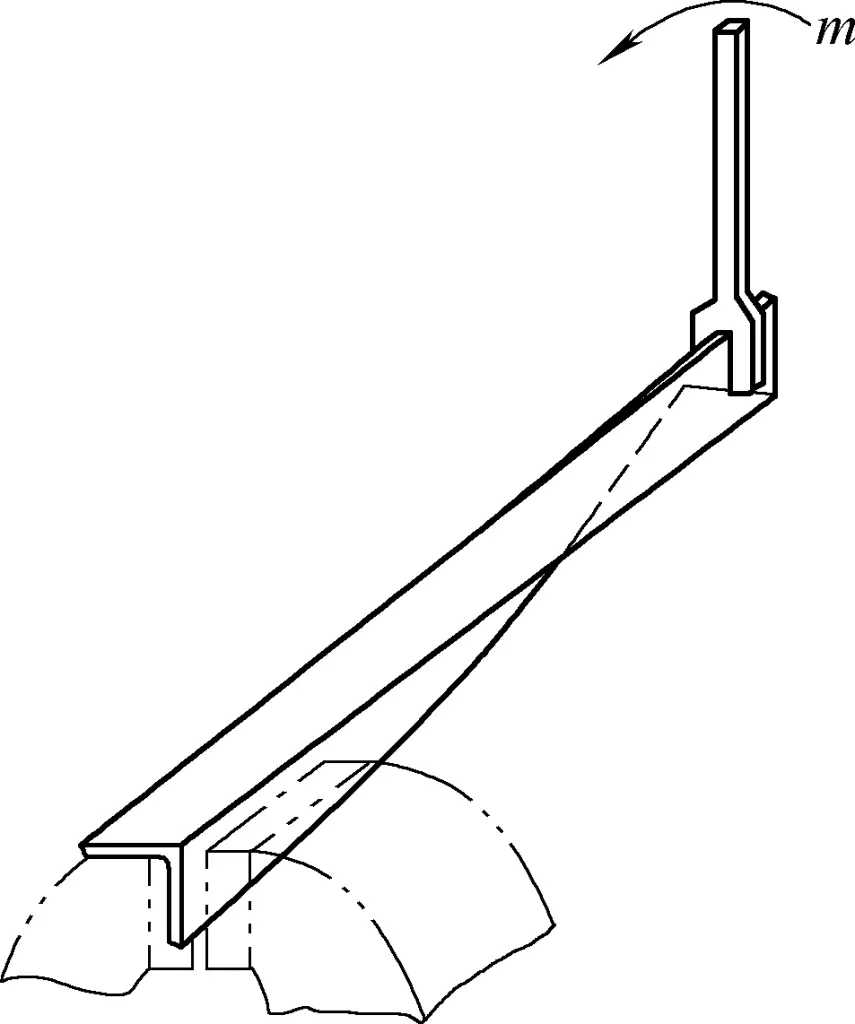
3) Koreksi Baja Sudut Bengkok.
Untuk mengoreksi baja sudut yang terpuntir, berikan torsi ke arah yang berlawanan dengan arah puntiran hingga terjadi deformasi terbalik, sehingga mencapai koreksi. Metode ini melibatkan penjepitan salah satu ujung baja sudut dengan catok, mencengkeram ujung lainnya dengan kunci pas, dan memutarnya ke arah sebaliknya, seperti yang ditunjukkan pada Gambar 13. Setelah puntiran dihilangkan, palu dapat digunakan untuk meratakan dan mengoreksi tepi baja siku.
4) Koreksi Deformasi Sudut pada Baja Sudut.
Jika sudut baja siku lebih besar dari 90 derajat, letakkan baja siku dalam alur berbentuk V dan palu bagian luar yang miring untuk mengoreksinya. Anda juga dapat menempatkan baja dengan ujungnya yang miring di atas landasan dan memalu ke bawah untuk mengurangi sudutnya, seperti yang ditunjukkan pada Gambar 14a dan 14b.
a), b) Koreksi sudut yang lebih besar dari 90 derajat pada baja siku
c) Koreksi sudut yang lebih kecil dari 90 derajat pada baja siku
Memalu harus dimulai dari salah satu ujung baja siku, sehingga koreksi lebih mudah dilakukan dan memungkinkan pengamatan yang jelas terhadap hasilnya. Bagian yang dikoreksi harus dipindahkan secara bertahap dari platform, dan ketika lebih dari setengah panjang total dikoreksi, baja siku harus dibalik, dan ujung yang berlawanan harus dikoreksi sampai seluruh panjangnya lurus.
Bila sudut baja kurang dari 90 derajat, letakkan rata di atas landasan, dan gunakan palu berbentuk untuk memukul sisi dalam sudut untuk menambah sudut, seperti ditunjukkan pada Gambar 14c.
5) Koreksi Sisi Tunggal yang Tidak Rata pada Baja Siku.
Ketika baja siku mengalami deformasi satu sisi yang tidak rata, sisi yang tidak rata biasanya diletakkan rata pada platform dan dipalu untuk memperbaikinya. Selama memalu, bergantian antara permukaan yang tidak rata dan tepi vertikal.
6) Koreksi Deformasi Gabungan pada Baja Sudut.
Jika baja siku menunjukkan beberapa jenis deformasi, dengan derajat yang berbeda-beda, perbaiki area dengan deformasi terbesar terlebih dahulu, kemudian secara bertahap kerjakan area dengan deformasi yang lebih kecil. Jika deformasi terdiri dari kombinasi beberapa tipe dasar, urutan koreksi yang tepat adalah: mulai dengan pembengkokan, kemudian lanjutkan ke koreksi sudut, dan terakhir koreksi pembengkokan atau ketidakrataan satu sisi.
Karena kemungkinan terjadinya deformasi baru yang disebabkan oleh keterbatasan metode koreksi atau operasi yang tidak tepat selama berbagai koreksi, proses ini mungkin perlu diulang beberapa kali untuk memenuhi persyaratan koreksi.
Dibandingkan dengan besi siku biasa, besi siku yang dibuat dari pelat memiliki ketebalan yang lebih tipis dan kekakuan yang jauh lebih rendah pada sudut yang ditekuk, yang membuat besi siku yang dibuat dari pelat lebih rentan terhadap deformasi. Koreksi deformasi secara jelas menunjukkan karakteristik pemrosesan lembaran logam.
1) Koreksi puntiran pada besi siku yang terbuat dari pelat.
Selama koreksi puntiran, karena besi siku yang dibuat dari pelat memiliki kekakuan puntiran yang rendah, untuk benda kerja kecil, efek korektif yang signifikan dapat dicapai hanya dengan memutar ke belakang dengan tangan.
Apabila menerapkan gaya, klem penampang sederhana harus dibuat pada kedua ujung benda kerja yang dipelintir. Karena klem memiliki kekakuan tertentu, ketika torsi diterapkan, penampang di kedua ujung besi siku yang terbuat dari pelat tidak akan berubah bentuk. Untuk koreksi puntiran pada besi siku pelat yang lebih kaku, metode yang ditunjukkan pada Gambar 13 dapat digunakan, di mana puntiran dikoreksi dengan menggunakan kunci pas yang dipasang pada ragum bangku.
Karena kekakuan besi siku buatan pelat lebih rendah daripada besi siku canai panas, saat menerapkan torsi, tindakan yang tidak terkoordinasi dapat menyebabkan deformasi tekukan baru, atau bahkan menyebabkan destabilisasi benda kerja, yang mengakibatkan deformasi yang lebih kompleks.
