
Koreksi Manual: Teknik untuk Pelat Baja Tipis & Tebal, dan Profil
Pernahkah Anda bertanya-tanya mengapa komponen lembaran logam terkadang tidak bisa menyatu dengan sempurna? Artikel ini mengeksplorasi dunia yang menarik dari...
Penasaran ingin menguasai pengelasan TIG manual? Artikel ini memberikan tips yang sangat berharga untuk menyempurnakan teknik Anda, mulai dari memegang pistol las dengan benar hingga memukul busur dan memasukkan kawat secara efisien. Temukan cara menghasilkan pengelasan yang bersih dan presisi serta menangani berbagai posisi pengelasan dengan percaya diri. Siap untuk meningkatkan keterampilan pengelasan Anda? Selami strategi penting ini untuk menjadi mahir dalam pengelasan TIG manual.

Pegang pistol las dengan tangan kanan, jepit bagian depan pistol dengan jari telunjuk dan ibu jari, tiga jari lainnya harus menyentuh titik penyangga pada benda kerja, atau gunakan jari telunjuk atau jari tengah sebagai titik penyangga. Bernapaslah secara merata, pegang pistol las dengan kuat untuk menjaga kestabilannya, dan jaga agar busur las tetap stabil. Kuncinya adalah mencegah elektroda tungsten mengalami korsleting dengan benda kerja atau kawat las selama proses pengelasan.
1) Gunakan generator pulsa tegangan tinggi atau osilator frekuensi tinggi untuk inisiasi busur non-kontak. Miringkan pistol las sehingga ujung nosel menyentuh benda kerja, jaga agar tungsten sedikit menjauh dari benda kerja dan arahkan ke titik awal pengelasan. Nyalakan sakelar pada pistol las, mulai aliran gas argon, dan setelah jangka waktu tertentu (2 ~ 7 detik), busur akan secara otomatis dimulai. Setelah busur dinyalakan, angkat pistol las dan sesuaikan sudut antara pistol las dan benda kerja untuk memulai pengelasan.
2) Inisiasi busur kontak langsung, tetapi membutuhkan pelat inisiasi busur (pelat tembaga murni atau pelat grafit). Kikis sedikit pelat inisiasi busur untuk menyalakan busur, lalu pindahkan ke titik awal pengelasan untuk memulai pengelasan, hindari pembakaran pada awal pengelasan. Metode ini cocok untuk pengelasan pelat tipis. Gas harus dialirkan 5 ~ 10 detik sebelum memulai busur.
Lihat Tabel 5-95 untuk metode pengumpanan kawat dan titik operasi utama. Saat memasukkan kawat, perhatikan juga hal-hal berikut ini:
Tabel 5-95 Metode pengumpanan kawat dan titik operasi utama
| Metode Pengisian | Poin-poin Operasi Utama | Lingkup Aplikasi |
| Pengumpanan Kawat Berkelanjutan | Gunakan ibu jari, jari telunjuk, dan jari tengah tangan kiri untuk memasukkan kawat, dengan jari manis dan kelingking memegang kawat untuk mengontrol arah, sehingga kawat harus cukup lurus, gerakan lengan minimal, dan bergerak maju saat kawat hampir habis | Menyebabkan gangguan minimal pada lapisan pelindung, cocok untuk pengumpanan kawat dalam jumlah besar, di bawah parameter pengelasan yang kuat |
| Pengumpanan Kawat Terputus-putus (Pengumpanan Tetes) | Pegang kawat dengan erat dengan ibu jari, telunjuk, dan jari tengah tangan kiri, jaga agar ujung kawat selalu berada di dalam area perlindungan argon; tindakan pengumpanan kawat harus dilakukan dengan lembut, dengan mengandalkan gerakan lengan dan pergelangan tangan ke atas dan ke bawah secara berulang-ulang untuk mengalirkan tetesan cairan dari ujung kawat ke dalam kolam cairan | Cocok untuk Pengelasan Semua Posisi |
| Kawat mengikuti alur dan tepi tumpul untuk melebur ke dalamnya | Tekuk kawat menjadi bentuk busur, dengan cermat pas ke dalam celah alur, memastikan bahwa busur melelehkan tepi tumpul alur sekaligus melelehkan kawat, yang membutuhkan celah antara sambungan lebih kecil dari diameter kawat | Mencegah kawat las menghalangi pandangan tukang las, cocok untuk pengelasan pada posisi yang sulit |
| Pengumpanan Kawat Osilasi Melintang | Kawat las berayun ke samping dengan pistol las, dan amplitudo keduanya harus konsisten | Metode ini dapat diterapkan pada pengelasan dengan lapisan las yang lebih lebar. |
| Pengumpanan Kawat Bagian Belakang | Kawat las diumpankan dari sisi belakang benda kerja, yang membutuhkan standar tinggi untuk celah alur, diameter kawat, dan teknik pengoperasian | Metode ini berlaku untuk pengelasan di atas kepala. |
1) Harus menunggu sampai kedua sisi alur meleleh sebelum menambahkan kawat. Saat menambahkan kawat, sudut antara kawat las dan permukaan benda kerja harus sekitar 15 °, dengan cepat maju dari tepi depan kolam cair, lalu tarik kembali, dan ulangi.
