Curvatura dei tubi: Selezione e uso delle anime
Quando si parla di curvatura di tubi, la scelta dell'asta d'anima giusta è fondamentale. L'articolo su Artizono illustra i diversi tipi...
Come fanno gli ingegneri a trasformare tubi metallici rigidi in forme complesse con precisione ed efficienza? Questo articolo esplora le varie tecniche di curvatura dei tubi, come la pressopiegatura, la trafilatura e la rullatura. Inoltre, classifica questi metodi in base a fattori quali la temperatura e l'uso di stampi. La comprensione di queste tecniche consente di comprendere i processi che rendono possibile qualsiasi cosa, dai componenti automobilistici agli elementi architettonici.

Esistono molti metodi di curvatura dei tubi, che possono essere suddivisi in curvatura a pressa, curvatura a disegno, curvatura a spinta, curvatura a rulli e formatura a rulli in base al metodo di curvatura; in curvatura a freddo e curvatura a caldo in base al riscaldamento o meno durante la curvatura; e in curvatura con anima (riempimento) e curvatura senza anima (riempimento) in base alla presenza di riempimento durante la curvatura.
A volte, per soddisfare i requisiti di forma specifici dei raccordi per tubi o per ridurre la difficoltà di lavorazione della piegatura, vengono utilizzati anche altri metodi di piegatura speciali, come il metodo di piegatura a crimpare, ecc. Di seguito sono riassunti i vari metodi di piegatura.
La curvatura a pressa è il primo metodo di processo utilizzato per la curvatura dei tubi. Consiste nel piegare il tubo grezzo su una pressa idraulica o pressa meccanica utilizzando uno stampo o un mandrino. Il principio della pressopiegatura è illustrato nella Figura 4-10. Il metodo di pressatura può essere utilizzato per piegare raccordi per tubi con sezioni diritte e gomiti. Attualmente, la pressopiegatura è utilizzata principalmente per la pressatura di gomiti ed è stata ampiamente applicata nella produzione di gomiti.
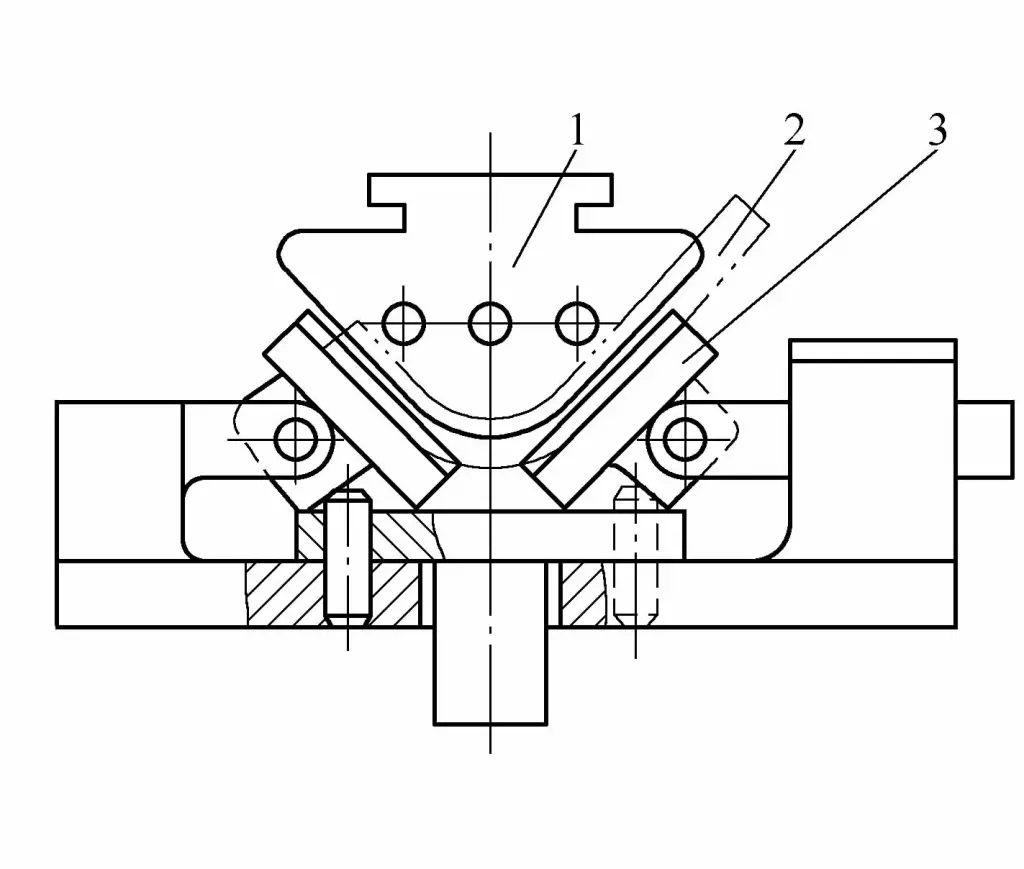
1 pugno
2-Billet
3-Stampo concavo oscillante
La curvatura a trazione è il metodo che consiste nel premere il tubo contro una matrice convessa fissa, applicando contemporaneamente la forza di trazione assiale F e il momento flettente a entrambe le estremità del tubo, in modo che il tubo si formi lungo la matrice convessa, come illustrato nella Figura 4-11. In generale piegatura e formatura, l'angolo di flessione massimo è di circa 180°.