2) Koreksi pembengkokan pada besi siku yang dibuat dari pelat.
Apabila besi siku yang terbuat dari pelat mengalami deformasi pembengkokan ke dalam, permukaan yang tertekuk harus diletakkan rata di atas platform, dan pemalu harus dimulai dari tepi terdalam dari area yang paling bengkok. Karena rasio lebar-ke-ketebalan yang relatif besar dan ketebalan pelat yang lebih tipis, pemalu pada tepi bagian dalam memiliki efek korektif yang lebih nyata pada pembengkokan ke dalam. Pada saat yang sama, ketidakrataan tepi tegak lurus lainnya juga harus dikoreksi secara bergantian sampai kedua sisi besi siku yang dibuat dari pelat menjadi lurus, seperti yang ditunjukkan pada Gambar 15a.
a) Koreksi pembengkokan ke dalam.
b) Koreksi pembengkokan ke luar.
Ketika besi siku yang terbuat dari pelat mengalami pembengkokan ke luar, kaki dengan tekukan harus diletakkan rata di atas platform, kemudian blok pengukur harus ditempatkan di antara tepi yang ditekuk dan permukaan penghenti vertikal, dan irisan kayu harus digunakan untuk memalu tepi tekukan bagian dalam ke arah permukaan penghenti vertikal. Hal ini akan memperpanjang serat longitudinal pada tikungan akibat palu sekaligus memberikan beban lateral pada tepi yang ditekuk, menyebabkan pembengkokan terbalik untuk memperbaiki deformasi.
Perlu dicatat bahwa sudut baji kayu harus setengah derajat lebih kecil dari sudut benda kerja. Jari-jari baji harus sesuai dengan jari-jari bagian dalam dari besi siku yang dibengkokkan, dan lebarnya harus 2 sampai 3 kali tebalnya, seperti yang ditunjukkan pada Gambar 15b.
3) Koreksi deformasi sudut pada besi siku yang dibuat dari pelat.
Bila deformasi sudut besi siku yang dibuat dari pelat terlalu besar, seperti yang ditunjukkan pada Gambar 16a, letakkan besi siku dengan bukaan menghadap ke atas pada alur berbentuk V. Gunakan bagian R dari baji kayu untuk memalu area R bagian dalam besi siku, secara bertahap kurangi sudutnya. Memalu biasanya dimulai dari salah satu ujung dan secara progresif memanjang ke arah tengah. Sebelum mengoreksi, buatlah templat sudut untuk sering digunakan selama proses.
a) Mengurangi sudut.
b) Menambah sudut.
Untuk koreksi deformasi sudut yang lebih besar pada besi siku yang terbuat dari pelat yang lebih panjang, ikuti metode yang ditunjukkan pada Gambar 15b, tetapi lepaskan blok pengatur jarak. Tempatkan kedua sisi besi siku pada permukaan platform dan permukaan penghenti vertikal, dan palu sesuai dengan arah yang ditunjukkan pada Gambar 15b untuk mengurangi sudut.
Apabila deformasi sudut besi siku yang terbuat dari pelat terlalu kecil, Anda bisa menempatkan permukaan bagian dalam besi siku pada batang baja bundar. Di bawah gaya eksternal yang ditunjukkan pada Gambar 16b, kedua sisi besi siku akan cenderung berputar di sekitar titik, sehingga meningkatkan sudut dan mencapai koreksi.
4) Koreksi ketidakrataan pada satu sisi besi siku yang terbuat dari pelat.
Deformasi yang disebabkan oleh pemanjangan atau pemendekan garis tekuk, atau ketidakstabilan dua bidang di samping garis tekuk, disebut sebagai deformasi yang tidak merata pada besi siku buatan pelat, seperti yang ditunjukkan pada Gambar 17. Gambar 17a menunjukkan deformasi yang disebabkan oleh pemendekan garis tekukan, sedangkan Gambar 17b menunjukkan deformasi yang disebabkan oleh pemanjangan garis tekukan.
Ciri umum dari deformasi ini yaitu, kedua bidang besi siku yang terbuat dari pelat menjadi melengkung dan tidak rata. Selama koreksi, daya rekat antara kedua bidang dan platform harus diperiksa terlebih dahulu. Jika bagian tengahnya berongga, maka deformasi yang ditunjukkan pada Gambar 17a; jika bagian ujungnya berongga, maka deformasi yang ditunjukkan pada Gambar 17b.
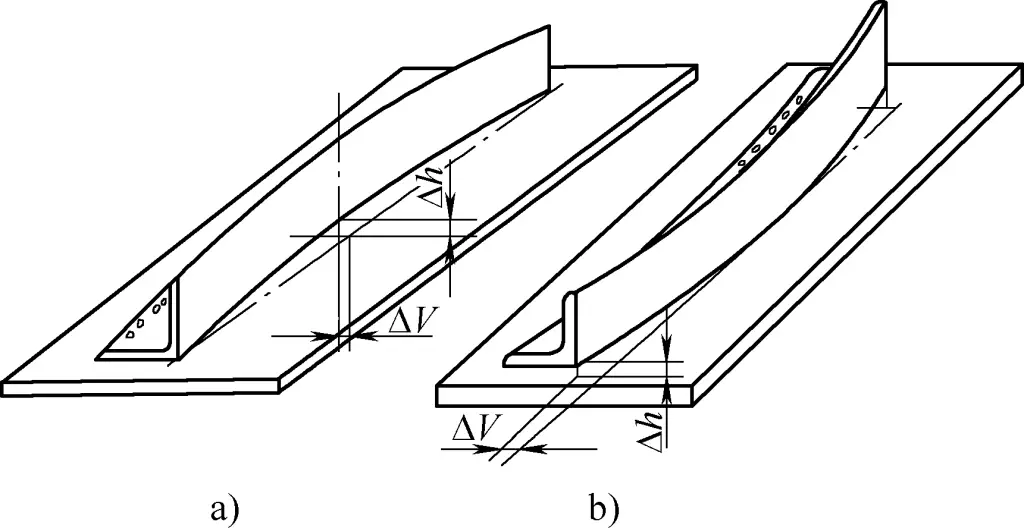
a) Deformasi yang disebabkan oleh pemendekan garis tekukan.
b) Deformasi yang disebabkan oleh perpanjangan garis tekukan.
Salah satu metode untuk mengoreksi deformasi bagian dalam yang ditunjukkan pada Gambar 17a adalah dengan menggunakan metode yang ditunjukkan pada Gambar 15b untuk mengoreksi pembengkokan pada kedua sisi secara bergantian. Metode lainnya adalah dengan menggunakan alur berbentuk V yang ditunjukkan pada Gambar 16a, dengan bukaan besi siku menghadap ke atas. Gunakan irisan kayu yang lebih kecil dari sudut dalam untuk memalu sepanjang garis pembengkokan di dalam bagian R besi siku, secara bertahap memanjangkannya secara aksial untuk mencapai koreksi. Metode ketiga adalah dengan menyebabkan deformasi pemendekan pada tepi luar serat besi siku yang dibuat dari pelat, seperti dengan menggunakan mesin penyusutan atau koreksi api.
Untuk deformasi yang ditunjukkan pada Gambar 17b, metode koreksi yang umum dilakukan adalah dengan memalu tepi luar kedua sisi secara bergantian, menyebabkan serat tepi luar memanjang. Ketika garis tekukan dan serat tepi luar menunjukkan deformasi yang sama, besi siku yang dibuat dengan pelat menjadi rata dan diluruskan.
