
Come calcolare il peso della lamiera: Formule essenziali
Vi siete mai chiesti come calcolare rapidamente il peso della lamiera? Questo articolo svela una semplice formula che...
La piegatura è un'abilità cruciale nella lavorazione dei metalli che ci permette di creare progetti funzionali ed estetici. Questo articolo esplora gli strumenti, le tecniche e le migliori pratiche per la piegatura dei metalli. Imparerete il processo passo dopo passo, le sfide più comuni e i suggerimenti per ottenere piegature precise nei vostri progetti. Immergiamoci nel mondo della piegatura dei metalli!

La piegatura della lamiera è un'altra forma di formatura della lamiera, principalmente attraverso la macchina piegatrice per eseguire la piegatura lineare della lamiera, adatta alla lavorazione di parti lineari strette e lunghe. L'operazione di piegatura della piegatrice si basa sugli stampi di piegatura superiori e inferiori fissati sul pestone e sulla tavola per essere completata.
In base ai diversi metodi di piegatura, la macchina per la piegatura della lamiera ha due forme: la piegatura e la pressopiegatura, comunemente denominate rispettivamente piegatrici e pressopiegatrici. Attualmente, la piegatrice più utilizzata è la piegatrice idraulica per lamiera.
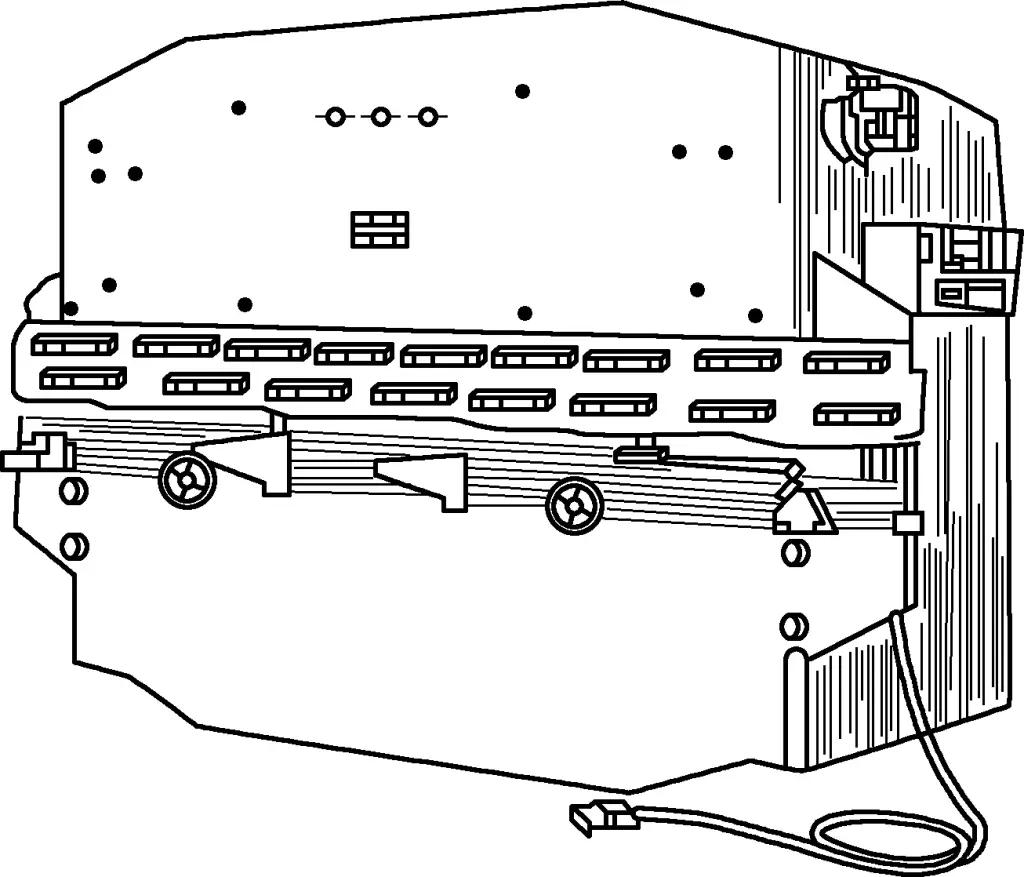
Come illustrato nella Figura 1, la struttura della piegatrice per lamiera di tipo W67Y-160 è la seguente: W indica la macchina piegatrice, 67 indica la pressa per la piegatura della lamiera, Y rappresenta il codice della trasmissione idraulica e 160 significa che la pressione nominale della pressa è di 160kN. La macchina per la piegatura della lamiera è composta da un telaio, un martinetto, un piano di lavoro e un cilindro idraulico. Durante il funzionamento, l'olio ad alta pressione viene utilizzato come forza motrice, utilizzando il cilindro idraulico e il pistone per muovere il pistone e lo stampo, completando così la piegatura della lamiera.
