Teknik Perakitan Lembaran Logam yang Penting: Panduan Komprehensif
I. Metode Perakitan Menurut persyaratan teknis yang ditentukan, proses pemasangan dan penyambungan bagian atau komponen ke...
Bagaimana para insinyur menciptakan garis-garis yang tepat pada bagian logam? Ini semua tentang penandaan-keterampilan utama dalam teknik mesin. Artikel ini menguraikan teknik penandaan, alat, dan pentingnya penandaan. Anda akan mempelajari dasar-dasarnya dan mendapatkan kiat-kiat praktis untuk meningkatkan penandaan Anda sendiri. Siap untuk melihat bagaimana komponen yang presisi dimulai dengan garis yang sederhana?

Penandaan adalah operasi menggambar garis batas pemrosesan pada produk kosong atau produk setengah jadi sesuai dengan persyaratan gambar. Tujuan penandaan sebelum memproses komponen adalah sebagai berikut:
Penandaan dibagi menjadi penandaan bidang dan penandaan tiga dimensi. Operasi untuk menunjukkan dengan jelas garis batas pemrosesan benda kerja dengan menandai hanya pada satu bidang benda kerja disebut penandaan bidang, seperti yang ditunjukkan pada Gambar 1a. Operasi untuk menunjukkan dengan jelas garis batas pemrosesan benda kerja dengan menandai pada beberapa permukaan dalam arah yang berbeda dari benda kerja disebut penandaan tiga dimensi, seperti yang ditunjukkan pada Gambar 1b.
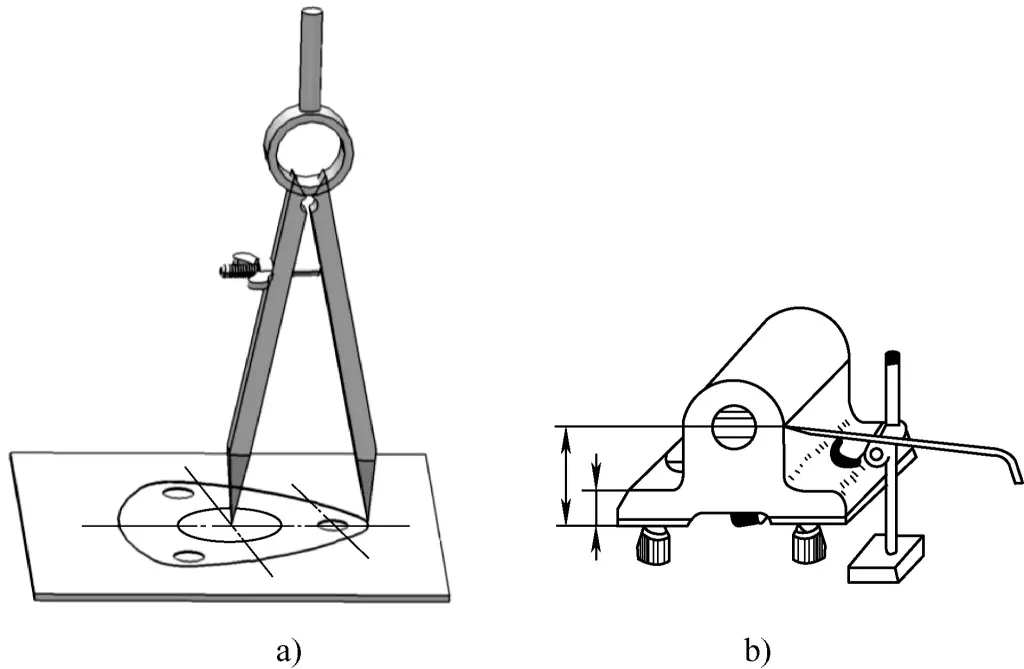
a) Penandaan Bidang
b) Penandaan Tiga Dimensi
Referensi penandaan mengacu pada analisis gambar bagian secara hati-hati dan memilih satu atau beberapa elemen geometris (garis atau permukaan) pada bagian kosong sebagai dasar penandaan (posisi awal penandaan), untuk menandai garis posisi pemrosesan secara lebih akurat dan cepat dari elemen geometris (garis atau permukaan) lain pada bagian yang akan diproses. Garis atau permukaan tersebut disebut referensi penandaan.
Penandaan harus selalu dimulai dari referensi penandaan, dan memilih referensi penandaan secara wajar adalah kunci untuk meningkatkan kualitas dan efisiensi penandaan. Saat memilih referensi penandaan, usahakan agar tetap konsisten dengan referensi desain komponen, seperti memilih garis tengah atau bidang tengah lubang utama sebagai referensi penandaan.
a) Menggunakan tepi tegak lurus sebagai referensi
b) Menggunakan tepi bawah dan garis tengah sebagai referensi
c) Menggunakan garis tengah tegak lurus sebagai referensi
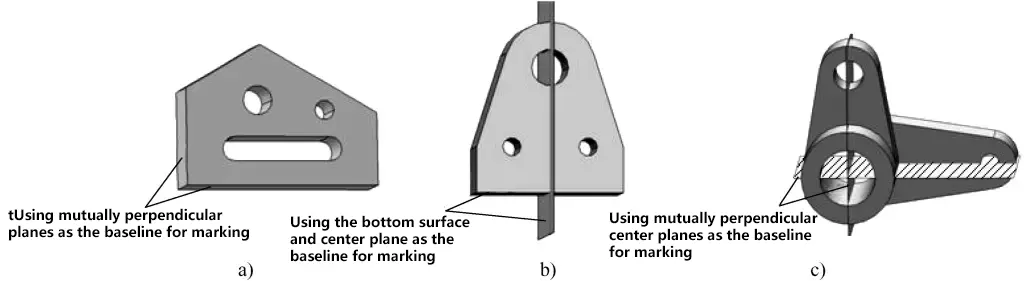
a) Menggunakan dua bidang yang tegak lurus sebagai referensi
b) Menggunakan permukaan bawah dan bidang tengah sebagai referensi
c) Menggunakan bidang tengah tegak lurus sebagai referensi
Gambar 4 menunjukkan metode spesifik penggunaan referensi penandaan untuk penandaan tiga dimensi. Gambar ini mewakili situasi di mana referensi penandaan digunakan untuk perataan bagian dan penandaan kosong pada arah panjang dan tinggi (di sini adalah arah proyeksi ortografis) dari bagian garpu.
Setelah menandai garis pada permukaan proyeksi ini, alat ini dapat diputar 90° dan ditempatkan untuk menandai garis pemrosesan pada permukaan proyeksi lainnya (lebar dan tinggi, panjang dan lebar). Metode penyelarasan dan penandaan khusus dijelaskan dalam "Keterampilan Operasional Dasar".