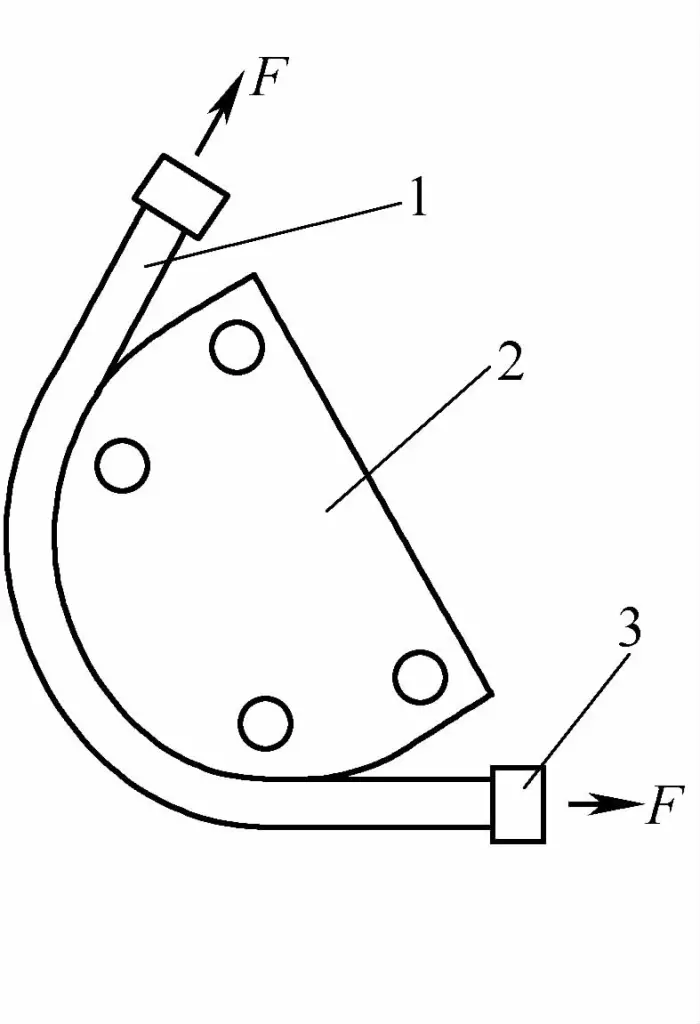
1-Raccordi per tubi
2-Piastra di flessione fissa
3-Stampo fisso
Durante la curvatura, il tubo viene sottoposto a una forza di trazione assiale per superare la grinza interna e migliorare la distribuzione delle sollecitazioni all'interno della sezione, ridurre il ritorno elastico e migliorare la precisione della forma. Rispetto ad altri processi di piegatura, la formatura a flessione presenta le seguenti caratteristiche:
1) Può formare parti con strutture spaziali complesse.
2) Può piegare pezzi con un rapporto di forma e resistenza maggiore.
3) Elevata precisione di piegatura, ridotto ritorno elastico.
4) Può eliminare efficacemente le tensioni residue all'interno del materiale piegato, con una buona stabilità dimensionale del prodotto.
5) Grazie all'indurimento a freddo dei materiali metallici, le proprietà meccaniche complessive del materiale possono essere migliorate dopo la piegatura per stiramento.
Tuttavia, il metodo di curvatura per stiramento ha difficoltà a mantenere la forma della sezione trasversale dello spezzone piegato, è adatto soprattutto per i profili a sezione aperta con parti che sostengono la forza e non è adatto alla formazione di tubi a parete sottile.