Con lo sviluppo della tecnologia di controllo computerizzato, la tecnologia tradizionale macchine per la piegatura della lamiera sono stati gradualmente aggiornati a CNC. La regolazione della corsa del martinetto e la regolazione del posizionamento del tappo posteriore adottano per lo più la regolazione rapida elettrica e la regolazione fine manuale, e sono spesso dotate di dispositivi di visualizzazione digitale e di sistemi CNC opzionali per ottenere il controllo automatico della corsa del tappo posteriore e del martinetto.
La precisione di posizionamento di questo meccanismo CNC può generalmente raggiungere ±0,1 mm o superiore, consentendo una piegatura rapida e continua di pezzi con diversi angoli di piegatura, migliorando significativamente l'efficienza produttiva.
Indipendentemente dal tipo di attrezzatura utilizzata per la piegatura delle lamiere, la lavorazione avviene principalmente attraverso gli stampi di piegatura installati sulla macchina piegatrice. Gli stampi di piegatura installati sulla macchina possono essere suddivisi in due categorie: stampi generali e speciali. La Figura 2 mostra le forme delle facce finali degli stampi di piegatura generali.
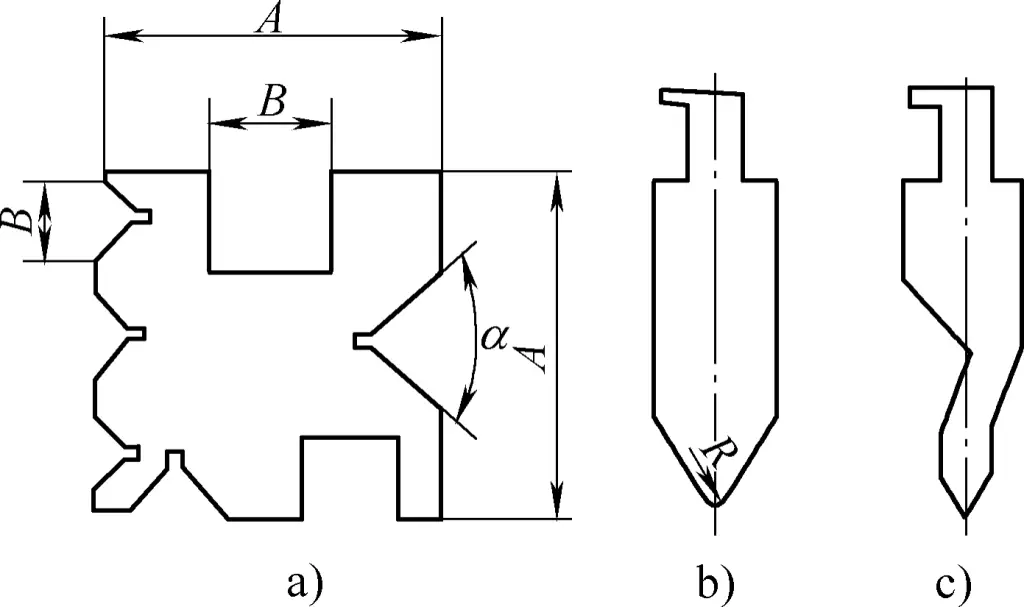
a) Stampo generale concavo
b) Pugno con braccio dritto
c) Punzone a braccio curvo
La matrice superiore è generalmente a forma di V, con due tipi: braccio dritto e braccio curvo. La matrice superiore con un angolo di raccordo più piccolo è realizzata a 15° e il raggio di raccordo della matrice superiore è costituito da diverse dimensioni fisse per formare un set, che può essere sostituito in base alle esigenze del pezzo.
