Dalam artikel ini, kita akan membahas teknik-teknik penting dalam menyeimbangkan dan membalut roda gerinda. Anda akan mengetahui bagaimana metode ini meningkatkan efisiensi, meningkatkan kualitas permukaan, dan memperpanjang usia pakai alat Anda. Bersiaplah untuk mendapatkan wawasan praktis yang akan mempertajam keterampilan Anda dan mengoptimalkan proses penggerindaan Anda.
Terakhir diperbarui:
21 Juli 2024
Bagikan kesukaan Anda:
Daftar Isi
I. Menyeimbangkan roda gerinda
Untuk meningkatkan kualitas penggerindaan, menjaga presisi mesin gerinda, dan memastikan keamanan produksi, maka perlu dilakukan penyeimbangan roda gerinda.
Ketidakseimbangan roda gerinda disebabkan oleh ketidaksejajaran pusat gravitasi roda dengan sumbu rotasi, terutama karena pembuatan dan pemasangan yang salah. Roda gerinda beroperasi pada kecepatan putaran tinggi, dan jika massanya sedikit tidak rata, maka akan menghasilkan gaya sentrifugal yang besar dan tidak seimbang selama putaran. Hal ini menyebabkan mesin bergetar, sangat mengurangi kualitas penggerindaan, membuat bantalan spindel roda gerinda aus, dan dalam kasus yang serius, dapat menyebabkan roda pecah dan menyebabkan kecelakaan.
Oleh karena itu, roda gerinda harus menjalani penyeimbangan statis atau dinamis, khususnya untuk penggerindaan presisi atau penggerindaan mirror-finish, yang membutuhkan penyeimbangan yang lebih presisi. Umumnya, roda gerinda dengan diameter yang lebih besar dari 125mm perlu diseimbangkan.
Menyeimbangkan roda gerinda biasanya menggunakan metode penyeimbangan momen, termasuk penyeimbangan statis dan dinamis. Saat ini, penyeimbangan statis banyak digunakan untuk roda gerinda, yang dilakukan di atas penyangga penyeimbang. Mesin gerinda CNC berkecepatan tinggi biasanya dilengkapi dengan perangkat penyeimbang dinamis online otomatis untuk roda gerinda.
1. Penyeimbangan statis roda gerinda
Inti dari penyeimbangan statis roda gerinda adalah proses manual untuk menyesuaikan offset pusat gravitasi rakitan roda gerinda dengan menyesuaikan bobot penyeimbang untuk menyelaraskan pusat gravitasi roda dengan sumbu poros penyeimbang.
Alat pendukung utama untuk penyeimbangan statis adalah penyangga penyeimbang roda gerinda. Terdapat penyangga penyeimbang silinder untuk menyeimbangkan roda berdiameter besar, dan penyangga penyeimbang ujung pisau untuk menyeimbangkan roda berdiameter lebih kecil.
