Confronto tra freni a pressa idraulici e meccanici
Quando si parla di precisione ed efficienza nella lavorazione dei metalli, il dibattito tra presse piegatrici idrauliche e meccaniche è...

La pressa meccanica comunemente utilizzata è principalmente la pressa a manovella, largamente impiegata nella formatura dei materiali (formatura della plastica) come apparecchiatura che ottiene la forza e lo spostamento lineare necessari per la formatura dei materiali attraverso il meccanismo della biella a manovella. Può eseguire processi come lo stampaggio, l'estrusione, la forgiatura, ecc. ed è ampiamente utilizzata nell'industria automobilistica, nelle macchine agricole, nell'industria aeronautica, nell'industria degli strumenti elettronici, nell'industria leggera dell'hardware e in altri settori.
In base alla funzione di ciascuna parte della pressa, essa può essere suddivisa nei seguenti componenti:
Il meccanismo di esecuzione del lavoro dell'apparecchiatura è costituito da una manovella, una biella e un cursore, che convertono il moto rotatorio in moto lineare alternativo. Poiché il meccanismo di lavoro è un meccanismo rigido a manovella, la pressa ha posizioni limite superiori e inferiori fisse (punti morti superiori e inferiori) durante il funzionamento, che possono controllare con precisione le dimensioni dei pezzi formati.
Il sistema di trasmissione è costituito dalla trasmissione a cinghia e dalla trasmissione a ingranaggi, che trasmettono l'energia del motore elettrico al meccanismo di lavoro. Durante il processo di trasmissione, la velocità diminuisce gradualmente e la coppia aumenta gradualmente.
Il meccanismo di funzionamento è costituito principalmente da una frizione, un freno e il relativo sistema elettrico. Dopo l'avvio, il motore controlla lo stato di funzionamento del meccanismo di lavoro, consentendogli di funzionare in modo intermittente o continuo.
La sezione energetica è costituita da un motore elettrico e da un volano. L'energia per il funzionamento della macchina è fornita dal motore elettrico. Dopo l'avvio, il motore accelera il volano, che fornisce l'energia di lavoro a breve termine per la pressa, svolgendo un ruolo di accumulo e rilascio di energia.
La sezione di supporto è costituita dal corpo macchina, dal piano di lavoro, dai dispositivi di fissaggio, ecc. Collega tutte le parti della pressa in un unico insieme.
I sistemi ausiliari comprendono il sistema pneumatico, il sistema di lubrificazione, il dispositivo di protezione da sovraccarico, il cuscino d'aria, il cambio rapido dello stampo, il dispositivo di tranciatura, il dispositivo di monitoraggio, ecc. Essi migliorano la sicurezza e la facilità di funzionamento della pressa. Per le nuove presse, la percentuale di costo di questi sistemi mostra una tendenza all'aumento.
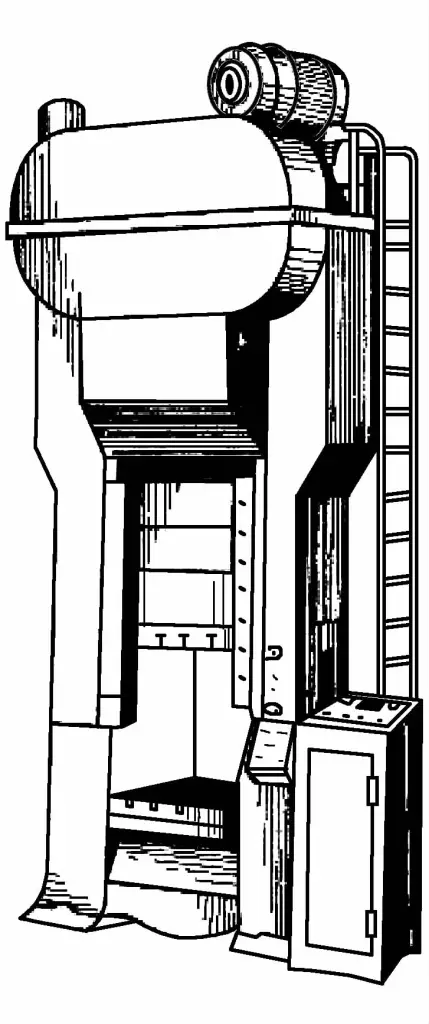
Attualmente, le presse a manovella sono classificate principalmente in base alla struttura del basamento, suddiviso in presse a manovella aperte e chiuse. Le presse a manovella chiuse possono essere ulteriormente suddivise in presse chiuse a un punto (vedere Figura 3-57), presse chiuse a due punti e presse chiuse a quattro punti (vedere Figura 3-58), ecc.
