
Teknik Perakitan Lembaran Logam yang Penting: Panduan Komprehensif
I. Metode Perakitan Menurut persyaratan teknis yang ditentukan, proses pemasangan dan penyambungan bagian atau komponen ke...
Di tangan seorang pengrajin yang terampil, kikir sederhana menjadi alat yang memiliki kemungkinan tak terbatas, yang mampu mengubah logam mentah menjadi objek yang presisi dan indah. Mengikir, sebuah teknik yang telah teruji oleh waktu, tetap menjadi keterampilan yang penting bagi siapa pun yang ingin menguasai seni pengerjaan logam. Dalam artikel ini, kami mengundang Anda untuk bergabung dengan kami dalam penjelajahan dunia teknik mengikir, di mana kami akan berbagi wawasan dan pengetahuan yang akan membantu Anda meningkatkan keahlian Anda ke tingkat yang lebih tinggi. Mulai dari memahami berbagai jenis kikir hingga menguasai teknik yang memungkinkan Anda mencapai hasil yang sempurna, kami akan menjadi pemandu Anda dalam perjalanan penemuan dan pengembangan keterampilan ini.

Pengarsipan adalah metode pemesinan yang menggunakan kikir untuk menghilangkan lapisan logam dari permukaan benda kerja untuk memenuhi persyaratan teknis gambar. Pengarsipan dapat mencapai tingkat toleransi dimensi IT8 hingga IT7 dan kekasaran permukaan Ra 1,6 hingga 0,8μm, oleh karena itu, pengarsipan memiliki aplikasi yang relatif luas dalam pekerjaan praktis.
Operasi pengarsipan dapat digunakan untuk memproses berbagai permukaan internal dan eksternal, permukaan melengkung, dan bentuk khusus; biasanya digunakan dalam pembuatan templat, cetakan, dan perakitan, penyesuaian, serta pemeliharaan mesin.
Seperti yang ditunjukkan pada Gambar 1, kikir terdiri dari permukaan kikir, tepi kikir, ujung kikir, gigi kikir, dan gagang kikir.
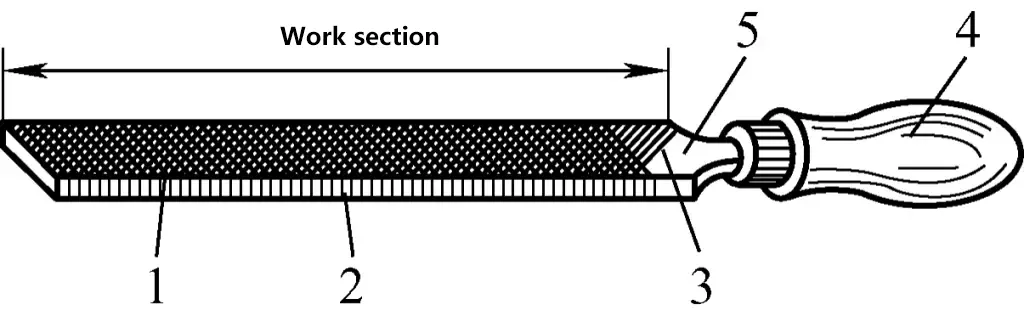
Wajah 1-File
Tepi 2-File
Gigi 3-Berkas
Pegangan 4-Berkas
5-File Tang
Permukaan kikir adalah permukaan kerja utama kikir. Permukaan kikir agak cembung pada arah memanjang untuk mencegah deformasi cekung setelah perlakuan panas dan untuk menangkal fenomena cembung yang dihasilkan pada benda kerja akibat ayunan kikir ke atas dan ke bawah selama pengarsipan, sehingga memastikan bahwa benda kerja dapat diarsipkan dengan rata.
Tepi kikir mengacu ke dua sisi permukaan kikir. Satu sisi memiliki gigi, sementara sisi lainnya tidak. Tepi tanpa gigi disebut tepi aman atau tepi halus.
Tang kikir mengacu pada ujung ekor kikir, digunakan untuk memasukkan ke gagang kikir, sehingga mudah digenggam dan menyalurkan daya dorong selama pengarsipan.
Gigi kikir biasanya dipotong pada mesin pemotong kikir, dan bentuk serta prinsip pengarsipan ditunjukkan pada Gambar 2. Selama proses pengarsipan, serpihan dipotong dari benda kerja melalui tekanan pada benda kerja dan gesekan yang dihasilkan dengan benda kerja.
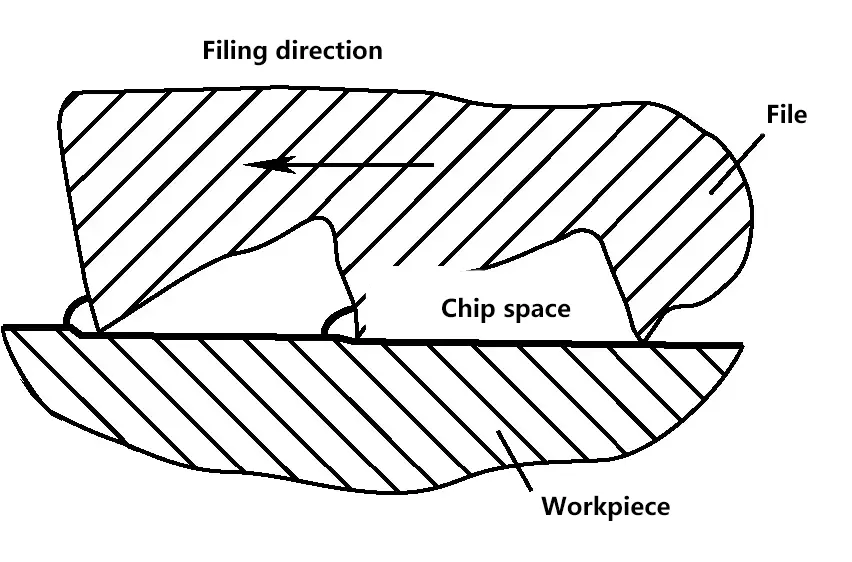
Pola gigi kikir sering kali dibuat menjadi pola ganda. Saat mengikir, tanda kikir dari setiap gigi saling berpotongan tanpa tumpang tindih, sehingga menghasilkan permukaan kikir yang lebih halus. Serpihan-serpihan akan pecah selama pengikiran, sehingga tidak terlalu menguras tenaga. Kikir lebih kecil kemungkinannya untuk tersumbat, dan gigi kikir memiliki kekuatan yang lebih tinggi, cocok untuk mengikir bahan yang keras.
Kikir yang digunakan oleh tukang dapat dibagi ke dalam tiga kategori menurut penggunaannya: kikir umum, kikir pembentuk, dan kikir berbentuk khusus.
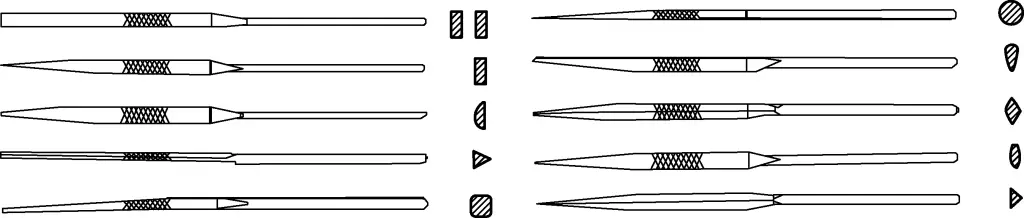
Kikir umum dibagi ke dalam lima jenis berdasarkan bentuk penampang melintangnya: kikir pipih, kikir persegi, kikir segitiga, kikir setengah bundar, dan kikir bundar. Di antara semua ini, kikir datar adalah yang paling umum digunakan, seperti ditunjukkan dalam Gambar 3.

Kikir berbentuk khusus digunakan untuk mengikir permukaan benda kerja yang khusus dan termasuk kikir ujung pisau, kikir berlian, kikir segitiga datar, kikir oval, dan kikir barel, seperti ditunjukkan pada Gambar 4.

Seperti ditunjukkan pada Gambar 5, kikir pembentuk, juga dikenal sebagai kikir jarum atau kikir bermacam-macam, dinamakan demikian karena kumpulan kikir kecil yang dikelompokkan dengan berbagai bentuk penampang, terutama digunakan untuk menyelesaikan bagian kecil benda kerja.
Spesifikasi kikir dibagi menjadi spesifikasi ukuran dan spesifikasi kekasaran pola gigi.
1) Spesifikasi Ukuran
Spesifikasi ukuran file yang berbeda diwakili oleh parameter yang berbeda. File bundar ditentukan oleh diameter; file persegi ditentukan oleh dimensi persegi; file lainnya ditentukan oleh panjang badan file. Tukang pada umumnya menggunakan kikir dalam ukuran 100mm, 125mm, 150mm, 200mm, 250mm, 300mm, 350mm, dan 400mm.
2) Spesifikasi Kekasaran
Spesifikasi kekasaran biasanya diwakili oleh jumlah alur kikir utama per 10mm panjang aksial, dibagi ke dalam lima tingkatan.
Pola gigi kelas 1 untuk kikir bergigi kasar; Kelas 2 untuk kikir bergigi sedang; Kelas 3 untuk kikir bergigi halus; Kelas 4 untuk kikir bergigi halus ganda; Kelas 5 untuk kikir yang sangat halus.
Sebelum mengarsipkan, Anda harus memilih file yang benar. Tiap jenis kikir memiliki penggunaan spesifik, dan jika salah memilih, maka kikir tidak dapat sepenuhnya menunjukkan keefektifannya, dan bahkan dapat kehilangan kemampuan pemotongannya sebelum waktunya. Pemilihan kikir terutama melibatkan pemilihan bentuk penampang dan spesifikasi kekasaran kikir.