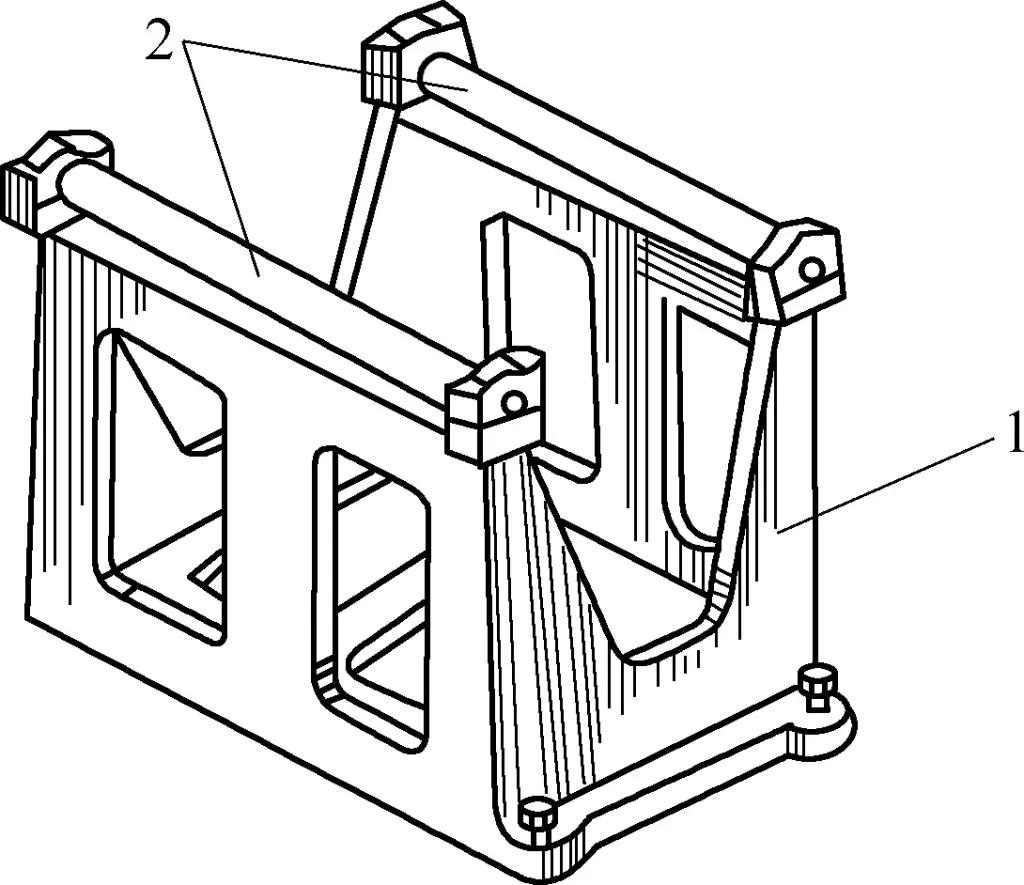
Seperti yang ditunjukkan pada Gambar 1, penyangga penyeimbang statis terdiri dari rangka penyangga 1 dan dua poros paralel 2 dengan diameter yang sama. Kedua poros berfungsi sebagai rel untuk penyeimbangan statis dan memerlukan kekasaran permukaan yang rendah dan kekerasan yang tinggi. Saat digunakan, kedua poros harus diposisikan secara horizontal dan pada level yang sama.
Gambar 1 Dudukan penyeimbang statis
1-Bingkai penyangga 2-Poros
Indikator untuk penyeimbangan statis adalah roda gerinda dapat tetap diam pada posisi apa pun pada rel horizontal.
2. Pemasangan roda gerinda
(1) Tindakan pencegahan untuk menggunakan roda gerinda
Roda gerinda adalah alat yang rapuh, tidak terkait dengan penampilan, sehingga harus diperhatikan secara khusus selama pemeriksaan, penanganan, atau penyimpanan. Benturan yang relatif kecil dapat menyebabkan keretakan pada roda, dan keretakan apa pun dapat menyebabkan roda pecah selama proses penggilingan. Oleh karena itu, kehati-hatian ekstra diperlukan selama pengoperasian, khususnya selama pengangkutan.
Saat mengoperasikan roda gerinda, ikuti tiga prinsip berikut ini:
1) Jangan sekali-kali menjatuhkan atau membenturkan roda gerinda. Jangan gunakan roda yang terjatuh, terbentur, atau ditemukan memiliki kelainan pada saat pemeriksaan.
2) Hindari menggunakan roda gerinda yang basah atau berminyak.
3) Simpanlah roda gerinda di tempat yang kering (hindari panas atau kelembapan yang berlebihan). Ketika menempatkan roda di rak, simpanlah secara vertikal untuk mencegah tekanan yang tidak semestinya pada roda. Simpanlah roda di dalam kemasannya hingga siap digunakan. Ketika mengangkut roda, jangan letakkan roda dalam keadaan rata dan ditumpuk.
(2) Memasang roda gerinda pada flensa roda
1) Pastikan flensa roda kiri dan kanan memiliki diameter yang sama, area kontak yang sama dengan roda, dan bebas dari retakan, debu, dan karat.