Lo stampo inferiore ha generalmente diverse scanalature fisse sui quattro lati per adattarsi alla piegatura dei pezzi da parte della macchina utensile, di solito a forma di V, ma alcune sono rettangolari, in grado di piegare pezzi ad angolo ottuso e acuto. La lunghezza dello stampo inferiore è solitamente pari o leggermente superiore a quella del piano di lavoro. L'altezza degli stampi superiori e inferiori deve essere determinata in base all'altezza di chiusura della macchina utensile. Quando si utilizzano gli stampi di piegatura, l'angolo di piegatura dei pezzi piegati è solitamente inferiore a 18°.
Per parti di piegatura con grandi volumi di produzione o forme speciali, è necessario utilizzare stampi di piegatura speciali. Gli stampi di piegatura speciali possono essere utilizzati in combinazione con gli stampi di piegatura generali o per la piegatura di singoli pezzi. La Figura 3 mostra gli stampi di piegatura speciali utilizzati sulle macchine piegatrici.
L'utilizzo dello stampo speciale mostrato nella Figura 3a consente di ottenere la formatura di più punti di piegatura in una sola volta, con un'elevata efficienza. Lo stampo mostrato nella Figura 3b è uno speciale stampo di piegatura utilizzato per l'ultimo processo. Poiché il pezzo ha una piccola apertura, lo stampo di piegatura generale può solo completare la piegatura dei processi precedenti.
Indipendentemente dal tipo di macchina piegatrice o di stampo di piegatura utilizzato, durante la lavorazione di piegatura è necessario attenersi ai seguenti metodi operativi.
Prima di mettere in funzione la piegatrice, è necessario effettuare i seguenti preparativi: rimuovere gli ostacoli dal piano di lavoro e intorno alla macchina utensile e lubrificare la macchina utensile; verificare il corretto funzionamento di tutte le parti della macchina utensile e riparare tempestivamente eventuali problemi, in particolare assicurandosi che il pedale sia flessibile. Se si verifica un fenomeno di funzionamento continuo, non utilizzarla.
In generale, la piegatrice può essere utilizzata secondo i metodi e le fasi seguenti:
1) Abbassare lo slittone della piegatrice nella posizione più bassa, regolare il punto più basso dello slittone in modo che l'altezza di chiusura del piano di lavoro sia superiore di 20-50 mm all'altezza totale degli stampi di piegatura superiori e inferiori.
2) Sollevare lo slittone e installare le matrici superiore e inferiore. La procedura generale consiste nel posizionare prima la matrice inferiore sul piano di lavoro, quindi abbassare lo slittone e installare la matrice superiore. Quando si installa la matrice superiore, tenere entrambe le estremità parallele e spingere la matrice superiore nella posizione centrale dello slittone da un'estremità della scanalatura della matrice dello slittone durante il movimento, assicurando una forza bilanciata sulla macchina utensile, e fissare saldamente con le viti.
Per evitare che la matrice superiore cada e ferisca la matrice inferiore o le mani durante l'installazione, posizionare diversi blocchi di legno sulla matrice inferiore, preferibilmente diverse aste di legno dello stesso diametro. In questo modo non solo si evitano gli incidenti di cui sopra ma, quando la matrice superiore è sostenuta dalle aste di legno, risulta parallela quando si spinge la matrice superiore, risparmiando fatica e garantendo la sicurezza.
3) Attivare il meccanismo di regolazione dello slittone, consentendo alla matrice superiore di entrare nella fessura della matrice inferiore, e spostare la matrice inferiore per allineare la linea centrale della matrice superiore con la linea centrale della fessura della matrice inferiore, quindi fissare la matrice inferiore.