Bentuk penampang dan panjang kikir harus dipilih berdasarkan bentuk dan ukuran permukaan yang akan dikikir pada benda kerja. Bentuk kikir harus disesuaikan dengan bentuk permukaan benda kerja yang akan diproses, seperti yang ditunjukkan pada Gambar 6.
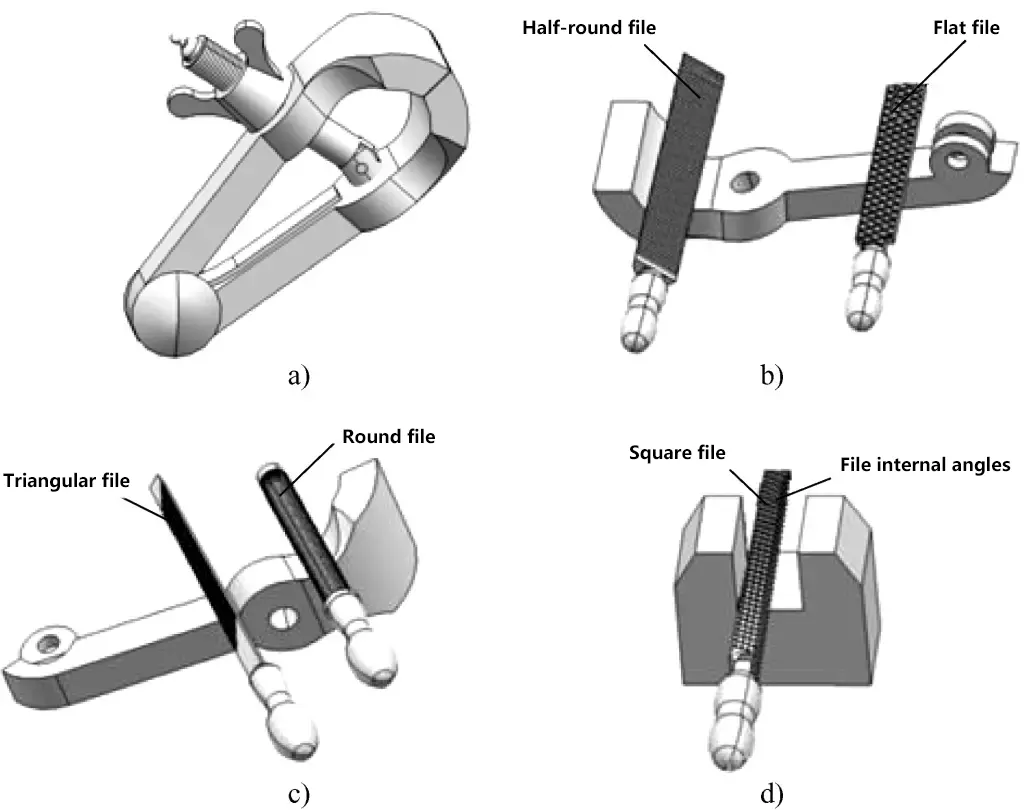
a) Wakil Tangan
b) Penerapan Kikir Datar dan Kikir Setengah Bulat
c) Penggunaan Kikir Bulat dan Kikir Segitiga
d) Penggunaan File Persegi
Pemilihan spesifikasi kekasaran kikir tergantung pada sifat material benda kerja, ukuran kelonggaran pemesinan, dan persyaratan untuk akurasi pemrosesan serta kekasaran permukaan. Kikir kasar, dengan jarak antar gigi yang lebih besar sehingga tidak mudah tersumbat, umumnya digunakan untuk mengikir benda kerja yang lunak. logam seperti tembaga dan aluminium, dan untuk benda kerja dengan kelonggaran pemesinan yang besar, persyaratan presisi rendah, dan permukaan akhir yang kasar. Kikir halus digunakan untuk mengikir baja, besi tuang, dan benda kerja dengan kelonggaran pemesinan yang kecil, persyaratan presisi tinggi, dan nilai kekasaran permukaan yang rendah. Kikir halus digunakan untuk pemolesan akhir permukaan benda kerja.
Tabel 1 memberikan informasi referensi mengenai kelonggaran pemesinan yang sesuai dan akurasi pemrosesan yang dapat dicapai serta kekasaran permukaan untuk kikir dengan berbagai spesifikasi kekasaran, untuk membantu memilih spesifikasi kekasaran kikir yang sesuai.
Tabel 1 Pemilihan spesifikasi kekasaran file
| Nomor potongan file | Mengikir gigi | Situasi yang berlaku | |||
| Kelonggaran pemrosesan/mm | Keakuratan dimensi/mm | Kekasaran Ra / μm | Aplikasi | ||
| 1 | Kasar | 0.5~1 | 0.2~0.5 | 100~25 | Cocok untuk pemesinan kasar atau logam non-besi |
| 2 | Sedang | 0.2~0.5 | 0.05~0.2 | 25~6.3 | Cocok untuk diproses setelah pengarsipan kasar |
| 3 | Baik. | 0.1~0.3 | 0.02~0.05 | 12.5~3.2 | Memoles permukaan atau logam keras |
| 4 | Denda ganda | 0.1~0.2 | 0.01~0.02 | 6.3~1.6 | Pemesinan halus |
| 5 | Selesai minyak | Di bawah 0,1 | 0.01 | 1.6~0.8 | Finishing permukaan |
1) Metode pengarsipan lurus
Seperti ditunjukkan pada Gambar 7a, metode pengarsipan lurus adalah cara mengarsipkan benda kerja pada arah yang sama. Ini adalah metode dasar pengarsipan, ditandai dengan tanda kikir yang lurus dan rapi, yang dapat mengurangi nilai kekasaran permukaan.
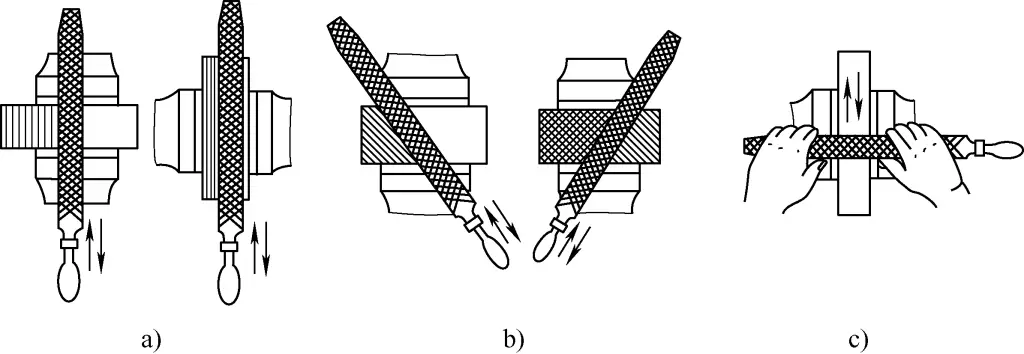
a) Metode pengarsipan lurus
b) Metode pengarsipan silang
c) Metode pengarsipan dorong
2) Metode pengarsipan silang
Seperti ditunjukkan pada Gambar 7b, metode kikir silang mengikir benda kerja dari dua arah secara melintang. Karakteristiknya yaitu, dapat menunjukkan jejak yang tidak rata pada permukaan yang diarsipkan, sehingga lebih mudah mengarsipkan titik-titik yang tinggi. Metode ini memudahkan pengarsipan permukaan datar yang akurat.
3) Metode pengarsipan dorong
Seperti yang ditunjukkan pada Gambar 7c, metode pengarsipan dorong melibatkan pemegangan badan kikir secara horizontal dengan kedua tangan dan mendorongnya secara mantap ke depan dan ke belakang di sepanjang permukaan benda kerja. Karakteristiknya adalah volume pemotongan yang lebih sedikit, mengurangi nilai kekasaran permukaan, dan umumnya digunakan untuk mengikir permukaan yang sempit dan panjang.
Selama proses pengarsipan, perlu diperhatikan, bahwa apa pun metode pengarsipan, pengarsipan harus dilakukan secara merata di seluruh permukaan pemrosesan.
Pengarsipan permukaan busur mencakup dua jenis: pengarsipan permukaan busur luar dan pengarsipan permukaan busur dalam. Kikir rata digunakan untuk permukaan busur luar, sedangkan kikir setengah bulat atau kikir bulat digunakan untuk permukaan busur dalam.
1) Pengarsipan permukaan busur luar
Kikir harus menyelesaikan dua gerakan: gerakan maju dan rotasi kikir di sekeliling benda kerja. Ada dua metode pengarsipan untuk permukaan busur luar:
(1)Pengarsipan permukaan busur tersegmentasi
Tempatkan kikir secara horizontal pada permukaan busur, kikir ujung-ujungnya secara berurutan untuk membuat poligon dasar yang mendekati busur, dan terakhir gunakan metode kikir lurus untuk mengikirnya menjadi busur, seperti yang ditunjukkan pada Gambar 8a. Metode ini efisien dan cocok untuk tahap pemesinan kasar.