2) Saat mengamankan roda gerinda di antara flensa roda, masukkan paking penyegel kertas (disertakan bersama roda) di antara setiap flensa dan sisi roda. Ketebalan gasket kiri dan kanan harus sama, dengan diameter yang lebih besar dari diameter flens roda, dan bebas dari kotoran atau kerusakan.
3) Setelah memasukkan flensa roda ke dalam lubang roda gerinda, putar roda secara perlahan searah jarum jam dan berlawanan arah jarum jam untuk memasukkan flensa ke dalam lubang secara simetris. Jangan gunakan palu untuk memaksanya masuk.
4) Kencangkan baut penjepit flensa roda secara bergantian dengan pola diagonal menggunakan torsi yang sama. Untuk pengencangan akhir, gunakan kunci torsi. Pengencangan akhir dilakukan dalam 3 langkah: (1) Gunakan 2/3 dari torsi yang dibutuhkan; (2) Gunakan torsi yang kurang dari nilai yang dibutuhkan sebanyak 1 tanda skala; (3) Gunakan torsi yang dibutuhkan (nilai torsi sesuai dengan spesifikasi pabrik).
3. Menyeimbangkan roda gerinda
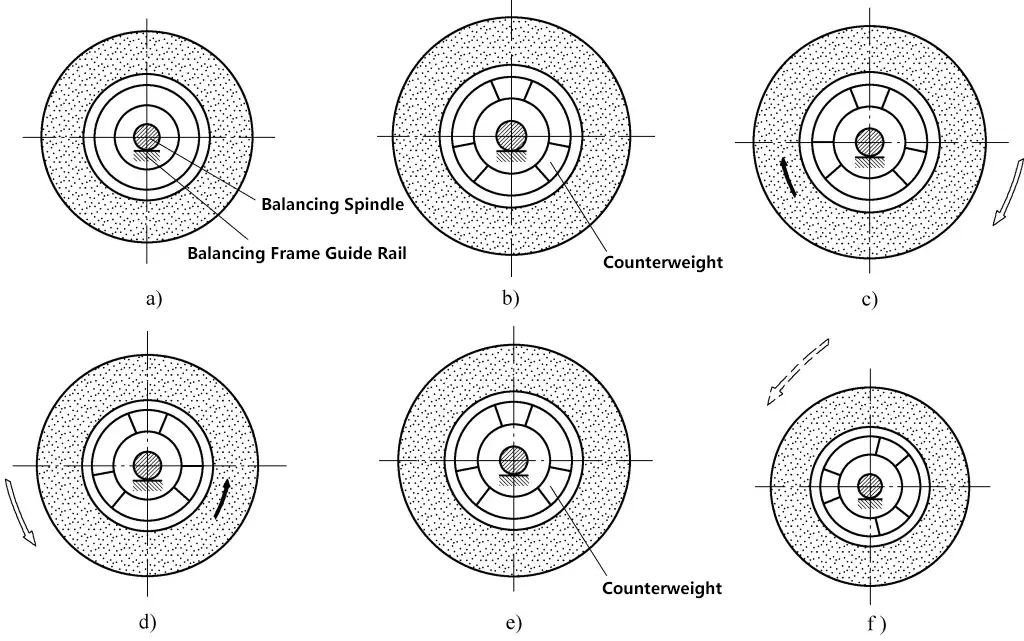
Seperti yang ditunjukkan pada Gambar 2.
Gambar 2 Metode untuk menyeimbangkan roda gerinda
(1) Ratakan meja penyeimbang roda gerinda dengan menggunakan waterpas.
Bersihkan permukaan kontak meja penyeimbang di mana poros penyeimbang akan ditempatkan.
(2) Letakkan roda gerinda di atas meja penyeimbang, kemudian seimbangkan roda dengan mengikuti langkah-langkah berikut.
Letakkan roda gerinda di atas meja penyeimbang. Bagian yang lebih ringan akan berada di bagian atas, seperti yang ditunjukkan pada Gambar 2a.