La piegatura a spinta consiste nel posizionare il tubo da piegare nel manicotto di guida dello stampo di piegatura; sotto la forza di spinta del punzone, il tubo grezzo si trova in uno stato di tensione di compressione e, durante il passaggio attraverso la matrice, viene piegato nella forma di curvatura desiderata, come mostrato nella Figura 4-12.
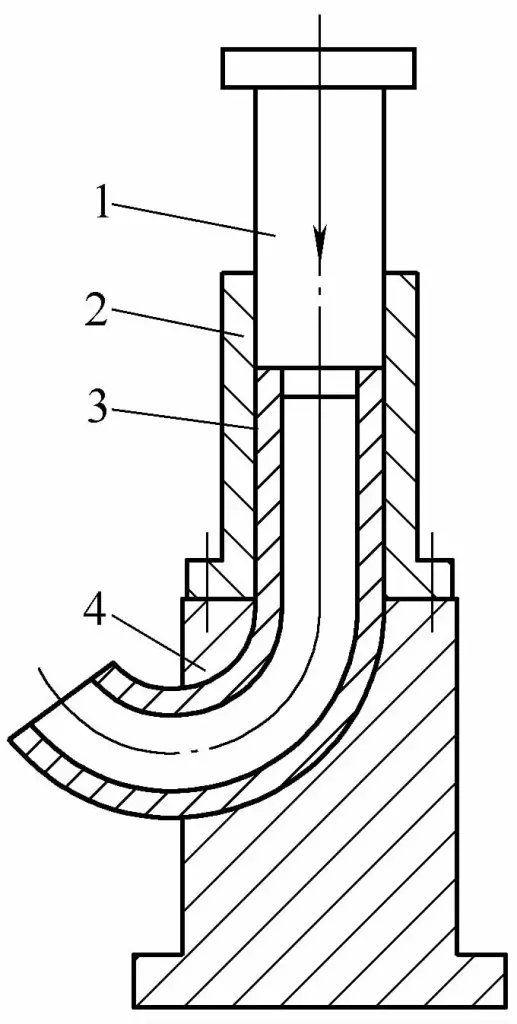
1-Colonna di pressione
Manicotto a 2 guide
3-Billet
4-Stampo di piegatura
La piegatura a spinta è un processo di piegatura eseguito su una pressa generica, pressa idraulicao una speciale macchina di spinta, utilizzata principalmente per la curvatura dei gomiti. Tuttavia, il metodo di curvatura a spinta richiede il passaggio completo attraverso lo stampo di curvatura, pertanto non è in grado di realizzare gomiti con sezioni rettilinee e non è adatto alla curvatura di tubi con raggi di curvatura ridotti.
In base alle caratteristiche del processo di curvatura a spinta, si può dividere in due tipi: curvatura a spinta a freddo con stampo e curvatura a spinta a caldo con mandrino. La curvatura a freddo con stampo consiste nel pressare la billetta in uno stampo con una cavità di curvatura a temperatura ambiente, formando così un gomito di tubo.
La piegatura a caldo con mandrino avviene sotto l'azione della spinta e della resistenza del mandrino a corna di toro, che si riscalda durante la spinta, facendo sì che la billetta subisca un'espansione circonferenziale e una deformazione di flessione assiale, spingendo così la billetta di diametro minore in un gomito di diametro maggiore. Il principio di funzionamento è illustrato nella Figura 4-13.