Attualmente, su alcune piegatrici, per facilitare l'installazione e la regolazione degli stampi superiori e inferiori, lo stampo inferiore è anche progettato come un blocco di stampo inferiore e un gruppo di stampo inferiore, collegati da una tacca a forma di U. Sebbene questa forma sia comoda per la successiva sostituzione degli stampi, l'installazione e la regolazione iniziali devono comunque seguire i passaggi sopra descritti.
4) Sollevare lo slittone, regolare il meccanismo di arresto sul retro del piano di lavoro in base alle dimensioni della piegatura, facendo coincidere l'apertura dello stampo superiore con la linea di piegatura della lamiera. Se l'apparecchiatura dispone di un display digitale o di una funzione CNC, è possibile adottare la regolazione elettrica, con le dimensioni di posizionamento visualizzate direttamente o controllate dalla programmazione. Se l'apparecchiatura non dispone della funzione di regolazione elettrica, è possibile utilizzare la regolazione manuale per il posizionamento delle dimensioni durante l'operazione di tranciatura.
La struttura del meccanismo del registro posteriore della piegatrice è illustrata nella Figura 4, dove la staffa 5 è fissata nella scanalatura a T sul lato del banco di lavoro dalla maniglia di fissaggio 6 e può essere regolata verso l'alto e verso il basso. Il pistone 2 può spostarsi avanti e indietro lungo la staffa 5 per adattarsi alla posizione desiderata. Se l'entità della regolazione è ridotta, anche la piastra del registro posteriore 1 può essere regolata avanti e indietro tramite il dado di regolazione fine 4 e fissata con la maniglia di fissaggio 3.