Pasang 3 pemberat penyeimbang pada roda (dengan jarak yang sama), seperti yang ditunjukkan pada Gambar 2b.
Jika roda berputar ke kanan, geser pemberat penyeimbang kiri ke atas, seperti yang ditunjukkan pada Gambar 2c.
Jika roda berputar ke kiri, geser pemberat penyeimbang kanan ke atas, seperti yang ditunjukkan pada Gambar 2d.
Ulangi langkah tiga dan empat hingga roda berhenti berputar, kemudian kencangkan pemberat penyeimbang sepenuhnya.
Jika roda berhenti berputar setelah diputar secara manual 90°, maka penyeimbangan telah selesai.
Untuk penggerindaan presisi dan roda gerinda mirror-finish, penyeimbangan harus dilakukan setidaknya pada delapan posisi. Selain itu, roda yang telah diseimbangkan pada awalnya harus dipasang pada mesin untuk penyetelan, kemudian diseimbangkan lagi hingga memuaskan.
(3) Setelah menyeimbangkan roda gerinda, pasanglah pada mesin untuk penyetelan.
Jika roda menjadi tidak seimbang lagi setelah dibebani, ulangi proses penyeimbangan dengan mengikuti langkah-langkah di atas.
4. Tindakan pencegahan saat menyeimbangkan roda gerinda
1) Dudukan penyeimbang harus disesuaikan ke posisi horizontal, terutama arah longitudinal harus disesuaikan dengan baik untuk meratakan (kesalahan dalam meratakan akan ditentukan oleh nilai kesalahan kolom merkuri; umumnya, kolom merkuri presisi yang berbeda dipilih sesuai dengan keakuratan pemesinan alat mesin).
2) Lubang runcing bagian dalam flensa dan poros tengah penyeimbang harus pas, dan permukaan pasangannya harus bebas dari goresan, tanda karat, atau cacat lainnya.
3) Roda gerinda baru pada umumnya tidak bulat sempurna, sehingga harus diseimbangkan secara kasar terlebih dahulu, kemudian dibalut terlebih dahulu sebelum melanjutkan dengan penyeimbangan akhir.
5. Kualitas keseimbangan statis roda gerinda
Kualitas keseimbangan statis roda gerinda secara langsung memengaruhi kualitas penggerindaan, khususnya pada penggerindaan kecepatan tinggi. Amplitudo roda setelah penyeimbangan harus diperiksa untuk menentukan apakah penyeimbangan ulang diperlukan.
Hubungan antara kualitas keseimbangan roda gerinda dan amplitudo ditunjukkan pada Tabel 1.
Tabel 1 Hubungan antara kualitas keseimbangan roda gerinda dan amplitudo
Lokasi pengukuran
Arah getaran
Amplitudo/mm
Kualitas keseimbangan yang baik
Kualitas keseimbangan yang baik
Ujung depan spindel (dekat ujung roda gerinda)
Horisontal
≤0.3
≤1.2
Vertikal
≤0.2
≤0.25
Ujung belakang spindel (dekat ujung katrol)
Horisontal
≤0.2
≤0.9
Vertikal
≤0.2
≤0.15
Umumnya, roda gerinda baru perlu diseimbangkan dua kali. Keseimbangan pertama sebelum membalut roda, kemudian setelah dipasang pada mesin, balut diameter luar dan kedua permukaan ujung roda, lalu lepaskan dan lakukan keseimbangan kedua. Kadang-kadang, setelah menggunakan roda untuk sementara waktu, jika ditemukan tanda getaran poligonal pada benda kerja, roda harus dilepas dan diseimbangkan kembali sebelum digunakan lebih lanjut.
6. Keseimbangan dinamis roda gerinda
Untuk penggerindaan multi-roda dan penggerindaan roda berbentuk, untuk mencapai keseimbangan pasangan gaya roda, penyeimbangan dinamis umumnya dilakukan pada mesin penyeimbang dinamis.