Terakhir, jika terdapat bintik-bintik yang tidak rata pada tepi yang bengkok, Anda bisa menekan permukaan pelat pada platform secara lembut dengan tangan, menunjukkan bintik yang tidak rata, dan secara bertahap menghilangkannya.
Bentuk penampang dan karakteristik dimensi bagian bengkok satu sisi menentukan kerentanannya terhadap deformasi, tetapi juga menunjukkan bahwa beban eksternal yang besar tidak diperlukan oleh operator untuk mencapai koreksi.
Selama koreksi, penting untuk menggunakan klem datar yang kaku saat menerapkan torsi, khususnya untuk besi siku yang terbuat dari pelat. Jika tidak, deformasi bagian atau ketidakrataan dan pembengkokan lokal dapat terjadi pada ujung yang dibebani. Saat melakukan koreksi manual, titik-titik palu di area koreksi harus didistribusikan secara merata, dan konsentrasi yang berlebihan harus dihindari untuk mencegah pengerasan material yang terlokalisasi atau bahkan retak.
Selain itu, ketika memalu untuk koreksi, bagian bawah benda kerja harus ditopang dengan baik. Dilarang keras menerapkan gaya hanya pada satu sisi tepi lurus besi siku untuk menghindari ketidakrataan atau memengaruhi hasil palu. Pukulan palu harus diterapkan pada kedua sisi secara bergantian, untuk mencegah pengerasan material lokal dan menjaga kualitas permukaan. Titik-titik palu harus dipilih dengan hati-hati, akurat, dan efektif, dengan sesedikit mungkin titik. Bahan palu yang digunakan harus lebih lunak dari baja, seperti palu tembaga, aluminium, atau kayu keras.
Penampang baja kanal terdiri dari jaring dan dua flensa simetris yang terhubung ke jaring. Dibandingkan dengan besi siku, baja kanal jauh lebih kaku, sehingga untuk mengoreksinya membutuhkan lebih banyak usaha. Namun, karena penampang baja kanal simetris, deformasinya sedikit lebih mudah diatasi dibandingkan dengan besi siku.
Jenis deformasi pada baja kanal meliputi tekukan vertikal, tekukan lateral, dan puntiran, seperti yang ditunjukkan pada Gambar 18. Pembengkokan di dalam bidang web disebut pembengkokan vertikal, sedangkan pembengkokan ke arah flens disebut pembengkokan lateral.
Karena dimensi tinggi web lebih besar dari dimensi lebar flens, maka kemungkinan terjadinya deformasi tekukan lateral pada baja kanal lebih besar daripada tekukan vertikal. Selain itu, dari perspektif koreksi deformasi, penyesuaian yang diperlukan untuk tekukan vertikal jauh lebih besar daripada tekukan lateral.
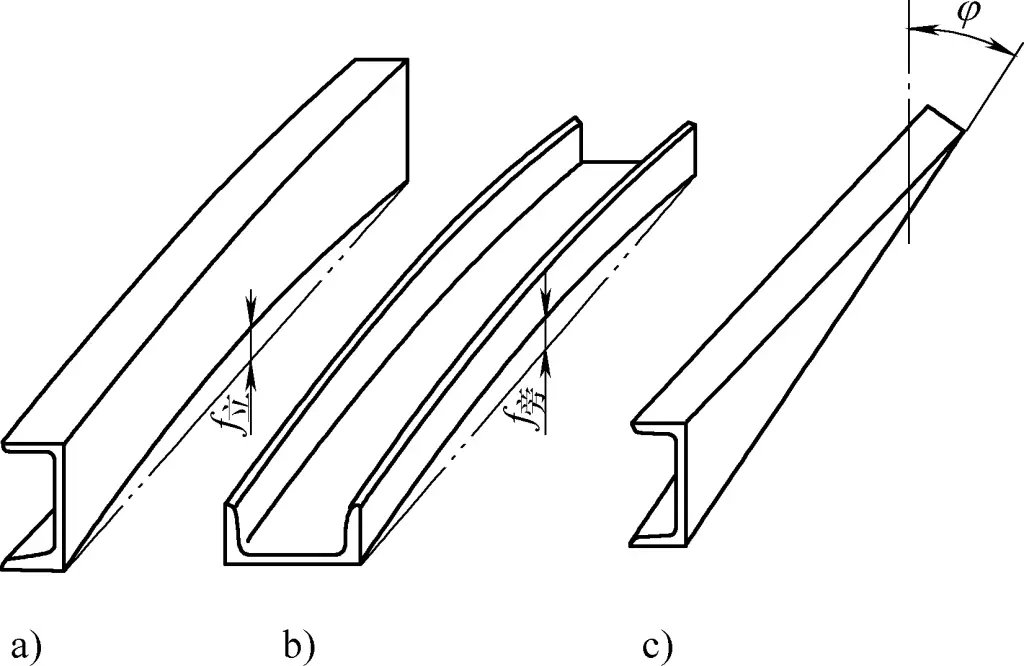
a) Tikungan vertikal
b) Tikungan lateral
c) Memutar
Karena tuntutan fisik, koreksi manual untuk baja kanal yang terdeformasi hanya cocok untuk ukuran yang lebih kecil, sedangkan baja kanal yang lebih besar harus dikoreksi dengan metode mekanis.
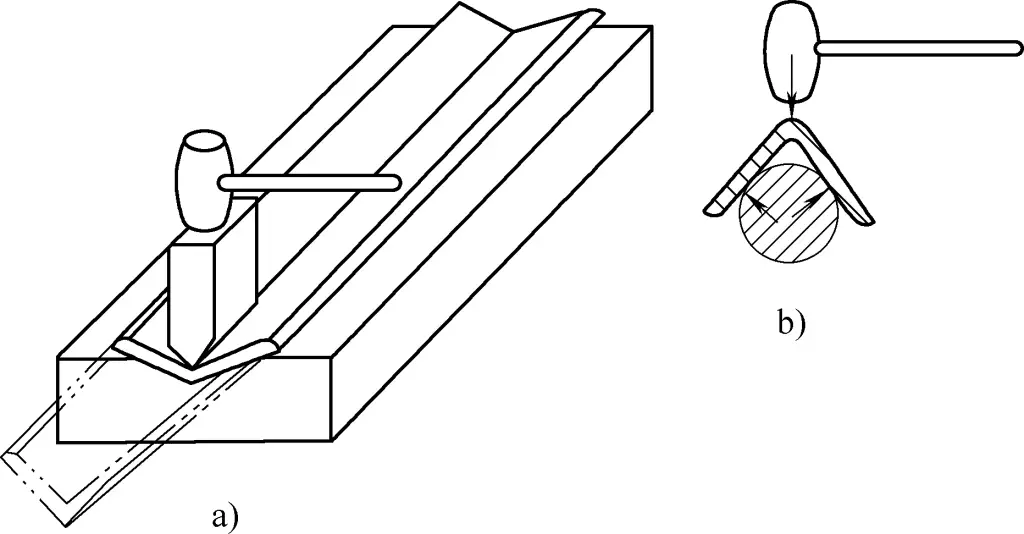
1) Koreksi deformasi tikungan vertikal pada baja kanal.