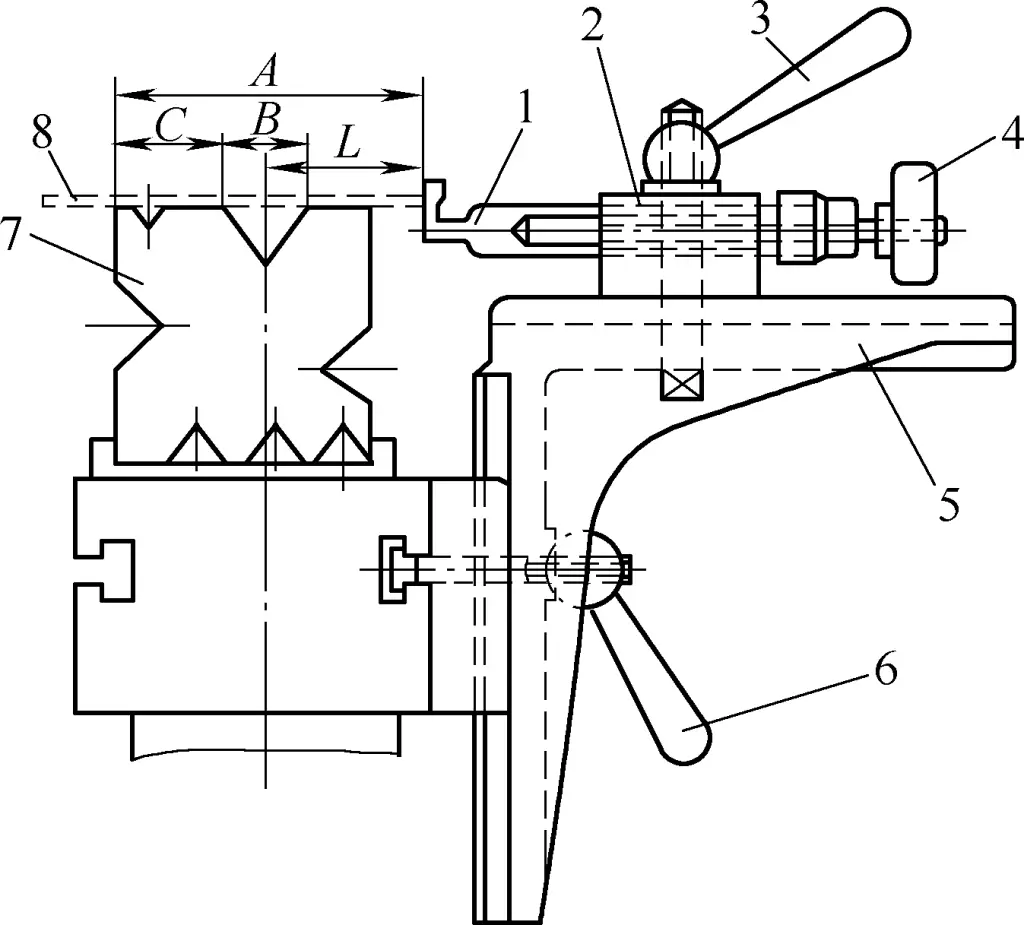
1-Supporto per il calibro posteriore
2-Ram
3, 6 Maniglia di fissaggio
4-Dado di messa a punto
5 staffe
7-Stampo inferiore
8-Blank
Durante il funzionamento, in genere si segna il valore della misura A [A=L+B/2+C, dove A è la distanza (mm) dal lato della matrice inferiore alla piastra del registro posteriore; B è la larghezza della scanalatura della matrice inferiore (mm); C è la distanza (mm) dal lato della matrice inferiore al bordo della scanalatura della matrice inferiore; L è la distanza (mm) dalla linea di piegatura al bordo del pezzo grezzo]. Il valore A deve essere opportunamente regolato dopo una piegatura di prova e la dimensione di piegatura può essere determinata solo dopo essere stata qualificata nella prima ispezione, nell'autoispezione e nell'ispezione speciale.
5) Regolare l'angolo di piegatura in base alle esigenze. Per soddisfare i requisiti, è facile regolare l'angolo di piegatura regolando la profondità della matrice superiore nella matrice inferiore. In genere, è possibile effettuare alcune piegature di prova con materiale di scarto.
Per i pezzi che richiedono la formazione di più curve, la sequenza di piegatura viene generalmente eseguita dall'esterno verso l'interno, cioè piegando prima gli angoli alle estremità e poi le parti centrali. Inoltre, la piegatura precedente deve garantire un posizionamento affidabile per la piegatura successiva e quest'ultima non deve influire sulla parte precedentemente formata, come illustrato nella Figura 5.