Khusus untuk mesin gerinda CNC berkecepatan tinggi, karena kecepatan putaran roda yang tinggi, untuk memastikan kualitas benda kerja selama pemrosesan batch, mesin gerinda CNC umumnya dilengkapi dengan instrumen penyeimbang roda. Instrumen penyeimbang roda umumnya terdiri dari dua jenis: manual dan otomatis. Di sini kami terutama memperkenalkan instrumen penyeimbang roda otomatis.
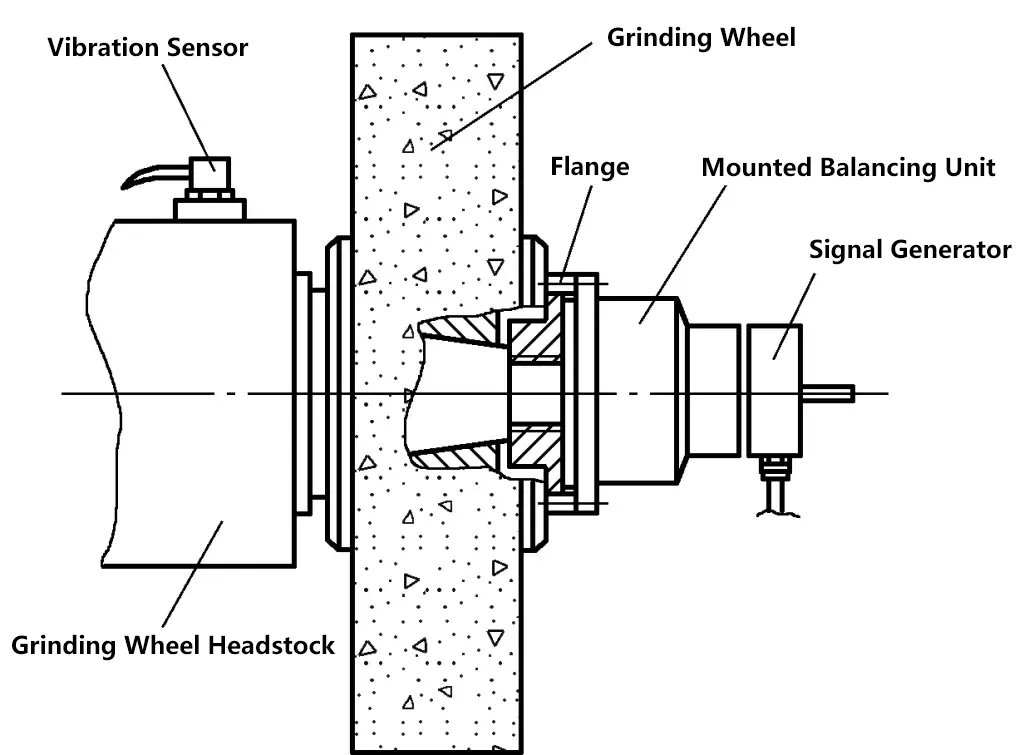
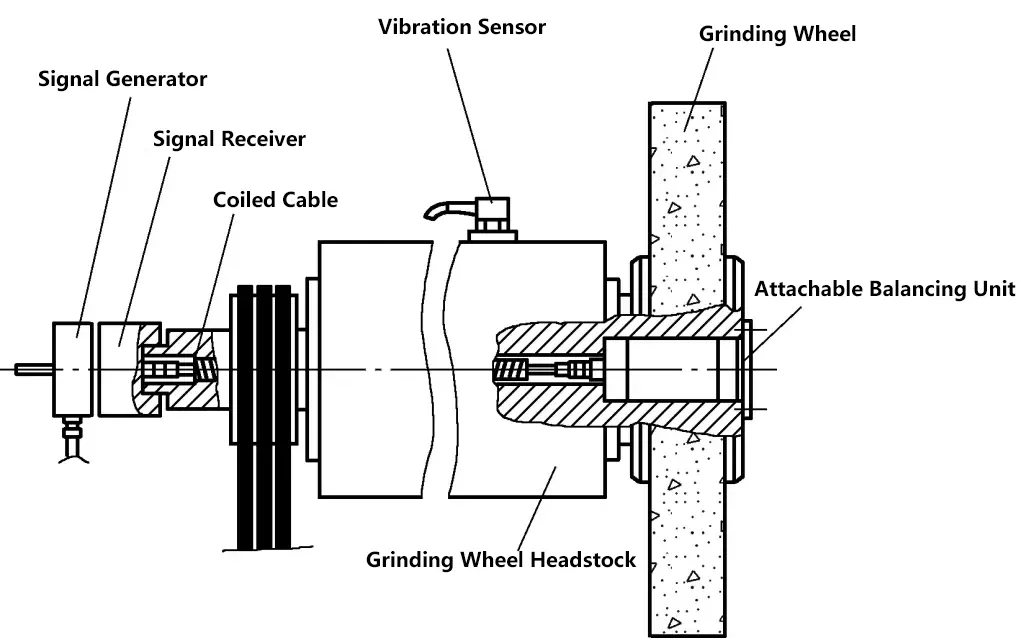
Instrumen penyeimbang roda otomatis dibagi menjadi dua jenis berdasarkan metode pemasangannya pada spindel roda gerinda: internal (lihat Gambar 3) dan eksternal (lihat Gambar 4). Apapun jenisnya, perangkat utama terdiri dari layar, sensor yang dipasang pada rangka roda untuk mengumpulkan getaran, unit penyeimbang yang dipasang pada flens atau lubang spindel, dan generator sinyal.
Gambar 3 Instrumen penyeimbang roda otomatis eksternal
Gambar 4 Instrumen penyeimbang roda otomatis internal
II. Pembalutan roda gerinda
Setelah menggunakan roda gerinda untuk jangka waktu tertentu, roda gerinda akan menjadi tumpul dan kehilangan kemampuan penggerindaan atau bentuk geometris yang benar. Penumpulan roda umumnya terjadi dalam bentuk seperti penumpulan butiran abrasif, adhesi butiran abrasif dan serpihan penggerindaan, penyumbatan roda, dan distorsi bentuk roda.
Alat pembalut roda gerinda digunakan untuk membalut permukaan kerja roda yang tumpul untuk mengembalikan performa pemotongan dan bentuk geometris yang benar. Ketajaman butiran abrasif pada permukaan kerja roda dan apakah bentuk profil terdistorsi secara langsung memengaruhi efisiensi penggerindaan dan kualitas permukaan benda kerja yang diproses.