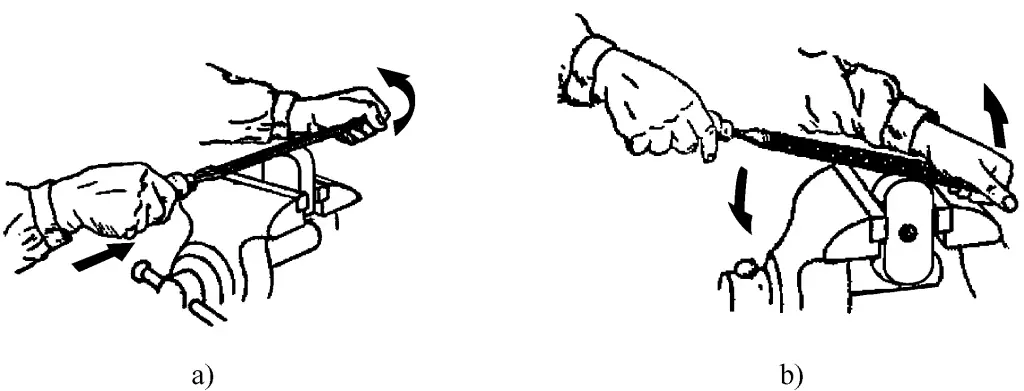
a) Pengarsipan permukaan busur tersegmentasi
b) Pengarsipan permukaan busur lurus
② Pengarsipan permukaan busur lurus
Saat mengikir, sambil mendorong kikir ke depan, tekan gagang kikir dengan tangan kanan dan angkat ujung kikir dengan tangan kiri, seperti yang ditunjukkan pada Gambar 8b. Hal ini memastikan bahwa permukaan busur yang diarsipkan tidak memiliki tepi dan halus, cocok untuk tahap pemesinan halus pada permukaan busur.
2) Pengarsipan permukaan busur bagian dalam
Seperti yang ditunjukkan pada Gambar 9, kikir harus menyelesaikan tiga gerakan secara bersamaan: gerakan maju; bergerak ke kiri atau ke kanan (sekitar setengah hingga satu lebar kikir); dan berputar di sekitar garis tengah kikir (searah jarum jam atau berlawanan arah jarum jam sekitar 90°).
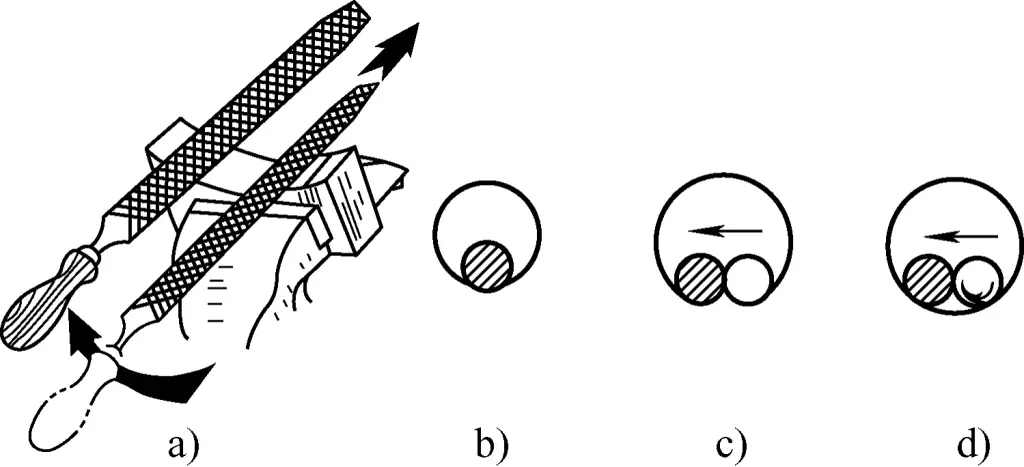
Jika hanya ada gerakan maju, lubang bundar tidak akan bulat; jika hanya ada gerakan maju dan gerakan ke kiri atau ke kanan, bentuk permukaan busur juga akan salah. Hanya dengan menyelesaikan ketiga gerakan secara bersamaan, permukaan busur bagian dalam dapat dikikir dengan baik, karena hal ini memungkinkan permukaan kerja kikir meluncur dan mengikir di sepanjang busur benda kerja dalam bentuk busur.
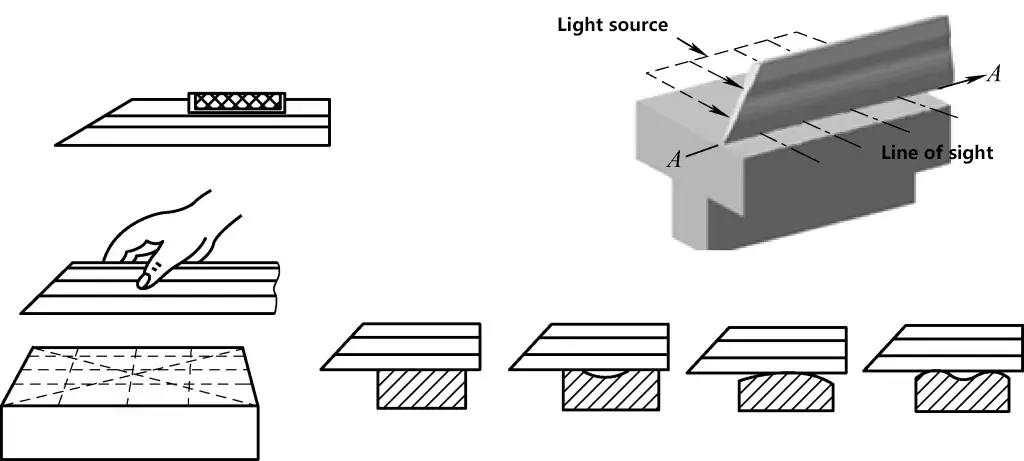
Setelah pengarsipan datar, penggaris lurus ujung pisau atau penggaris baja sering digunakan dengan metode celah cahaya untuk memeriksa kerataannya. Jika cahaya yang melintas di antara penggaris dan permukaan benda kerja lemah dan seragam, ini mengindikasikan bahwa permukaannya rata; jika cahaya yang melewatinya tidak merata kekuatannya, ini mengindikasikan bahwa permukaannya tidak rata, dengan area cahaya terkuat adalah bagian yang paling cekung. Kerataan harus diperiksa pada arah memanjang, melintang, dan diagonal, seperti yang ditunjukkan pada Gambar 10.
Seperti yang ditunjukkan pada Gambar 11, ketika menggunakan kotak percobaan untuk memeriksa tegak lurusnya permukaan mesin terhadap permukaan referensi, ujung pendek kotak percobaan harus ditekan secara perlahan pada permukaan referensi benda kerja, dengan ujung panjangnya menempel pada permukaan yang sedang diperiksa. Gunakan metode celah cahaya untuk memeriksa, dengan persyaratan yang serupa dengan memeriksa kerataan.
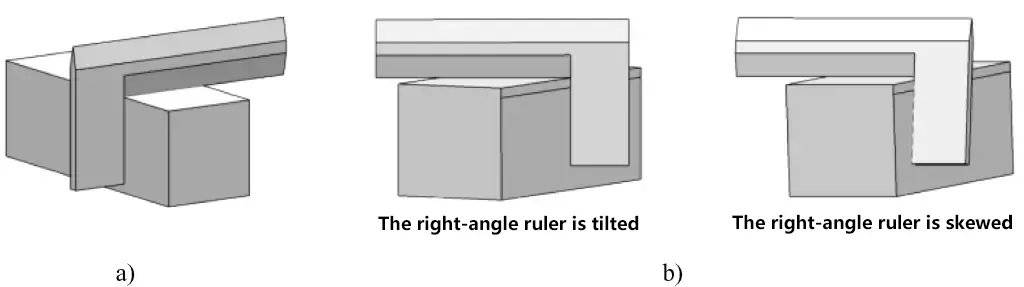
a) Metode pengukuran yang benar
b) Metode pengukuran yang salah
Ada beberapa metode untuk memeriksa paralelisme selama pengarsipan, tetapi ada dua metode yang umum digunakan:
1) Menggunakan indikator dial untuk memeriksa kesejajaran permukaan mesin. Seperti ditunjukkan pada Gambar 12, letakkan permukaan referensi benda kerja pada pelat permukaan standar, pindahkan benda kerja, dan baca nilai maksimum dan minimum dari indikator dial. Perbedaan di antara keduanya adalah kesalahan paralelisme permukaan yang diukur.

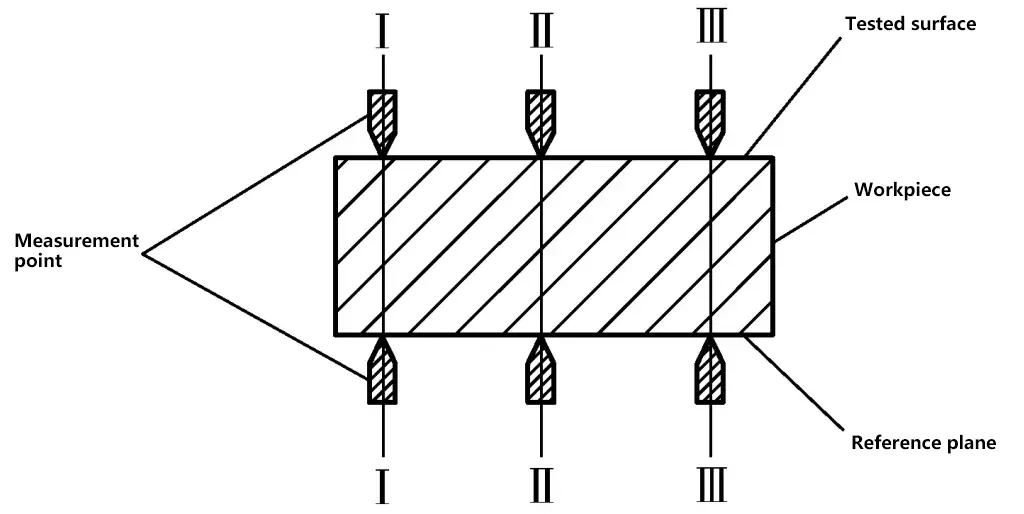
2) Menggunakan jangka sorong atau mikrometer untuk mengukur kesejajaran. Seperti ditunjukkan pada Gambar 13, pengukuran harus dilakukan pada beberapa posisi untuk menemukan titik tertinggi (nilai maksimum) dan titik terendah (nilai minimum). Perbedaan di antara keduanya adalah kesalahan paralelisme permukaan yang diukur.