2) Pengumpanan kawat harus seragam, dan kecepatannya sesuai. Kecepatan pengumpanan kawat harus sesuai dengan kecepatan pengelasan. Bila celah alur lebih besar dari diameter kawat las, kawat harus berayun ke samping selaras dengan busur.
Pengelasan dengan tangan kiri cocok untuk mengelas bagian yang tipis, dengan pistol las bergerak dari kanan ke kiri, busur mengarah ke bagian yang tidak dilas, yang dipanaskan terlebih dahulu, sehingga menghasilkan kecepatan pengelasan yang cepat, lapisan las yang sempit, dan waktu diam suhu tinggi yang singkat di kolam cair, yang bermanfaat untuk memurnikan kristal logam. Kawat las terletak di depan busur, sehingga mudah dikendalikan. Pengelasan dengan tangan kanan cocok untuk mengelas bagian yang tebal, dengan pistol las bergerak dari kiri ke kanan, busur mengarah ke bagian yang dilas, yang membantu melindungi permukaan las dari oksidasi suhu tinggi dengan argon.
1) Panjang busur (dengan kawat pengisi) 3 ~ 6mm. Panjang elektroda tungsten yang menonjol dari nosel pada umumnya 5 ~ 8mm. Elektroda tungsten harus setinggi mungkin ke benda kerja atau mempertahankan sudut yang lebih besar (70 ° ~ 85 °) dengan permukaan benda kerja. Jarak antara nosel dan permukaan benda kerja tidak boleh melebihi 10mm.
2) Untuk lembaran logam yang lebih tebal dari 4mm, pengelasan vertikal ke bawah dan ke atas dapat dilakukan, dan untuk benda kerja yang lebih tebal dari 4mm, pengelasan vertikal ke atas umumnya digunakan.
3) Untuk mencapai lebar lasan yang diperlukan, pistol las dapat melakukan ayunan lateral yang sesuai di samping gerakan linier, tetapi tidak boleh melompat.