Metode penggunaan dan tindakan pencegahan untuk alat penandaan yang umum ditunjukkan pada Tabel 1.
Tabel 1 Metode Penggunaan dan Tindakan Pencegahan untuk Alat Penandaan Umum
| Nama Alat | Ilustrasi | Metode Penggunaan dan Tindakan Pencegahan | |
| Juru tulis | 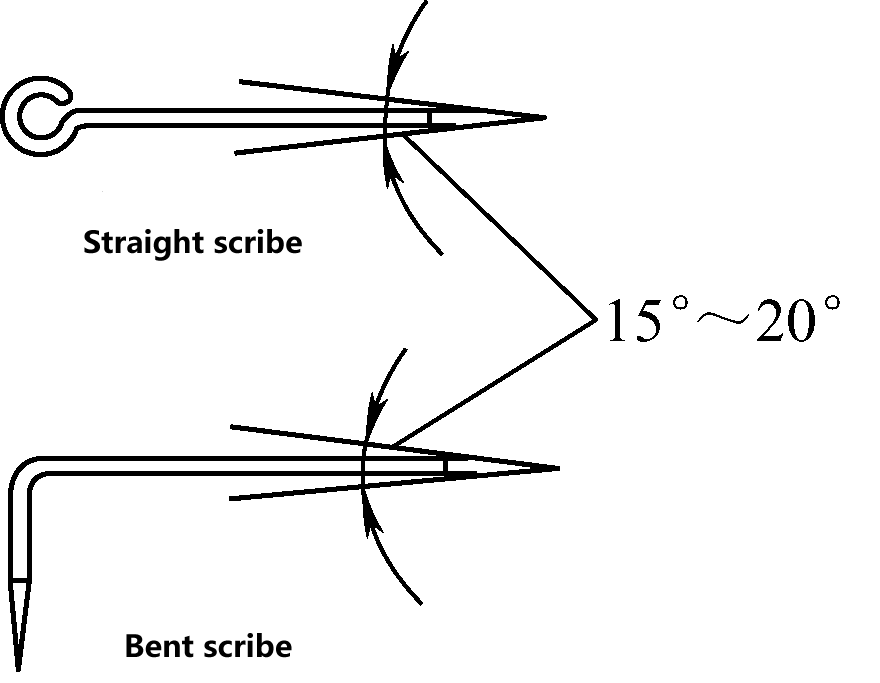 | Penggores kepala lurus dan kepala bengkok, keduanya memiliki sudut kerucut 15°~20°. | |
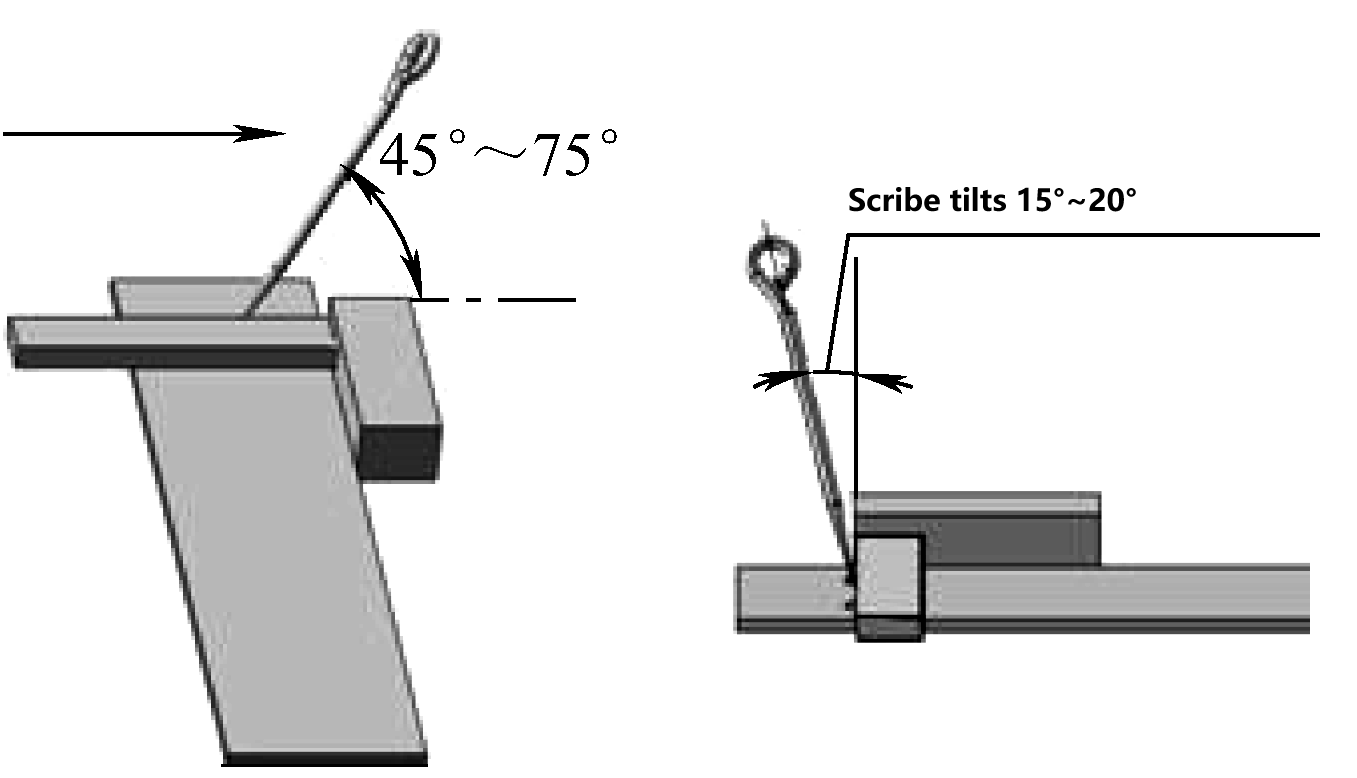 | Apabila menggores di sepanjang tepi alat pemandu (seperti persegi, penggaris baja, atau templat), penggores harus dimiringkan pada sudut tertentu pada arah depan-belakang dan kiri-kanan, dengan ujungnya ditekan ke tepi alat pemandu | ||
| Penggaris Baja | 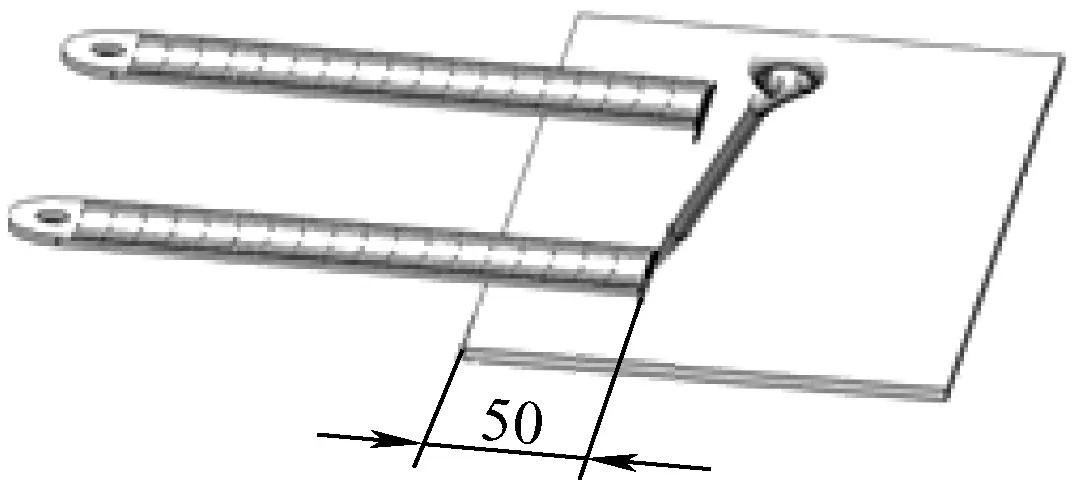 | Gunakan penggaris baja yang dikombinasikan dengan penggores untuk mengukur dimensi (seperti jarak tepi 50mm yang ditunjukkan dalam gambar) | |
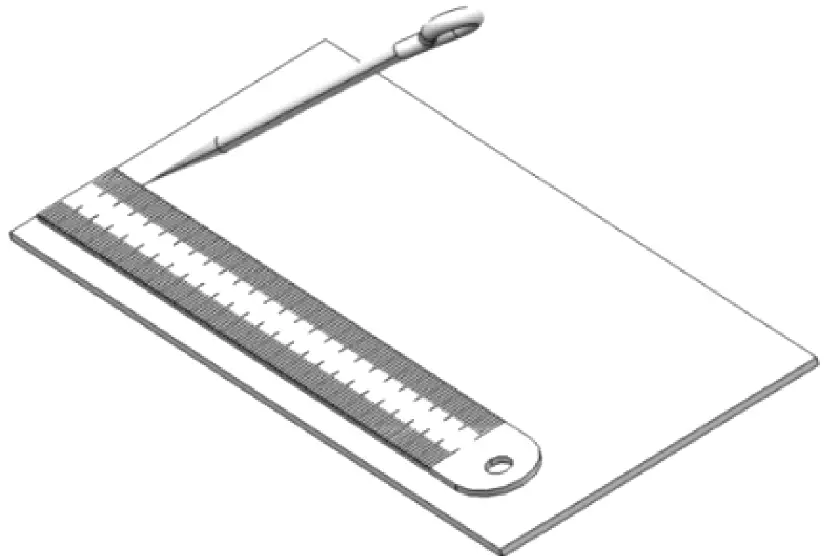 | Gunakan penggaris baja yang dikombinasikan dengan penggores untuk menggambar garis sejajar dengan sisi benda kerja | ||
| Persegi | 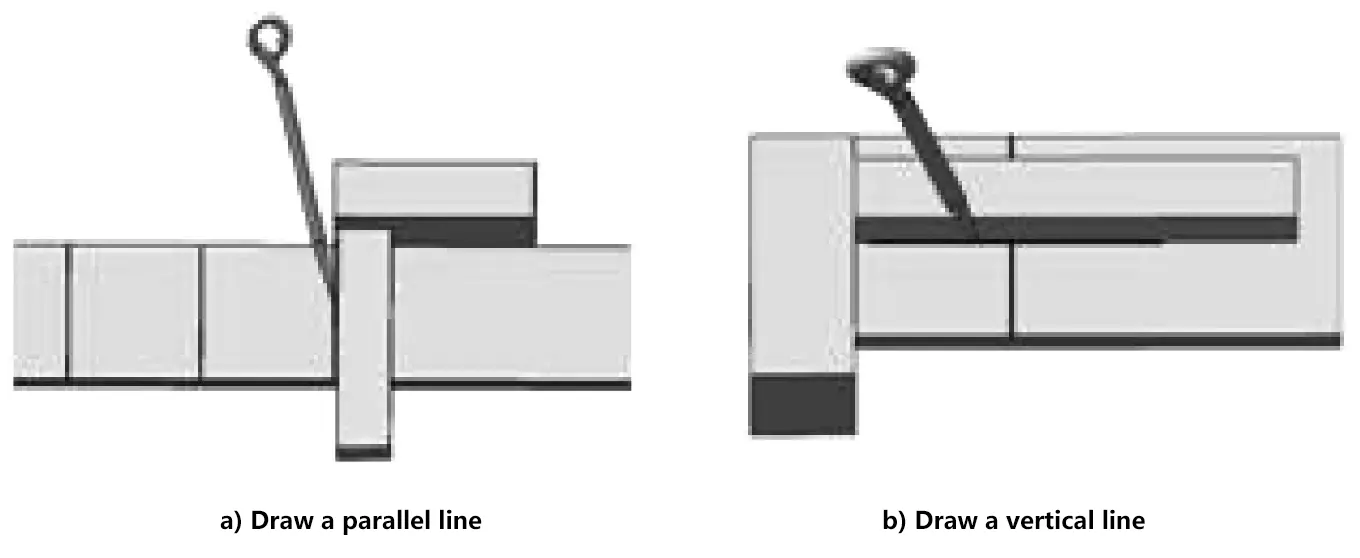 | Tempatkan alas persegi pada tepi referensi benda kerja, dan gunakan penggores untuk menggambar garis sejajar (lihat gambar a) atau garis tegak lurus (lihat gambar b) | |
| Pembagi | Pembagi Umum | 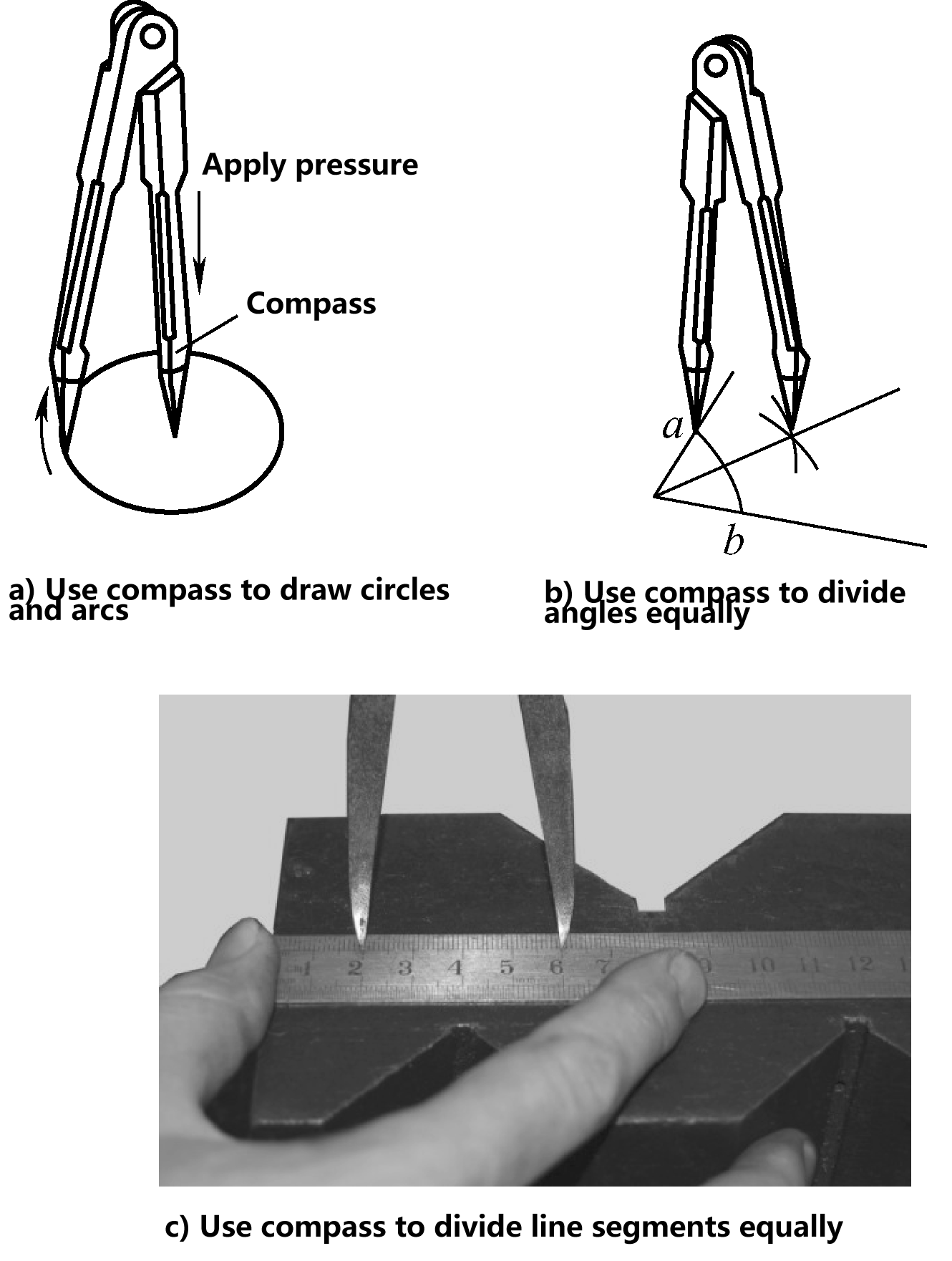 | 1) Seperti ditunjukkan pada gambar a, apabila menggoreskan lingkaran dan busur, tekanan harus diterapkan pada titik pembagi yang berfungsi sebagai pusat rotasi; apabila menggoreskan lingkaran dan busur kecil, titik pembagi harus dapat menutup rapat; 2) Seperti ditunjukkan pada gambar b, gunakan pembagi untuk membagi sudut; 3) Seperti ditunjukkan pada gambar c, ukur dimensi pada penggaris baja, kemudian gunakan pembagi untuk membagi segmen garis. Perhatikan bahwa ketika mengukur dimensi, harus diulang beberapa kali untuk menghindari kesalahan pengukuran |
| Pembagi Panjang | 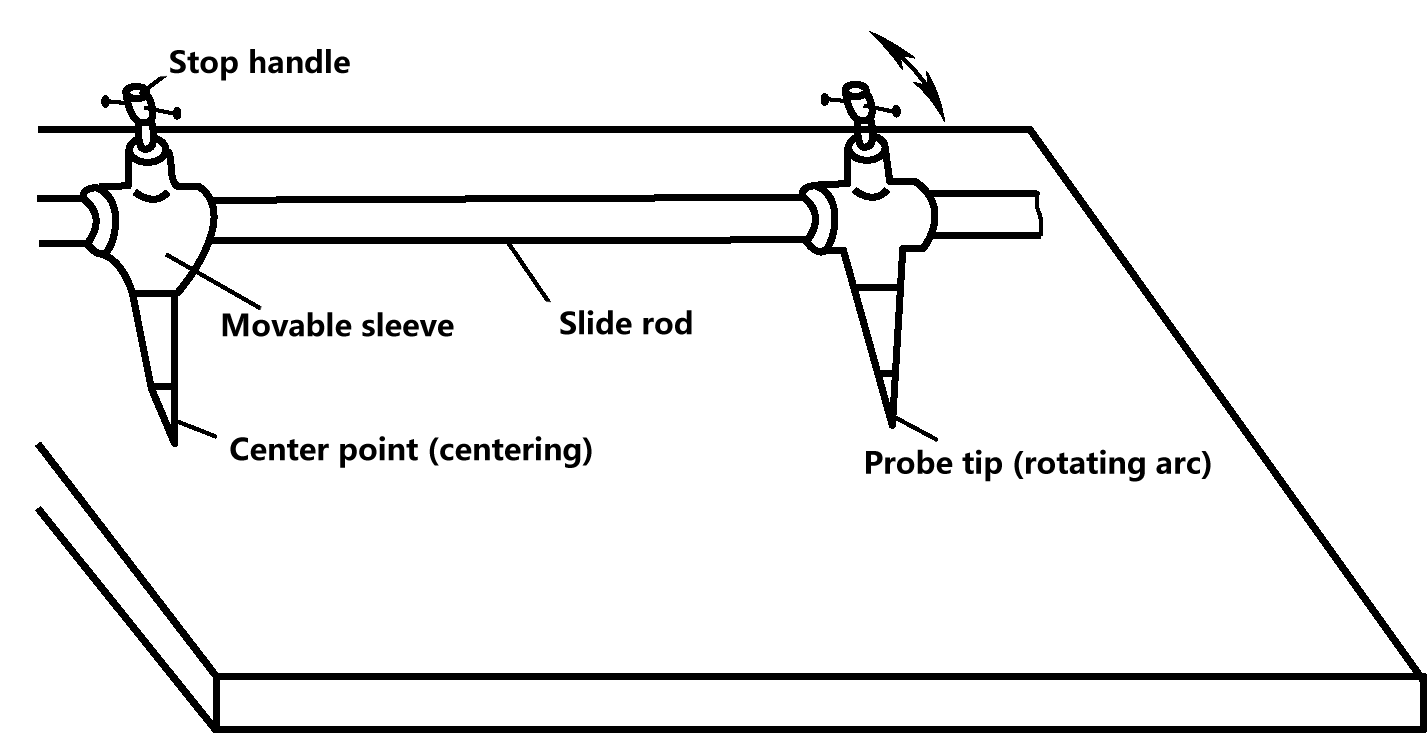 | Pembagi panjang terutama digunakan untuk menggaris lingkaran dan busur besar, mengukur dimensi besar, membagi sudut dan segmen garis, dll. Dimensi tertentu dapat diperoleh dengan menggerakkan kedua kaki kompas pada batang geser | |
| Pengukur Tinggi Badan | 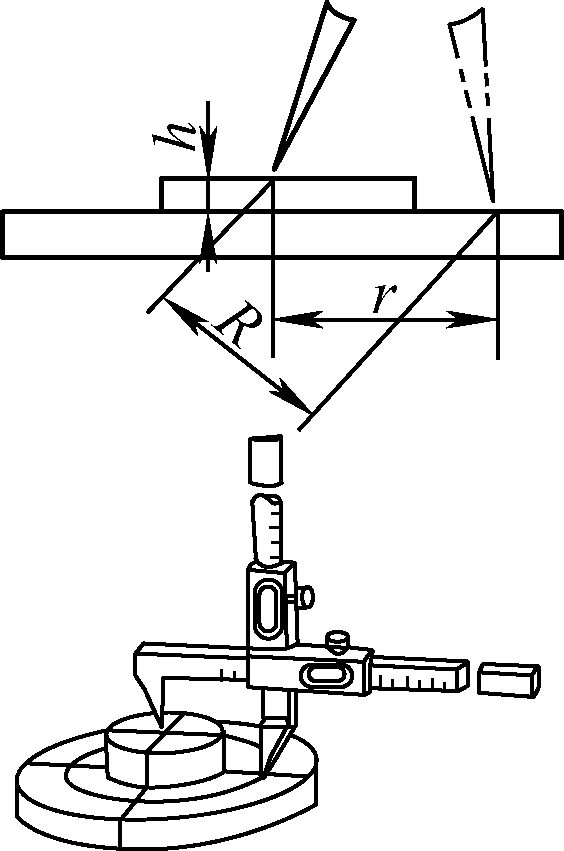 | Jika pengukur ketinggian memerlukan penggambaran dengan dua titik yang tidak berada pada bidang yang sama, misalnya, ketika bagian tengah lebih tinggi dari R=√(r2+h2) bidang melingkar, jarak antara kedua titik bukanlah jari-jari lingkaran yang akan digoreskan. Dalam hal ini, jarak antara kedua titik harus disesuaikan ke R, seperti ditunjukkan dalam gambar (R adalah jari-jari lingkaran miring, r adalah jari-jari lingkaran horizontal, h adalah jarak vertikal perbedaan ketinggian antara kedua titik) | |
| Blok Scriber | 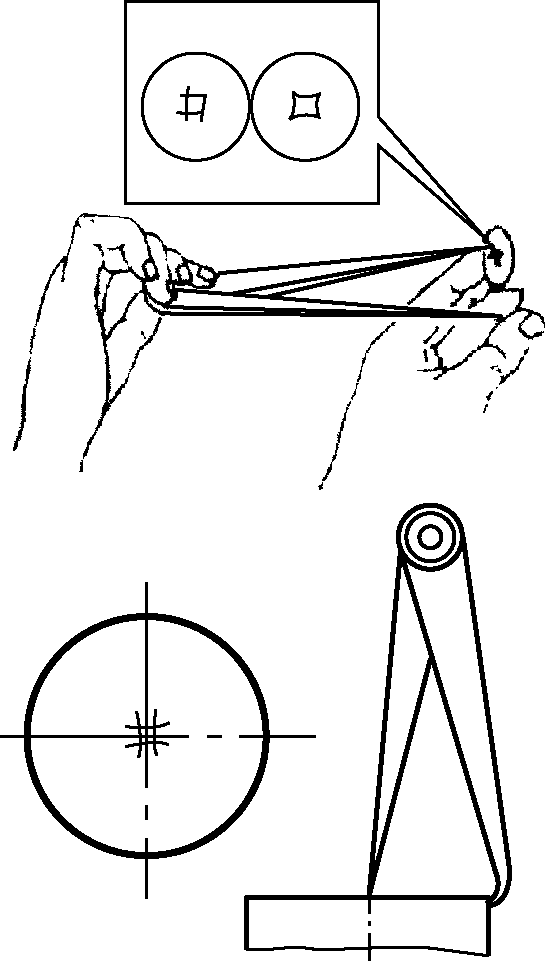 | Penggunaan utama blok penggores adalah untuk menemukan bagian tengah benda kerja yang melingkar, dan ini juga dapat digunakan untuk menggambar garis paralel. Saat menggores bagian tengah, harus berhati-hati untuk menjaga jarak antara ujung kaki yang melengkung dan permukaan ujung benda kerja tetap sama setiap kali, jika tidak, bagian tengah yang ditemukan akan tidak akurat | |
