
Sudut, Saluran, dan Pipa Pengerolan dan Pembengkokan
Pernahkah Anda melihat pipa dan tangki logam besar di pabrik-pabrik? Mereka mulai sebagai lembaran datar! Pembengkokan gulungan adalah...
Apa perbedaan antara pipa tanpa sambungan dan pipa dengan sambungan las dalam hal aplikasi dan manfaatnya? Dari transportasi fluida hingga komponen struktural, setiap jenis memiliki kekuatan yang unik. Artikel ini membahas klasifikasi dan spesifikasi teknis material pipa, untuk membantu Anda memahami perannya dalam berbagai industri. Pelajari tentang beragam metode produksi, bentuk penampang, dan sifat material yang menentukan pipa seamless dan pipa las, untuk memastikan pilihan optimal bagi kebutuhan teknik Anda. Selami untuk mengetahui bagaimana komponen penting ini meningkatkan efisiensi dan kinerja di bidang manufaktur dan lainnya.

Dibandingkan dengan material baja padat seperti pipa baja dan baja bulat, dengan kekuatan tekuk dan puntir yang sama, bobotnya lebih ringan, sehingga menjadikannya baja penampang yang ekonomis. Selain itu, pembuatan komponen berbentuk cincin dengan pipa baja dapat meningkatkan pemanfaatan material, menyederhanakan proses manufaktur, dan menghemat material dan waktu pemrosesan, seperti cincin bantalan gelinding, selongsong dongkrak, dll., yang sekarang banyak diproduksi dengan pipa baja.
Pipa baja juga merupakan bahan yang sangat diperlukan untuk berbagai senjata konvensional, seperti laras senapan dan laras meriam, yang terbuat dari pipa baja. Oleh karena itu, bagian pembentuk pipa semakin banyak digunakan pada beberapa komponen struktur rangka mesin pertanian, mesin konstruksi, industri otomotif, dan produk industri pertahanan nasional.
Ada banyak jenis alat kelengkapan pipa, dan metode klasifikasi yang umum adalah sebagai berikut.
(1) Pipa tanpa sambungan
Pipa seamless adalah jenis material baja panjang dengan bagian berongga dan tidak ada jahitan di sekelilingnya. Pipa baja memiliki bagian berongga dan banyak digunakan sebagai saluran pipa untuk mengangkut cairan, seperti saluran pipa untuk mengangkut minyak, gas alam, gas, air, dan bahan padat tertentu, dll.
Bergantung pada desain dan penggunaan yang berbeda, pipa baja seamless yang digunakan pada mesin pertanian umumnya mencakup pipa baja seamless struktural (GB/T8162-2008), pipa baja seamless presisi yang ditarik atau digulung dingin (GB3639-2009), dan pipa baja seamless berbentuk khusus.
Pipa baja seamless digunakan untuk struktur umum dan struktur mekanis. Pipa baja seamless presisi yang ditarik dingin atau digulung dingin digunakan untuk struktur mekanis dan peralatan hidrolik dengan akurasi dimensi tinggi dan kehalusan permukaan yang baik. Pipa baja seamless berbentuk khusus mengacu pada pipa baja seamless dengan bentuk penampang lain selain pipa bulat.
Bergantung pada ukuran penampang pipa baja yang berbeda, mereka dapat dibagi menjadi pipa baja seamless berbentuk khusus dengan ketebalan dinding yang sama (kode D), pipa baja seamless berbentuk khusus dengan ketebalan dinding yang tidak sama (kode BD), dan pipa baja seamless berbentuk khusus berdiameter variabel (kode BJ). Pipa baja seamless berbentuk khusus banyak digunakan di berbagai bagian struktural, perkakas, dan bagian mekanis. Dibandingkan dengan pipa bulat, pipa berbentuk khusus umumnya memiliki momen inersia dan modulus penampang yang lebih besar, ketahanan lentur dan torsi yang lebih besar, dapat secara signifikan mengurangi berat struktur, dan menghemat baja.