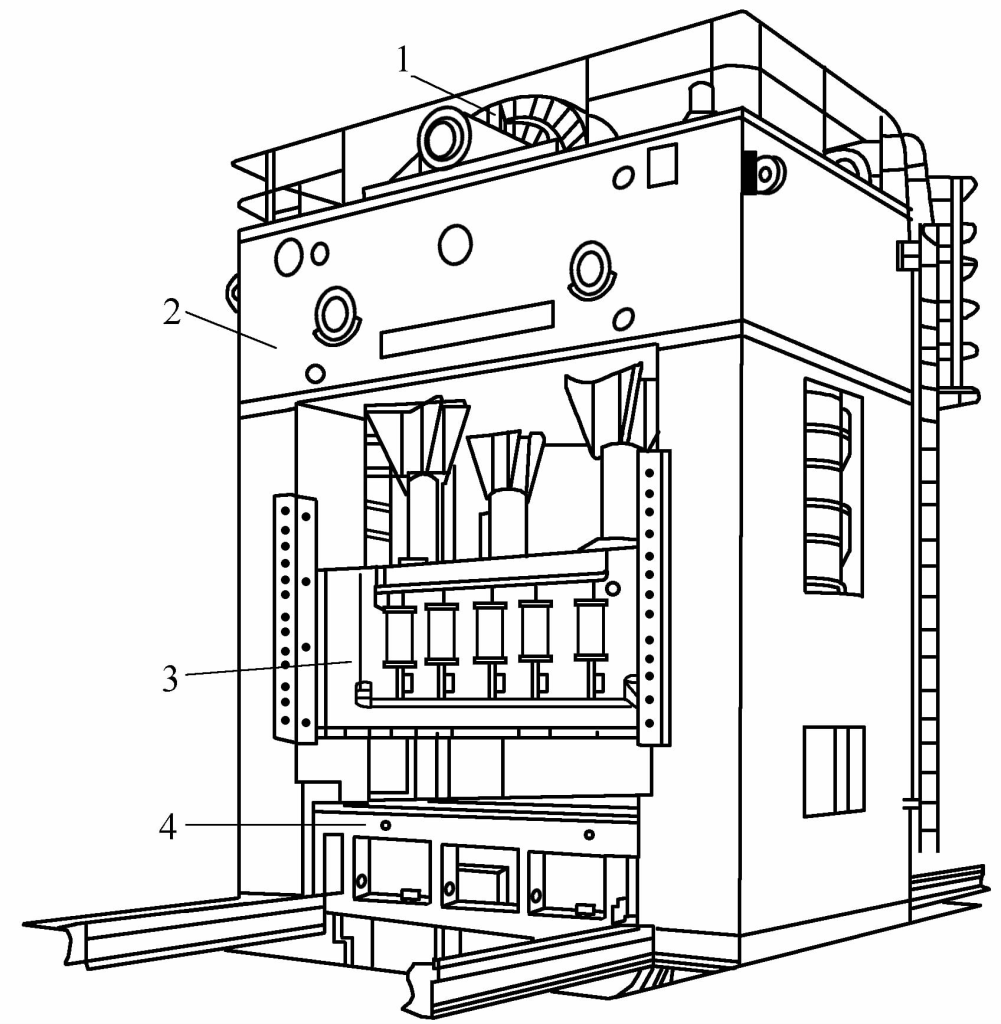
1-Sistema di trasmissione
Corpo a 2 macchine
3 cursori
4-Banco di lavoro
Il basamento della pressa a manovella aperta è a forma di "C", con la parte anteriore e i lati destro e sinistro del corpo aperti, che facilitano l'installazione dello stampo, la regolazione e le operazioni di formatura. Tuttavia, la rigidità del corpo (soprattutto quella angolare) è scarsa.