| Pukulan Tengah | 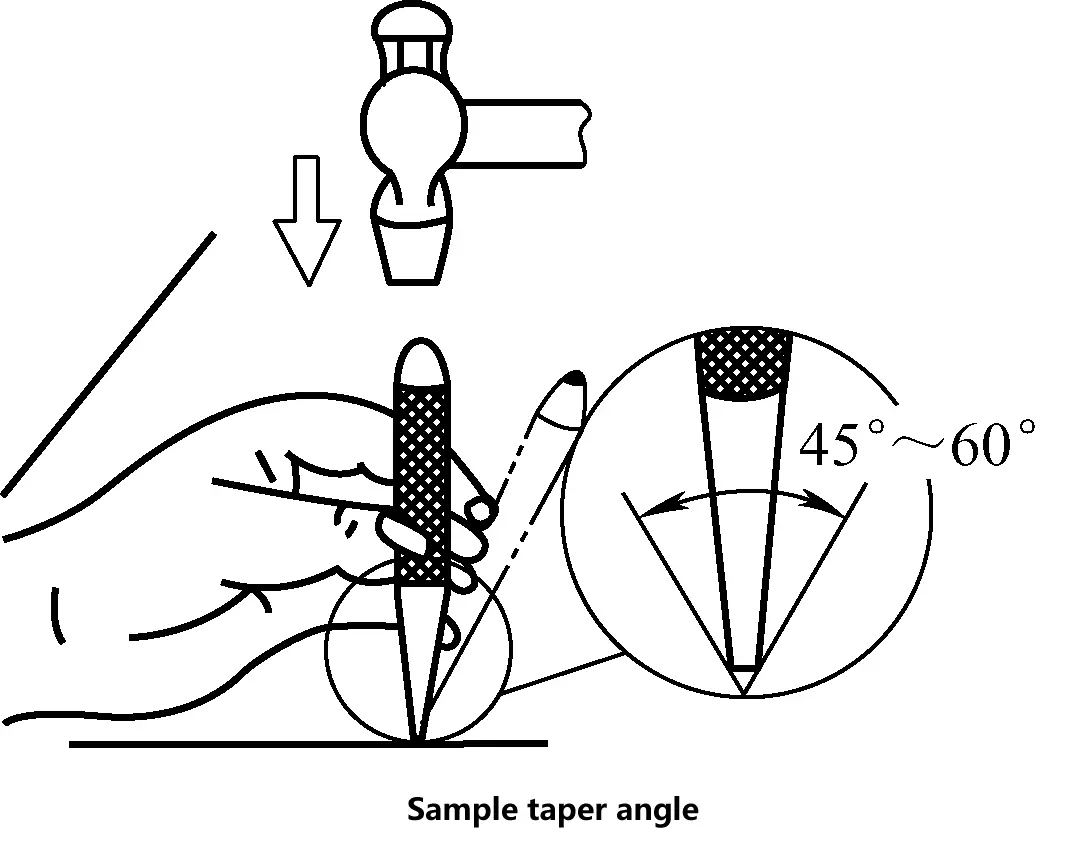 | Sudut kerucut dari center punch pada umumnya dipilih dalam kisaran 45°~60°. Untuk pukulan tengah pengeboran, sudut kerucut harus lebih besar, sedangkan untuk penandaan setelah penggambaran, sudut kerucut harus lebih kecil secara tepat | |
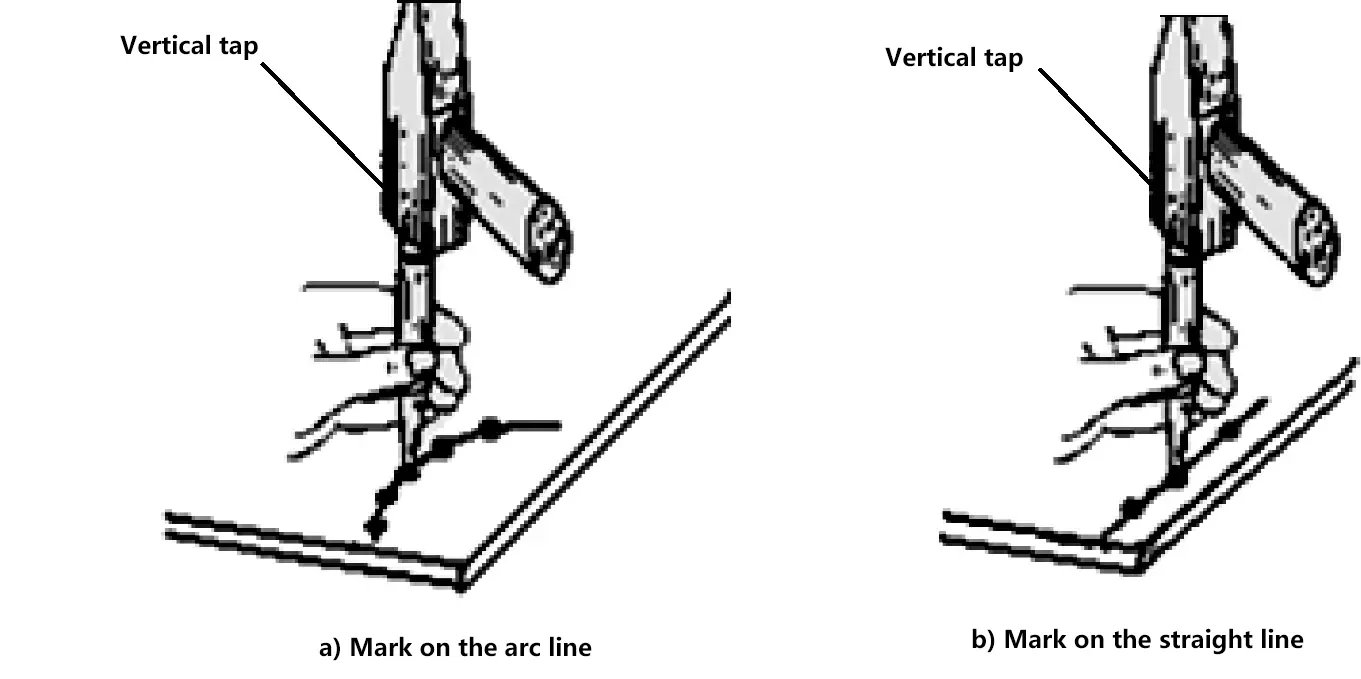 | Buatlah tanda pelubangan tengah yang kecil dan seragam pada titik perpotongan garis-garis yang digoreskan pada benda kerja, sehingga garis asli dan titik perpotongan masih bisa ditemukan, bahkan setelah garis-garis yang digoreskan menjadi kabur. Tindakan pencegahan untuk membuat tanda pukulan tengah pada garis-garis yang digoreskan untuk penandaan adalah sebagai berikut: 1) Seperti ditunjukkan pada gambar a, tanda pukulan tengah pada garis busur harus lebih padat, yaitu, interval antara tanda pukulan tengah harus lebih kecil 2) Seperti ditunjukkan pada gambar b, tanda pukulan tengah pada garis lurus bisa lebih jarang, yaitu, interval antara tanda pukulan tengah bisa lebih besar 3) Dilarang membuat tanda pukulan tengah pada permukaan bagian yang diproses | ||
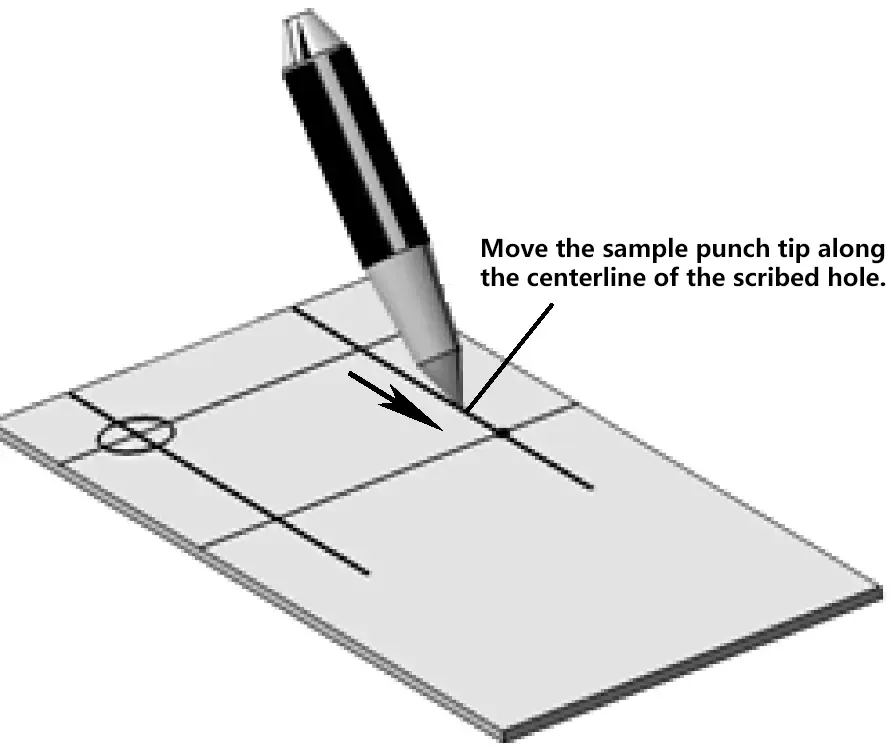 | Sebelum mengebor, tanda pukulan "tengah" harus dibuat di area tengah untuk memungkinkan titik bor pada penampang mata bor jatuh ke dalam lubang cekung tanda pukulan tengah. Oleh karena itu, posisi tanda pukulan tengah sebelum pengeboran harus seakurat mungkin untuk memastikan keakuratan posisi lubang selama pengeboran | ||
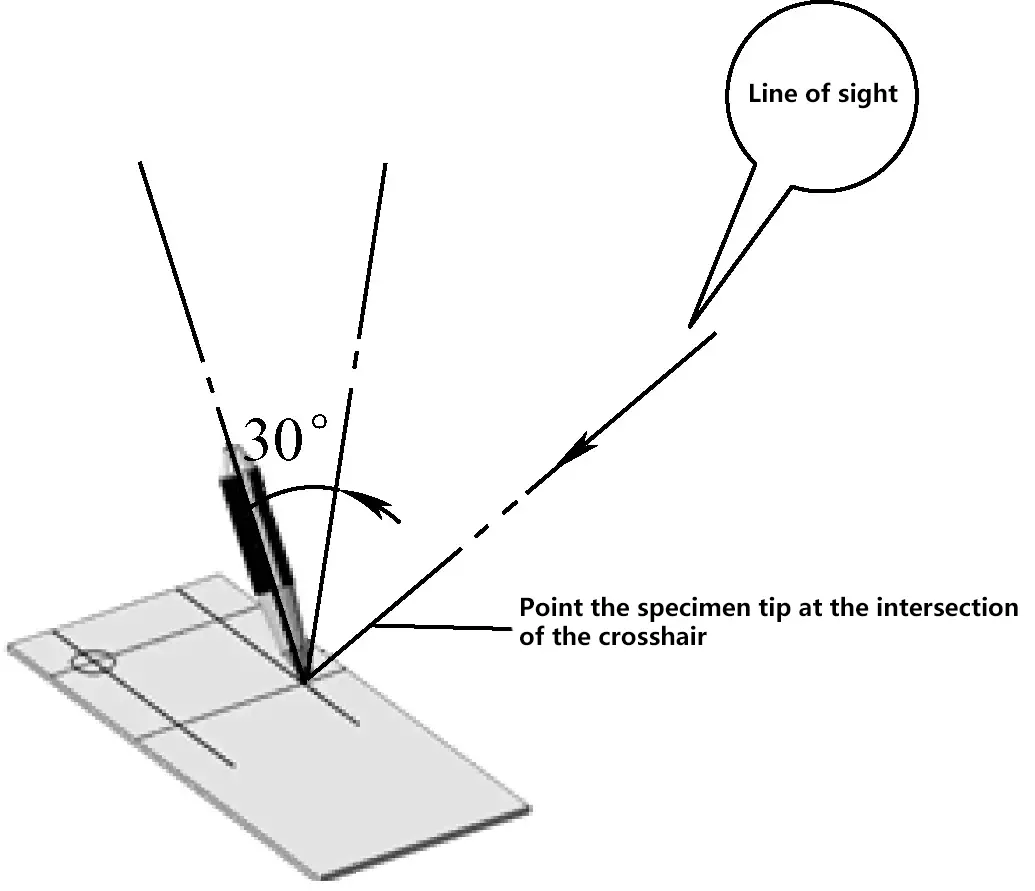 | Pukulan tengah harus berada pada sudut 30° terhadap garis tegak lurus dari garis tanda pukulan | ||
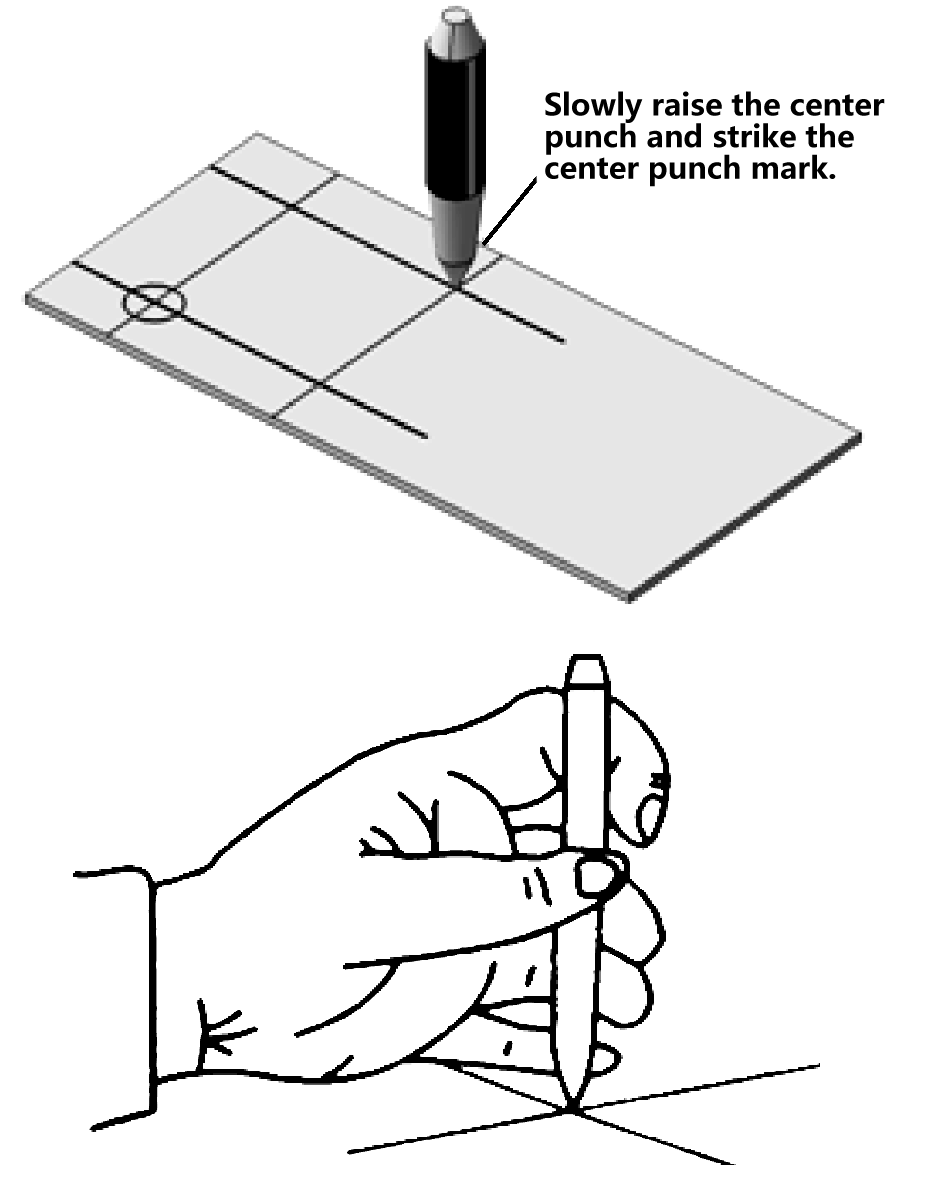 | 1) Setelah menyejajarkan dengan garis tanda pukulan, buatlah pukulan bagian tengah tegak lurus ke garis; 2) Setelah memalu sekali, putar sampel pukulan dengan suatu sudut dan palu lagi. Umumnya, putar tiga kali dan palu tiga kali. | ||
| Pengukur tinggi badan | 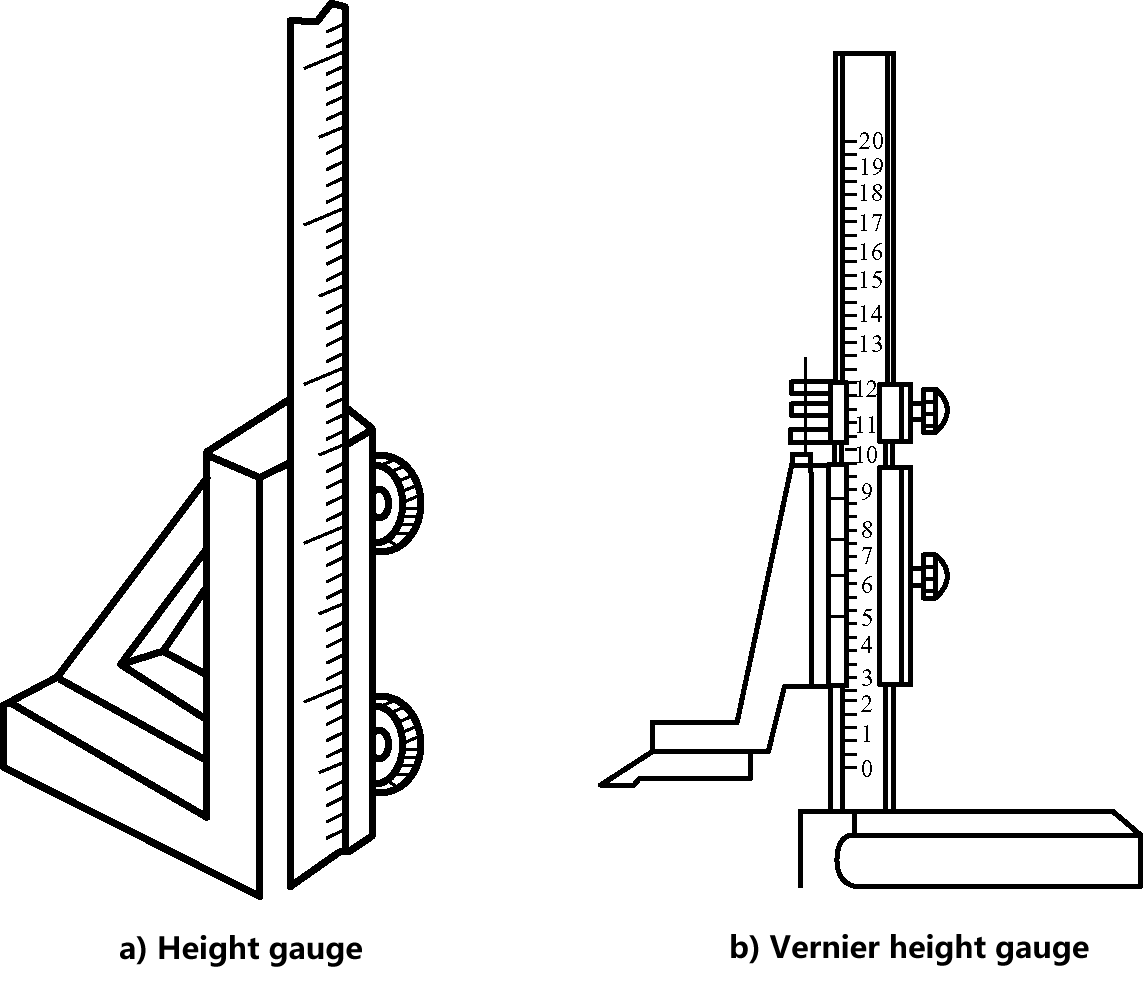 | 1) Gambar a menunjukkan bentuk luar pengukur ketinggian. Pengukur ketinggian sering digunakan dengan pengukur penandaan. Penggaris baja dipasang secara vertikal pada alasnya, dan pengukur penandaan digunakan untuk mengukur dimensi ketinggian. 2) Gambar b menunjukkan bentuk luar dari pengukur ketinggian vernier. Ini adalah alat ukur presisi yang cocok untuk menandai produk setengah jadi (kosong), tetapi tidak diizinkan untuk digunakan untuk menandai coran kasar. | |
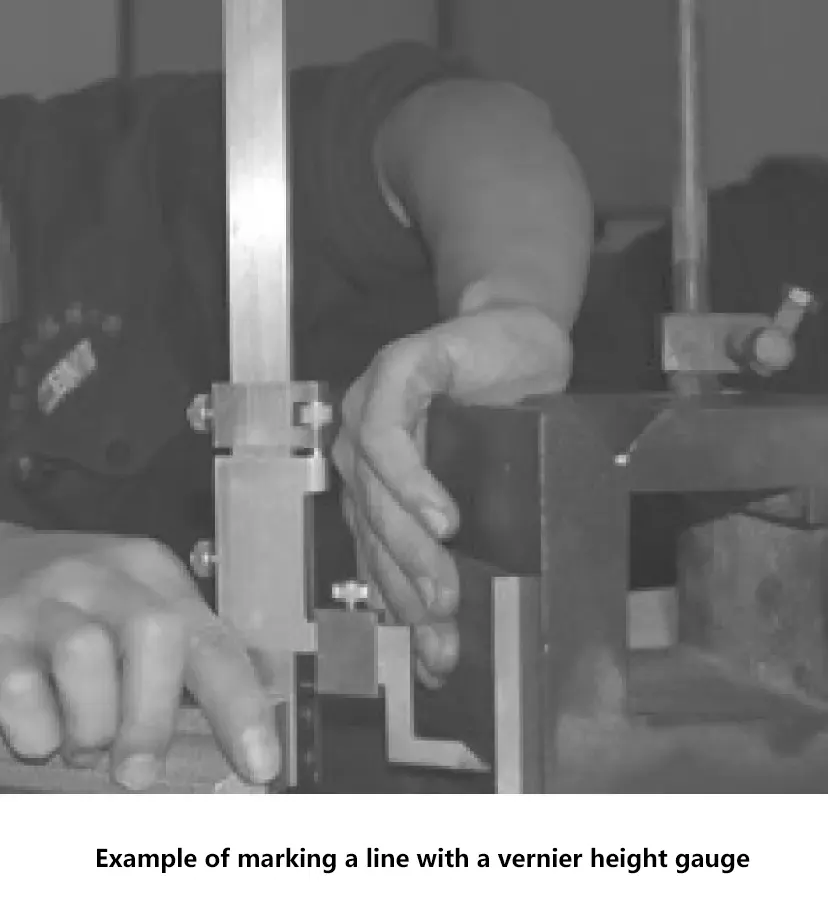 | 1) Sebelum digunakan, bersihkan permukaan kontak pelat permukaan dan pengukur ketinggian vernier untuk memastikan pergerakan pengukur ketinggian vernier yang mulus tanpa lengket. 2) Pada arah horizontal, pengukur ketinggian vernier harus dimiringkan sekitar 15° saat menandai untuk mengurangi benturan antara ujung mata pisau dan permukaan yang sedang ditandai, mencegah kerusakan pada ujung penandaan karbida, dan mengurangi keausan pada area mata pisau. 3) Saat menandai, sesuaikan ketinggian penandaan dan kunci bingkai pengukur dengan sekrup pengencang. 4) Sewaktu menandai, berikan gaya dorong tertentu ke pengukur ketinggian vernier dengan tangan Anda, lalu gerakkan bodi secara merata untuk memastikan garis yang jelas. Namun demikian, perhatikan langkah gerakan untuk mencegah ujung bilah penanda mengenai perangkat lain (seperti pelat sudut, kotak persegi, dll.). | ||