(2) Pipa yang dilas
Pipa baja las, juga dikenal sebagai pipa las, adalah pipa baja yang dibuat dengan pengelasan setelah pelat baja atau strip baja digulung dan dibentuk. Proses produksi pipa baja yang dilas sederhana, dengan efisiensi produksi yang tinggi, banyak variasi dan spesifikasi, dan investasi yang lebih sedikit pada peralatan, tetapi kekuatannya umumnya lebih rendah daripada pipa baja tanpa sambungan.
Sejak tahun 1930-an, dengan pesatnya perkembangan produksi penggulungan strip berkualitas tinggi yang terus menerus dan kemajuan teknologi pengelasan dan inspeksi, kualitas pengelasan terus ditingkatkan, varietas dan spesifikasi pipa baja yang dilas terus meningkat, dan telah menggantikan pipa baja tanpa sambungan di lebih banyak bidang.
1) Menurut prosesnya, dapat dibagi menjadi pipa las busur, pipa las resistansi (frekuensi tinggi, frekuensi rendah), pipa las gas, dan pipa las tungku.
2) Menurut jahitan las, dapat dibagi menjadi pipa las jahitan lurus dan pipa las spiral.
Proses produksi pipa las jahitan lurus sederhana, dengan efisiensi produksi tinggi, biaya rendah, dan perkembangan pesat. Kekuatan pipa las spiral umumnya lebih tinggi dari pada pipa las jahitan lurus, yang dapat menghasilkan pipa las berdiameter lebih besar dengan billet yang lebih sempit, dan juga dapat menghasilkan pipa las dengan diameter berbeda dengan billet dengan lebar yang sama.
Namun, dibandingkan dengan pipa jahitan lurus dengan panjang yang sama, panjang pengelasan meningkat 30% hingga 100%, dan kecepatan produksi lebih rendah. Oleh karena itu, pipa las dengan diameter yang lebih kecil sebagian besar menggunakan pengelasan jahitan lurus, sedangkan pipa las berdiameter besar sebagian besar menggunakan pengelasan spiral.
Pipa baja dapat dibagi menjadi pipa baja berpenampang sederhana dan pipa baja berpenampang kompleks sesuai dengan bentuk penampang yang berbeda.
(1) Pipa baja berpenampang sederhana
Pipa baja berpenampang sederhana meliputi pipa baja bulat, pipa baja persegi, pipa baja elips, pipa baja segitiga, pipa baja heksagonal, pipa baja intan, pipa baja segi delapan, pipa baja setengah lingkaran, dan pipa baja berbentuk lainnya. Gambar 4-6 menunjukkan bentuk penampang pipa yang umum.
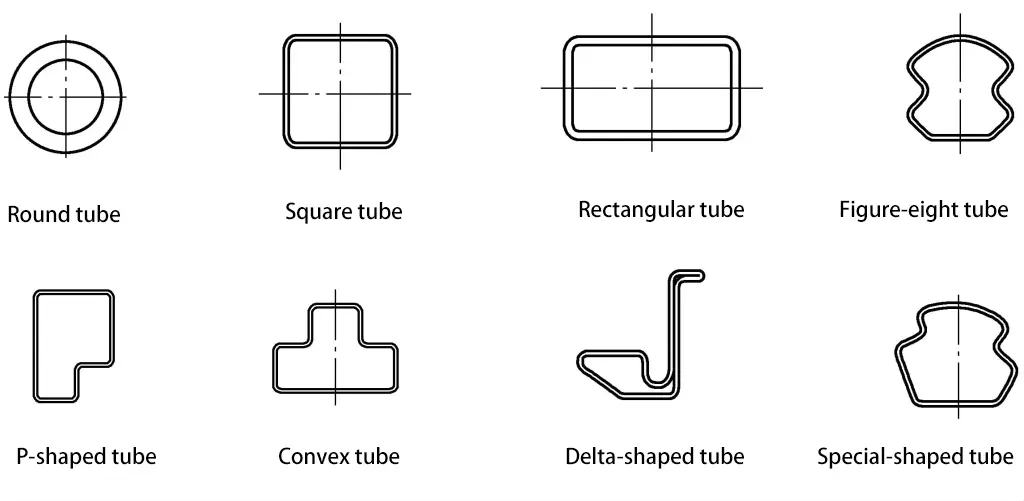
Karena dalam kondisi keliling yang sama, luas lingkaran adalah yang terbesar, menggunakan pipa bundar dapat mengangkut lebih banyak cairan. Selain itu, penampang melingkar mengalami tekanan yang lebih seragam ketika mengalami tekanan radial internal atau eksternal, oleh karena itu, sebagian besar pipa baja adalah pipa bundar.