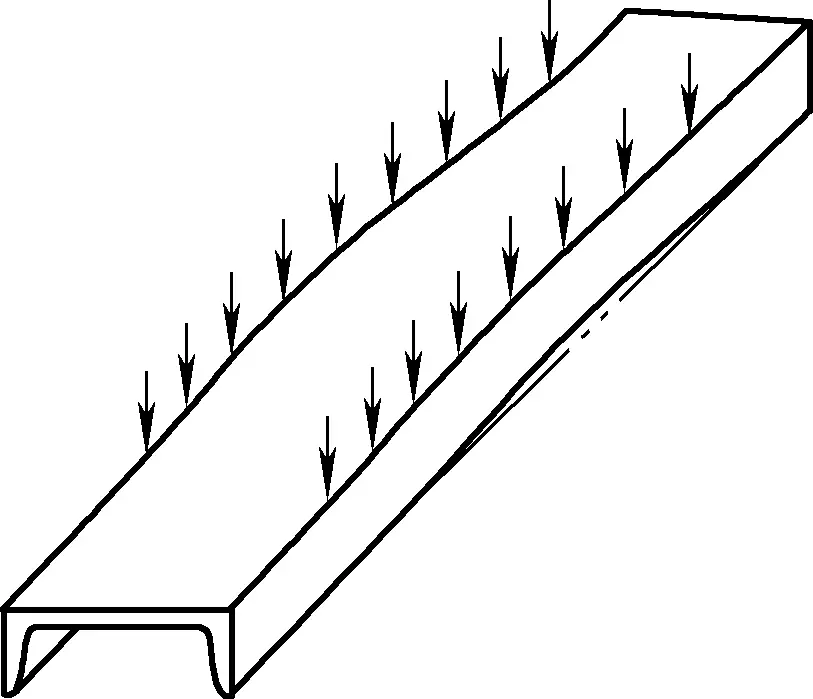
Ketika mengoreksi deformasi tekukan vertikal pada baja kanal, letakkan baja kanal di atas meja koreksi sementara yang terdiri dari dua baja bulat paralel, dengan bagian cembung menghadap ke atas. Pukul bidang web dengan palu yang berat, seperti yang ditunjukkan oleh tanda panah pada Gambar 19. Hal ini memungkinkan gaya pukul untuk ditransfer dari bagian atas ke bagian bawah web.
Kombinasi web dan flensa memiliki transisi bulat dengan kekakuan lokal yang substansial, yang membantu mencegah deformasi lokal pada flensa selama pemogokan palu.
2) Koreksi deformasi tekukan lateral pada baja kanal.
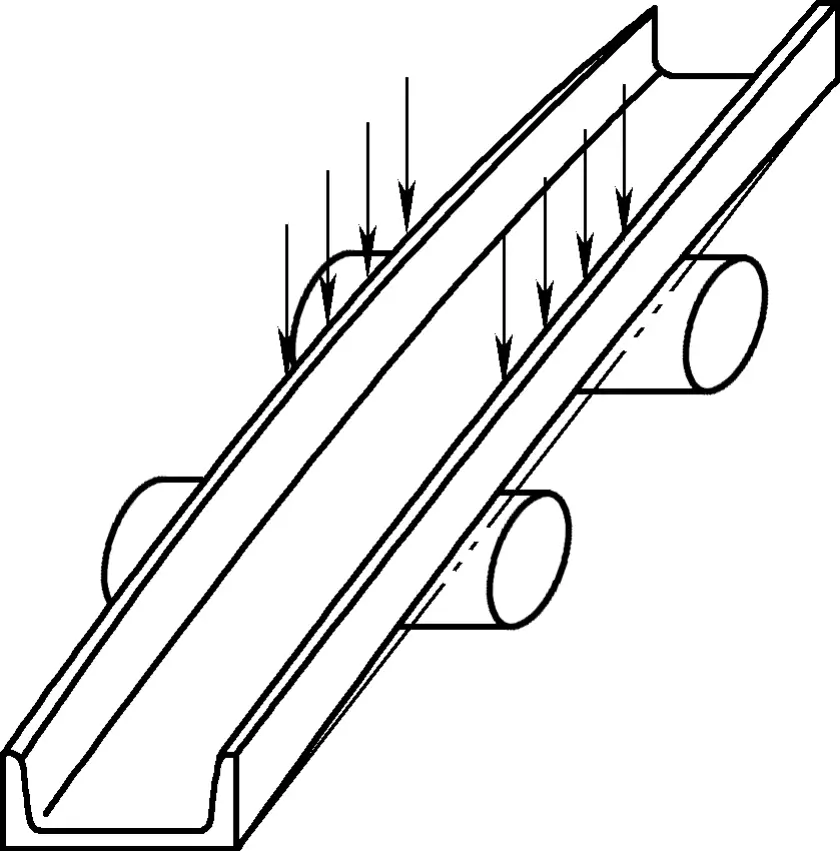
Pembengkokan lateral baja kanal dapat berupa pembengkokan ke luar atau pembengkokan ke dalam. Metode koreksi untuk pembengkokan ke luar adalah dengan menempatkan bagian cembung flens menghadap ke atas (lihat Gambar 20), memposisikannya di atas meja koreksi sederhana yang terdiri dari dua baja bundar paralel. Pukul tepi luar kedua flensa secara bergantian dan simetris dengan palu yang berat. Hal ini akan mengoreksi deformasi tekukan vertikal flensa, yang pada gilirannya memudahkan untuk mengoreksi tekukan lateral pada web, dengan demikian mengoreksi tekukan ke luar secara keseluruhan dari baja kanal.
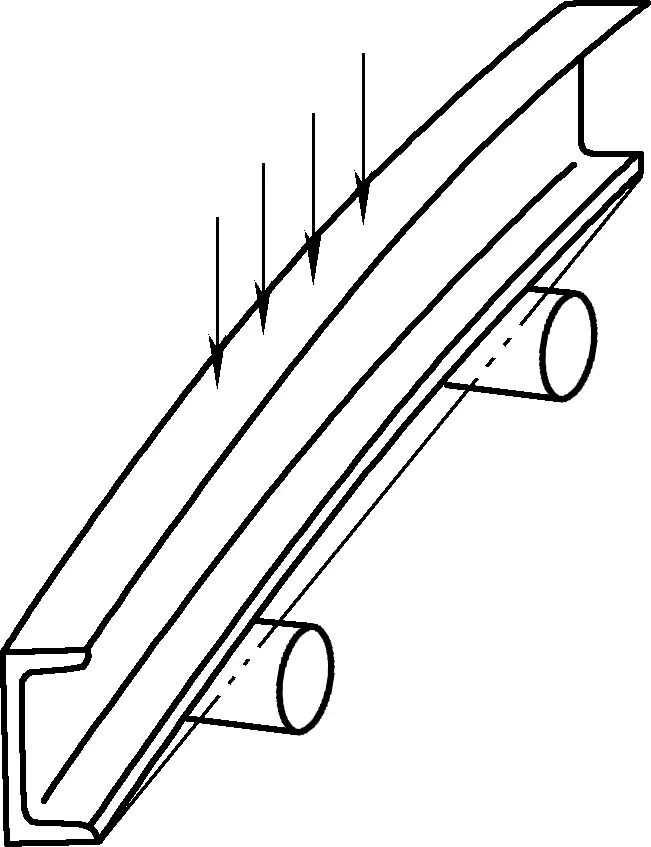
Jika baja kanal mengalami deformasi tekukan ke dalam, dan tekukan ke dalam meliputi bagian yang lebih panjang dengan sedikit kelengkungan, maka baja kanal dapat diletakkan secara horizontal di atas perletakan. Palu web di kedua sisi flensa untuk mengoreksi tekukan vertikal flensa, seperti ditunjukkan pada Gambar 21.