| Pengukur penandaan | 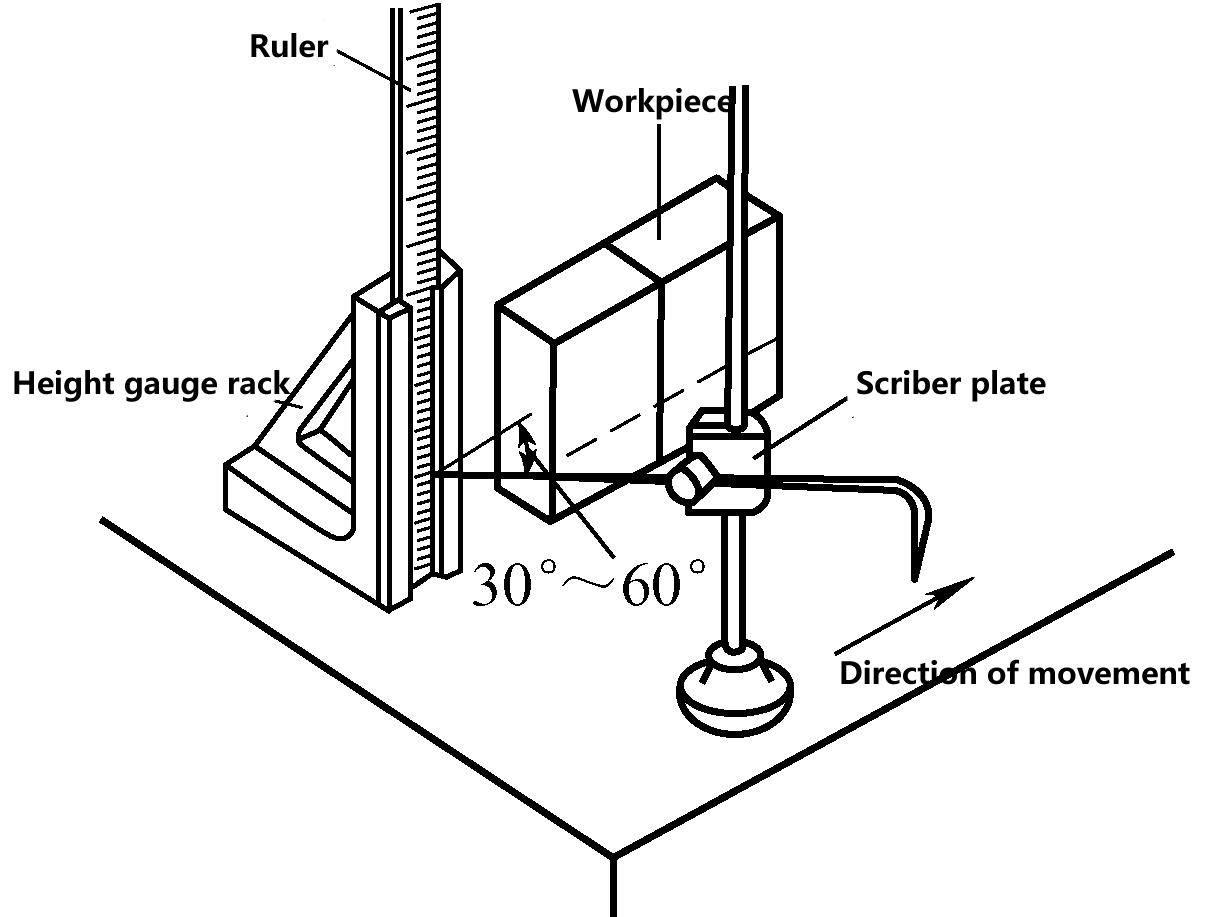 | Pengukur penandaan terutama digunakan untuk penandaan permukaan pada coran kasar. Saat menggunakan pengukur penandaan dengan pengukur ketinggian untuk mengukur dimensi ketinggian dan menandai garis, sesuaikan ujung kaki lurus pengukur penandaan ke posisi tertentu dan kunci mur kupu-kupu. Namun, berhati-hatilah untuk tidak memiringkan sudut terlalu banyak untuk mencegah getaran atau melonggarnya kaki penandaan selama penandaan. | |
 | Sudut bengkok pengukur penandaan terutama digunakan untuk penyelarasan sebelum penandaan tiga dimensi pada coran kasar. | ||
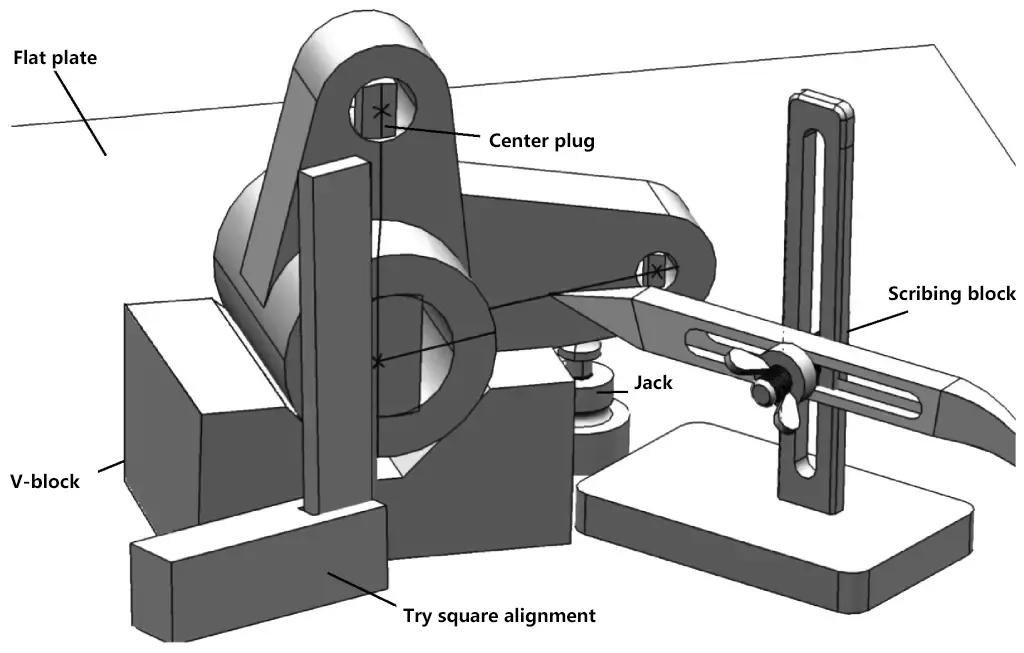
| Menandai aksesori | Blok-V | 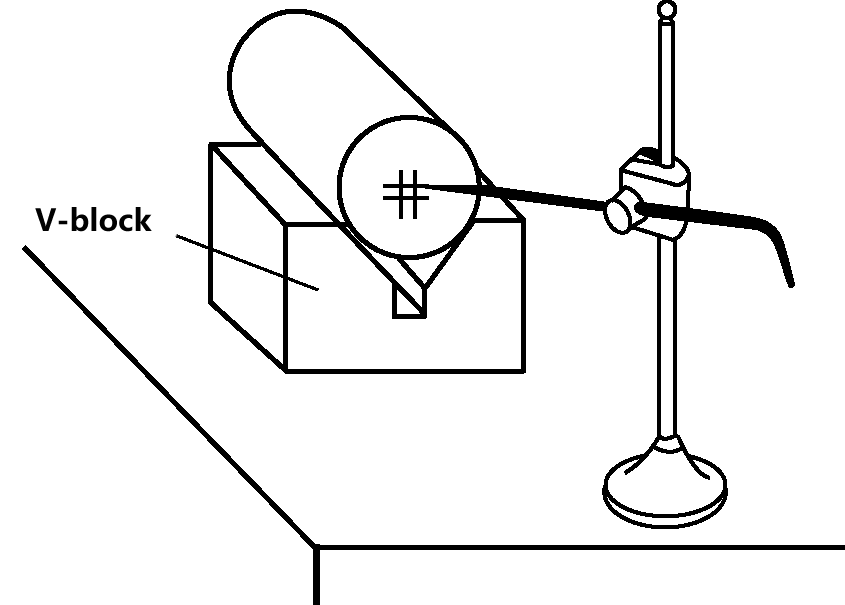 | Blok-V digunakan untuk menyangga benda kerja silindris, membuat sumbu sejajar dengan permukaan atas pelat penandaan, memudahkan pencarian pusat dan penandaan garis tengah dengan pengukur penandaan, seperti yang ditunjukkan pada gambar. Blok-V terbuat dari besi tuang, dengan sisi-sisi yang berdekatan saling tegak lurus. |
| Kotak persegi | 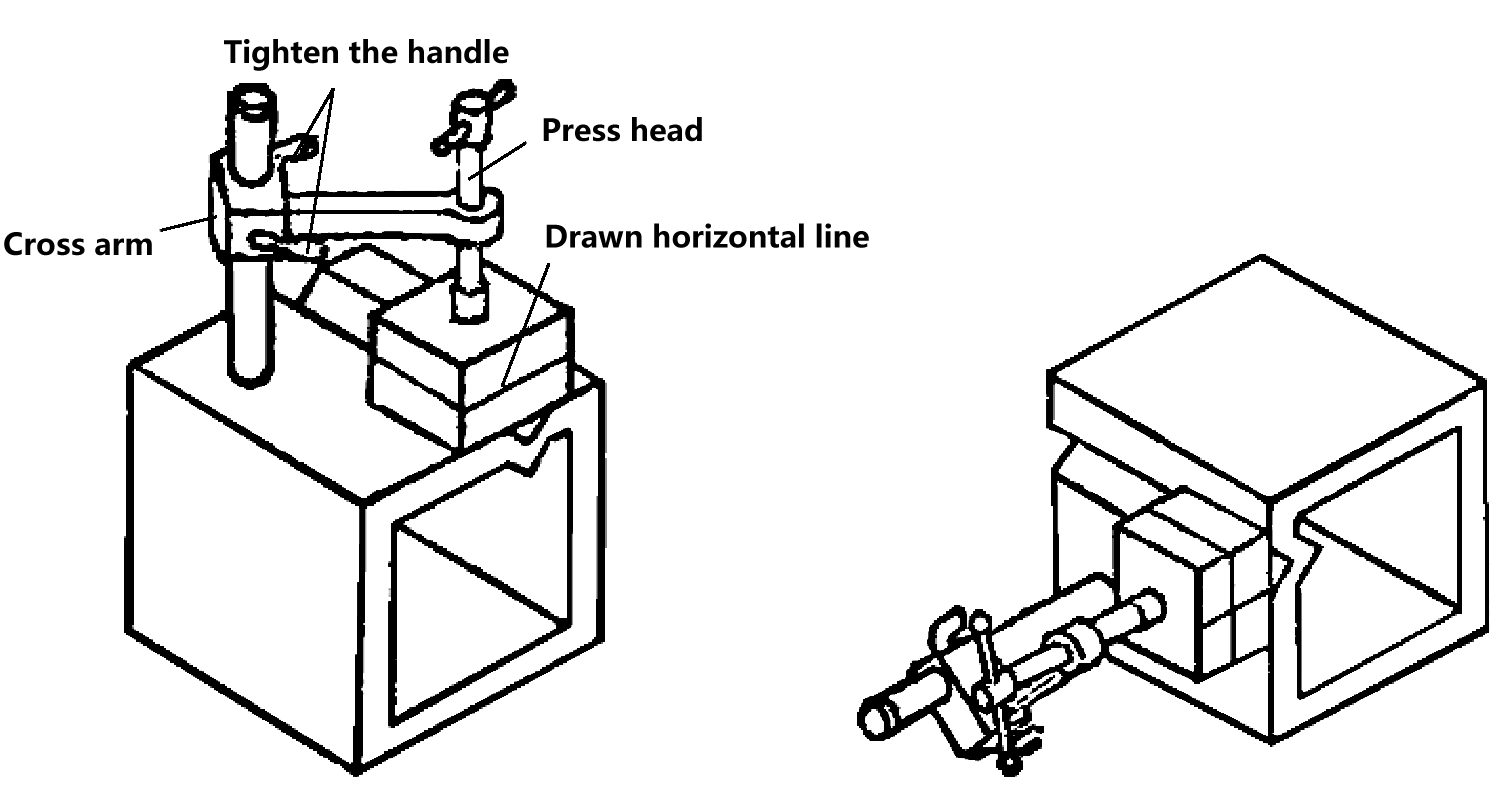 | Keenam sisi kotak persegi saling tegak lurus satu sama lain. Ini digunakan untuk memegang benda kerja yang lebih kecil, dan dengan membalik kotak persegi, garis lurus tegak lurus dapat ditandai pada berbagai permukaan benda kerja. | |
| Pelat permukaan | 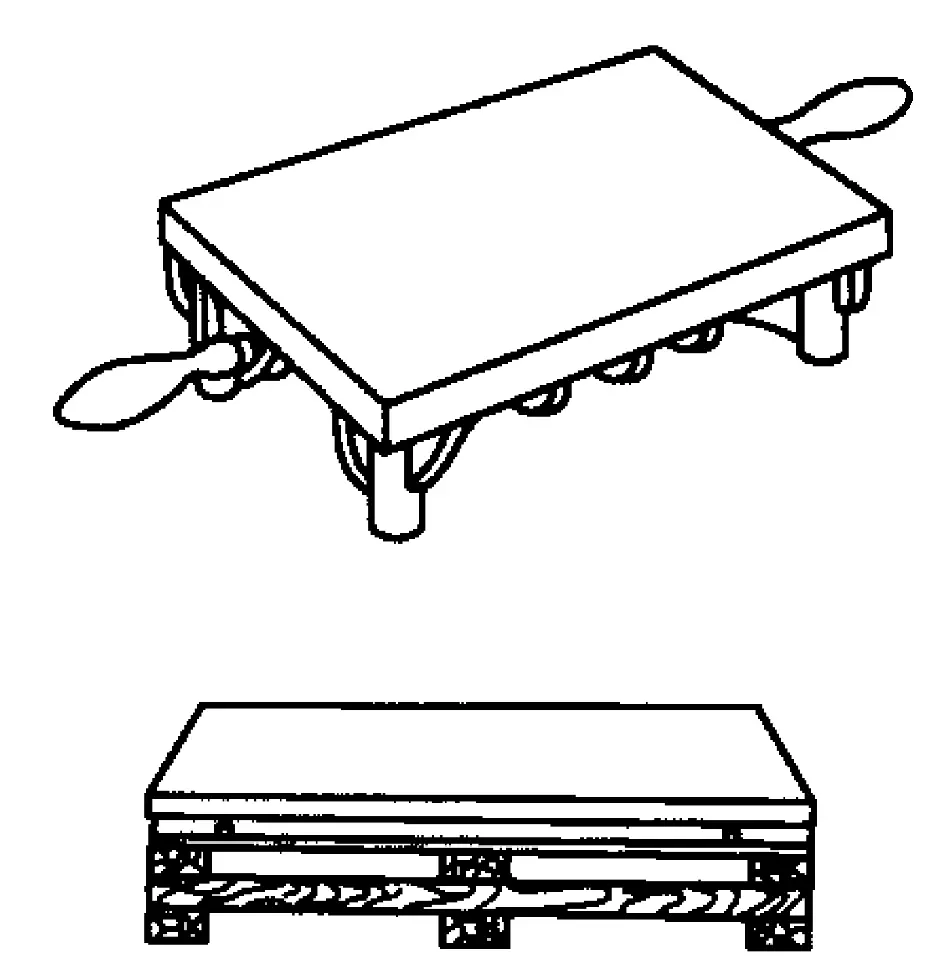 | Pelat permukaan terbuat dari besi tuang dan merupakan alat referensi untuk penandaan. Permukaan atas pelat permukaan berfungsi sebagai bidang referensi untuk penandaan dan permukaan dasar untuk menempatkan benda kerja dan pengukur penandaan yang bergerak. Oleh karena itu, permukaan atas harus sangat rata dan halus, umumnya menjalani proses perencanaan presisi, pengikisan, dan proses pemesinan halus lainnya. | |
| Jack. | 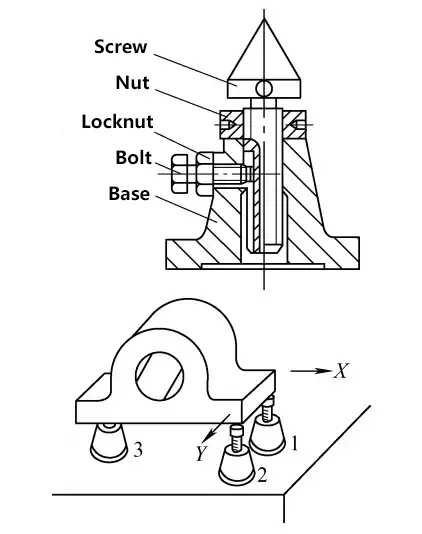 | Dongkrak digunakan untuk menopang coran kasar atau benda kerja yang tidak beraturan pada pelat permukaan untuk penandaan tiga dimensi. Karena ketinggiannya yang dapat disesuaikan, dongkrak ini nyaman digunakan untuk menyelaraskan posisi horizontal benda kerja. Saat digunakan, biasanya tiga dongkrak digunakan untuk menopang benda kerja. | |
1) Konsep penyelarasan
Penjajaran adalah proses pengecekan atau penyelarasan permukaan benda kerja yang belum diproses dengan menggunakan alat penandaan sebelum operasi penandaan, berdasarkan persyaratan pemrosesan. Hal ini memastikan bahwa garis yang ditandai berada di tengah, sejajar, atau tegak lurus dengan permukaan yang relevan, dan mencapai dimensi yang seragam dan kelonggaran pemesinan yang wajar antara permukaan yang diproses dan yang belum diproses. Gambar 5 menunjukkan langkah penyelarasan sebelum penandaan tiga dimensi pada pengecoran rumah bearing.