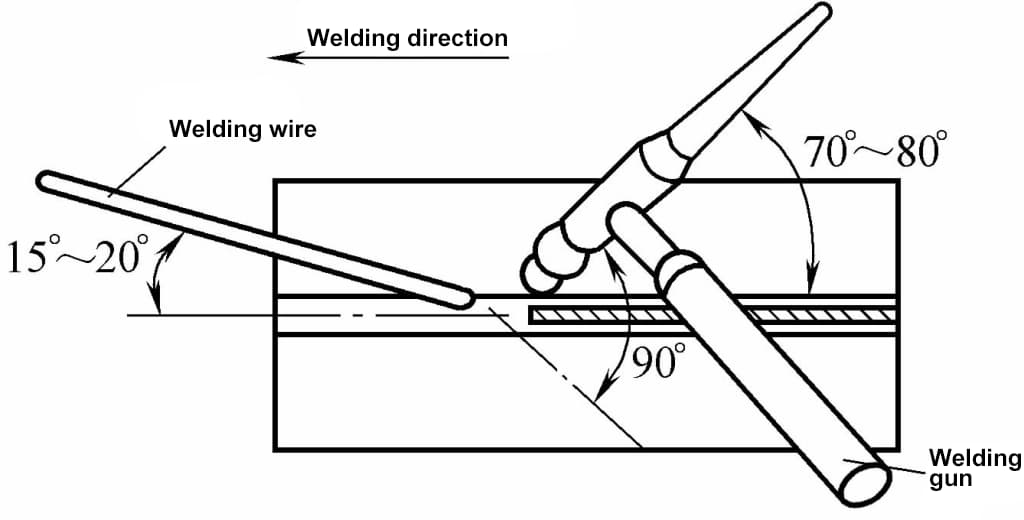
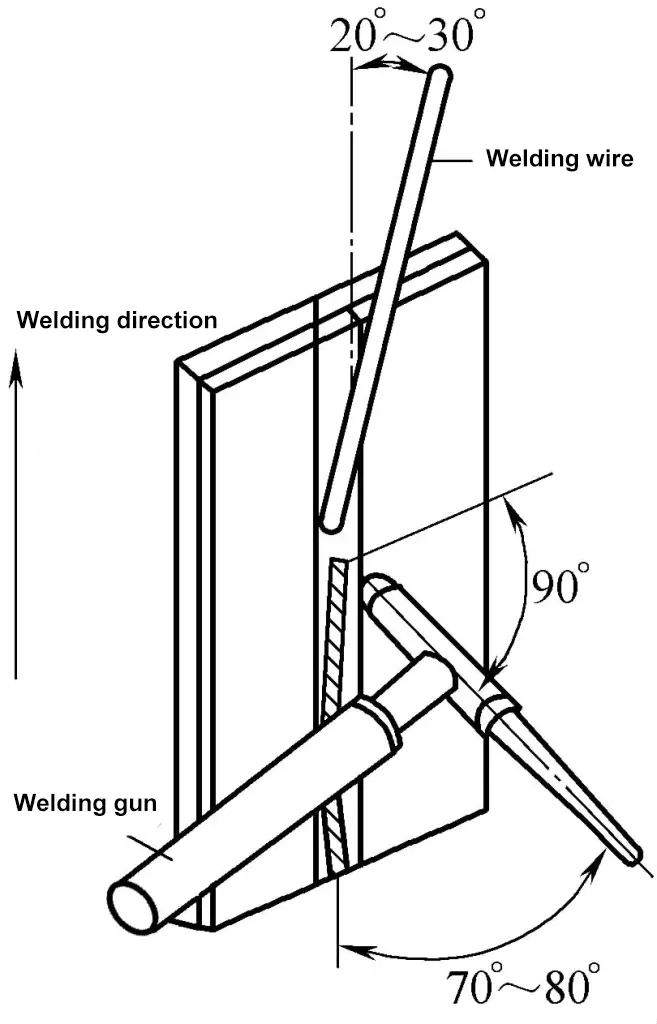
4) Untuk pengelasan datar, pengelasan horizontal, dan pengelasan di atas kepala, baik teknik pengelasan tangan kiri atau kanan dapat digunakan, umumnya digunakan teknik tangan kiri. Sudut pistol las dan posisi kawat pengisi untuk pengelasan datar ditunjukkan pada Gambar 5-62, untuk pengelasan vertikal seperti yang ditunjukkan pada Gambar 5-63, dan untuk pengelasan horizontal seperti yang ditunjukkan pada Gambar 5-64.