Namun, tabung melingkar juga memiliki keterbatasan tertentu, seperti dalam kondisi tekukan bidang, tabung melingkar tidak sekuat ketahanan tekukan seperti tabung persegi dan persegi panjang, yang sering digunakan pada rangka mesin pertanian, furnitur kayu-baja, dll. Menurut penggunaan yang berbeda, bentuk penampang lain dari pipa baja berbentuk khusus juga diperlukan.
(2) Pipa baja berpenampang kompleks
Pipa baja berpenampang kompleks meliputi pipa baja heksagonal yang tidak sama, pipa baja berbentuk plum lima kelopak, pipa baja cembung ganda, pipa baja cekung ganda, pipa baja berbentuk biji, pipa baja berbentuk kerucut, pipa baja bergelombang, pipa baja cangkang, dan pipa baja berbentuk lainnya.
Bahan pipa dapat dibagi menjadi pipa baja berdinding tipis dan pipa baja berdinding tebal sesuai dengan ketebalan dinding yang berbeda. Untuk alat kelengkapan pipa pada mesin pertanian, alat kelengkapan dengan ketebalan ≤2mm disebut sebagai alat kelengkapan berdinding tipis, dan alat kelengkapan dengan ketebalan 2 ~ 6mm disebut sebagai alat kelengkapan berdinding tebal.
Bahan pipa dapat dibagi menjadi pipa untuk jaringan pipa, pipa untuk peralatan termal, pipa untuk industri permesinan, pipa untuk pengeboran geologi minyak bumi, pipa untuk wadah, pipa untuk industri kimia, pipa untuk keperluan khusus, dll., sesuai dengan kegunaan yang berbeda.
Bahan pipa dapat dibagi menjadi alat kelengkapan baja tuang, alat kelengkapan besi tuang, alat kelengkapan baja tahan karat, alat kelengkapan plastik, alat kelengkapan PVC, alat kelengkapan karet, alat kelengkapan grafit, dll., sesuai dengan bahan alat kelengkapan yang berbeda.
Untuk memastikan kualitas pembentukan alat kelengkapan pipa, bagian yang bengkok memiliki persyaratan tertentu untuk sifat mekanis dan akurasi dimensi material pipa. Peralatan yang berbeda dan bagian yang berbeda memiliki persyaratan yang berbeda untuk bahan pipa. Berikut ini adalah penjelasan tentang persyaratan teknis untuk membentuk material berdasarkan situasi aktual pipa pembengkokan di China YTO Group Corporation (selanjutnya disebut Perusahaan YTO).
Peralatan pembengkokan yang digunakan oleh Perusahaan YTO adalah mesin pembengkok kontrol numerik otomatis CNC. Agar mesin bending kontrol numerik otomatis dapat berproduksi secara normal, mengurangi ketidakkonsistenan alat kelengkapan pipa yang disebabkan oleh faktor-faktor seperti pegas lentur, dan mengurangi jumlah pekerjaan koreksi di kemudian hari, maka standar pengadaan internal yang digunakan oleh perusahaan ditentukan berdasarkan standar nasional untuk baja bentuk dingin struktural. Hal ini disebut sebagai pengadaan tabung presisi. Persyaratan spesifiknya adalah sebagai berikut:
1) Komposisi kimia dan sifat mekanik baja struktural karbon harus memenuhi ketentuan GB/T700-2006; komposisi kimia dan sifat mekanik baja struktural paduan rendah harus memenuhi GB/T1591-2008. Sifat mekanik utama dari bahan tabung presisi yang umum digunakan ditunjukkan pada Tabel 4-1.