2) Metode penyelarasan
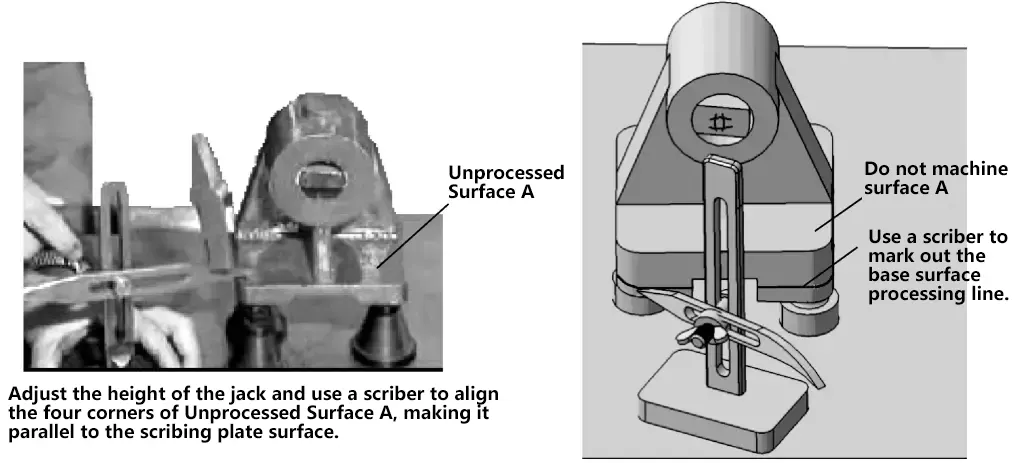
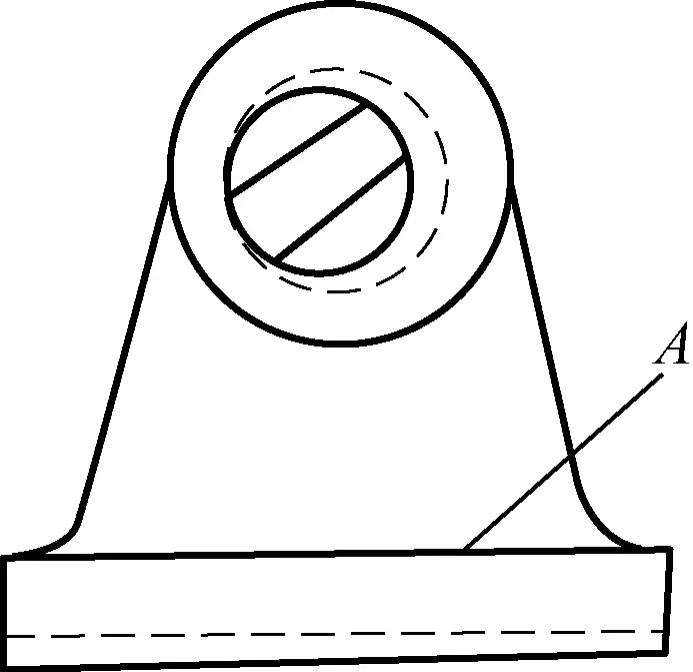
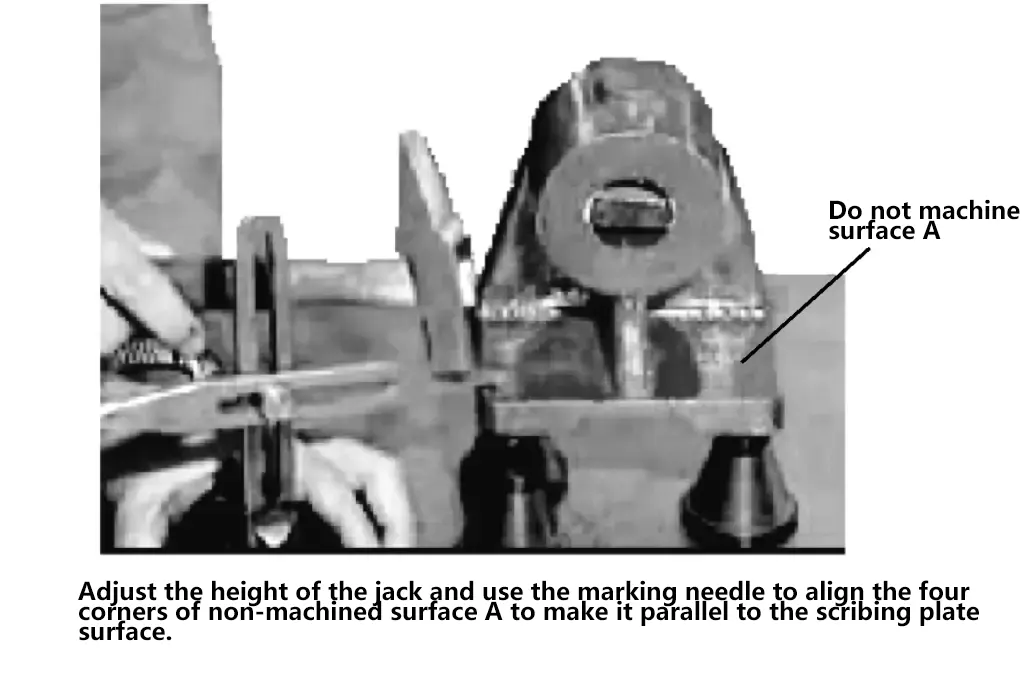
Gambar 6 menunjukkan contoh penandaan pengecoran rumah bantalan. Karena ketebalan alas yang tidak rata, penyelarasan harus dilakukan dengan menggunakan permukaan A yang belum diproses sebagai referensi saat menandai. Setelah permukaan A diratakan secara horizontal, tandai garis pemrosesan untuk permukaan bawah untuk memastikan ketebalan alas yang relatif seragam. Apabila lubang bagian dalam dan lingkaran luar bagian atas tidak konsentris, gunakan lingkaran luar sebagai referensi penyelarasan, temukan bagian tengahnya, lalu tandai garis pemrosesan untuk lubang bagian dalam. Poin-poin berikut ini harus dikuasai selama penyelarasan:
Peminjaman material adalah metode penandaan remedial yang melibatkan pendistribusian ulang jatah pemesinan pada berbagai permukaan yang diproses melalui penandaan uji coba untuk memenuhi persyaratan pemrosesan.
Gambar 7a menunjukkan pengecoran selongsong. Permukaan bagian dalam selongsong akan diproses, tetapi karena pusat lubang kasar tidak sejajar dengan pusat profil luar, maka jelas tidak tepat untuk menggunakan pusat lubang kasar yang ada sebagai referensi untuk menandai. Hal ini akan menghasilkan ketebalan dinding selongsong yang tidak rata, sehingga tidak mungkin menjamin dimensi pemesinan diameter luar selongsong. Sekarang, cobalah menggunakan metode peminjaman material untuk penandaan.
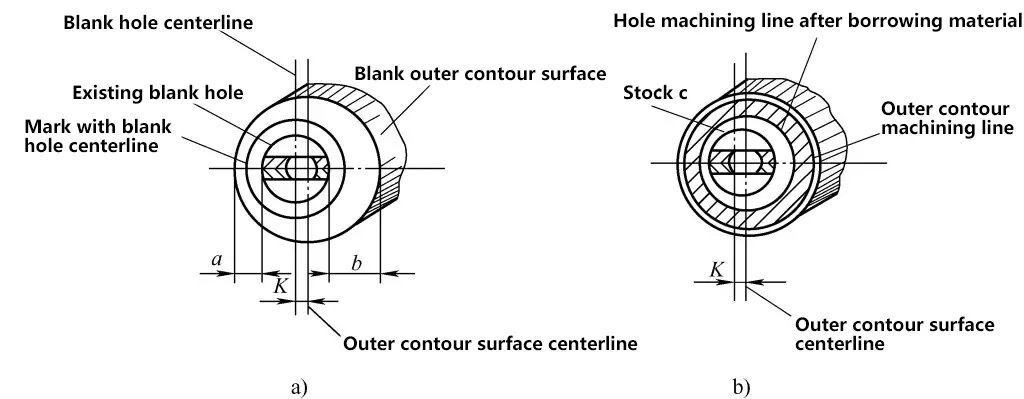
a) Tandai lingkaran lubang pemrosesan dengan menggunakan pusat lubang yang kasar sebagai referensi
b) Tandai lingkaran lubang pemrosesan dengan menggunakan pusat permukaan profil luar sebagai referensi
Seperti yang ditunjukkan pada Gambar 7a, sebelum menandai, pertama-tama ukur dan analisis berbagai bagian casting. Dari hasil pengukuran, diketahui bahwa offset antara pusat lubang kasar dan pusat profil adalah K. Jika penandaan dilakukan dengan menggunakan pusat lubang kasar yang ada, maka akan menyebabkan ketebalan dinding lubang selongsong yang tidak rata, sehingga menyebabkan penolakan bagian. Setelah dilakukan pengukuran dan analisis, ditemukan bahwa ketebalan dinding minimum a lebih besar dari ketebalan yang disyaratkan dalam gambar, yang menunjukkan bahwa pengecoran dapat memenuhi persyaratan pemrosesan melalui peminjaman material.
Setelah analisis di atas, sekarang gunakan permukaan profil luar casting sebagai referensi penandaan untuk penyelarasan dan penandaan. Hasil penandaan ditunjukkan pada Gambar 7b. Seperti yang dapat dilihat dari Gambar 7b, terdapat kelonggaran pemesinan yang cukup pada ketebalan dinding minimum c, dan setelah dilakukan pemesinan menurut penandaan ini, juga terdapat kelonggaran pemesinan yang cukup untuk lingkaran luar selongsong.
Metode penandaan dasar mengacu pada operasi yang menggunakan alat penandaan untuk menggambar garis paralel, garis tegak lurus, garis membagi dua, busur, garis sambungan busur, dan menemukan pusat pada permukaan tertentu dari suatu bagian, seperti yang ditunjukkan pada Gambar 8.
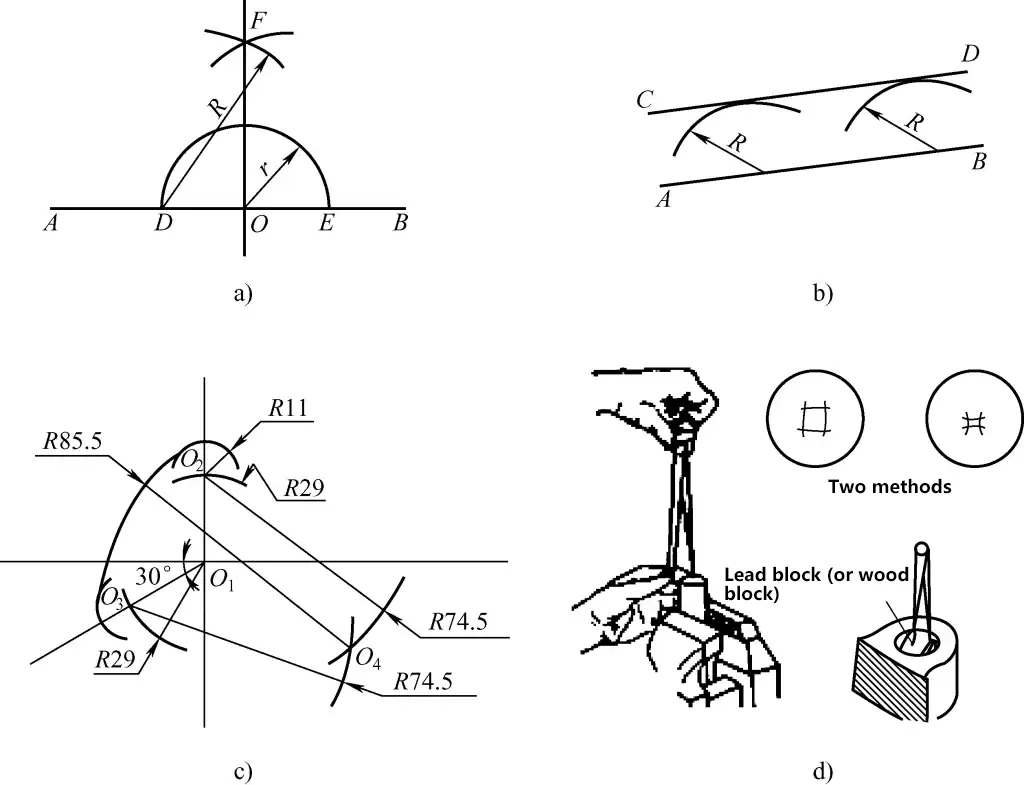
a) Menggambar garis tegak lurus
b) Menggambar garis paralel
c) Menggambar garis sambungan busur
d) Menemukan pusat menggunakan bujur sangkar tengah
Penandaan templat melibatkan pembuatan templat berdasarkan gambar atau objek yang sebenarnya dan kemudian menandai sesuai dengan templat tersebut, seperti yang ditunjukkan pada Gambar 9.