Seperti ditunjukkan pada Gambar 14, ketika memproses ragum bangku, pengukur radius dapat digunakan untuk memeriksa permukaan busur bagian dalam.
Pertama, pilih gagang file yang sesuai berdasarkan ukuran file. Pada umumnya, gagang file besar digunakan untuk file berukuran 250mm ke atas, gagang file sedang untuk file berukuran antara 150mm dan 250mm, dan gagang file kecil untuk file berukuran di bawah 150mm.
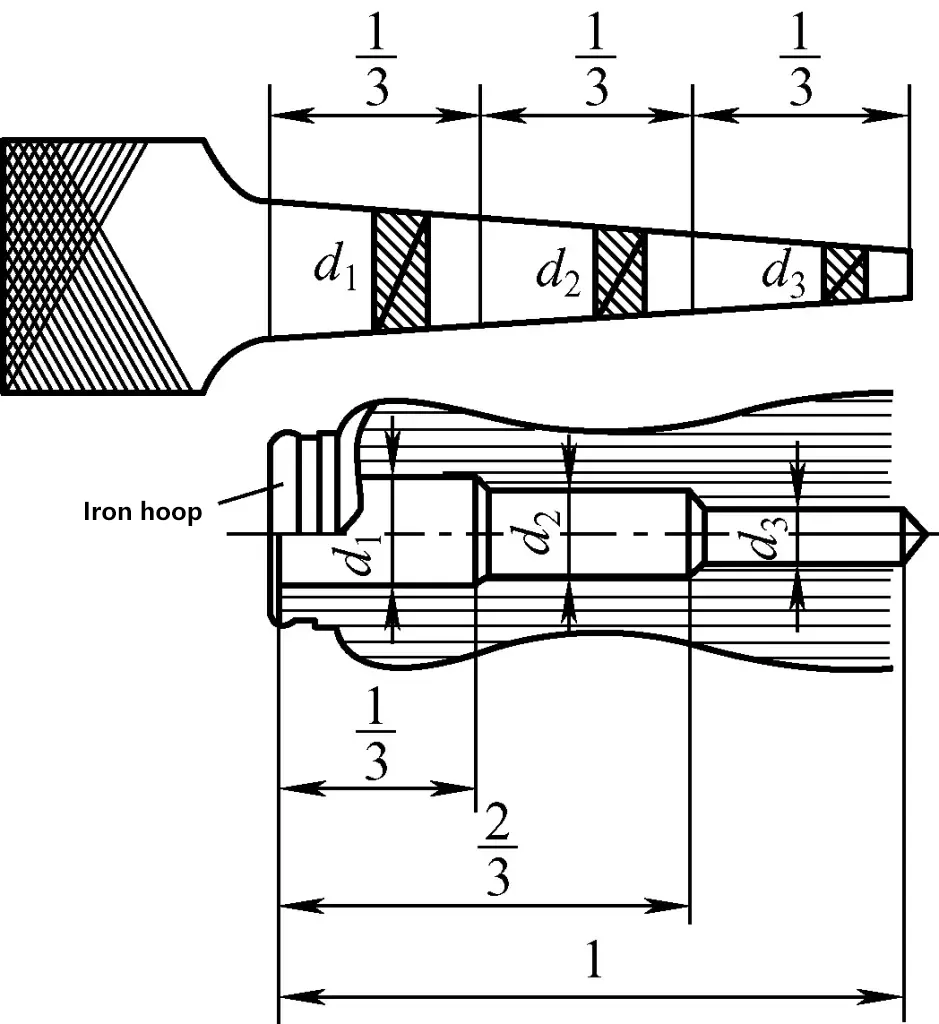
Seperti ditunjukkan pada Gambar 15, sebelum memasang gagang kikir, bor lubang pada gagangnya. Bentuk dan ukuran lubang berundak harus sesuai dengan gagang kikir.
Proses pemasangan gagang kikir ditunjukkan dalam Gambar 16. Pegang gagang dengan tangan kiri Anda, masukkan ujung kikir ke dalam lubang gagang dengan tangan kanan Anda, dan ketuk secara perlahan. Lepaskan tangan kiri Anda, kemudian gunakan tangan kanan untuk mengetuk kikir secara vertikal sampai terpasang dengan kuat, dengan panjang kikir yang dimasukkan sekitar 3/4 dari tangkai kikir.
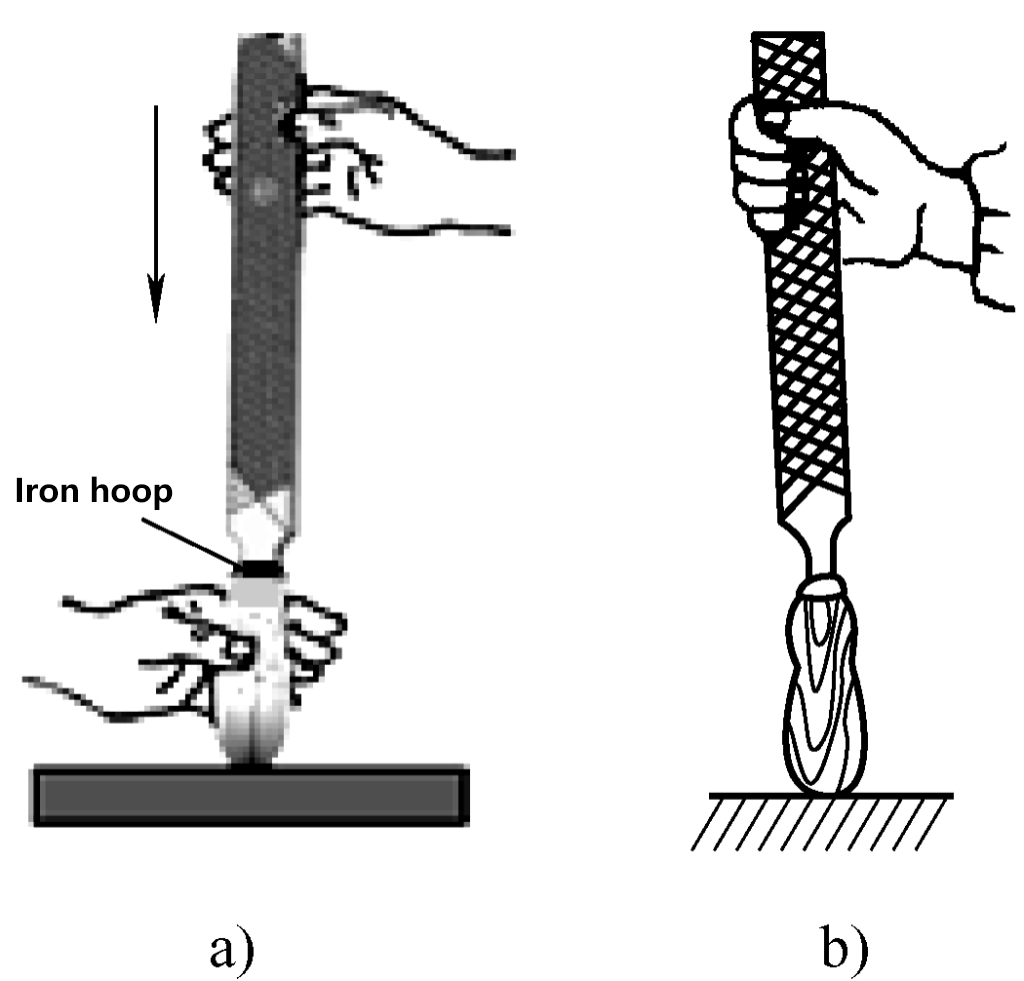
a) Penyisipan
b) Mengetuk masuk
Seperti ditunjukkan pada Gambar 17, ketika melepas gagang kikir pada ragum bangku, letakkan ujung lubang gagang kikir pada rahang ragum dan tekan perlahan-lahan pada rahang. Kelembaman akan memisahkan kikir dari gagangnya. Cara ini juga dapat digunakan pada meja ragum.
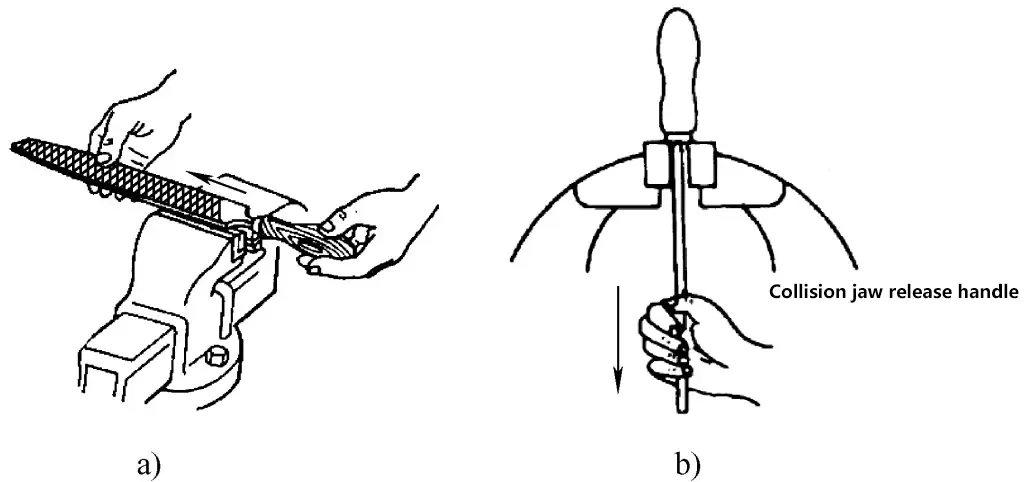
a) Metode penghapusan pegangan file satu
b) Metode penghapusan pegangan file dua
Saat mengikir, benda kerja umumnya dijepit di tengah ragum bangku, dengan bagian yang terbuka di atas rahang ragum tidak terlalu tinggi untuk mencegah getaran benda kerja selama mengikir, yang dapat menyebabkan bekas obrolan. Benda kerja harus dijepit dengan kencang; jika terlalu longgar, posisi permukaan yang diarsipkan dapat berubah selama pengarsipan, sehingga memengaruhi kualitas permukaan; jika terlalu kencang, beberapa bagian yang terbuka dapat berubah bentuk. Saat menggunakan permukaan yang telah dikerjakan sebelumnya sebagai permukaan penjepit, gunakan penutup rahang ragum untuk menghindari kerusakan pada permukaan yang telah dikerjakan.