Tabel 4-1 Sifat mekanis utama dari bahan tabung presisi yang umum digunakan
| Kelas material | Kekuatan tarik R m / (N/mm²) | Kekuatan luluh σ s / (N/mm²) | Perpanjangan δ/% |
| Q215 | 335~450 | 215~340 | ≥31 |
| Q235 | 375~500 | 235~375 | ≥26 |
| Q255 | 410~550 | 255~415 | ≥24 |
| Q275 | 490~630 | 275~475 | ≥20 |
| Q345 | 470 ~630 | 345~475 | ≥21 |
| Q390 | 490~650 | 390 ~ 490 | ≥19 |
| Q420 | 520~680 | 420~510 | ≥18 |
| Q460 | 550~720 | 460~540 | ≥17 |
Catatan: Dibandingkan dengan GB/T700-2006 dan GB/T1591-2008, sifat mekanis tabung presisi telah meningkatkan spesifikasi untuk batas atas kekuatan luluh material.
2) Deviasi yang diijinkan dari dimensi eksternal baja penampang berongga bentuk dingin yang umum digunakan dan jumlah fluktuasi dimensi eksternal batch ditunjukkan pada Tabel 4-2.
Tabel 4-2 Deviasi yang diijinkan dari dimensi eksternal dan jumlah fluktuasi dimensi eksternal batch untuk baja penampang berongga yang dibentuk dingin yang umum digunakan
| Proyek | Dimensi dan Toleransi /mm | ||||||
| Panjang Tepi | 20 | 30 | 40 | 50 | 60 | 70 | 80 |
| Penyimpangan yang Diizinkan | ±0.2 | ±0.2 | ±0. 25 | ±0.25 | ±0.25 | ±0.3 | ±0.3 |
| Fluktuasi Ukuran Batch | 0.2 | 0.2 | 0.25 | 0. 25 | 0.25 | 0.3 | 0.3 |
| Panjang Tepi | 90 | 100 | 110 | 120 | 130 | - | - |
| Penyimpangan yang Diizinkan | ±0.3 | ±0.4 | ±0.4 | ±0. 4 | ±0. 45 | - | - |
| Fluktuasi Ukuran Batch | 0.3 | 0.4 | 0.4 | 0.4 | 0.45 | - | - |
Catatan: Dibandingkan dengan GB/T6728-2002 dan GB/T6725-2008, dimensi eksternal tabung presisi telah meningkatkan akurasi dimensi penyimpangan yang diijinkan dan meningkatkan persyaratan toleransi untuk fluktuasi ukuran batch.
3) Deviasi yang diijinkan untuk dimensi ketebalan dinding tabung presisi ditunjukkan pada Tabel 4-3.
Tabel 4-3 Penyimpangan yang Diizinkan untuk Dimensi Ketebalan Dinding Tabung Presisi
| Proyek | Dimensi dan Presisi /mm | ||||
| Ketebalan Dinding t | 2 | 3 | 4 | 5 | 6 |
| Penyimpangan yang Diizinkan | ±0.1 | ±0.1 | ±0.15 | ±0.15 | ±0.2 |
4) Sudut yang diijinkan antara bidang yang berdekatan dari baja tabung presisi berongga persegi panjang dan persegi adalah 90 ° ± 45 '.
5) Untuk kerataan penampang tabung presisi, pada prinsipnya cembung diperbolehkan, dengan cembung kurang dari 0,6% dari panjang sisi; jika ada cekung, maka cekung tidak boleh melebihi 0,5% dari panjang sisi, dan untuk panjang sisi yang lebih besar dari 100mm, cekung minimum adalah 0,4mm.