Untuk benda kerja dengan kekasaran permukaan kurang dari Ra1.6μm dan untuk penggerindaan bentuk, diperlukan pembalutan halus pada roda.
Mesin gerinda CNC modern untuk penggerindaan bentuk dengan efisiensi tinggi dan presisi tinggi telah mengadopsi pembalutan roda otomatis setelah menggerinda setiap benda kerja atau teknologi pembalutan roda kontinu, sehingga memastikan kekasaran permukaan, bentuk, akurasi dimensi, dan produktivitas benda kerja yang tinggi. Pembalutan roda yang tepat waktu merupakan salah satu langkah penting untuk menghilangkan cacat penggerindaan tertentu, meningkatkan kualitas penggerindaan, dan meningkatkan efisiensi penggerindaan.
1. 1. Prinsip-prinsip dasar pembalutan roda gerinda
Kehalusan pembalutan permukaan roda dan metode pembalutan yang diadopsi harus ditentukan berdasarkan sifat roda, bahan benda kerja, persyaratan presisi permukaan benda kerja, dan bentuk pemrosesan.
Untuk persyaratan presisi permukaan benda kerja yang tinggi, balutan roda harus kasar.
Untuk material benda kerja yang keras dengan area kontak yang luas, balutan roda harus kasar.
Penggerindaan kasar membutuhkan balutan roda yang lebih kasar daripada penggerindaan halus.
Ketika laju pengumpanan lateral dan longitudinal tinggi, permukaan roda harus kasar.
Untuk penggerindaan presisi tinggi dengan nilai kekasaran permukaan yang rendah, roda harus diberi lintasan balutan ringan tambahan.