Penandaan pencocokan adalah metode penandaan berdasarkan komponen yang sudah diproses menggunakan metode penelusuran, seperti menandai gasket, flensa, rumah, atau alas motor yang berbentuk kompleks.
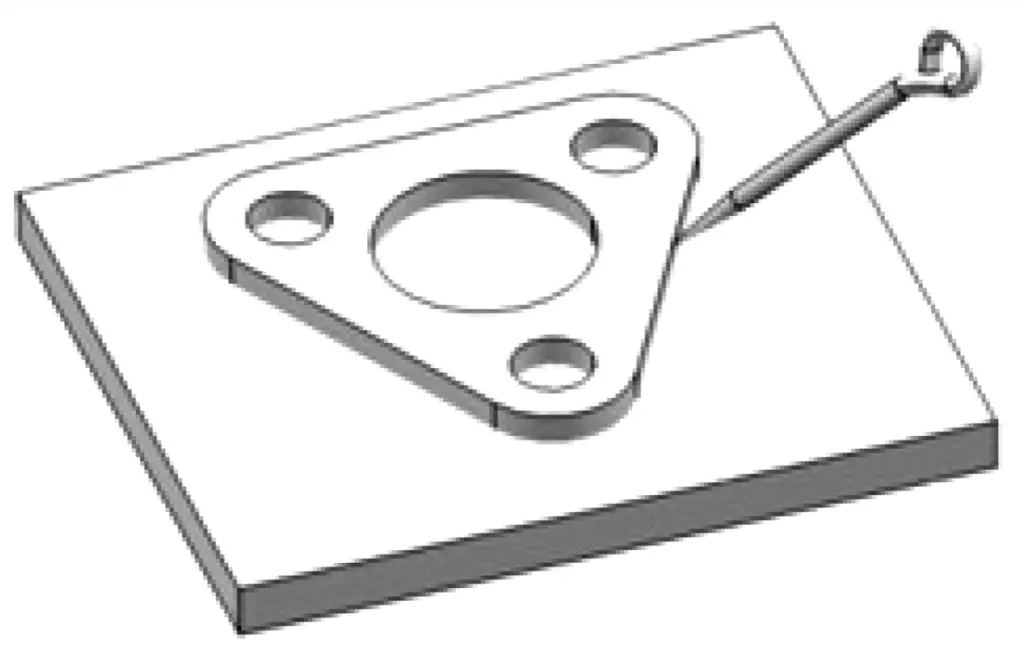
Seperti yang ditunjukkan pada Gambar 10, saat memproses lubang pemasangan baut pada dasar pemasangan flensa (baja saluran), pertama-tama oleskan selapis gemuk di sekitar tepi lubang flensa, kemudian tempelkan kertas tipis ke lubang pemasangan dan tekan untuk membuat cetakan lubang. Selanjutnya, oleskan selapis timah merah pada kertas, dan terakhir, tekan flensa dengan kuat ke baja saluran pemasangan pada posisi pemasangan yang dipilih.
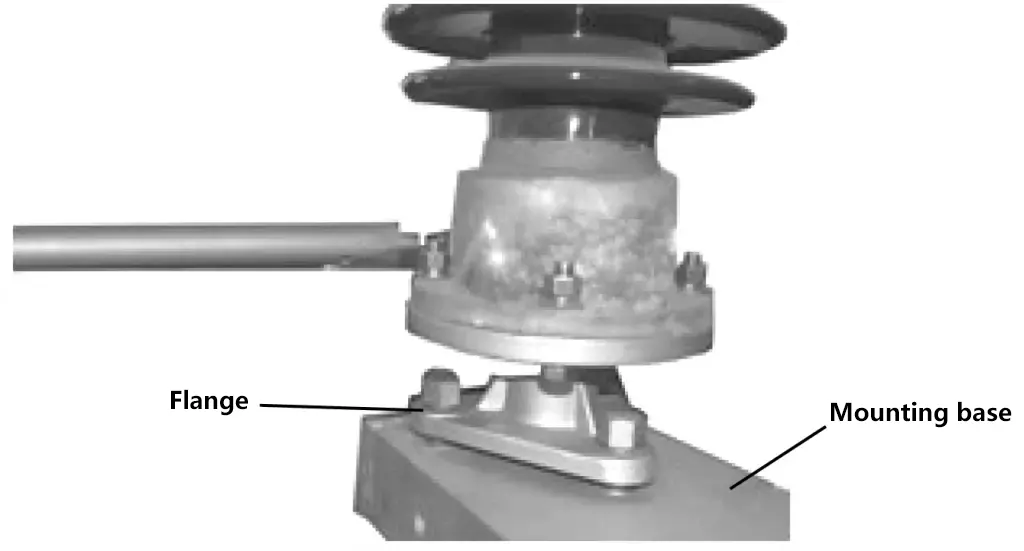
Karena efek pewarnaan timah merah, posisi lubang pada flensa akan tercetak pada baja saluran pemasangan. Kemudian lepaskan flensa, dan pengeboran dapat dilakukan sesuai dengan cetakan lubang.
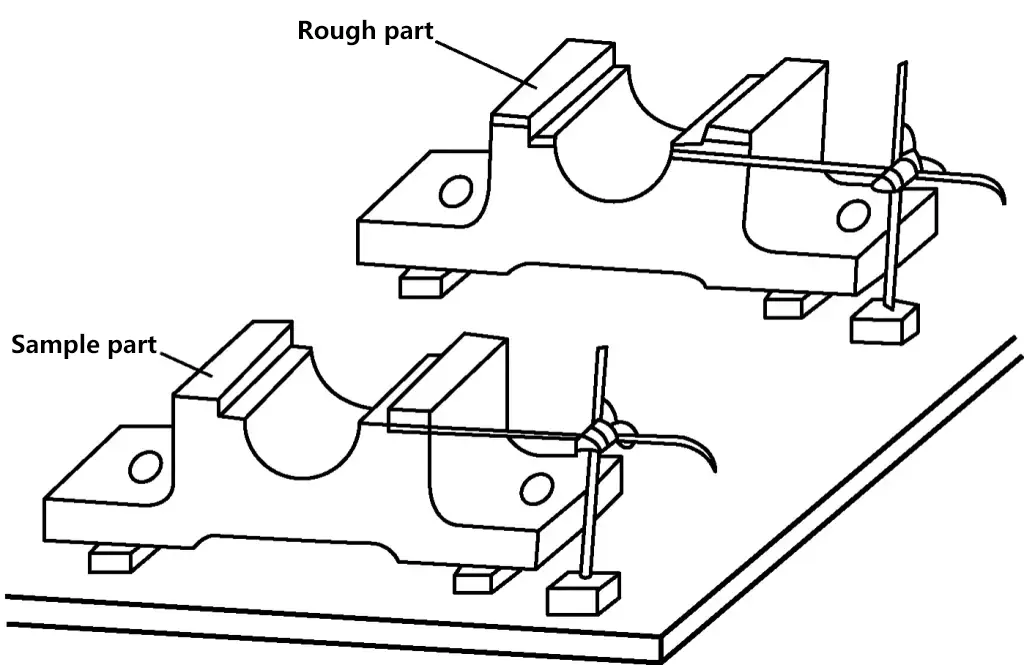
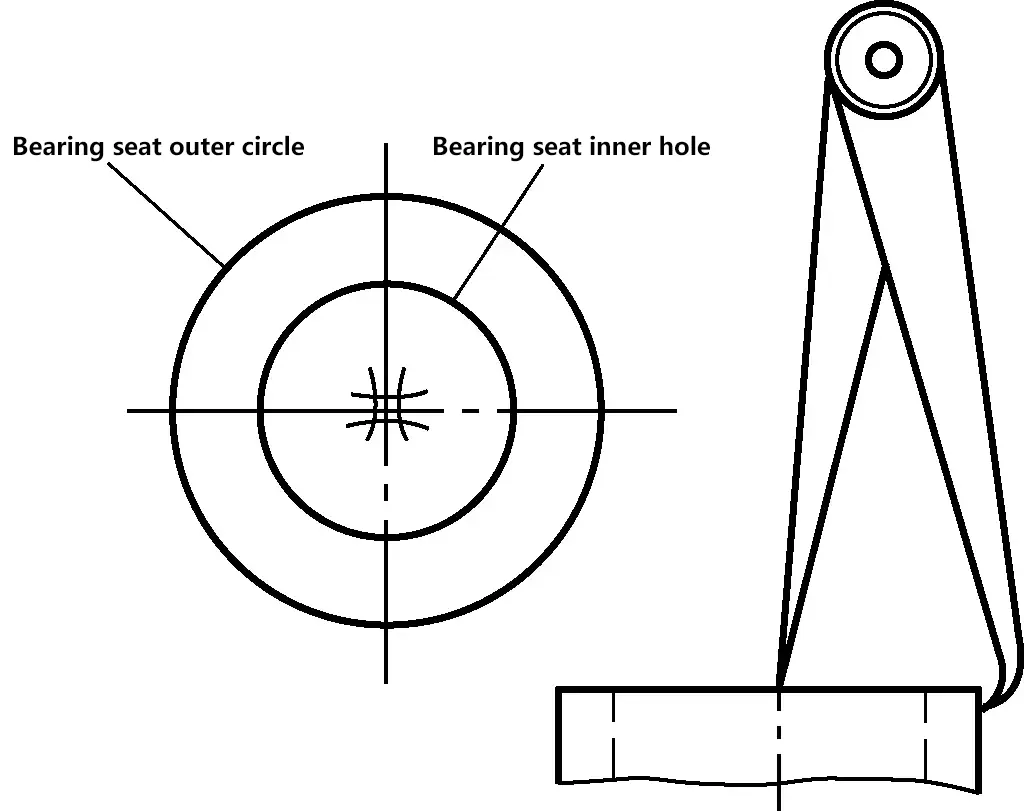
Penandaan penyalinan, seperti namanya, adalah metode penandaan dengan cara menyalin bagian aslinya. Keuntungannya adalah tidak perlu mengukur bagian asli, melainkan langsung menempatkan bagian asli dan bagian yang akan ditandai bersama-sama, menyesuaikannya, lalu menandai. Gambar 11 menunjukkan rumah bantalan, dan metode penandaannya termasuk dalam penandaan penyalinan.
Sebelum menandai, pekerjaan persiapan perlu dilakukan. Persiapan utama sebelum menandai, termasuk pembersihan dan pewarnaan benda kerja.
1) Membersihkan benda kerja
Bagian yang akan diproses dapat dibagi menjadi dua kategori: satu adalah coran kasar, termasuk bagian cor dan tempa serta berbagai jenis baja (baja sudut, baja saluran, pelat baja, dll. yang digunakan untuk alas atau rangka), dan yang lainnya adalah bagian yang diproses secara mekanis atau bagian yang dikerjakan dengan bangku.
Untuk coran kasar, gunakan gerinda tangan, gerinda sudut, sikat kawat, kikir bekas, amplas, dll. untuk membersihkan permukaan kerak, gerinda, sisa pasir, kotoran, dll. dengan hati-hati sebelum mewarnai. Untuk komponen yang diproses secara mekanis atau dikerjakan di bangku kerja, jika penandaan diperlukan pada permukaan yang diproses, umumnya hanya pengarsipan untuk menghilangkan gerinda yang tajam yang diperlukan.
2) Pewarnaan benda kerja
Untuk membuat garis yang ditandai menjadi lebih jelas, lapisan pelapis umumnya diterapkan pada area penandaan benda kerja. Lapisan yang berbeda digunakan untuk coran kasar dan bagian yang diproses sebelum penandaan, seperti yang tercantum di bawah ini:
(1) Untuk menandai pada bagian yang dituang atau ditempa kasar, air kapur yang dicampur dengan lem kulit dalam jumlah yang sesuai umumnya digunakan sebagai pelapis penandaan; untuk menandai pada berbagai jenis baja struktural, air kapur atau cat putih dapat digunakan sebagai pelapis, atau kapur atau pensil batu dapat digunakan untuk menggosok area yang akan ditandai.
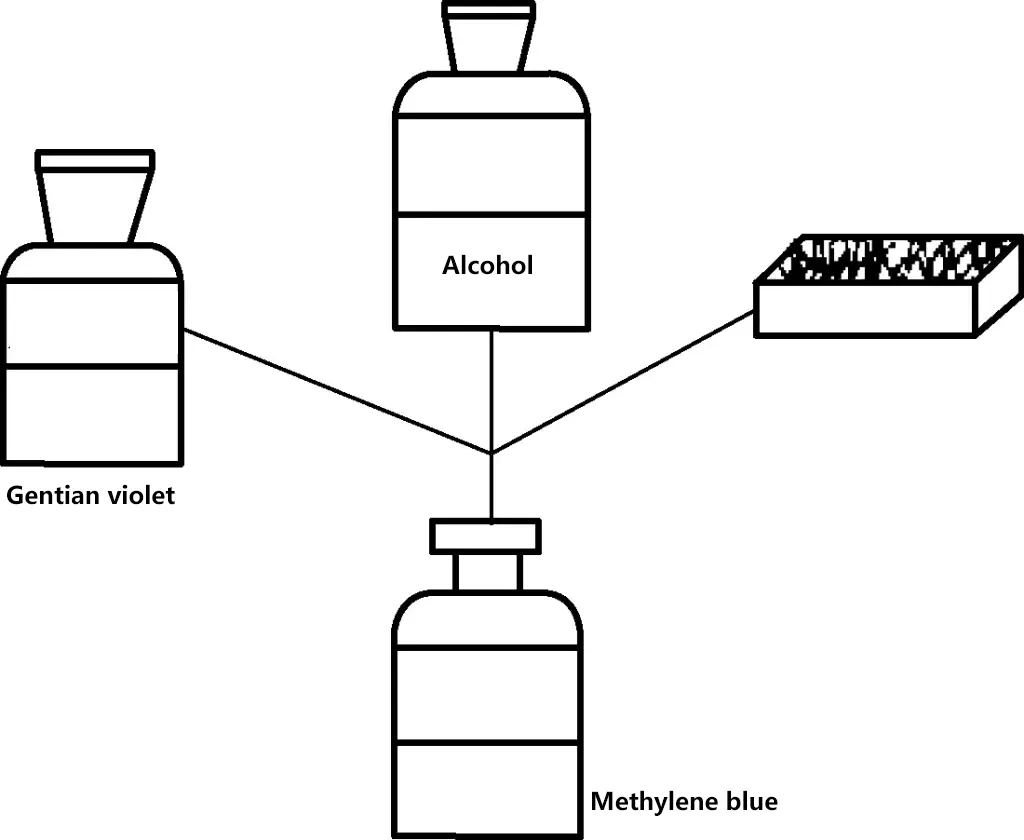
② Sebelum menandai pada permukaan yang diproses, pewarna tata letak biru pada umumnya diterapkan. Metode untuk menyiapkan pewarna tata letak biru ditunjukkan pada Gambar 12, dengan komposisi (fraksi massa) 2%-4% gentian violet dan pewarna biru, 3%-5% lak dan pernis roh, serta alkohol 91%-95%.
Apabila mewarnai benda kerja, sebaiknya diterapkan setipis dan serata mungkin. Hanya dengan cara ini dapat memastikan penandaan garis yang lebih jelas. Jika diaplikasikan terlalu tebal, akan mudah terkelupas.
3) Memasang blok steker tengah
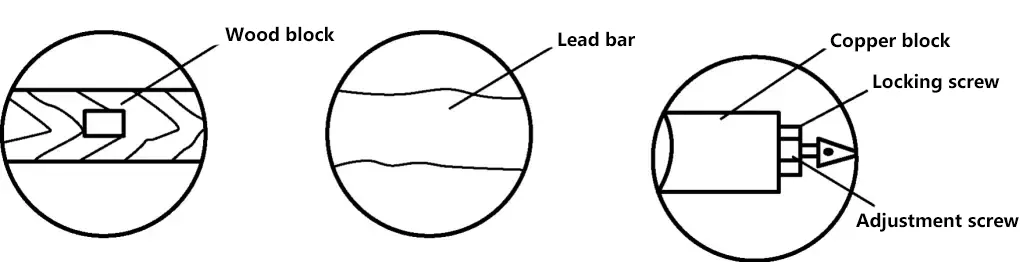
Pada komponen cor, lubang cor sering kali sangat kasar dan perlu ditandai ulang untuk pemesinan. Pada saat ini, perlu menandai garis posisi lubang dan garis bentuk lubang (lingkaran pemusatan) untuk pemesinan. Sebelum menandai garis posisi lubang dan lingkaran pemusatan, pertama-tama perlu untuk menemukan pusat lubang asli, sehingga blok sumbat tengah (blok lembaran timah atau blok kayu, dll.) dapat ditambahkan ke lubang tuang asli.