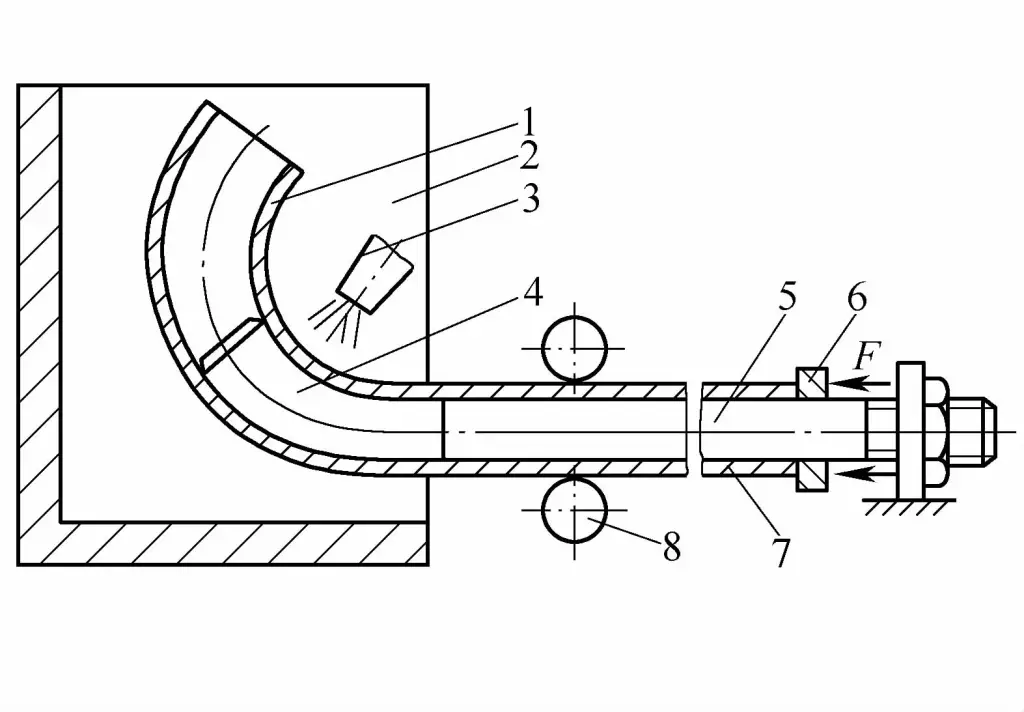
1-Arcobaleno
2-Forno di riscaldamento a riflessione
3-Fonte di calore
Mandrino a 4 corna di bue
Asta a 5 anime
6-Piastra di spinta
7-Tubo vuoto
8-Supporter
La curvatura è una forma di lavorazione in cui la matrice attiva ruota attorno allo stampo di curvatura fisso per eseguire la curvatura, suddivisa in modalità di compressione e modalità di stiramento, come mostrato nella Figura 4-14. La differenza principale tra i due metodi è se il punzone ruota con il materiale del tubo. La differenza principale tra i due metodi è la rotazione del punzone con il materiale del tubo. Il metodo in cui il punzone non ruota con il materiale del tubo è la modalità di compressione, altrimenti è la modalità di stiramento. Questo metodo presenta una distorsione della sezione trasversale relativamente elevata e non è adatto alla formatura di tubi a parete sottile.
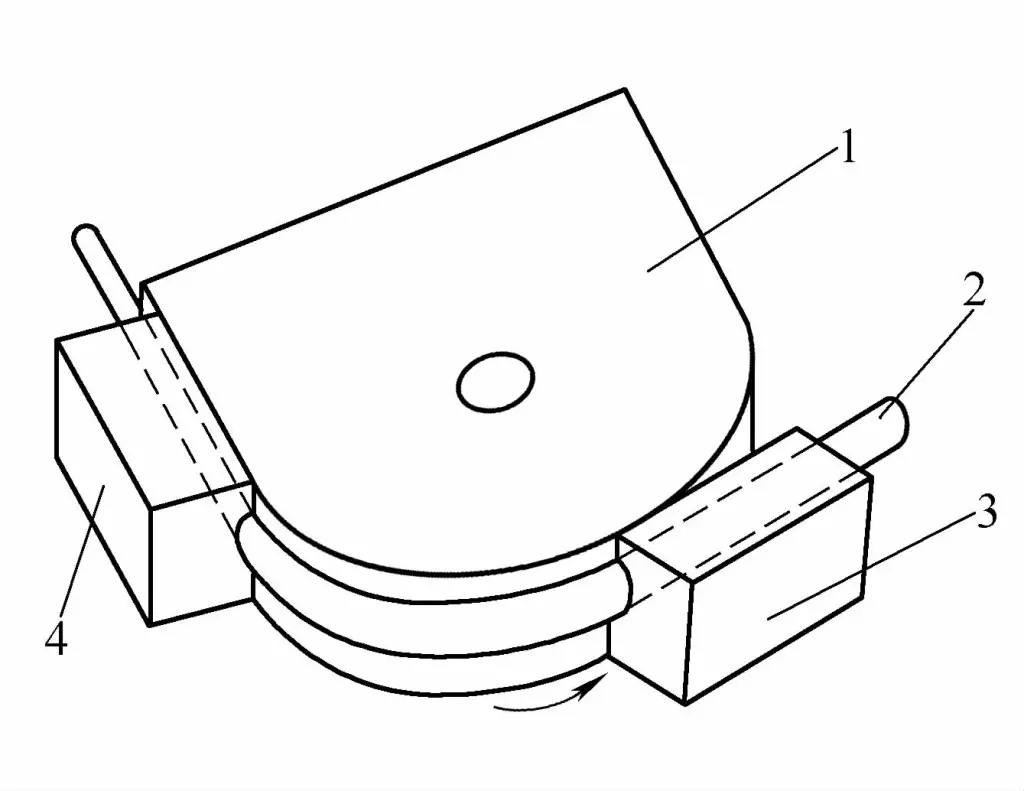
1-Punzone fisso
A 2 tubi montaggio
3-Stampo rotante
4-Si stringe lo stampo concavo
La piegatura si divide in piegatura manuale e piegatura a macchina.