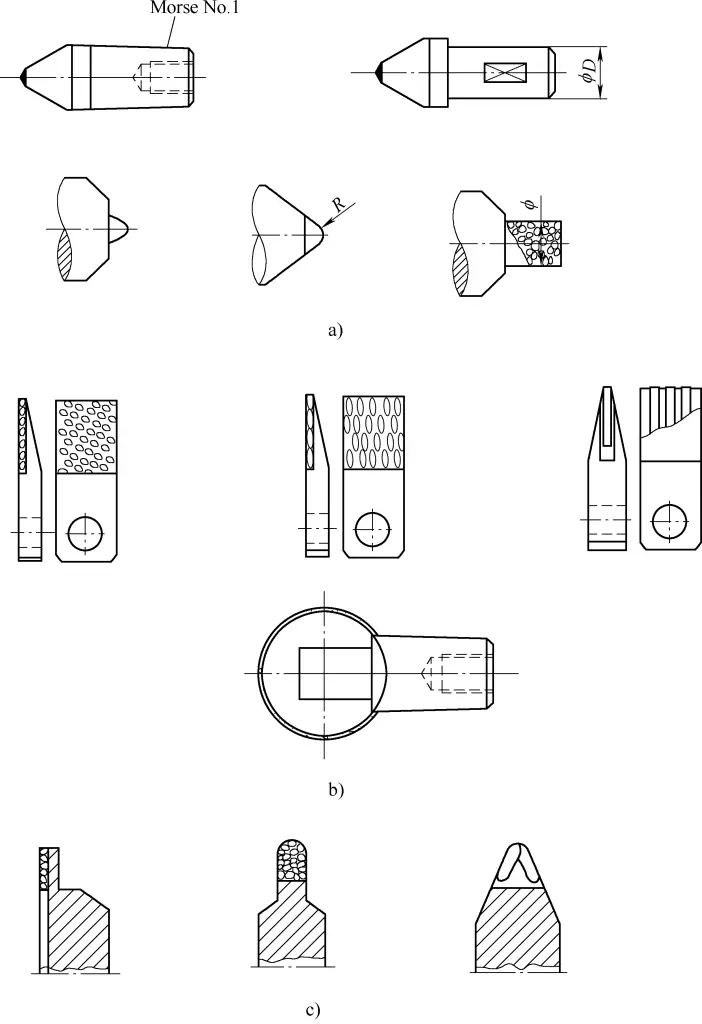
2. Metode dasar pembalutan roda gerinda
Metode dasar pembalutan roda gerinda dapat dibagi menjadi tiga kategori: metode pembubutan, metode pengepresan gulungan, dan metode penggerindaan. Alat pembalut roda gerinda yang umum ditunjukkan pada Gambar 5.
Apa yang membuat komponen yang halus dan presisi menjadi mungkin? Gerinda! Pahlawan tersembunyi di bidang manufaktur ini menciptakan hasil akhir yang sangat akurat. Kita akan menjelajahi bagaimana penggerindaan...
Apa yang membuat mesin gerinda sangat baik dalam menciptakan permukaan yang sangat halus? Jawabannya: cairan gerinda. Cairan ini melakukan lebih dari sekadar...
Dalam artikel ini, kami akan membahas tips keselamatan penting dan praktik terbaik untuk memastikan Anda tetap aman sambil mencapai hasil berkualitas tinggi....
Artikel ini menjelaskan penggunaan dan perawatan mesin gerinda yang penting. Anda akan mempelajari langkah-langkah penting untuk mengoperasikan mesin ini...
Bayangkan mengubah logam mentah yang kasar menjadi bagian yang dipoles secara presisi dengan akurasi yang mendekati mikroskopis. Proses penggerindaan dalam teknik mesin melakukan hal yang sama persis...
Bagaimana mesin mendapatkan lubang yang sempurna? Dari gadget kecil hingga peralatan pabrik yang besar, lubang yang presisi adalah kuncinya. Artikel ini...