La deformazione sotto carico influisce sulla precisione dei pezzi e riduce la durata dello stampo, adatto a presse di piccole dimensioni, comunemente utilizzate sotto i 1000kN.
Il corpo della pressa a manovella chiusa è una struttura a telaio, con la parte anteriore e posteriore aperta e i lati chiusi. L'installazione dello stampo e le operazioni di formatura vengono eseguite sui lati anteriore e posteriore.
La deformazione verticale causata dalla deformazione del corpo sotto carico può essere eliminata regolando l'altezza di chiusura dello stampo. Non influisce sulla precisione dei pezzi e sull'accuratezza di funzionamento dello stampo, adatto a presse a manovella di medie e grandi dimensioni.
Oltre ai metodi di classificazione sopra descritti, ne esistono altri:
In base all'impiego tecnologico, possono essere classificate in presse a manovella generiche, presse per imbutitura, presse per punzonatura ad alta velocità, presse per stampaggio a caldo, presse per estrusione a freddo, ecc. Queste presse hanno migliorato il meccanismo di scorrimento della manovella per rendere la sua capacità di forza e la sua curva di movimento più adatte ai requisiti dei processi di formatura corrispondenti.
In base al numero di cursori, possono essere classificate in presse a manovella ad azione singola e presse a manovella a doppia azione. Per azione singola si intende la presenza di un cursore nel meccanismo di lavoro, mentre per azione doppia si intende la presenza di due cursori, interno ed esterno, con il cursore interno installato all'interno del cursore esterno, con ciascun meccanismo azionato separatamente.
Le presse a manovella a doppia azione sono note anche come presse per imbutitura profonda (vedere Figura 3-59). Per i pezzi in lamiera sottile di grandi dimensioni e di forma complessa, in particolare per i pezzi di copertura, è consigliabile utilizzare una pressa per imbutitura dedicata.
Per questo motivo, la pressa per imbutitura è un'attrezzatura importante nella lavorazione delle coperture agricole. In genere, una pressa per imbutitura è dotata di due cursori: il cursore esterno è utilizzato per la bordatura, mentre il cursore interno è utilizzato per l'imbutitura.

Il cursore esterno della pressa per imbutitura a doppia azione è dotato di un cursore interno per ottenere la doppia azione.
Il movimento del cursore interno e del cursore esterno della pressa per imbutitura a doppia azione deve mantenere una certa relazione per soddisfare i requisiti del processo di imbutitura; la relazione di movimento dei cursori interni ed esterni è rappresentata da un diagramma del ciclo di lavoro.
La Figura 3-60 rappresenta il diagramma del ciclo di lavoro del cursore della pressa per imbutitura a doppia azione JB46-315.
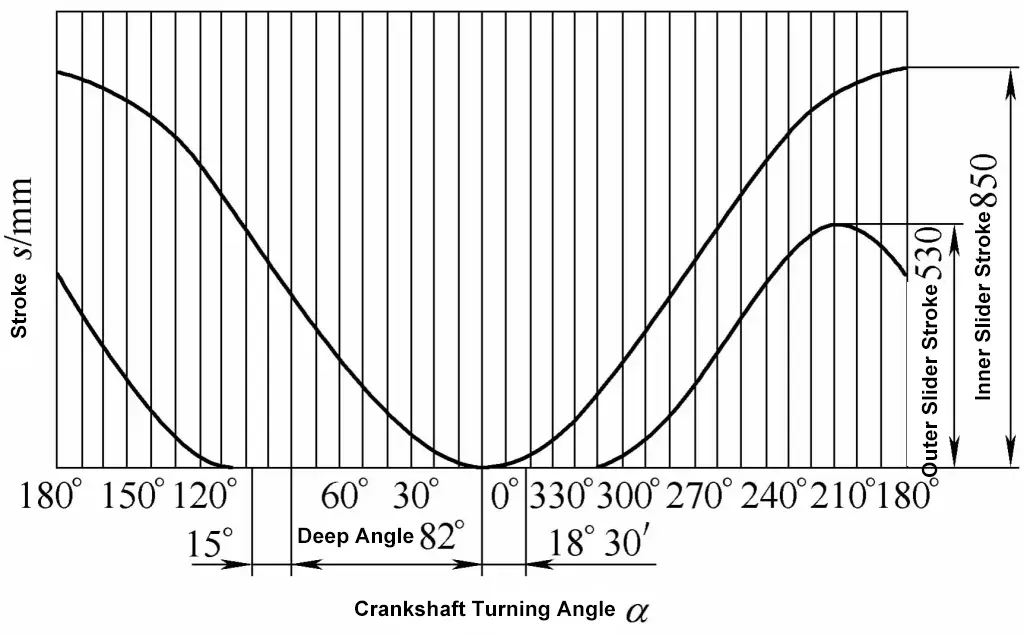
Lo schema di movimento del cursore interno è simile a quello del cursore generale della pressa a manovella. Il cursore esterno è azionato da più meccanismi e compie un movimento approssimativamente intermittente. Durante il funzionamento, il cursore esterno preme lo spezzone con 10°~15° di anticipo rispetto al cursore interno, il cursore interno inizia l'imbutitura a circa α≤82° e l'imbutitura termina a α=0°.