La piegatura manuale è il processo di piegatura del tubo grezzo mediante un semplice dispositivo di piegatura. A seconda dell'applicazione del riscaldamento durante la curvatura, si distingue in curvatura a freddo e curvatura a caldo. In genere, per i tubi grezzi di piccolo diametro (diametro D≤25 mm), a causa della minore coppia di curvatura, si utilizza la curvatura a freddo; mentre i tubi grezzi di diametro maggiore sono per lo più curvati a caldo. La curvatura manuale non richiede attrezzature di curvatura specializzate, il costo di produzione del dispositivo di curvatura è basso ed è comodo da regolare e utilizzare, quindi è adatto alla produzione di piccoli lotti senza attrezzature di curvatura specializzate. Lo svantaggio è che richiede molta manodopera e ha una bassa produttività.
La piegatura a macchina è una lavorazione di piegatura eseguita su una macchina piegatrice verticale o orizzontale. In base alle caratteristiche del processo, può essere suddivisa in tre tipi: piegatura con mandrino, piegatura senza mandrino e piegatura a spinta. Poiché la curvatura a macchina viene eseguita a freddo, questo tipo di curvatrice viene anche chiamata curvatrice a freddo. Durante la curvatura a macchina, il tubo grezzo non viene riempito di materiale, ma viene piegato utilizzando un mandrino o senza mandrino; ciò consente di ottenere un'elevata efficienza produttiva e una buona qualità di curvatura, per cui è ampiamente utilizzata nella produzione di massa.
La curvatura a rulli è il processo di curvatura del materiale del tubo mediante tre o quattro rulli azionati, come illustrato nella Figura 4-15. Il principio di funzionamento del metodo di curvatura a rulli è fondamentalmente lo stesso della curvatura a rulli delle piastre, con l'unica differenza che i rulli utilizzati per la curvatura a rulli dei tubi hanno superfici di lavoro che corrispondono alla forma della sezione trasversale del tubo grezzo piegato.
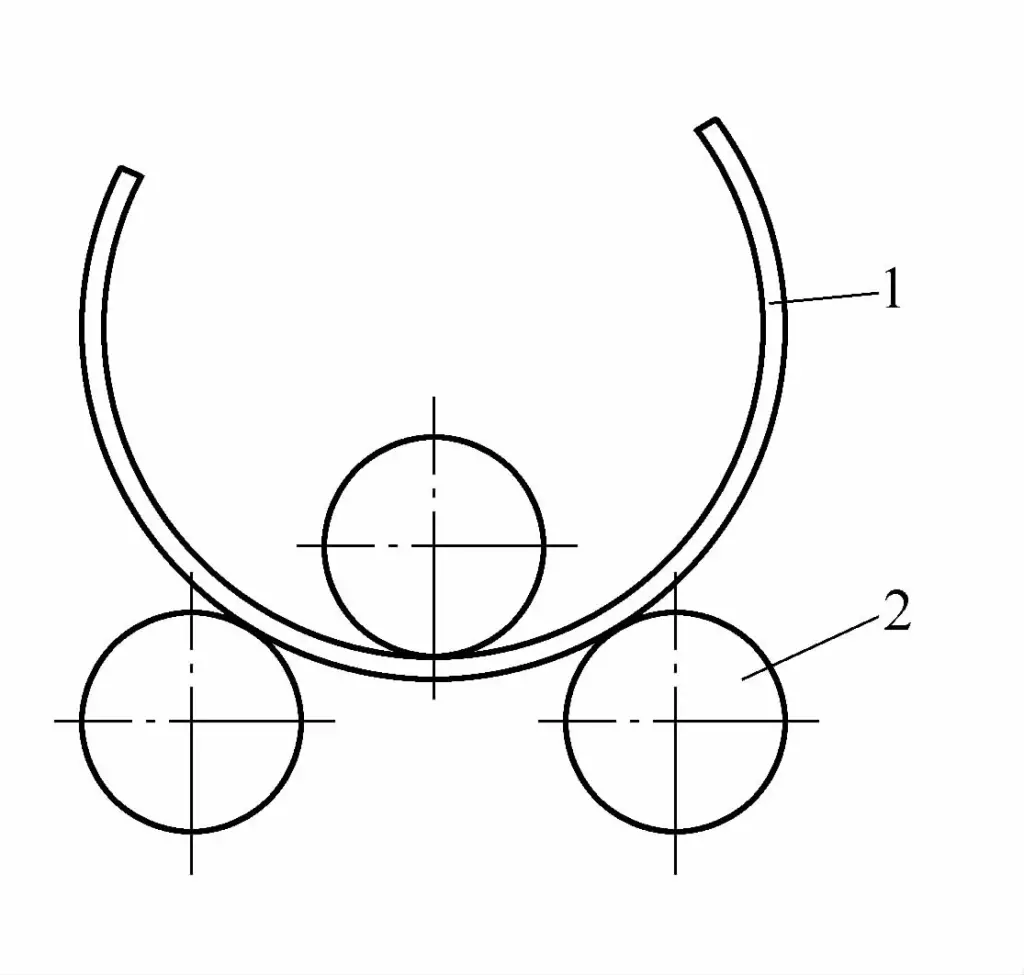
1-Parte piegata
Rullo a 2 movimenti
Modificando la distanza tra i rulli, è possibile ottenere una curvatura di qualsiasi raggio di curvatura. Il metodo di piegatura a rulli presenta alcune limitazioni sulla raggio di curvaturae si presta solo per i pezzi di tubo a parete spessa che richiedono un ampio raggio di curvatura, in particolare per la curvatura di pezzi di tubo a forma di anello o di spirale.
L'area di deformazione di curvatura del tubo grezzo viene agita direttamente dallo stampo rigido, compresi i metodi più comuni come la pressopiegatura, l'imbutitura, la push bending, la roll bending, ecc. Le caratteristiche sono l'alta ripetibilità e la velocità. Per migliorare l'accuratezza della piegatura, di solito è necessario regolare la forma e le dimensioni della parte di lavoro dello stampo rigido per compensare il ritorno elastico che si verifica dopo lo scarico del pezzo. L'entità della compensazione è difficile da calcolare con precisione e spesso deve essere determinata con l'esperienza.