L'utilizzo di una piegatrice generica con alcuni stampi speciali per la piegatura non è solo veloce nella produzione, ma anche molto economico. Pertanto, è ampiamente utilizzato nella produzione.
La Figura 6 mostra i pezzi piegati e i relativi stampi di piegatura per la piegatura dei bordi comuni.
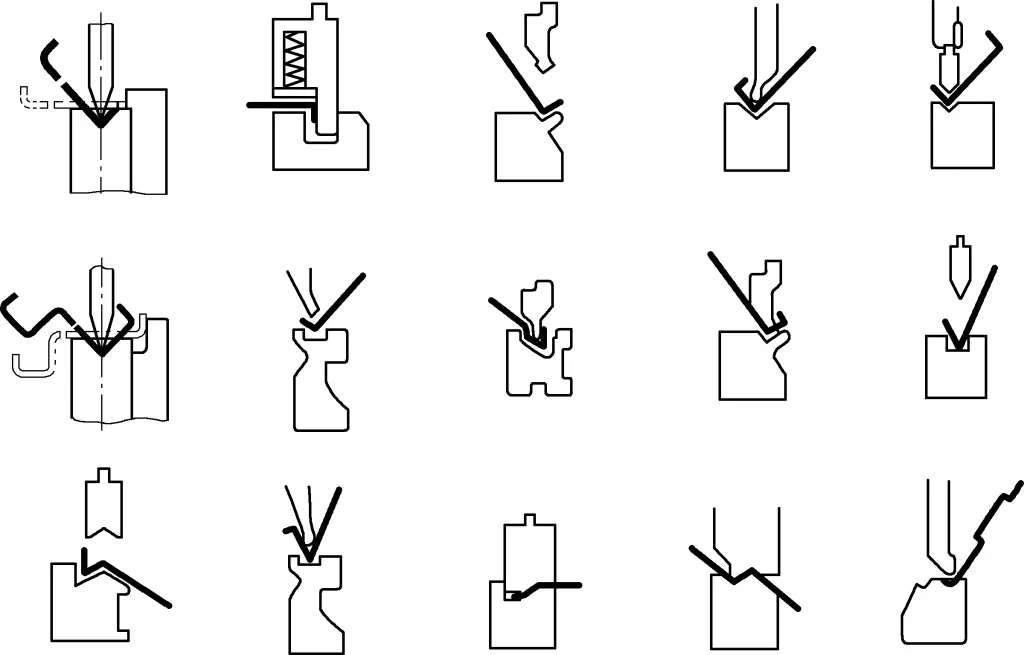
Durante le operazioni di piegatura, prestare attenzione ai seguenti aspetti:
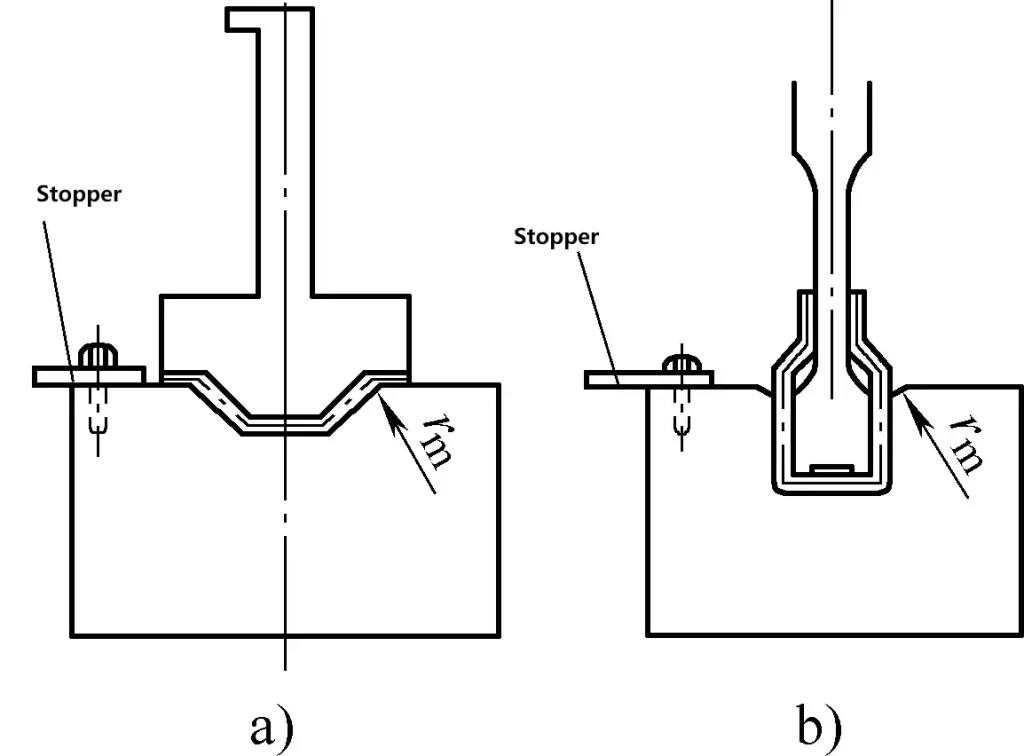
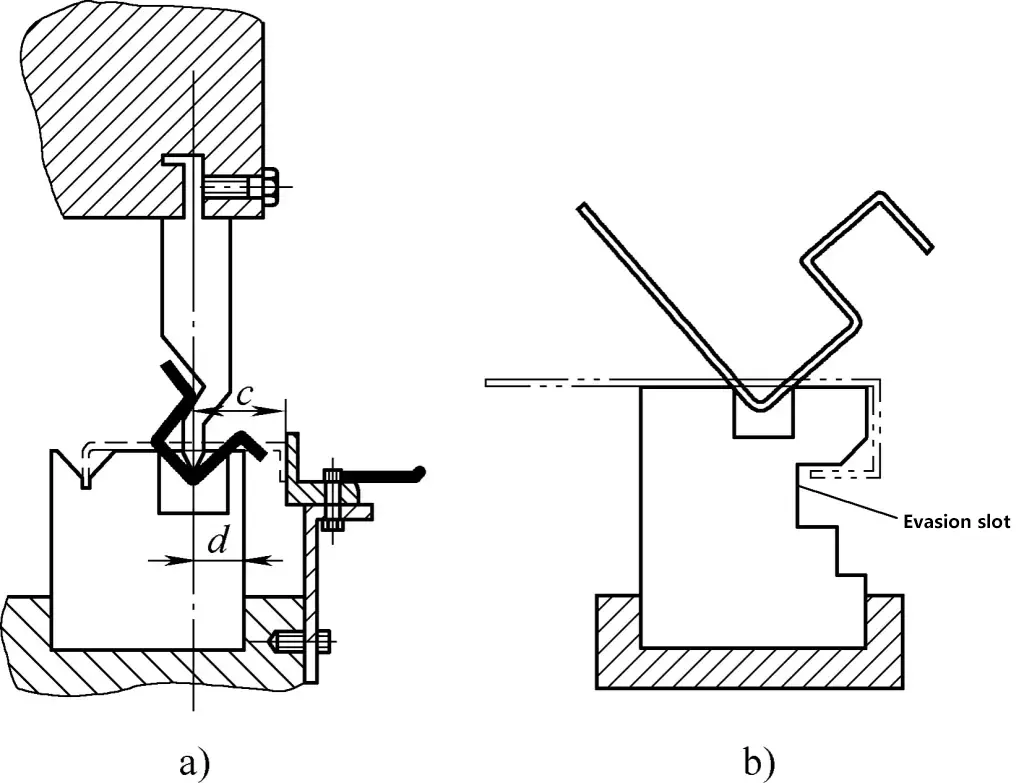
1) Quando si piegano pezzi grezzi che hanno già una curvatura sul bordo, la distanza dal centro della scanalatura dello stampo inferiore al suo bordo non deve essere maggiore della lunghezza del bordo dritto del pezzo piegato, come mostrato nella Figura 7a, la dimensione d deve essere inferiore alla dimensione c; in caso contrario, il pezzo grezzo non può essere posizionato. Per la piegatura di semilavorati che sono stati piegati a forma di gancio, è necessario utilizzare uno stampo inferiore con una scanalatura di rilievo, come mostrato nella Figura 7b.
2) La scelta della matrice superiore deve basarsi anche sui requisiti di forma e dimensione del pezzo. Il raggio dell'estremità arrotondata della matrice superiore deve essere leggermente inferiore a quello del pezzo. raggio di curvatura del pezzo. In genere si utilizza un tipo a braccio dritto, ma quando si verifica un'interferenza con il tipo a braccio dritto, è necessario utilizzare uno stampo superiore a braccio curvo.