Nella corsa di ritorno, il cursore esterno rimane indietro di 10°~15° rispetto al cursore interno, per evitare che il pezzo si incastri sul punzone; l'angolo di bloccaggio del cursore esterno è quindi impostato su 100°~110°.
Quando il cursore interno torna al punto morto superiore, il cursore esterno ha già superato il punto morto superiore e si è spostato verso il basso per una certa distanza; questa distanza è chiamata "corsa di entrata", approssimativamente pari a 0,1~0,15 della corsa del cursore; "l'entrata" assicura che il cursore prema il pezzo grezzo nella corsa di lavoro successiva; la quantità di "entrata" non deve essere troppo grande per garantire che il pezzo possa essere rimosso dallo stampo.
La pressa per imbutitura a doppia azione è dotata anche di un cuscino d'aria, che può espellere il pezzo al termine dell'imbutitura. Poiché durante la corsa di ritorno il cursore esterno rimane indietro di 10°~15° rispetto al cursore interno, per evitare di danneggiare il pezzo in questa fascia di 10°~15°, il cuscino d'aria deve essere dotato di un dispositivo di ritardo di ritorno per sincronizzare la sua salita con il cursore esterno.
La pressa per imbutitura a doppia azione presenta le seguenti caratteristiche di processo:
Per i pezzi imbutiti complessi, sullo stampo vengono solitamente posizionate diverse nervature di imbutitura per regolare e controllare la resistenza del flusso di metallo. La pressa di imbutitura a doppia azione, grazie al suo cursore esterno che ha una pressione sufficiente a deformare completamente il metallo in corrispondenza delle nervature di imbutitura, sfrutta appieno il ruolo di processo delle nervature di imbutitura.
Il cursore esterno della pressa per imbutitura a doppia azione si trova già al punto morto inferiore quando si inizia a bordare, quindi la forza d'impatto è molto ridotta quando entra in contatto con il pezzo.
Se si utilizzano elementi elastici o cuscini d'aria, il cursore ha una certa velocità quando l'anello di bordatura entra in contatto con il pezzo, causando impatti maggiori all'inizio della bordatura, provocando vibrazioni nell'anello di bordatura e un improvviso aumento della forza di bordatura, spremendo il lubrificante tra l'anello di bordatura e il pezzo grezzo, aumentando l'attrito durante l'imbutitura profonda e aumentando la possibilità di rottura nei pezzi imbutiti.
Quando si utilizza una pressa per imbutitura a doppia azione, la pressa per imbutitura fustella da disegno Se la matrice di imbutitura è montata correttamente, cioè la matrice di imbutitura è sotto, la matrice maschio è sopra, il pezzo viene imbutito verso il basso e la periferia del pezzo grezzo può essere mantenuta costante in altezza, facilitando l'uso di bracci robotici per le operazioni automatizzate.
Trattandosi di una pressa specializzata, la velocità del cursore interno per l'imbutitura profonda soddisfa meglio i requisiti del processo di imbutitura profonda.