Mungkin perlu membalik baja kanal, seperti yang ditunjukkan pada Gambar 20, untuk mengoreksi tekukan balik di area lokal. Setelah tekukan lateral flensa dikoreksi, deformasi keseluruhan baja kanal juga akan dikoreksi.
Jika deformasi tekukan ke dalam pada baja kanal adalah skala kecil tetapi menggembung parah, koreksi nyala api lebih disukai, karena palu yang berlebihan dapat menyebabkan distorsi penampang dan berdampak negatif pada kualitas permukaan.
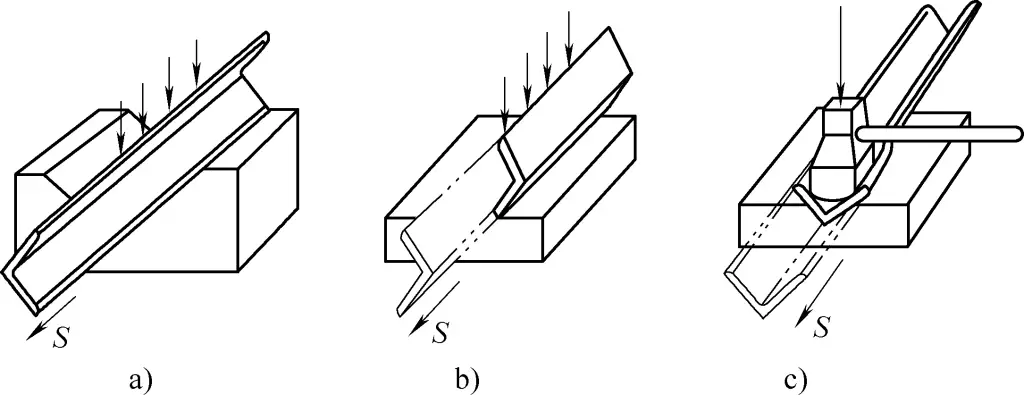
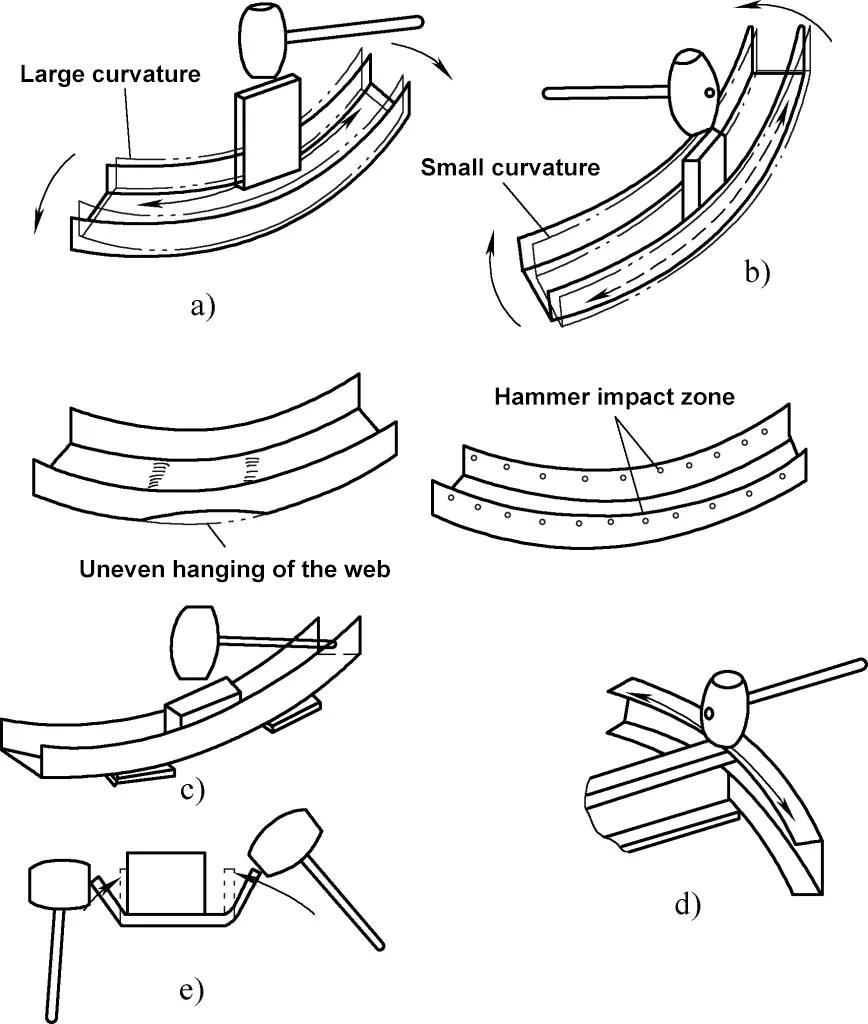
3) Koreksi deformasi puntiran pada baja saluran.
Untuk memperbaiki deformasi puntiran pada baja kanal, pertama-tama tempatkan baja secara diagonal pada platform dengan bagian yang terpuntir melampaui platform. Kemudian, jepit baja kanal pada tempatnya dan palu sisi yang ditinggikan yang melampaui platform untuk memuntirnya ke arah sebaliknya. Ketika palu terus dipalu, pindahkan baja kanal lebih jauh ke atas peron (ke arah S yang ditunjukkan pada Gambar 22a), lalu balikkan dan ulangi sampai benar-benar lurus.
a) Koreksi dingin
b) Koreksi panas
Puntiran pada baja kanal sering dikombinasikan dengan pembengkokan, yang membuat koreksi menjadi lebih menantang. Gambar 22b menunjukkan deformasi gabungan dari puntiran dan tekukan yang disebabkan oleh tekukan vertikal yang tidak sama pada kedua flensa. Metode koreksi yang biasa dilakukan adalah dengan menandai titik-titik pemanasan api dengan jumlah yang bervariasi pada kedua flensa berdasarkan tingkat puntiran. Flensa dengan deformasi vertikal yang lebih besar harus memiliki lebih banyak titik pemanas, dan yang memiliki deformasi lebih sedikit harus memiliki lebih sedikit.
Selama pemanasan nyala api, yang terbaik adalah memanaskan titik-titik pada kedua flensa secara serentak untuk menghasilkan deformasi korektif yang merata. Jika pemilihan titik dan pengoperasian dilakukan dengan benar, hasil koreksi yang memuaskan dapat dicapai dengan sekali pemanasan. Terakhir, penyesuaian manual dapat diterapkan untuk sepenuhnya menghilangkan deformasi asli.