L'area di deformazione della curvatura non è direttamente influenzata da uno stampo rigido e la forma finale del tubo è determinata dal movimento relativo dell'utensile e del pezzo. La piegatura laser appartiene alla piegatura senza stampo.
La piegatura a freddo si riferisce alla tecnologia di lavorazione che consiste nel piegare il tubo a temperatura ambiente con una forza meccanica. Poiché durante la piegatura a freddo si verifica un indurimento del metallo, il tubo metallico dopo la piegatura a freddo è molto più duro di quello dopo la piegatura a caldo, ma la piegatura a freddo non distrugge le proprietà originali del metallo.
Dopo la piegatura a freddo, non è necessario pulire e rimuovere la pelle di ossido e non si verificano deformazioni termiche. Rispetto alla piegatura a caldo, la piegatura a freddo consuma più potenza di piegatura e aumenta significativamente il ritorno elastico e le tensioni residue. Inoltre, la piegatura a freddo non può piegare curve a raggio molto piccolo.
La tecnologia di lavorazione che riscalda il raccordo alla temperatura di curvatura specificata del raccordo prima di piegarlo. La curvatura a caldo ha un'adattabilità che la curvatura a freddo non può paragonare. Ad esempio, la distanza rettilinea tra due gomiti adiacenti su un tubo può essere mantenuta molto piccola, o addirittura è possibile eseguire una curvatura continua senza lasciare un intervallo di sezione rettilinea del tubo; i materiali con scarsa duttilità a freddo possono essere trasformati in gomiti; i gomiti che richiedono molta energia meccanica durante la curvatura a freddo possono essere lavorati e i materiali fragili che sono inclini a creparsi durante la curvatura a freddo possono essere piegati in forma.
La curvatura a caldo può piegare tubi a gomito di piccolo raggio. Per i tubi in acciaio al carbonio e la maggior parte dei tubi in acciaio legato, il raggio di curvatura a caldo è molto più piccolo di quello della curvatura a freddo e il raggio di curvatura può essere pari a 0,7-1,5 volte il diametro esterno del tubo. Tuttavia, la curvatura a caldo presenta i seguenti svantaggi: attrezzature complesse, alti costi di lavorazione, bassa efficienza produttiva ed elevati valori di rugosità superficiale. Per i tubi di rame si utilizza il processo di piegatura a freddo e, poiché si evita il riscaldamento ad alta temperatura, si elimina la possibilità di "malattia dell'idrogeno".