Hanya dengan mencengkeram kikir secara benar dengan kedua tangan dan mengkoordinasikannya, seseorang dapat secara efektif mengontrol gerakan horizontal kikir dan secara efektif menerapkan gaya kikir ke permukaan yang sedang dikikir.
1) Metode mencengkeram kikir tangan kanan
Kecuali untuk file bentuk, metode pegangan tangan kanan untuk file lainnya pada dasarnya sama, seperti ditunjukkan pada Gambar 18.
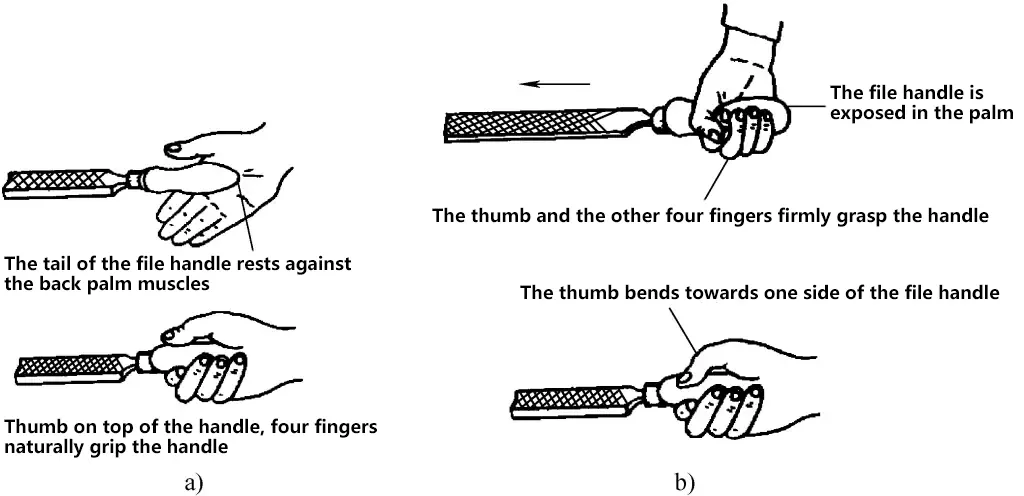
a) Metode pegangan kikir tangan kanan yang benar
b) Metode pegangan kikir yang salah
2) Metode pegangan kikir tangan kiri
Metode yang benar untuk menggenggam kikir dengan tangan kiri ditunjukkan pada Gambar 19, di mana metode genggaman yang ditunjukkan pada Gambar 19a biasanya digunakan untuk memegang kikir pipih yang besar.
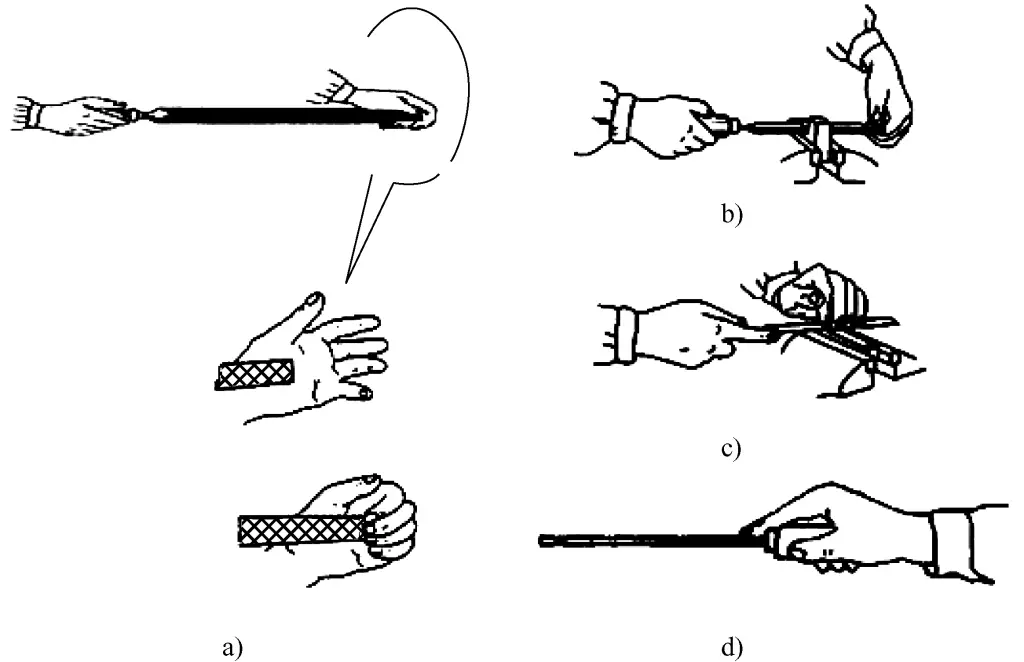
a) Metode pegangan kikir dasar
b) Metode pegangan untuk file berukuran sedang
c) Metode pegangan untuk file kecil
d) Metode pegangan untuk membentuk file
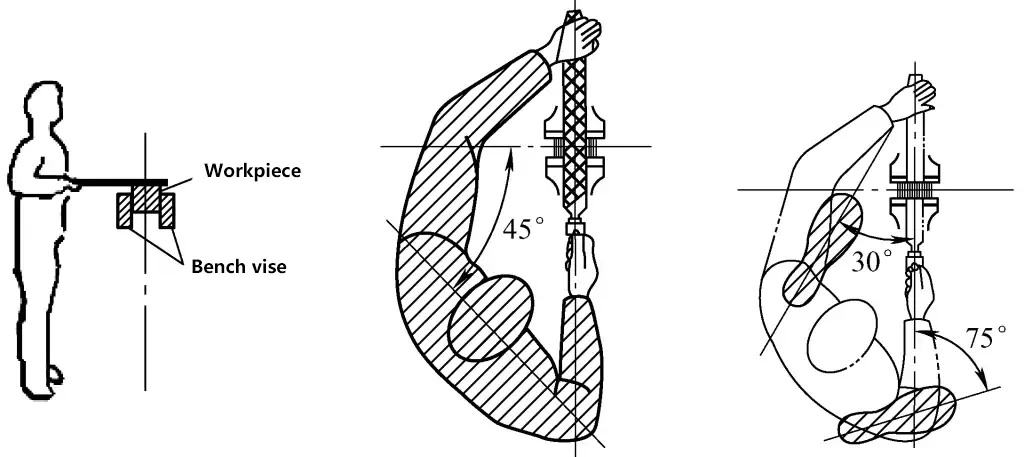
Seperti ditunjukkan pada Gambar 20, berdirilah dengan kedua kaki menghadap ragum bangku, diposisikan di sebelah kiri garis tengah ragum. Tubuh harus membentuk sudut 45° dengan tepi rahang ragum. Jarak dari ragum ditentukan dengan menjaga agar lengan atas dan bawah tetap vertikal, kikir sejajar, dan ujung kikir dapat menempel pada benda kerja.
Melangkahlah dengan kaki kiri, dengan jarak (dari jari kaki kanan ke tumit kiri) kira-kira sama dengan panjang kikir. Kaki kiri harus membentuk sudut sekitar 30° dengan garis tengah catok, dan kaki kanan membentuk sudut sekitar 75°.
1) Seperti yang ditunjukkan pada Gambar 21a, selama proses pengarsipan, jaga agar pergelangan tangan kanan sedikit melengkung dan bahu kanan diturunkan (bahu kanan sedikit lebih rendah daripada bahu kiri), yang dikenal sebagai "menenggelamkan bahu dan menjatuhkan tangan". Postur ini memudahkan mendorong kikir secara horizontal. Postur yang salah ditunjukkan pada Gambar 21b.
Tanpa memengaruhi pergerakan lengan kanan, jaga agar lengan kanan sedekat mungkin dengan tubuh (pertahankan jarak sekitar satu kepalan tangan antara lengan atas kanan dan tubuh). Hal ini memungkinkan kekuatan tubuh bagian atas mudah diterapkan ke kikir selama pengarsipan.