Apabila menggunakan balok kayu, sepotong lembaran logam bisa dipaku terlebih dahulu pada posisi di mana pusatnya akan ditentukan. Oleskan kapur atau cat putih, kemudian gunakan kartu penggaris untuk menemukan pusat dan tandai lingkarannya, seperti yang ditunjukkan pada Gambar 13.
Gambar 14 menunjukkan bagian liner motor yang relatif kompleks, dengan ketebalan pelat tipis 5mm. Sebelum diproses, semua jalur pemrosesan perlu ditandai. Langkah-langkah tata letak adalah sebagai berikut:
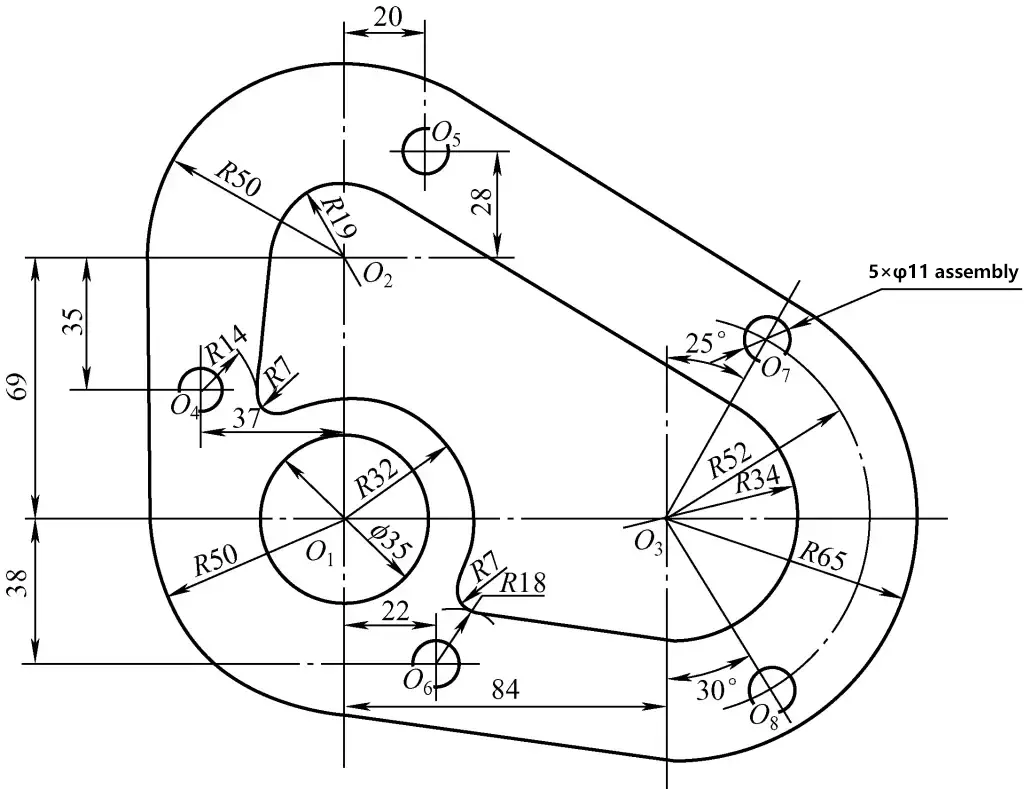
1) Pilih ukuran pelat kosong. Menurut dimensi gambar, dimensi panjang maksimum liner motor adalah: (50 + 84 + 65) mm = 199mm, dan dimensi tinggi adalah (65 + 69 + 50) mm = 184mm; ukuran pelat kosong yang dapat dipilih adalah: 210mm × 200mm.
2) Langkah-langkah tata-letak adalah sebagai berikut:
① Menurut dimensi gambar templat, tentukan dua garis tengah yang tegak lurus di sudut kiri bawah sebagai referensi.
Tandai dua garis tengah yang tegak lurus dengan O1 sebagai pusat sebagai referensi.
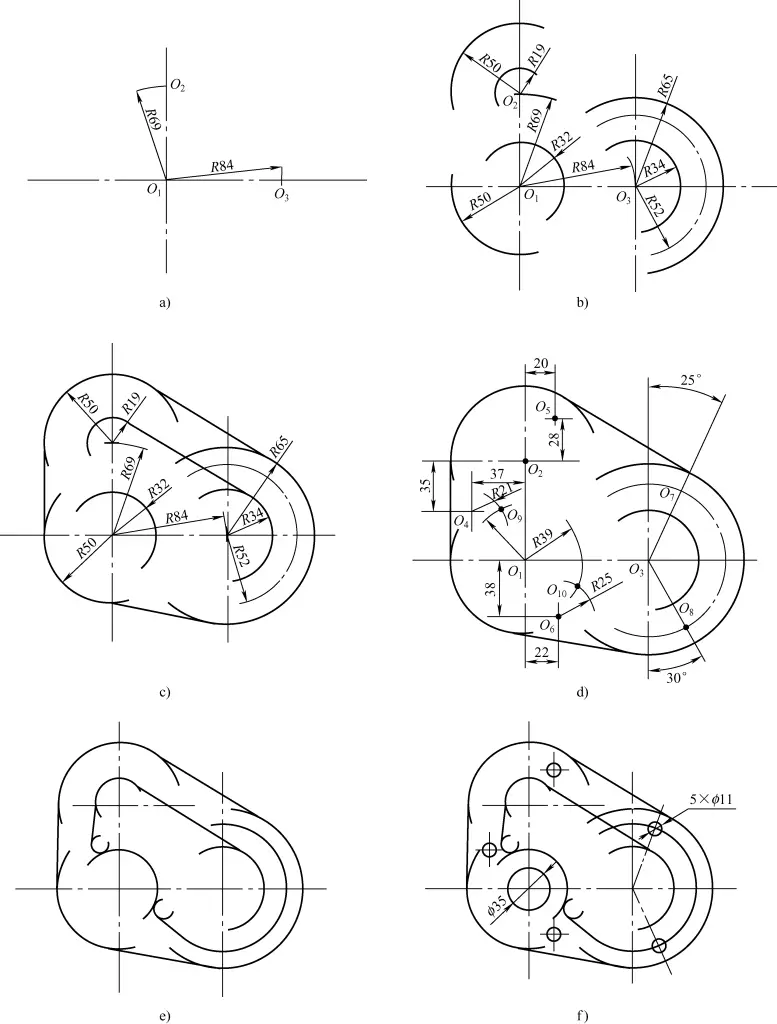
③ Tarik garis horizontal dengan dimensi 69mm untuk mendapatkan pusat O2, buat garis vertikal dengan dimensi 84mm untuk mendapatkan pusat O3seperti yang ditunjukkan pada Gambar 15a.
④ Dengan O1 sebagai pusat, gambar busur dengan jari-jari R32 dan R50. Dengan O2 sebagai pusat, gambar busur dengan jari-jari R19 dan R50. Dengan O3 sebagai pusat, gambar busur dengan jari-jari R34, R52, dan R65, seperti yang ditunjukkan pada Gambar 15b.
⑤ Gambarkan garis singgung persekutuan pada busur luar dan garis singgung persekutuan busur dalam yang sejajar dengan garis singgung persekutuan busur luar, seperti yang ditunjukkan pada Gambar 15c.
⑥ Gambar garis horizontal dengan dimensi 38mm, 35mm, dan 28mm.
⑦ Gambarkan garis vertikal dengan dimensi 37mm, 20mm, dan 22mm untuk mendapatkan pusat O4, O5dan O6.
⑧ Temukan pusat kedua busur R7mm, gambar garis sudut 25° dan 30° melalui titik pusat O3 untuk mendapatkan pusat-pusat O7 dan O8seperti yang ditunjukkan pada Gambar 15d.
Catatan: Karena lingkaran R32mm bersinggungan secara eksternal dengan lingkaran R7mm, busur dapat digambar dengan O1 dan O4 sebagai pusat dan R39mm sebagai jari-jari; karena busur R14mm bersinggungan secara eksternal dengan lingkaran R7mm, busur harus digambar dengan R21mm sebagai jari-jari; R18mm bersinggungan secara eksternal dengan lingkaran R7mm, jadi busur harus digambar dengan R25mm sebagai jari-jari. Akhirnya, dua pusat lingkaran R7mm O9 dan O10 diperoleh.
⑨ Gambarkan garis singgung yang secara simultan bersinggungan dengan dua busur R7mm, R32mm, dan dua garis lurus, seperti ditunjukkan pada Gambar 15e.
⑩ Gambarlah lingkaran lubang ϕ35mm dan lima lingkaran lubang ϕ11mm, seperti ditunjukkan pada Gambar 15f.
3) Periksa garis-garis menurut gambar untuk mengetahui, apakah ada yang hilang.
4) Menurut persyaratan untuk tanda tinju, buatlah tanda tinju pada garis yang digambar.
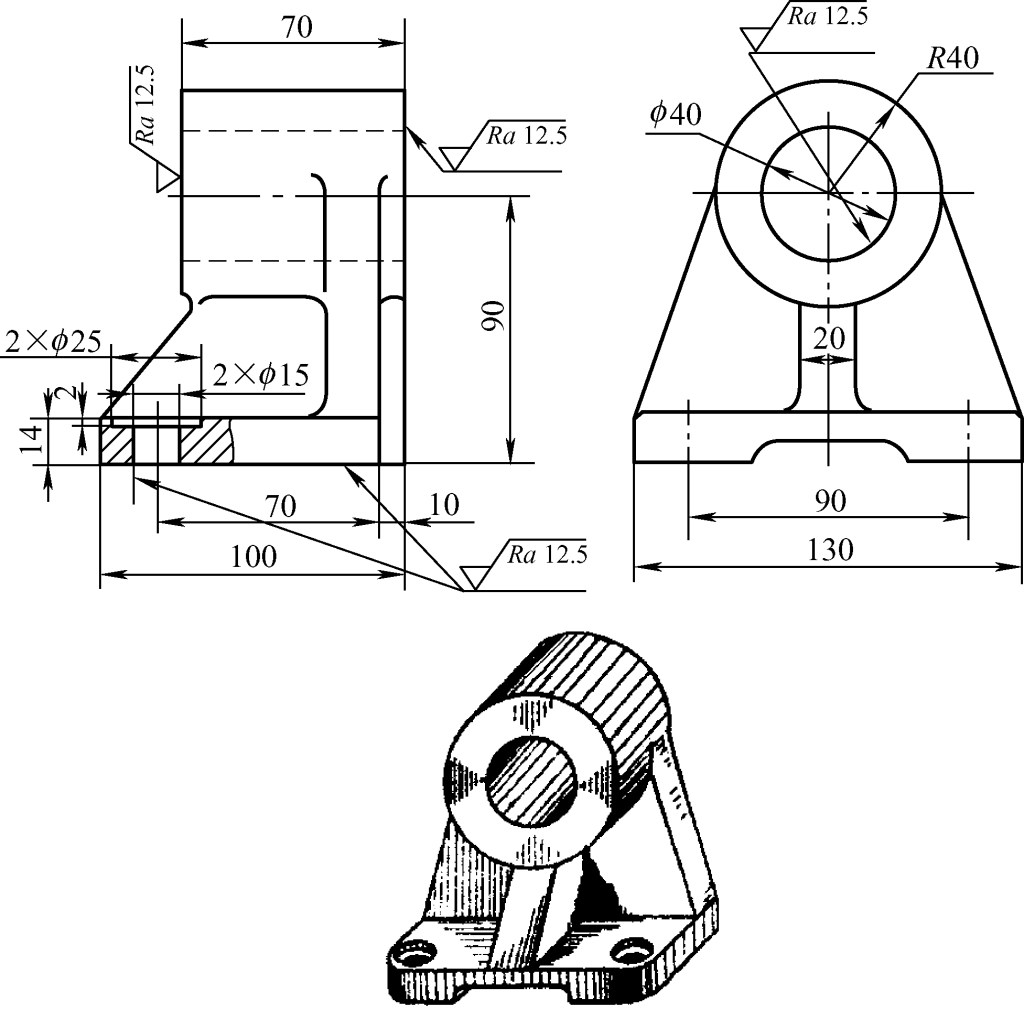
Gambar 16 menunjukkan gambar bagian rumah bantalan. Tindakan pencegahan dan langkah-langkah untuk pengoperasian tata letak tiga dimensinya adalah sebagai berikut:
1) Tindakan pencegahan selama pengoperasian tata letak
2) Langkah-langkah operasi tata letak
① Seperti yang ditunjukkan pada Gambar 17, gunakan lingkaran luar rumah bantalan (R40mm) sebagai lingkaran referensi, gunakan kartu penggaris untuk memusatkan dan menandai garis kisaran tengah lubang dalam bantalan.
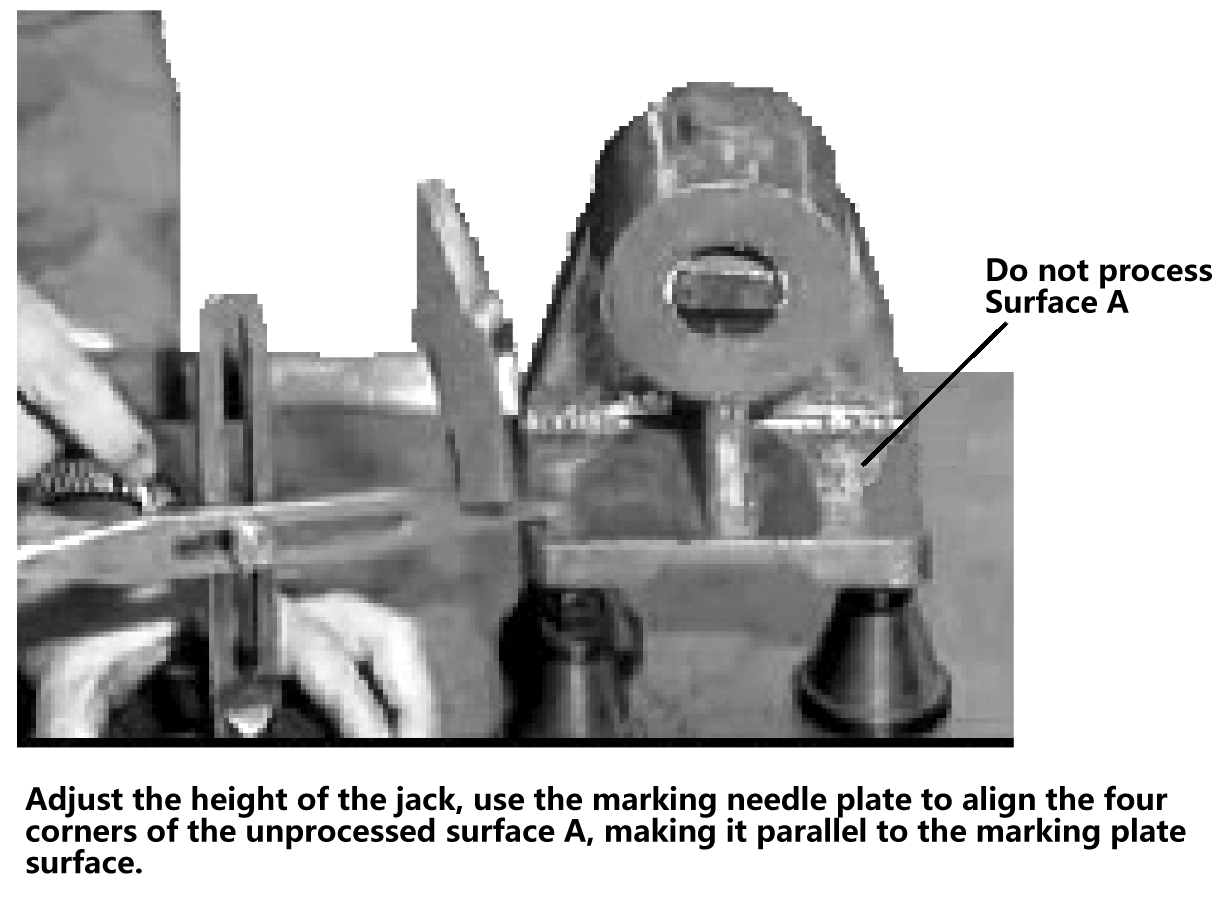
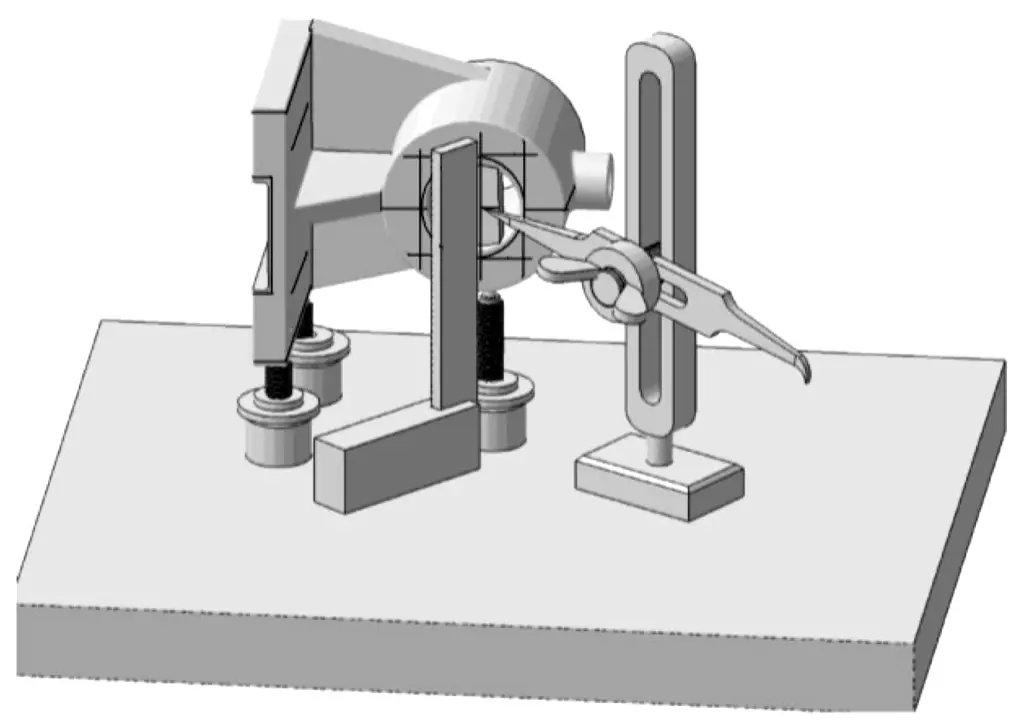
② Pemasangan dan penyelarasan benda kerja. Seperti yang ditunjukkan pada Gambar 18, sesuaikan ketinggian ketiga dongkrak dan gunakan pelat penggores untuk meratakan permukaan yang belum diproses (permukaan atas pelat dasar rumah bearing).