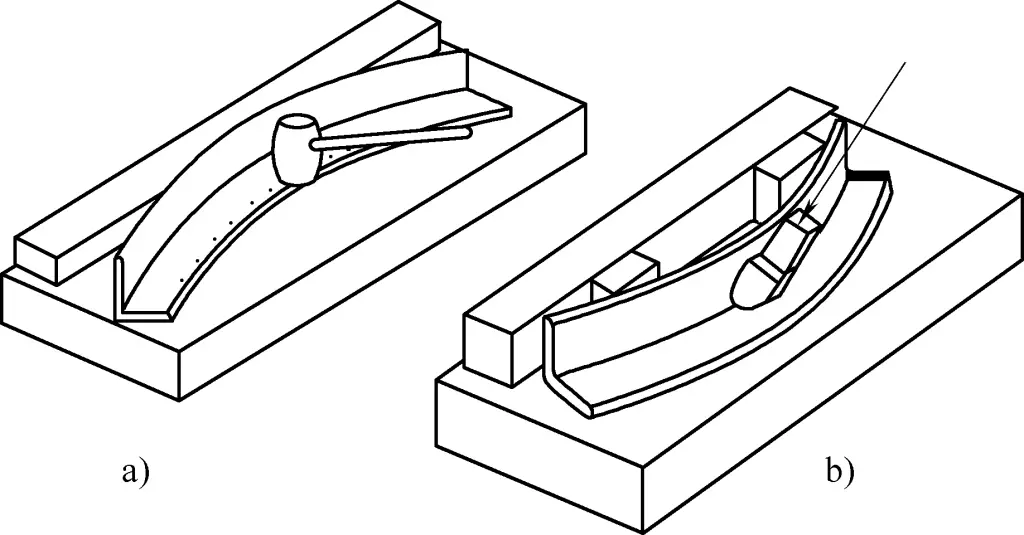
4) Koreksi deformasi lain pada baja saluran.
Seperti yang ditunjukkan pada Gambar 23a dan 23b, ketika deformasi lokal muncul pada flens baja saluran, palu berat dapat ditempatkan pada area datar di dekat bagian cembung. Sebagai alternatif, seluruh palu berat dapat ditempatkan secara horizontal di belakang bagian cembung, sementara palu kedua menghantam permukaan luar area cembung. Hal ini akan menekan serat yang tertekuk, meluruskan dan meratakan flens.
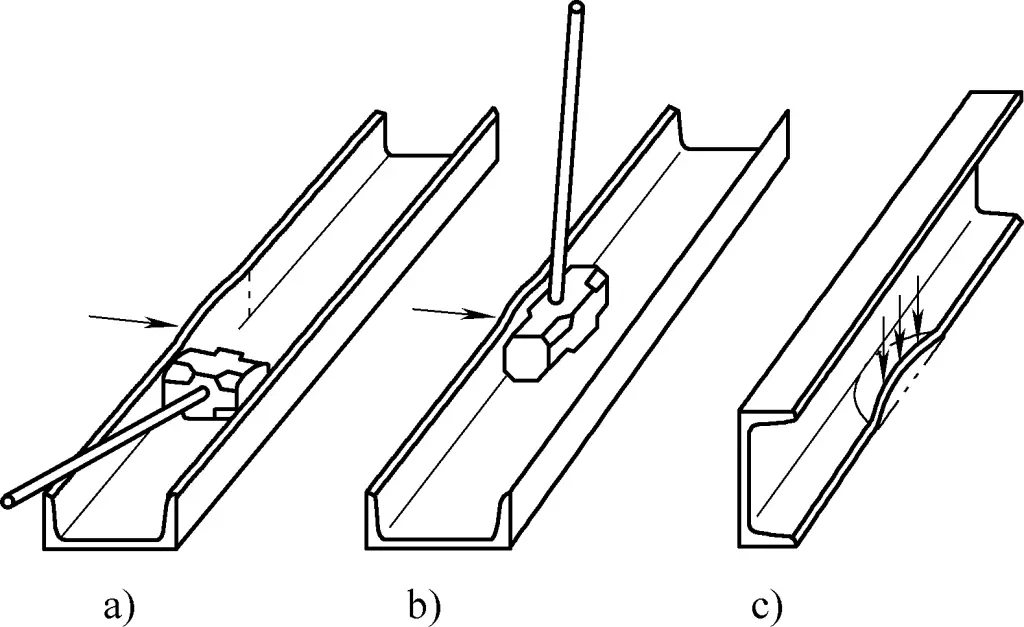
a) Palu ditempatkan secara vertikal pada flensa
b) Palu ditempatkan secara horizontal terhadap flensa
c) Koreksi flensa cekung
Jika terdapat cekungan lokal pada flens, flens dapat diletakkan mendatar dengan sisi yang cacat terhadap platform. Palu bagian yang terangkat dari cekungan untuk menghilangkan tonjolan lokal (seperti yang ditunjukkan pada Gambar 23c). Jika cekungannya masuk ke dalam, dan memalu sulit dilakukan, gunakan alat yang sesuai seperti landasan atau alat panjang lainnya untuk secara tidak langsung memberikan gaya pada bagian yang terangkat untuk meratakan deformasi.
Penampang baja kanal terdiri dari web yang relatif lebar dan dua flensa yang didistribusikan secara simetris terhadap web. Kunci untuk mengoreksi deformasi tekukan vertikal terletak pada koreksi tekukan vertikal web, sedangkan kunci untuk mengoreksi deformasi tekukan lateral terletak pada koreksi tekukan vertikal kedua flensa. Tekukan vertikal yang tidak sama pada kedua flensa menyebabkan puntiran pada baja saluran. Setiap analisis deformasi baja saluran dan pilihan rencana koreksi harus didasarkan pada pemahaman ini.
Karena lebar flensa jauh lebih kecil daripada web, kekakuan tekukan yang kecil pada arah lebar flensa berarti deformasi tekukan lateral lebih mungkin terjadi. Pada saat yang sama, karena kekakuan yang rendah, deformasi tekukan lateral relatif lebih mudah dikoreksi. Untuk setiap deformasi kompleks pada baja kanal, urutan koreksinya adalah: Memutar → Tekukan vertikal → Tekukan lateral.
Saat mengoreksi baja saluran, perhatikan bahwa karena ketebalan tepi flensa relatif kecil, dan kekuatan kedua tepi siku-siku juga lebih rendah, memalu sejajar dengan permukaan flensa dapat menyebabkan kerusakan lokal karena area kontak yang kecil.
Oleh karena itu, ketika gaya diterapkan pada area ini, yang terbaik adalah menggunakan landasan dengan lebar yang sesuai atau menggunakan palu pembentuk yang tepat, memastikan bahwa flensa dan ujungnya tidak langsung bersentuhan dengan palu. Hal ini akan mendistribusikan gaya secara merata, mengurangi tegangan tekan dan menghindari bekas palu. Memalu secara langsung ke bagian yang tertekan harus dihindari.
Komponen yang terbuat dari bahan lembaran tipis yang ditekan untuk membentuk struktur seperti rangka dengan sifat mekanis tertentu pada satu bidang disebut komponen jenis rangka-pelat. Berdasarkan bentuknya, komponen rangka-pelat dapat diklasifikasikan sebagai tipe strip-like, ring-like, atau rib-frame. Komponen utama dari komponen rangka-pelat adalah jaring dan pelek.
Karena proses pembentukan yang berbeda, khususnya metode pembentukan pelek yang berbeda, pemanjangan dan kontraksi serat material bervariasi, menghasilkan berbagai deformasi pada komponen tipe rangka-pelat.
Sebagai contoh, komponen rangka strip dapat menunjukkan pembengkokan, ketidakrataan bidang web, dan puntiran, serta peningkatan rebound sudut pelek. Komponen rangka ring dapat menunjukkan pembengkokan web dan peningkatan pantulan sudut pelek. Komponen rangka rusuk (atau pelat rangka besar) dapat menunjukkan ketidakrataan bidang jaring (puntiran dan bentuk pelek yang tidak akurat).