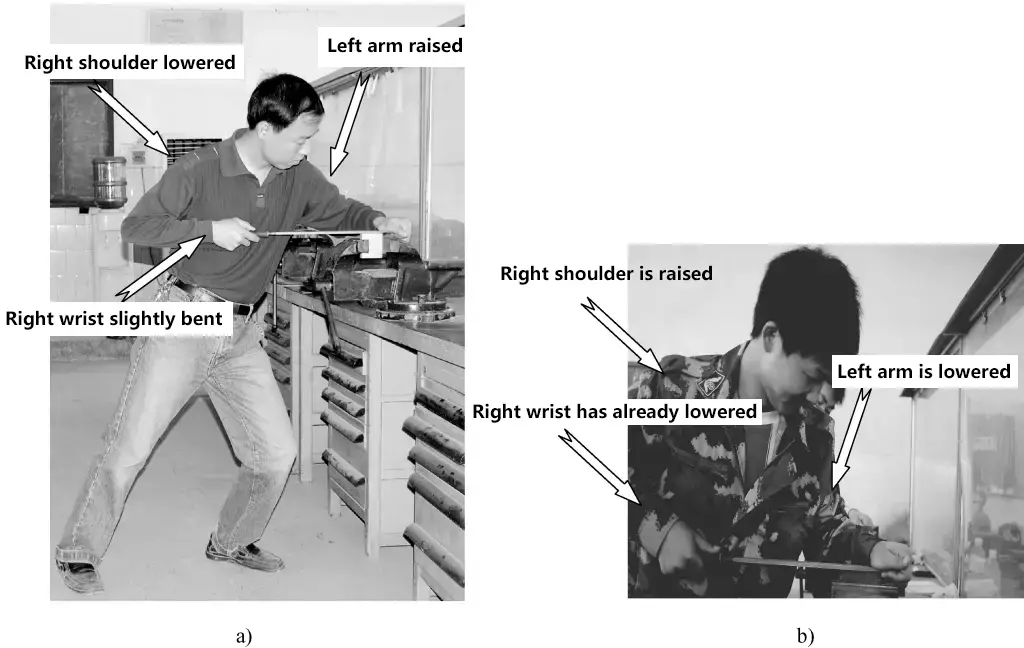
a) Gerakan tubuh yang benar selama pengarsipan
b) Gerakan tubuh yang salah selama pengarsipan
2) Seperti yang ditunjukkan pada Gambar 21a, selama proses pengarsipan, lengan kiri harus selalu diangkat untuk memberikan tekanan pada permukaan kikir. Sikap tubuh yang salah ditunjukkan pada Gambar 21b.
3) Seperti yang ditunjukkan pada Gambar 21a, pertahankan keseimbangan selama pengarsipan, dengan pusat gravitasi pada kaki kiri. Jaga agar lutut kanan tetap lurus dan kedua kaki menapak dengan kuat. Gunakan lutut kiri yang menekuk dan memanjang untuk gerakan bolak-balik.
4) Proses pengarsipan berkelanjutan. Proses pengarsipan kontinu ditunjukkan pada Gambar 22.
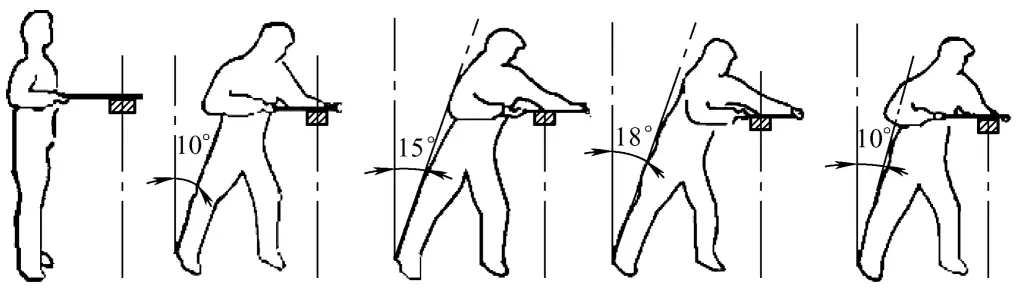
① Gerakan mengarsipkan adalah kombinasi gerakan tubuh dan lengan. Pada awal pengarsipan, condongkan tubuh ke depan sekitar 10°, dengan siku kanan ditarik ke belakang sejauh mungkin.
② Apabila kikir sudah maju sepertiga jalan, condongkan tubuh ke depan hingga sekitar 15°, dengan lutut kiri sedikit ditekuk.
③ Apabila file sudah maju sepertiga lagi, secara bertahap, condongkan tubuh ke sekitar 18°.
④ Ketika kikir telah menyelesaikan 2/3 dari seluruh gerakannya, lanjutkan mendorong ke depan untuk menyelesaikan seluruh gerakan kikir (Catatan: Gagang kikir tidak boleh menyentuh tepi benda kerja). Gunakan gaya reaksi dari mendorong kikir ke depan untuk mengembalikan tubuh ke posisi bersandar 10° ke arah yang berlawanan dengan dorongan ke depan (Catatan: Jaga agar kedua kaki tetap menapak dengan kuat saat tubuh kembali, tanpa mengangkat atau menggerakkan kaki). Bersiaplah untuk gerakan kikir ke depan yang kedua.
⑤ Apabila mengembalikan kikir, angkat sedikit (tidak ada tekanan yang diberikan selama gerakan pengembalian) dan gerakkan sedikit ke samping untuk menilai kerataan permukaan dari bekas kikir.
⑥ Sepanjang proses pengarsipan, langkah maju file tidak boleh kurang dari 2/3 panjang penuh file, dengan frekuensi pengarsipan sekitar 30-40 kali/menit.
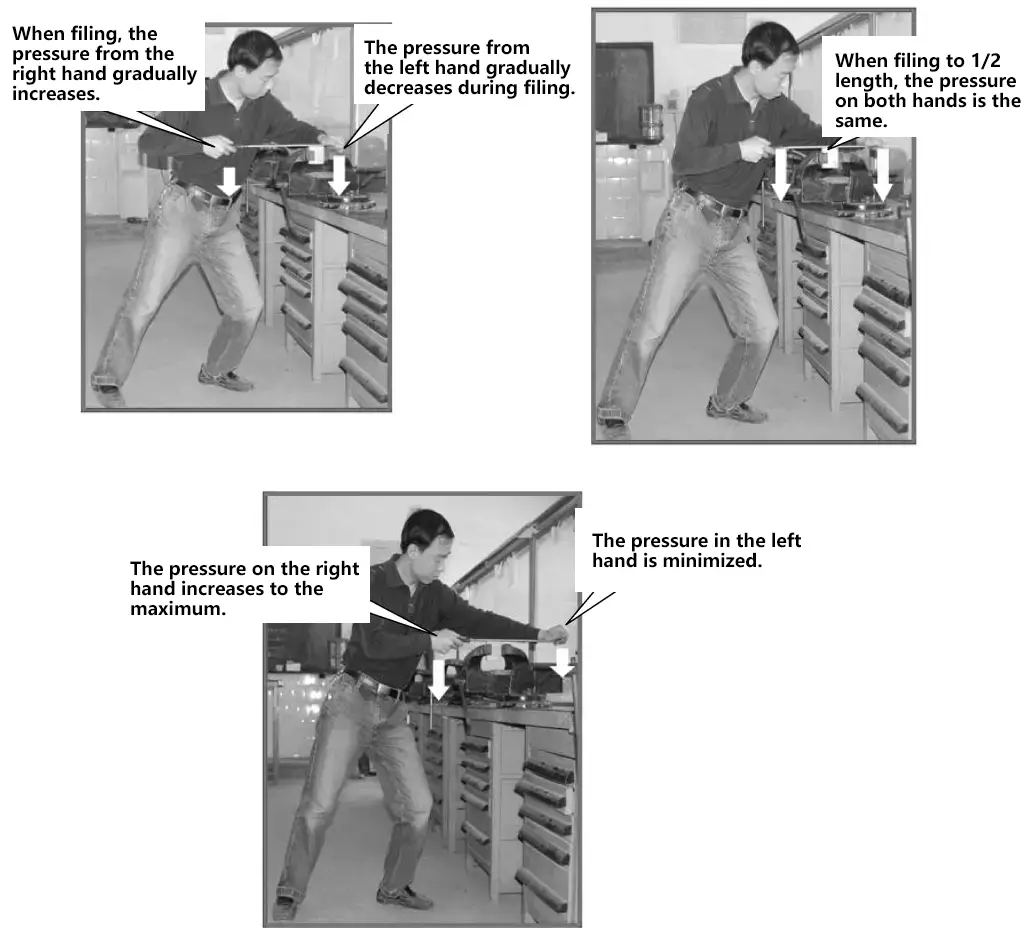
Kunci untuk memastikan permukaan kikir yang rata adalah menyeimbangkan momen gaya kikir, yaitu, mempertahankan gerakan linear horizontal kikir selama gerakan maju. Oleh karena itu, ketika mendorong kikir, gaya yang diterapkan oleh kedua tangan harus terus berubah saat kikir bergerak maju. Tekanan tangan kiri harus berkurang dari besar ke kecil, sedangkan tekanan tangan kanan bertambah dari kecil ke besar, untuk memastikan bahwa momen gaya dari kedua tangan sama besar relatif terhadap pusat benda kerja, seperti yang ditunjukkan pada Gambar 23.
Melalui analisis gambar bagian, informasi pemrosesan berikut ini harus dipahami:
1) Posisi dan jumlah titik referensi.
2) Toleransi dimensi, toleransi geometris, dan persyaratan kekasaran permukaan untuk permukaan yang akan diarsipkan pada bagian tersebut.
Periksa benda kerja sesuai dengan informasi pada gambar bagian:
1) Periksa apakah bahan benda kerja sesuai dengan persyaratan teknis pada gambar bagian.
2) Periksa cacat benda kerja.
(1) Gunakan penggaris baja atau blok penggaris untuk memeriksa pembengkokan, puntiran, atau lengkungan benda kerja, serta kesalahan kerataan; gunakan kotak percobaan untuk memeriksa tegak lurusnya terlebih dahulu dan tentukan apakah benda kerja tersebut memenuhi persyaratan pemrosesan (apakah toleransi geometris dapat dijamin setelah pemrosesan).
Seperti yang ditunjukkan pada Gambar 24, untuk bagian sudut siku-siku pelat tipis, periksa pembengkokan, puntiran, atau lengkungan material pelat tipis sebelum diproses. Deformasi kecil dapat diperbaiki; jika cacat parah, benda kerja harus diganti.
② Gunakan kaliper yang dikombinasikan dengan penggaris baja untuk mengukur benda kerja, terutama cacat cekung lokal, untuk menentukan apakah ukuran minimum lebih besar daripada dimensi yang ditandai pada gambar komponen, dan menilai kelonggaran pemesinan. Jika ukuran minimum benda kerja lebih kecil dari dimensi yang ditandai, atau jika kelonggaran pemesinan terlalu kecil untuk menjamin toleransi dimensi dan geometris setelah diproses, maka harus dianggap sebagai benda kerja yang cacat.