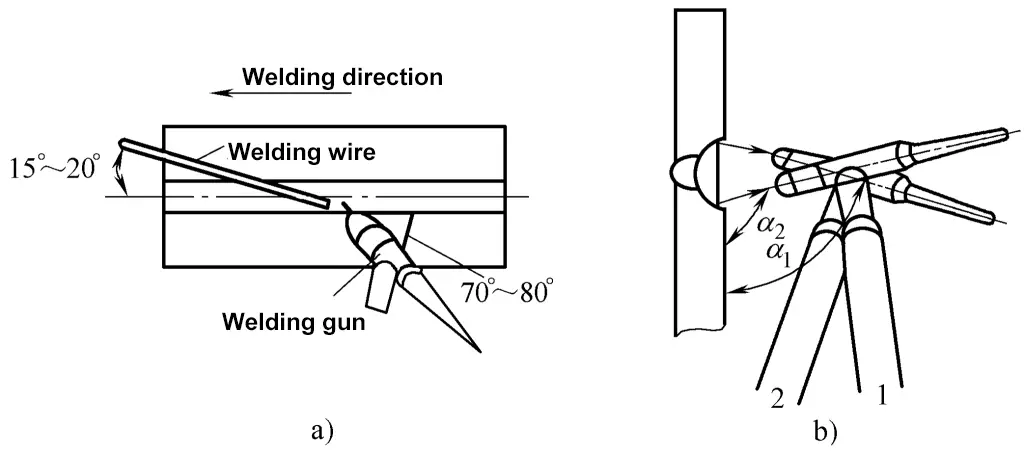
a) Sudut pistol root pass pengelasan horizontal dan posisi kawat pengisi
b) Sudut pistol lulus penutup pengelasan horizontal α 1 =95°~105°, α 2 =70°~80°
5) Lihat Tabel 5-96 untuk titik operasi utama dari berbagai posisi pengelasan dalam pengelasan busur argon elektroda tungsten.
Tabel 5-96 Titik operasi utama dari berbagai posisi pengelasan dalam pengelasan busur argon elektroda tungsten
| Metode Pengelasan | Karakteristik Pengelasan | Tindakan pencegahan |
| Pengelasan datar pada sambungan pantat alur-I | Pilih metode yang sesuai untuk memegang pistol las, tinggi nosel 6 ~ 7mm, panjang busur 2 ~ 3mm, miringkan pistol las ke depan, gunakan metode pengelasan kiri, dan letakkan ujung kawat las di tepi depan kolam cair. | Sudut gerak obor las dan arus pengelasan tidak boleh terlalu tinggi; untuk mencegah obor las bergetar, sebaiknya gunakan obor las berpendingin udara. |
| Pengelasan datar dengan sudut I-groove | Cara memegang obor las sama dengan cara memegang obor las untuk pengelasan butt flat. Tinggi nosel adalah 6 ~ 7mm, dan panjang busur 2 ~ 3mm. | Perpanjangan elektroda tungsten tidak boleh terlalu panjang, busur tidak boleh menyimpang terlalu banyak dari bagian tengah jahitan, dan kawat pengisi tidak boleh ditambahkan secara berlebihan. |
| Pengelasan datar pada sambungan pangkuan | Cara memegang obor las sama dengan cara memegang las butt flat. Tinggi nosel dan panjang busur sama dengan pengelasan datar sudut, dan bila tidak menambahkan kawat, lebar las kira-kira dua kali diameter elektroda