Komponen tipe panel termasuk dalam komponen pembentuk pelat tipis. Karena merupakan produk pelat tipis, kekakuan lokalnya kecil. Umumnya, untuk deformasi lokal komponen tipe panel, deformasi dapat langsung dikoreksi, tetapi untuk beberapa deformasi yang lebih besar, diperlukan analisis komprehensif dari bagian terkait untuk menemukan penyebabnya.
1) Operasi koreksi untuk komponen panel tipe strip.
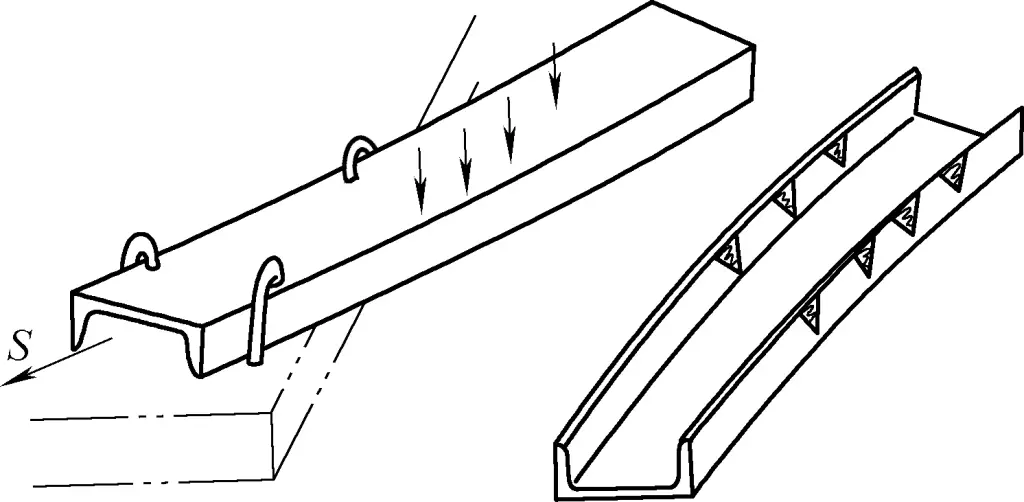
Seperti yang ditunjukkan pada Gambar 24, deformasi dan koreksi komponen panel tipe strip diilustrasikan. Ketika panel strip memiliki kelengkungan yang terlalu besar (misalnya, jari-jari busur terlalu kecil) (lihat Gambar 24a), metode koreksinya adalah dengan menempatkan jaring panel strip secara datar di atas platform dan menggunakan strip dengan rasio lebar-ke-tebal tertentu untuk menyerang sepanjang garis tekukan tepi bagian dalam panel secara merata, sehingga memperpanjang serat di dekat tepi bagian dalam dan mengurangi kelengkungan.
a) Koreksi kelengkungan yang berkurang
b) Koreksi kelengkungan yang meningkat
c) Koreksi pusat web yang ditangguhkan di udara
d) Koreksi lengkungan ujung web
e) Koreksi sudut tekukan
Ketika panel strip memiliki kelengkungan yang terlalu kecil (yaitu, radius busur terlalu besar) (lihat Gambar 24b), metode koreksinya adalah dengan menempatkan jaring panel strip secara datar di atas platform dan menggunakan strip dengan jenis yang sama untuk menyerang sepanjang garis tekukan tepi luar panel secara merata, memperpanjang serat di dekat tepi luar dan dengan demikian meningkatkan kelengkungan.
Ketika panel strip memiliki deformasi pada area web yang ditangguhkan secara lokal (lihat Gambar 24c), web panel harus ditempatkan rata di atas platform, dan pelat tipis harus ditempatkan pada kedua ujung area yang terdeformasi. Balok yang lebih sempit dari lebar tepi bagian dalam harus ditempatkan pada area yang cacat sehingga sisi-sisi balok menempel erat pada kedua tepi panel. Gunakan palu untuk memukul, meratakan tepi yang terangkat, kemudian lepaskan pelat tipis dan lanjutkan menggunakan balok dan palu untuk menghilangkan ketidakrataan pada jaring.
Ketika ujung panel strip melengkung yang menyebabkan web menjadi tidak rata (lihat Gambar 24d), anda bisa menempatkan penyangga di bawah sisi dalam kedua tepi panel strip. Pukul secara merata di sepanjang garis tepi untuk memperpanjang serat, dengan demikian mengoreksi kerataan web.
Ketika panel strip mengalami deformasi pegas pada sudut tekukan (lihat Gambar 24e), gunakan palu untuk langsung memukul tepi di mana sudut deformasi meningkat, atau gunakan balok yang dijepit pada garis tekukan panel, dan pukul di sepanjang tepi luar dan akar garis tekukan. Hal ini akan menekan tepi yang terdeformasi pada balok untuk mencapai koreksi sudut.
2) Operasi koreksi untuk komponen panel tipe cincin.
Karena panel tepi panel cincin adalah struktur pelat tipis tertutup yang tegak lurus dengan web, maka panel ini membentuk struktur dengan kekakuan yang cukup besar bersama dengan web. Setiap deformasi atau distribusi tegangan di satu bagian pasti akan mempengaruhi distribusi tegangan di bagian lain, yang berpotensi menyebabkan deformasi.
Ketika web dari panel cincin mengalami deformasi melengkung di mana kedua sisinya terangkat (lihat Gambar 25a), metode koreksinya adalah dengan menempatkan sisi cekung menghadap ke bawah pada tepi platform. Pegang sisi kiri panel ke bawah dengan tangan kiri dan tekan sisi kanan ke bawah dengan tangan kanan, tekuk panel tepi dan ratakan jaringnya. Kemudian, balikkan panel dengan sisi cekung menghadap ke atas, dan dengan web menyentuh peron (seperti yang ditunjukkan pada Gambar 25b), gunakan balok untuk memukul di sepanjang tepi bagian dalam garis tekuk, terutama pada sambungan di kiri dan kanan, untuk menghilangkan tegangan geser dan tegangan tarik serta meningkatkan tegangan tekan di dekat garis tekuk.
Setelah mengoreksi web, Anda juga harus menyesuaikan sambungan pada kedua sisi panel tepi secara tepat, meminimalkan tegangan tarik sisa pada area yang berubah bentuk setelah dikoreksi.
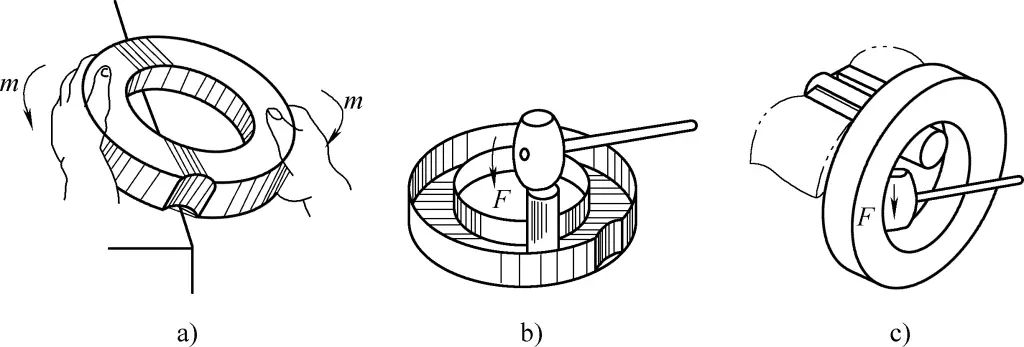
a) Koreksi manual untuk pembengkokan web
b) Koreksi palu
c) Koreksi panel cincin bagian dalam
Jika tepi dalam dan luar panel ring melebihi bentuk yang diperlukan (lihat Gambar 25c), jepit bagian kayu yang melengkung dengan alat penjepit, gantung bagian di bawah bentuk luar komponen, dan palu bagian yang berubah bentuk untuk mencapai koreksi bentuk. Sebagai alternatif, seperti yang ditunjukkan pada Gambar 25b, Anda dapat memutar sisi cekung ke atas dan menyesuaikan sudut tepi (seperti yang ditunjukkan pada Gambar 24e) untuk mencapai penyesuaian bentuk.