3) Quando si piegano pezzi complessi con angoli multipli utilizzando stampi universali, sono necessarie regolazioni della piastra del registro posteriore e modifiche degli stampi superiore e inferiore in base al numero di pieghe, al raggio di curvatura e alla forma dei pezzi.
La sequenza di piegatura è molto importante, poiché non solo influisce sulla struttura dello stampo e sulla quantità di pezzi piegati, ma talvolta determina anche la possibilità di realizzare il pezzo. Il principio generale è quello di piegare dall'esterno verso l'interno in sequenza, cioè piegando prima gli angoli esterni e poi quelli interni. La piegatura precedente deve fornire un posizionamento affidabile per la piegatura successiva e la piegatura successiva non deve influenzare la forma della piegatura precedente.
4) Quando si utilizza uno stampo di piegatura universale per piegare pezzi su una macchina piegatrice, la larghezza della scanalatura inferiore dello stampo B (vedere Figura 2) deve essere maggiore del doppio della somma del raggio di curvatura interno R e dello spessore del materiale t, più un gioco di 2 mm, cioè B>2(t+R)+2, in modo che lo spezzone non venga ostruito o produca rientranze e graffi durante la piegatura.
Per ridurre la forza di flessione, è opportuno scegliere una scanalatura più ampia per i materiali duri, mentre una scanalatura più stretta per i materiali più morbidi, poiché una scanalatura ampia può piegare il bordo dritto in una forma ad arco.