tungsten. | Jika pelat tipis, kawat pengisi tidak boleh ditambahkan, tetapi permukaan sambungan pangkuan tidak boleh ada celah dan kedua pelat harus pas; panjang busur sama dengan diameter elektroda tungsten, dan lebar jahitan sekitar dua kali diameter elektroda tungsten, kecepatan pengelasan harus dikontrol dengan ketat; saat menambahkan kawat, lebar jahitannya 2,5 ~ 3 kali diameter elektroda tungsten, menambahkan kawat dari bagian atas kolam lelehan dapat mencegah pemotongan. |
| Pengelasan datar pada sambungan T | Cara memegang obor las, tinggi nozzle, dan panjang busur sama dengan pengelasan butt flat. | Busur harus sejajar dengan sudut atas; sudut perjalanan obor las dan panjang busur tidak boleh terlalu besar; panaskan terlebih dahulu hingga sisi takik pada titik awal meleleh, membentuk kolam cair sebelum mulai menambahkan kawat pengisi. |
| Pengelasan vertikal pada sambungan pantat | Menggenggam pistol las seperti pada pengelasan datar | Cegah undercut di kedua sisi las dan kendur di bagian tengah. |
| Pengelasan vertikal ke atas pada sambungan-T | Cara memegang obor las dan ketinggian nozzle sama dengan pengelasan datar. Posisi kawat pengisi terbaik adalah di bagian paling depan dari kolam cair, sama seperti untuk pengelasan vertikal butt. | - |
| Pengelasan horizontal pada sambungan pantat | Posisi kawat pengisi terbaik adalah di bagian tepi di depan dan di atas kolam lelehan. | Untuk mencegah undercut di sisi atas las dan gumpalan las di sisi bawah; pada saat yang sama, sudut kerja antara pistol las dan dua permukaan vertikal di atas dan di bawah tidak boleh sama, menggunakan gaya hembusan ke atas dari busur untuk mendukung logam cair |