③ Tata letak arah ketinggian, langkah-langkahnya adalah sebagai berikut:
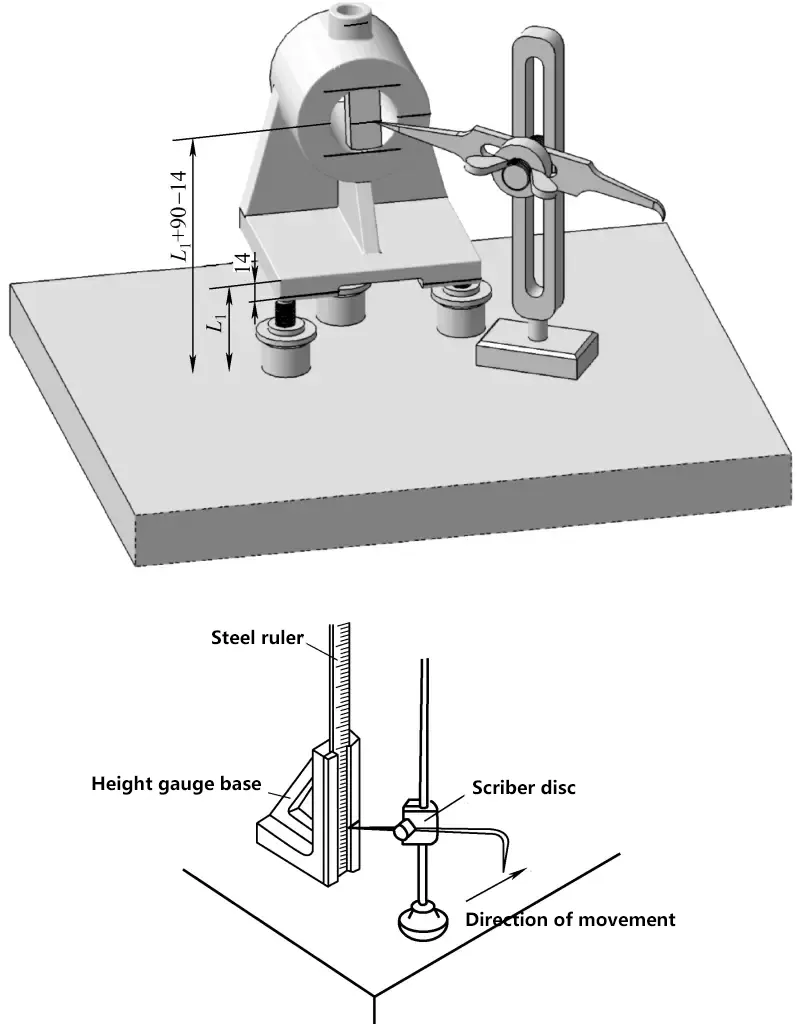
Seperti yang ditunjukkan pada Gambar 19, gunakan penggaris baja atau ujung lengkung pelat penggores yang dikombinasikan dengan pengukur tinggi untuk mengukur dimensi L1Gunakan ujung kaki lurus dari pelat penggores yang dikombinasikan dengan pengukur ketinggian untuk mengukur dimensi (L1+90mm-14mm), tandai garis tengah lubang rumah bantalan, tambahkan dan kurangi jari-jari lubang bagian dalam (mengacu pada penggaris baja) untuk mengukur dimensi, dan tandai garis singgung lingkaran dalam bagian atas dan bawah lubang rumah (ϕ40mm).
Gunakan ujung kaki lurus dari pelat penggaris yang dikombinasikan dengan pengukur ketinggian untuk mengukur dimensi (L1-14mm), tandai garis pemrosesan untuk permukaan pemasangan di bagian bawah rumah bantalan. Demikian pula, tandai garis ketinggian untuk permukaan ujung lubang pengisian oli.
Amati apakah garis tengah pada arah ketinggian lubang dalam bantalan berada dalam kisaran tengah yang ditemukan oleh kartu penggaris pada langkah di atas. Jika berada dalam kisaran busur tengah berbentuk "baik", tidak diperlukan peminjaman material; jika tidak berada dalam kisaran busur tengah berbentuk "baik", maka peminjaman material arah ketinggian harus dilakukan, yaitu material dapat dipinjam dengan menyesuaikan tunjangan pemesinan ke arah ketinggian lingkaran dalam dan luar rumah bantalan, dengan metode peminjaman khusus seperti yang dijelaskan sebelumnya.
④ Tata letak arah panjang. Putar rumah bantalan 90°, sangga dengan baik dengan tiga dongkrak, sesuaikan dongkrak, dan gunakan kotak untuk memeriksa vertikalitas, seperti yang ditunjukkan pada Gambar 3-19.
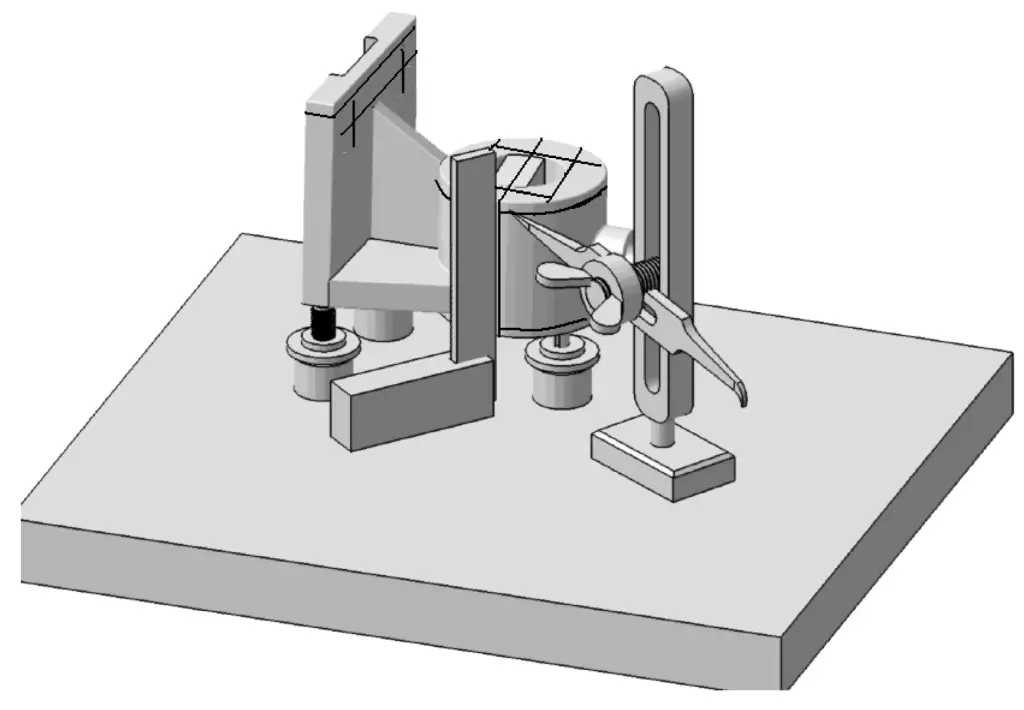
⑤ Tata letak arah lebar. Seperti yang ditunjukkan pada Gambar 21, putar rumah bantalan 90° lagi dan posisikan, sesuaikan ketinggian dongkrak, dan gunakan kotak untuk memeriksa vertikalitas. Tandai garis pemrosesan untuk permukaan ujung lubang rumah bantalan, lubang pemasangan pada permukaan bawah dengan arah lebar, dan permukaan bawah pemasangan dengan arah lebar.
⑥ Setelah menyelesaikan tata-letak dan mengecek kesalahan, beri tanda pada garis yang digambar. Pada titik ini, tata-letak sudah selesai.
Jika Anda ingin membagi benda kerja menjadi z bagian yang sama, setiap kali benda kerja (spindel) perlu berputar 1/z putaran, jumlah putaran pegangan kepala pemisah harus n putaran, dan harus memenuhi hubungan berikut (z <40), yaitu
n = 40 / z = a + P / Q
Di mana n adalah jumlah putaran yang harus dilakukan kepala pembagi saat membagi menjadi z bagian yang sama; z adalah jumlah pembagian benda kerja; 40 adalah konstanta kepala pembagi; a adalah jumlah keseluruhan putaran gagang pembagi; Q adalah jumlah lubang pada lingkaran lubang tertentu pada pelat pembagi; P adalah jumlah jarak lubang yang harus digerakkan gagang pada lingkaran lubang dengan Q lubang.
Dapat dilihat bahwa dengan memutar gagang pemisah 40/z putaran, spindel dapat diputar 1/z putaran.
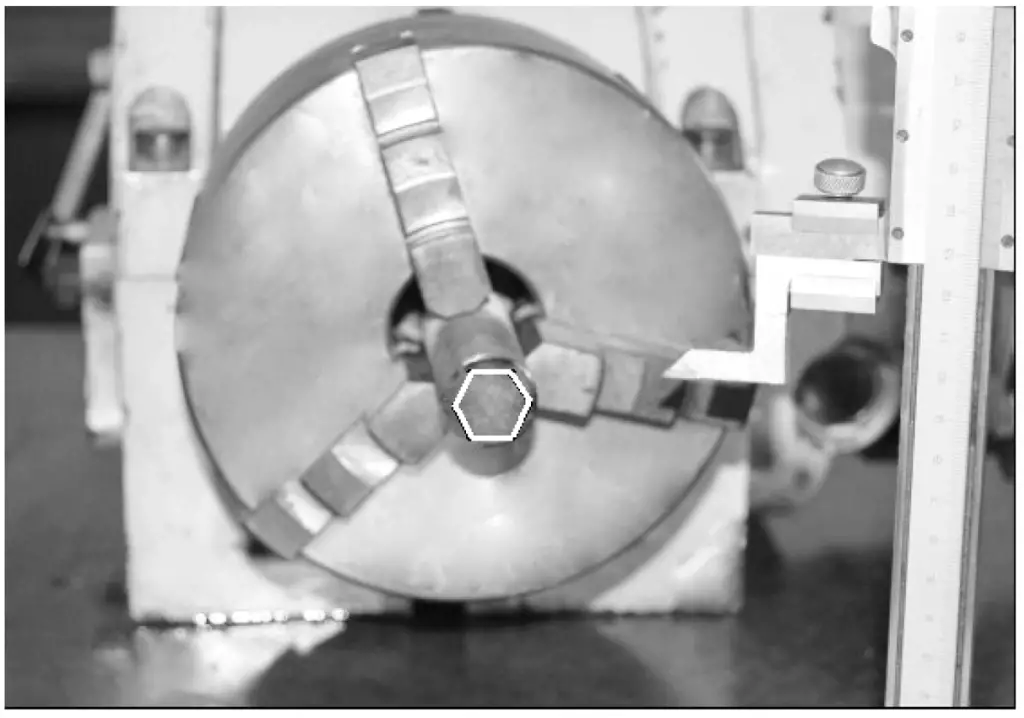
Seperti yang ditunjukkan pada Gambar 22, untuk membagi silinder menjadi enam bagian yang sama (yaitu, untuk menandai batas pemrosesan prisma heksagonal beraturan pada permukaan ujung dan permukaan luar silinder), untuk setiap garis yang ditarik, gagang kepala pemisah harus berputar n = 40/6 = (6+2/3) putaran. Artinya, setiap kali kepala pembagi berputar (6+2/3) putaran, satu garis dapat ditarik. Dengan memutar gagang dengan cara ini, segi enam dapat ditandai pada permukaan ujung silinder.
Tetapi pertanyaannya adalah, bagaimana cara memutar 2/3 putaran? Analisis terperinci berikut ini membahas masalah ini.
1) Metode pembagian sederhana
Seperti yang ditunjukkan pada Gambar 22, pembagian sederhana dapat dilakukan dengan menggunakan dial bertahap. Sebagai contoh, untuk menandai batas pemrosesan prisma heksagonal biasa pada permukaan ujung dan permukaan silinder luar silinder, putar gagang 60° setiap kali dan gunakan pengukur ketinggian untuk menarik garis.
2) Tata letak divisi yang tepat
Untuk pembagian yang sama persis, pelat pembagi dapat digunakan untuk tata letak pembagian.
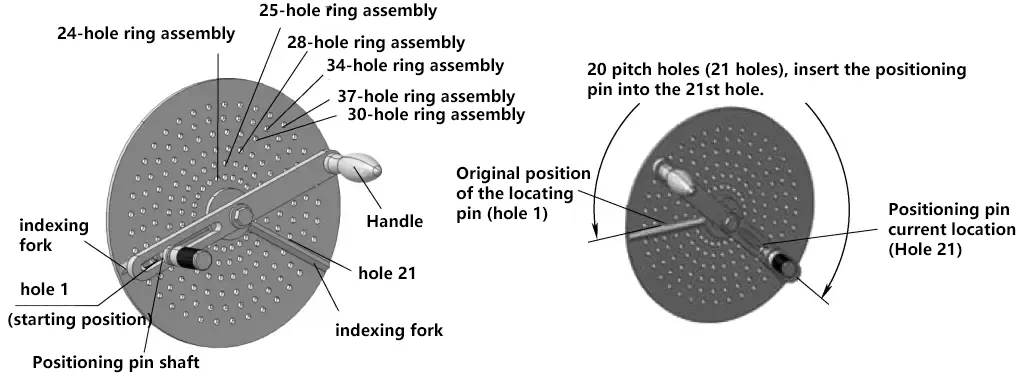
Seperti yang ditunjukkan pada pelat pembagi pada Gambar 23, ini adalah dasar untuk penghitungan pembagian. Terdapat beberapa lingkaran lubang pada pelat pembagi dengan jumlah lubang yang berbeda yang dibagi secara akurat. Ketika nilai n yang dihitung termasuk pecahan, penyebut dan pembilang pecahan ini dapat dikalikan dengan faktor yang sama untuk membuat penyebutnya sama dengan jumlah lubang dalam lingkaran tertentu pada pelat pembagi, dan pembilangnya menjadi jumlah jarak lubang yang harus digerakkan oleh gagang.
Contohnya, untuk putaran 2/3 pada contoh di atas, penyebut dan pembilangnya bisa dikalikan dengan 8, mengubahnya menjadi 16/24, dan 24 lubang adalah tepat satu kelompok lingkaran lubang pada pelat pembagi. Oleh karena itu, dengan menggerakkan gagang pembagi 16 jarak lubang (17 lubang) pada kelompok lingkaran 24 lubang, maka, tujuan pemutaran 2/3 putaran dapat dicapai.
Dengan kata lain, setelah memutar 6 putaran penuh dan 16 jarak lubang (17 lubang), satu garis dapat ditarik. Dengan memutar gagangnya
Dengan kata lain, sebuah garis dapat ditarik setelah setiap 6 putaran dan 20 ruang lubang (21 lubang). Demikian pula, pembilang dan penyebut dapat diperluas secara simultan ke kelipatan lainnya. Pengalaman menunjukkan bahwa semakin banyak lubang dalam kelompok lingkaran lubang, semakin tinggi presisi pengindeksan. Proses pengindeksan spesifik ditunjukkan pada Gambar 23.