6) Pembengkokan per meter tabung presisi harus kurang dari 1mm, dan total pembengkokan harus kurang dari 0,15% dari total panjang.
7) Penyimpangan posisi manik las a (lihat Gambar 4-7) pada tabung las presisi harus kurang dari 6mm.
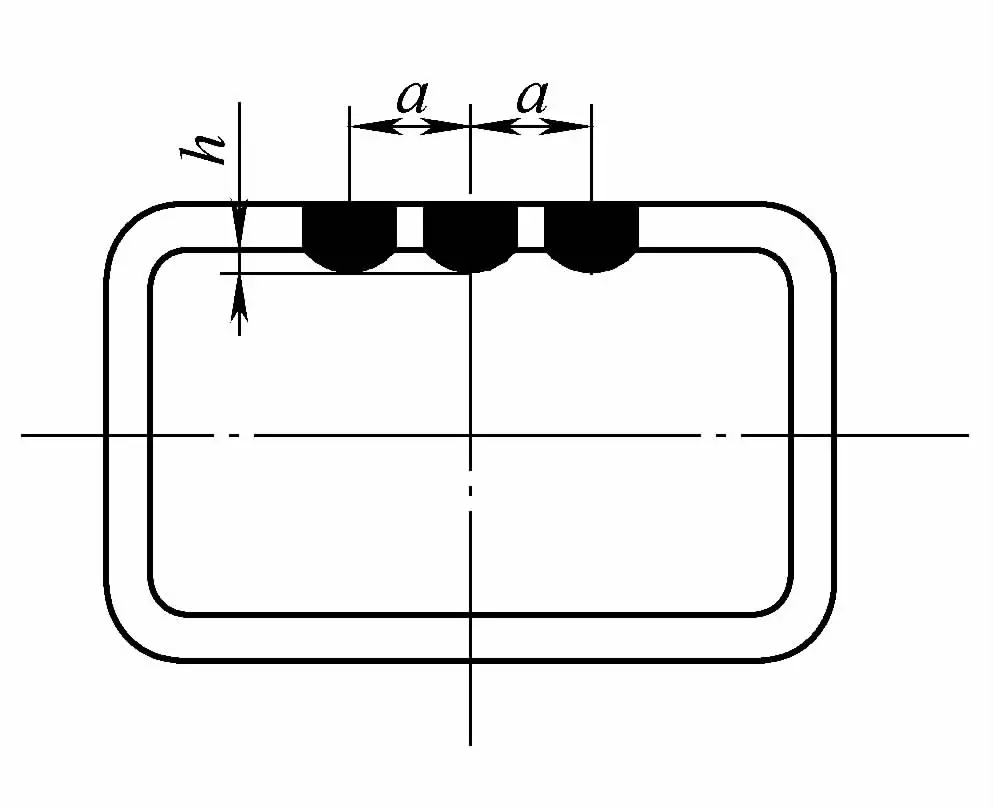
8) Tinggi bagian dalam h dari manik las pada tabung las presisi (lihat Gambar 4-7) ditentukan dalam Tabel 4-4.
Tabel 4-4 Tinggi Bagian Dalam Manik Las dalam Tabung Las Presisi
| Proyek | Dimensi dan Presisi /mm | ||
| Ketebalan Dinding t | t≤4 | 4<t<8 | t≥8 |
| Tinggi h | ≤2mm | ≤4mm | ≤5mm |
9) Tabung baja harus memiliki kelas baja dan tanda kode standar, dan kualitas tabung baja harus memenuhi persyaratan standar teknis yang sesuai untuk tabung baja.
Bahan pipa baja harus memiliki kualitas yang diterima sesuai dengan sertifikat kualitas atau sertifikat jaminan kualitas. Sertifikat kualitas atau sertifikat jaminan kualitas harus menunjukkan kelas baja, komposisi kimia, dan sifat mekanik.