| Pengelasan horizontal sambungan-T | Cara memegang pistol las: Panjang busur dan tinggi nosel sama dengan pengelasan datar sambungan-T | - |
| Pengelasan sambungan pantat di atas kepala | Posisi pengumpanan kawat terbaik adalah tepat di tepi depan kolam las | - |
| Pengelasan sambungan T di atas kepala | Jika memungkinkan, gunakan kawat penimbunan di sisi sebaliknya | Karena kolam las cenderung melorot, arus pengelasan harus rendah dan kecepatannya harus cepat |
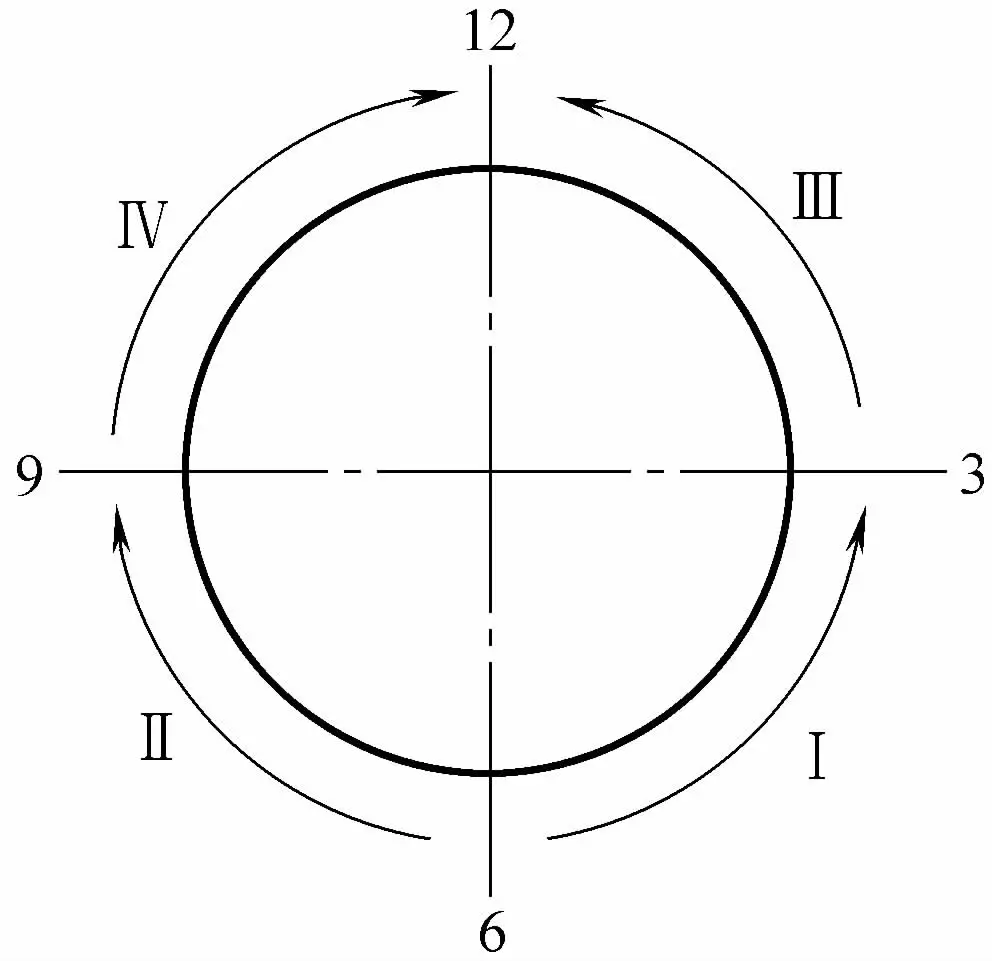
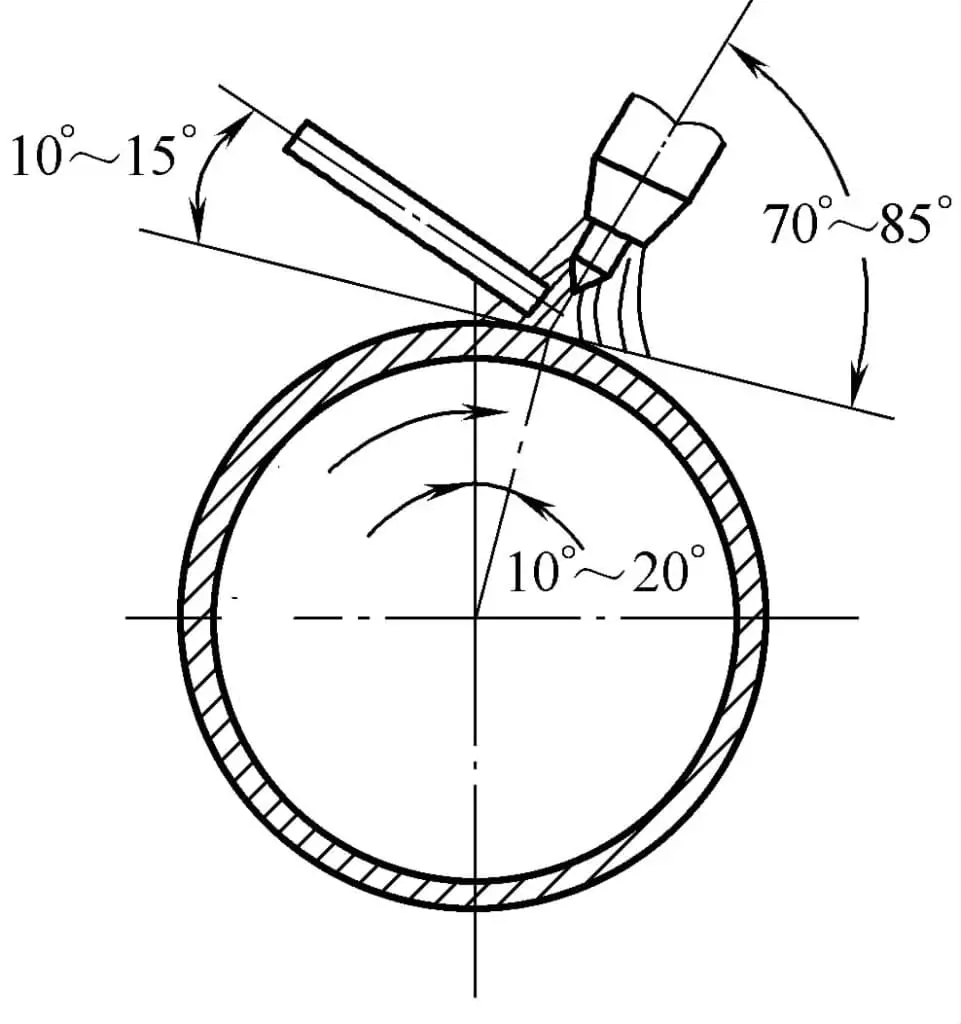
| Menggabungkan pengelasan datar, vertikal, dan di atas kepala | Titik awal pengelasan umumnya dipilih pada posisi "jam 6" jam, pertama-tama las berlawanan arah jarum jam ke posisi "jam 3", kemudian las dari posisi "jam 6" ke posisi "jam 9", lalu mulai busur secara terpisah dari posisi "jam 3" dan "jam 9", las ke posisi "jam 12", seperti yang ditunjukkan pada gambar 5-65; ketika diameter pipa kecil, Anda dapat mengelas langsung dari posisi "jam 6" ke "jam 12" | Sambungan harus digiling terlebih dahulu untuk memastikan penetrasi; kawat las dapat ditekuk terlebih dahulu menjadi bentuk tertentu untuk pengumpanan; sudut antara pistol las dan benda kerja harus selalu tidak berubah, dan posisi kawat las harus nyaman |
6) Urutan pengelasan pipa ditunjukkan pada gambar 5-65. Posisi relatif pistol las atau kawat las terhadap benda kerja selama pengelasan butt datar pada pipa yang berputar ditunjukkan pada gambar 5-66.