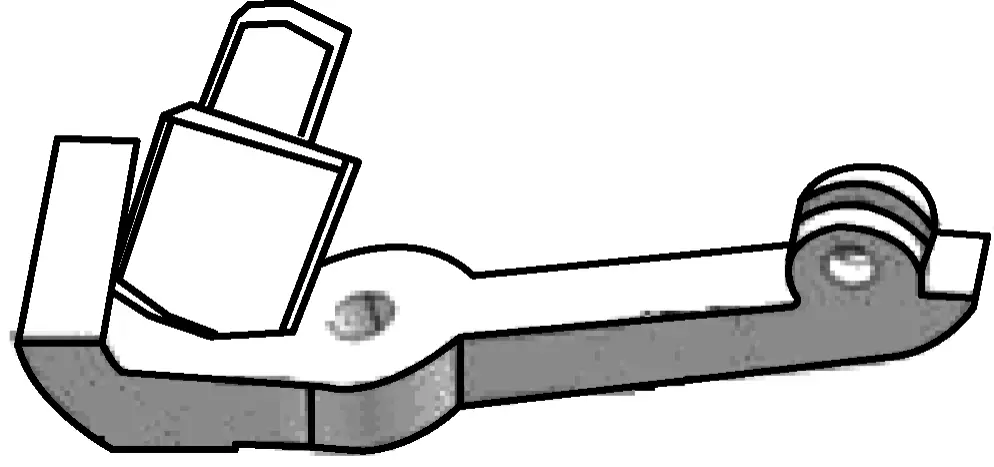
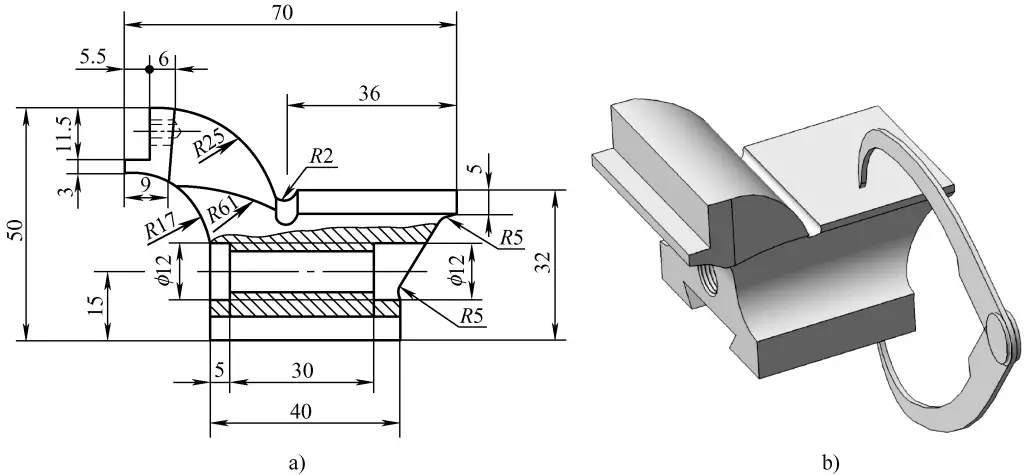
Gambar 25 menunjukkan diagram pemrosesan untuk rahang ragum bangku yang dapat digerakkan. Sebelum memproses, gunakan kaliper dan penggaris baja untuk memeriksa berbagai dimensi dan menilai kelonggaran pemesinan. Gambar 25b menunjukkan pengukuran tinggi (32mm) antara platform dan alas.
1) Tentukan metode penandaan.
2) Tentukan urutan pemrosesan pengarsipan.
① Untuk satu bagian, biasanya mulai dengan menyelesaikan permukaan referensi untuk memastikan akurasi geometrisnya.
② Untuk satu bagian, biasanya, pertama-tama pastikan tegak lurusnya permukaan yang diproses terhadap referensi, kemudian paralelisme dan dimensinya, dan terakhir, sempurnakan kerataannya. Setelah penyelesaian halus, pastikan bahwa toleransi dimensi, toleransi geometris, dan kekasaran permukaan semuanya memenuhi persyaratan yang ditandai pada gambar bagian.
③ Untuk mencegah deformasi benda kerja selama pemrosesan, pertimbangkan untuk memproses bentuk internal terlebih dahulu, kemudian kontur eksternal, khususnya untuk material pelat tipis.
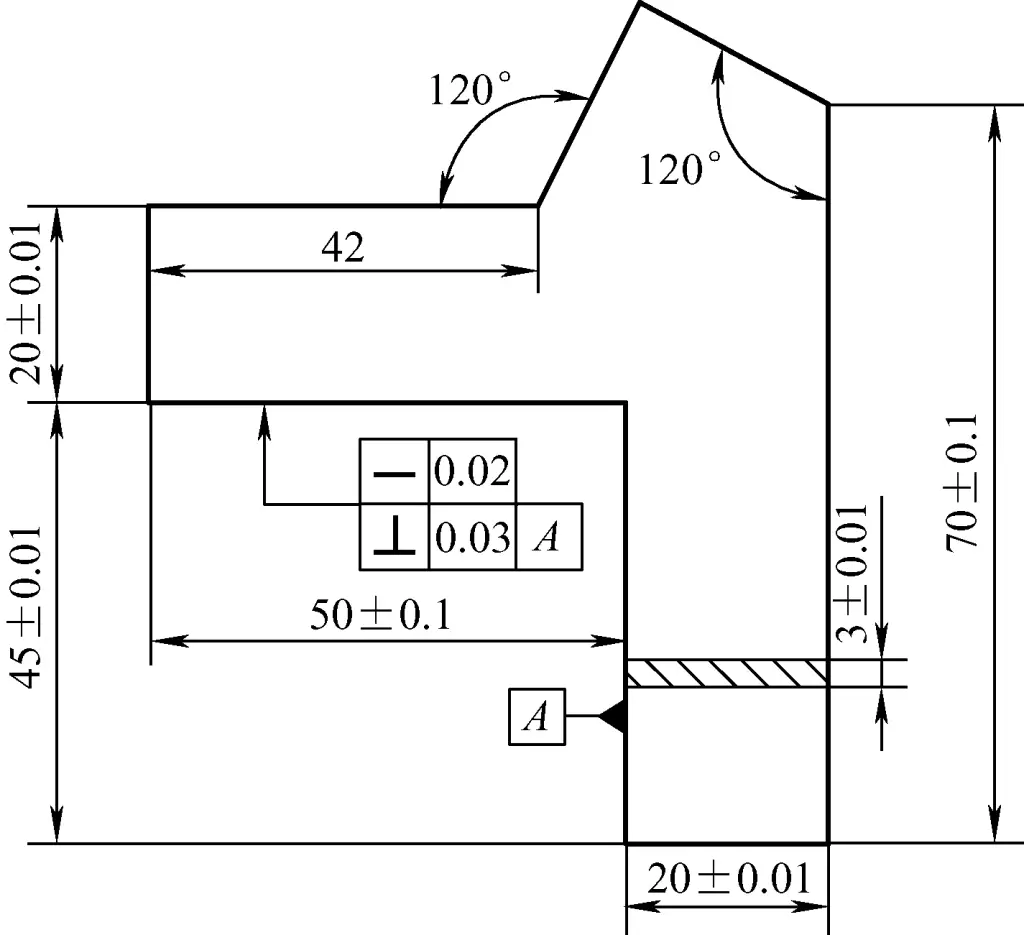
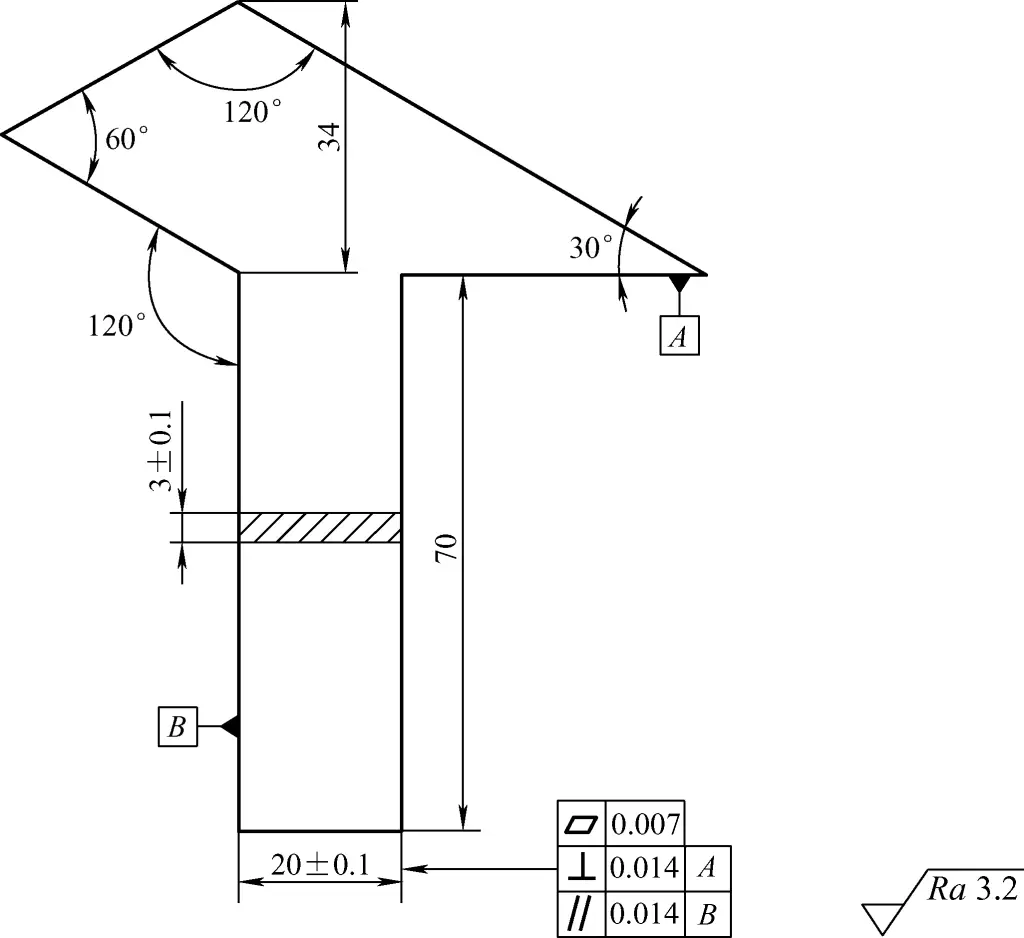
Gambar 26 menunjukkan templat pengukuran sudut yang dibuat dari bahan pelat tipis 3mm. Untuk mencegah deformasi benda kerja, proses sudut kanan bagian dalam dan sudut 120° bagian dalam terlebih dahulu, kemudian proses sudut 120° bagian luar.