3) Operasi koreksi untuk komponen panel yang besar.
Seperti yang ditunjukkan pada Gambar 26, komponen panel besar (juga disebut panel tipe rangka) menunjukkan fitur-fitur seperti tepi bergelang, lubang penguat, dan ceruk penguat yang meningkatkan kekakuan planar. Panel tepi juga memiliki potongan struktural dan area tersembunyi untuk mengakomodasi bagian penghubung.
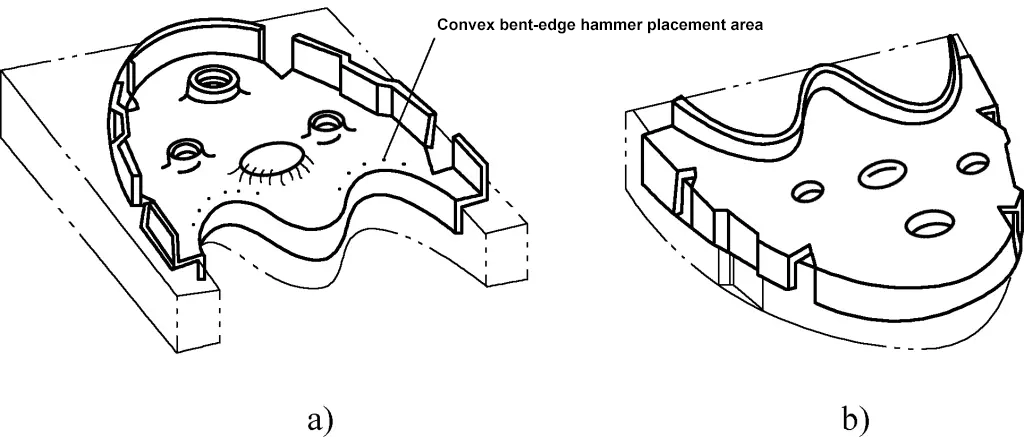
a) Tampak depan
b) Tampilan belakang
Untuk komponen struktural yang kompleks, berbagai lengkungan dan deformasi yang tidak rata pasti terjadi setelah perlakuan panas. Deformasi yang umum terjadi adalah tepi bengkok yang mengendur dan melebar pada potongan, penyusutan dan pengencangan di sekitar lubang tulangan, kelonggaran di sekitar lubang datar, puntiran planar, dan peningkatan kelengkungan pada tepi bengkok cekung.
Proses koreksi untuk komponen panel besar adalah sebagai berikut: Letakkan komponen yang cacat (lihat Gambar 26a) pada cetakan setelah perlakuan panas. Pertama, gunakan strip karet untuk memukul web pada area datar agar secara umum sesuai dengan cetakan.
Gunakan palu logam non-besi atau palu kayu keras untuk mengetuk dasar ceruk penguat dan lubang penerangan (gunakan balok untuk memalu area ini untuk mencegah kerusakan). Tujuan memalu adalah untuk meringankan tegangan tarik dan meningkatkan tegangan tekan. Kemudian balikkan komponen dan letakkan di atas cetakan lain dengan bagian belakang menghadap ke atas (lihat Gambar 26b), di mana anda akan menggunakan palu atau palu yang sama untuk memukul di sekitar dasar ceruk tulangan dan lubang penerangan, atau gunakan balok logam non-besi untuk menekan area-area ini.
Gunakan strip karet untuk mengetuk jaring secara konsisten untuk meratakan ketidakrataan apa pun. Jika jaring menunjukkan tanda-tanda menggembung atau terpuntir, perbaiki seperti yang Anda lakukan pada pelat datar. Karena pemanjangan material pada tepi bengkok cekung selama flanging adalah yang terbesar, letakkan komponen kembali pada cetakan (seperti yang ditunjukkan pada Gambar 26a) dan palu tepi bengkok cekung secara merata hingga material mengendur dan sesuai dengan templatnya.
Elemen struktural utama panel adalah web dan panel tepi. Terlepas dari struktur lokal apa pun pada web (seperti lubang datar, lubang tulangan, atau fitur pembentuk lokal), setidaknya satu sisi web harus tetap rata. Terlepas dari guntingan atau bentukan lokal pada panel tepi, panel tepi harus selalu tegak lurus dengan bidang web. Oleh karena itu, semua koreksi harus dilakukan di atas platform.
Untuk komponen panel yang lebih kompleks dan besar, cetakan harus digunakan untuk koreksi guna memastikan bahwa bentuk komponen sedekat mungkin dengan bentuk yang benar. Dilarang keras mengoreksi tanpa cetakan, karena koreksi yang tidak efektif dan berlebihan dapat memperburuk deformasi, yang menyebabkan distorsi yang tidak dapat diperbaiki.
Ketika mengoreksi komponen panel yang lebih sederhana, web harus selalu rata dengan permukaan platform. Ketika memalu serat web atau garis tekukan, platform harus digunakan sebagai dasar yang kokoh. Area yang sedang dipalu harus ditopang dengan kuat - memalu tanpa penopang sangat dilarang, karena hal ini tidak hanya dapat menyebabkan kegagalan dalam memodifikasi panjang serat tetapi juga menimbulkan ketidakrataan baru.
Selama koreksi permukaan datar yang besar, sisi datar harus ditempatkan pada cetakan atau platform, dengan sisi yang tidak rata menghadap ke atas. Hal ini memudahkan penerapan strip karet untuk meratakan. Sementara itu, bagian web yang dikoreksi harus bersentuhan dengan bidang cetakan dan tidak ditangguhkan, agar lebih mudah menggunakan palu dan untuk mencegah penyok baru yang terbentuk karena penerapan strip karet. Ketika area yang dipukul kecil atau membutuhkan akurasi yang lebih besar, blok baji dapat digunakan untuk menargetkan area tersebut.
Untuk deformasi lengkungan yang besar pada panel rangka, torsi dapat diterapkan pada arah yang berlawanan dengan deformasi untuk mengurangi tingkat deformasi asli. Kemudian, palu dapat digunakan untuk koreksi yang cermat sampai memenuhi spesifikasi gambar.
Untuk memastikan kualitas eksterior dan akurasi bentuk panel rangka, hindari penggunaan palu atau balok yang terbuat dari bahan keras yang bersentuhan langsung dengan permukaan benda kerja agar tidak meninggalkan bekas. Untuk sambungan tepi web-ke-rangka yang sulit untuk menerapkan gaya eksternal, balok yang lebih lembut atau alat yang dibentuk agar sesuai dengan kontur harus digunakan untuk menerapkan gaya tidak langsung. Hal ini untuk mencegah ketidakakuratan dalam penerapan gaya atau saling interferensi antar komponen yang dapat merusak hasil koreksi.