7) Selama pengelasan, ujung kawat las harus selalu berada di dalam zona perlindungan argon, kawat las tidak boleh ditempatkan langsung di bawah busur atau diangkat terlalu tinggi, dan tetesannya juga tidak boleh dibiarkan "menetes" ke kolam las. Posisi pengisian kawat ditunjukkan pada gambar 5-67.
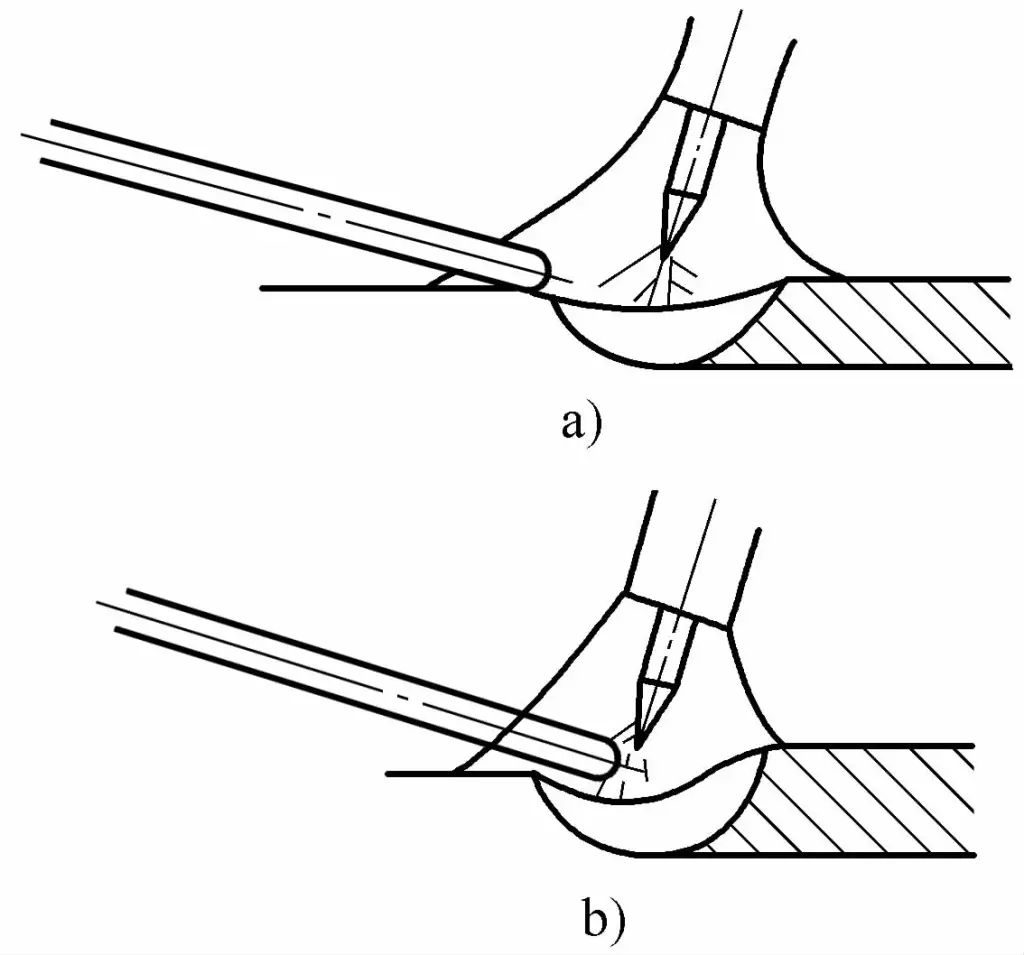
a) Benar
b) Salah
8) Selama operasi, jika elektroda tungsten secara tidak sengaja menyentuh kawat las, menyebabkan korsleting sesaat, maka akan mencemari pengelasan. Segera hentikan pengelasan, giling area yang terkontaminasi dengan roda gerinda sampai kilau logam terlihat, dan potong bagian ujung kawat pengisi. Elektroda tungsten yang terkontaminasi harus dibentuk ulang sebelum melanjutkan pengelasan.