3) Tentukan kelonggaran pemesinan. Biasanya, permukaan yang diarsipkan melalui proses pengarsipan kasar dan pengarsipan halus (termasuk finishing halus), sehingga mengalokasikan machining allowance secara wajar dapat menghasilkan hasil pemrosesan yang lebih efisien.
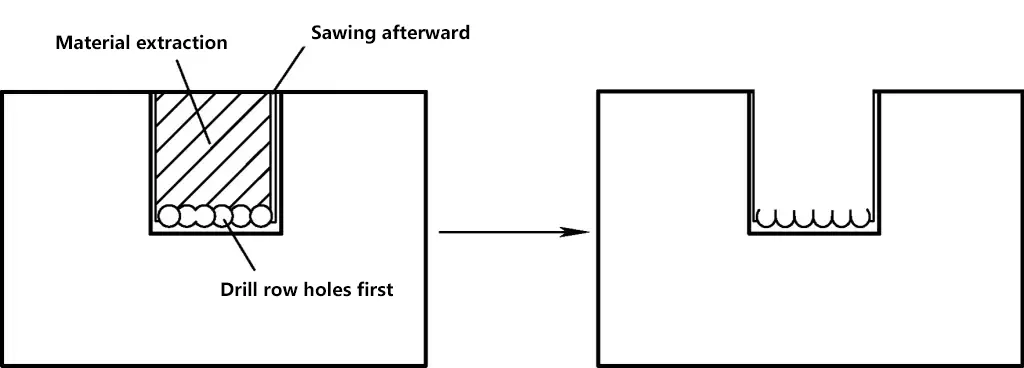
4) Tentukan metode untuk menghilangkan material. Untuk benda kerja dengan slot internal, proses pemindahan material padat internal disebut pemindahan material. Seperti ditunjukkan pada Gambar 27, metode pengeboran lubang yang diikuti dengan pemahatan atau penggergajian biasanya digunakan untuk menghilangkan material (lihat metode pengeboran untuk detailnya).
5) Selama pemrosesan, perhatikan metode penjepitan benda kerja yang tepat untuk mencegah deformasi.
Selama pemrosesan, memastikan akurasi dimensi dan akurasi geometris komponen sangatlah penting, dan mengupayakan akurasi pengukuran adalah langkah yang vital. Berdasarkan proses memperoleh hasil pengukuran, pengukuran dapat dibagi menjadi pengukuran langsung dan pengukuran tidak langsung.
1) Pengukuran langsung
Setiap pengukuran yang secara langsung dan akurat dapat memperoleh dimensi dan kesalahan geometris komponen dengan menggunakan alat ukur disebut pengukuran langsung. Ini termasuk dimensi eksternal dan kesalahan geometris komponen. Pengukuran langsung relatif mudah untuk mendapatkan hasil yang akurat dan lebih sederhana, sehingga tidak akan dibahas lebih lanjut di sini.
2) Pengukuran tidak langsung
Setiap pengukuran yang tidak dapat diukur secara langsung dengan alat, atau dapat diukur secara langsung tetapi tidak dapat memperoleh hasil yang akurat secara langsung, disebut pengukuran tidak langsung.
Seperti yang ditunjukkan pada benda kerja pada Gambar 28, dimensi kedalaman 15+0.050 mm sulit diukur secara akurat dengan menggunakan jangka sorong. Oleh karena itu, metode rantai dimensi dapat digunakan untuk menghitung nilai deviasi atas dan bawah dari dimensi L. Selama pengarsipan, kontrol dimensi L dan 250+0.05 dimensi mm untuk mengontrol 15+0.050 dimensi mm.
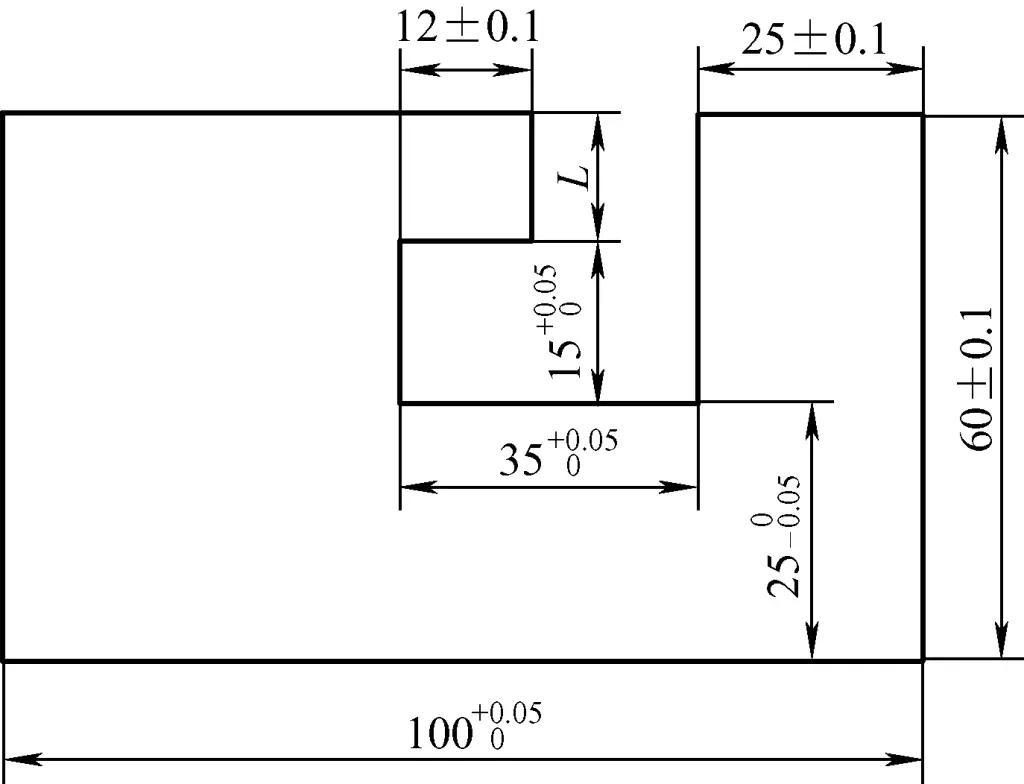
Gambar 29 menunjukkan diagram yang disederhanakan dari rantai dimensi ini. Proses solusinya adalah sebagai berikut:
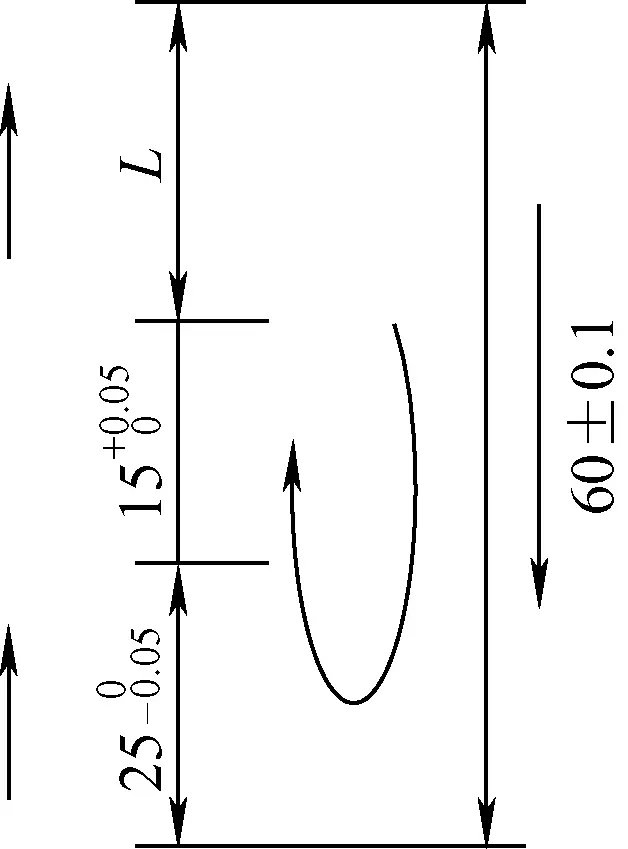
Dimensi L adalah sambungan penutup yang dibentuk setelah semua dimensi lainnya ditentukan. Mengikuti tanda panah, (60 ± 0,1) mm adalah tautan yang meningkat, sedangkan 250-0.05 mm dan 15+0.050 mm adalah tautan yang menurun. Demikianlah yang kami miliki:
Oleh karena itu, selama pengarsipan, ukur dimensi L dan dimensi 25mm, dan kendalikan kisaran dimensi pengarsipan ke 250-0.05 mm dan (20 ± 0,15) mm untuk memastikan persyaratan akurasi pengarsipan sebesar 15+0.050 mm.