Prendere il controllo numerico CNC processo di piegatura dei tubi L'esempio di Yituo Company è che l'apparecchiatura utilizzata per la piegatura è una piegatubi a controllo numerico CNC e il processo di piegatura dei tubi utilizzato per la piegatura dei tubi a controllo numerico è la piegatura a freddo dei tubi, che in base al principio di formazione della piegatubi a controllo numerico si divide in piegatura a trazione e piegatura a spinta.
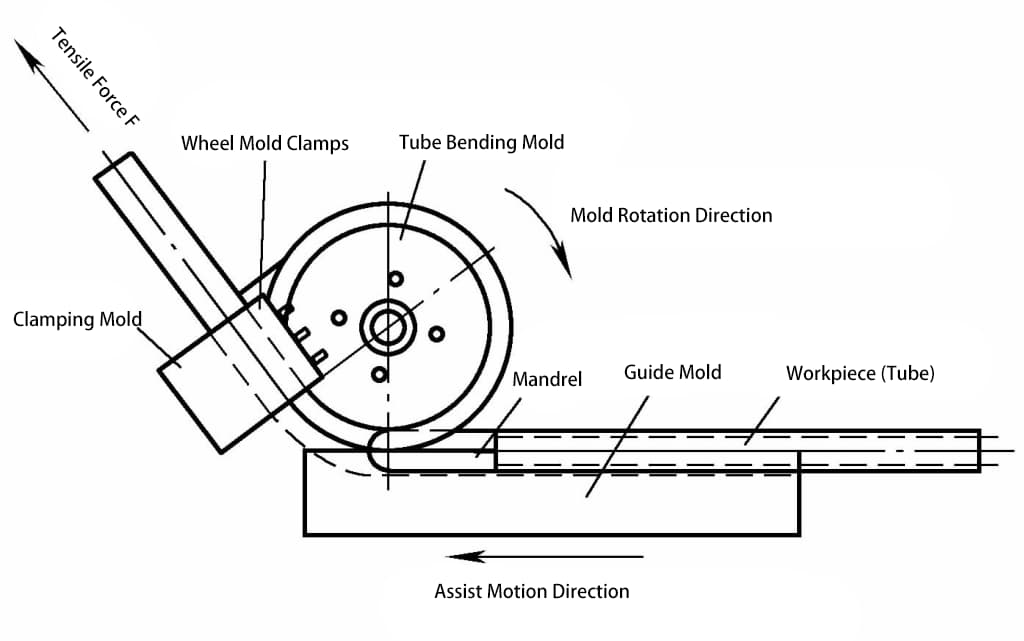
Principio di formatura a trazione: sotto l'azione della forza di trazione F che tiene il raccordo del tubo all'estremità anteriore dello stampo a ruota, il raccordo del tubo ruota con un certo raggio dello stampo a ruota e avvolge il tubo intorno allo stampo per piegarlo e formarlo, come mostrato nella Figura 4-16. La curvatura a trazione è simile alla curvatura industriale.