1) Sambungan harus memiliki kemiringan dan tidak ada sudut mati.
2) Posisi penyalaan ulang harus berada di belakang lubang busur asli, membuat lasan tumpang tindih 20 ~ 30mm, umumnya menambahkan sedikit atau tidak ada kawat pengisi pada tumpang tindih.
3) Kolam cair harus menembus ke akar sendi untuk memastikan fusi menyeluruh pada sendi.
Saat mengakhiri busur, gunakan perangkat peluruhan arus otomatis untuk menghindari pembentukan lubang busur. Jika perangkat ini tidak tersedia, ubah sudut pistol las, perpanjang busur, dan tingkatkan kecepatan pengelasan.
Saat menutup lapisan las pada pipa, biasanya busur sedikit diperpanjang, tumpang tindih dengan lapisan las sejauh 20 ~ 40mm, dan tambahkan sedikit atau tidak sama sekali pada bagian yang tumpang tindih. Setelah memadamkan busur, tunda penghentian pasokan gas selama sekitar 10 detik. Untuk detail operasi dan situasi yang berlaku dari metode pemadaman busur dalam manual Pengelasan TIGlihat Tabel 5-97.
Tabel 5-97 Rincian operasi dan situasi yang dapat diterapkan untuk metode pemadaman busur pada pengelasan TIG manual
| Teknik Pemutusan Busur Api | Poin-poin Operasional Utama | Situasi yang Berlaku |
| Metode Penguatan Las | Pada akhir pengelasan, kecepatan menggerakkan pistol las ke depan berkurang, kemiringan pistol las ke belakang meningkat, dan jumlah pengumpanan kawat meningkat hingga kolam cair terisi penuh, lalu busur dipadamkan. | Metode ini digunakan secara luas dan secara umum dapat diterapkan pada semua struktur. |
| Metode Peningkatan Kecepatan Pengelasan | Pada akhir pengelasan, kecepatan menggerakkan pistol las ke depan secara bertahap meningkat, jumlah pengumpanan kawat secara bertahap berkurang, hingga benda kerja tidak meleleh, dan lapisan las menyempit dari lebar ke sempit, secara bertahap akan berakhir. | Metode ini cocok untuk pengelasan busur argon pipa dan membutuhkan keterampilan tinggi dari tukang las. |
| Penggunaan Metode Pelat Limpasan | Pasang pelat penahan busur di luar area pemadaman busur pada benda kerja, padamkan busur pada pelat penahan setelah menyelesaikan benda kerja, lalu potong pelat penahan busur. | Metode ini relatif sederhana dan cocok untuk pengelasan sambungan datar dan memanjang. |
| Metode Peluruhan Saat Ini | Pada akhir pengelasan, pertama-tama putuskan catu daya, biarkan kecepatan putaran generator secara bertahap berkurang, dan arus pengelasan juga melemah, sehingga mencapai peluruhan busur. | Metode ini cocok untuk acara-acara yang menggunakan generator las busur. Jika menggunakan penyearah las busur silikon, diperlukan perangkat sederhana tambahan untuk mengurangi arus eksitasi secara bertahap. |