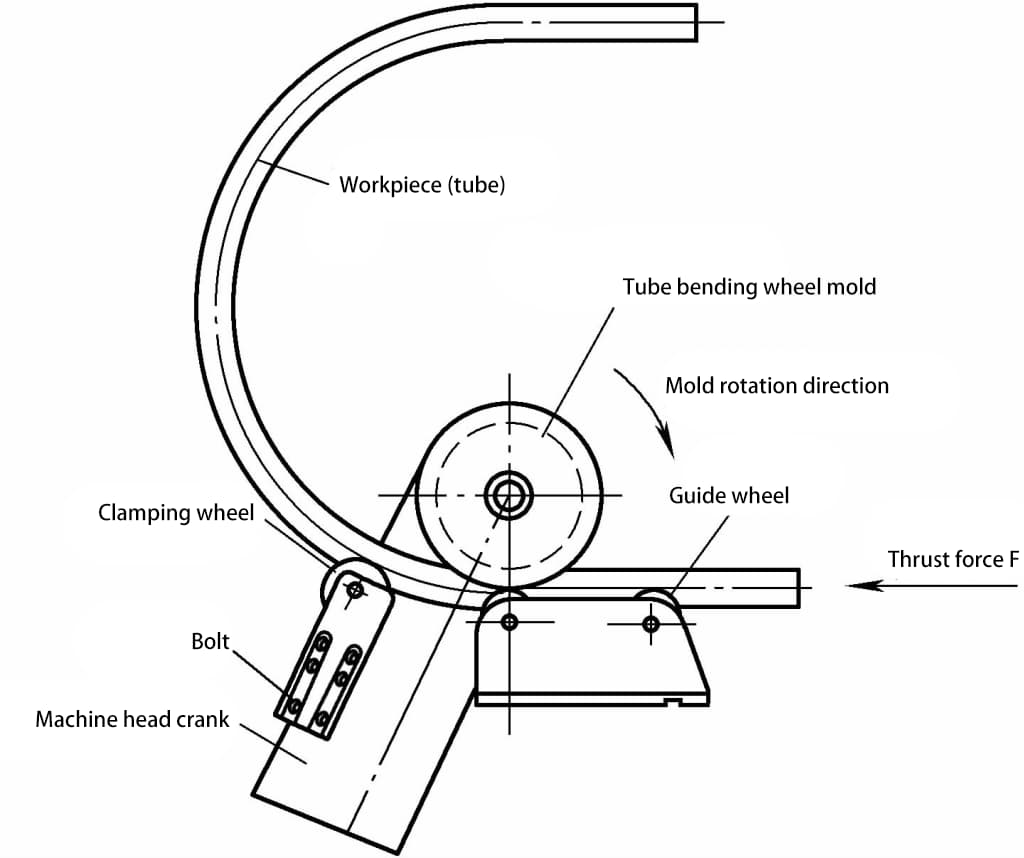
Principio di formazione della curvatura a spinta: sotto l'azione della forza di spinta F applicata dietro il raccordo del tubo, il tubo viene formato e il raggio di curvatura dell'arco viene determinato utilizzando l'angolo di posizionamento del braccio di curvatura della testa della macchina, come mostrato nella Figura 4-17. La curvatura a spinta è simile alla curvatura a rulli del settore.
La base per la scelta del metodo di formatura dei tubi è la seguente:
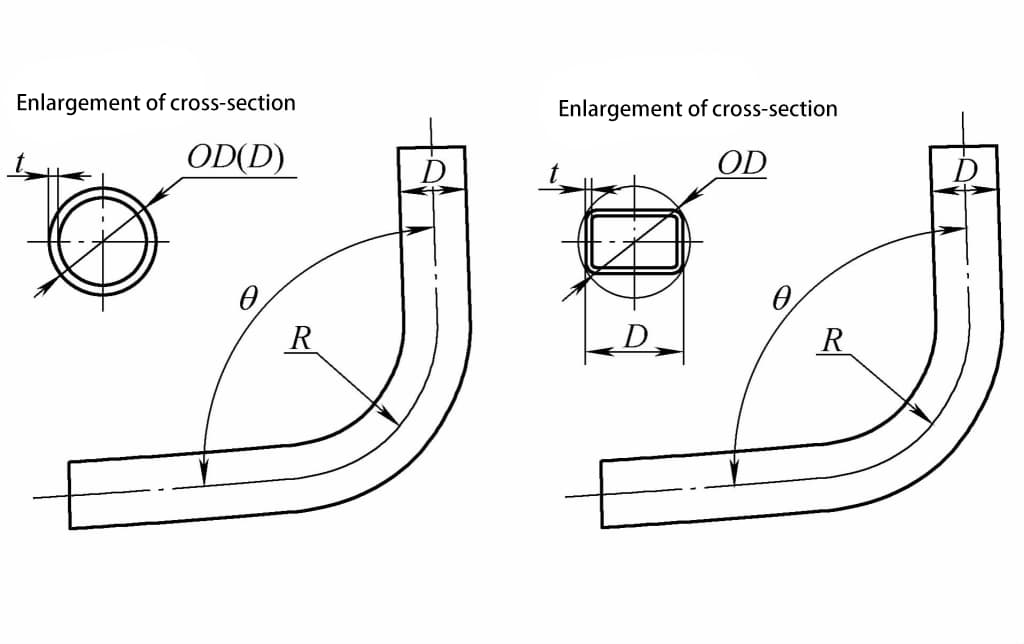
Curvatura a disegno: La formatura per trafilatura viene utilizzata in condizioni di 2,5≤R s ≤6.
Piegatura a spinta: La formatura a spinta viene utilizzata in condizioni di R s ≥6.
Nota: R s =R/D dove R è il raggio dello strato neutro di un raccordo per tubi piegati; D è il diametro del tubo nella direzione di piegatura (vedere Figura 4-18).