Guida essenziale alla curvatura dei profili e alla formatura dei tubi
Ultimo aggiornamento:
28 giugno 2024
Condividi il tuo like:
Indice dei contenuti
I. Curvatura manuale di profili e tubi
A causa dell'elevata resistenza alla flessione, i profili non sono facili da piegare, quindi di solito vengono piegati manualmente con un metodo di riscaldamento.
1. Curva di ricottura dell'acciaio piatto
La piegatura dell'acciaio piatto adotta solitamente le seguenti fasi e metodi:
(1) Realizzazione dello stampo
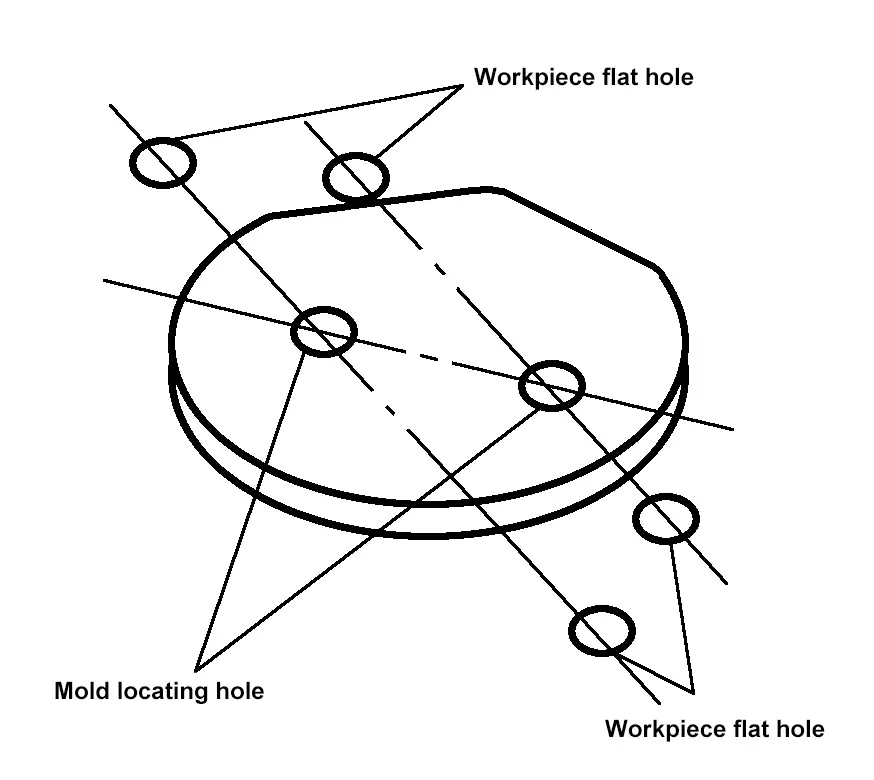
Lo stampo per la piegatura a caldo dell'acciaio piatto è generalmente realizzato in lamiera d'acciaio, il suo spessore può essere pari o leggermente superiore a quello del pezzo da lavorare e il diametro dell'arco dello stampo può essere pari al diametro interno del pezzo da lavorare. Lo stampo per la piegatura di anelli di acciaio piatto non deve essere realizzato a cerchio completo, ma a circa 2/3 di un cerchio completo, come mostrato nella Figura 4-15, in modo da facilitare il posizionamento e la rimozione del pezzo durante la piegatura.
La posizione e le dimensioni dei fori per il fissaggio dello stampo sulla piattaforma devono essere determinate dopo aver fissato la posizione dello stampo sulla piattaforma, in base alla posizione e alle dimensioni dei fori sulla piattaforma.
Figura 4-15 Stampo di piegatura a caldo per acciaio piatto
(2) Piegatura
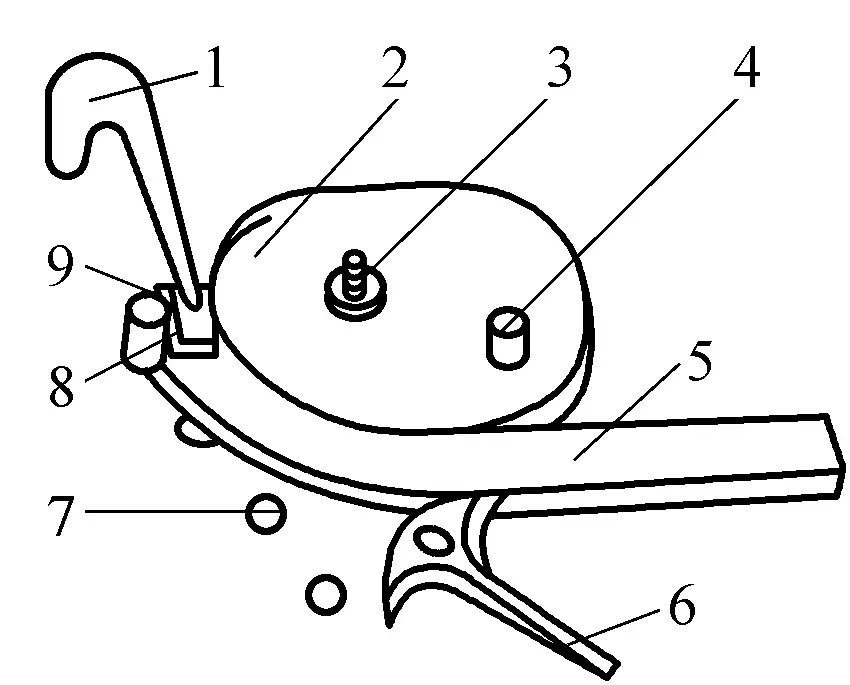
Posizionare un'estremità dell'acciaio piatto riscaldato contro lo stampo, bloccarlo con un cuneo conico e un morsetto a corno d'ariete, quindi inserire la piegatrice nella posizione appropriata per eseguire la piegatura, come mostrato nella Figura 4-16. Ogni riscaldamento non deve essere troppo lungo per evitare di raggrinzire l'acciaio piatto o di causare l'indurimento del materiale a causa della bassa temperatura. Per pezzi di dimensioni maggiori, la piegatura deve essere eseguita in sezioni.
Figura 4-16 Piegatura dell'acciaio piatto
1 Morsetto per corno di rame 2-Stampo 3-Bullone di bloccaggio Cuneo a 4 pneumatici Materiale in acciaio 5-Flat 6-Bender Foro a 7 piattaforme 8-Cuneo di serraggio 9-Piastra distanziatrice
(3) Livellamento
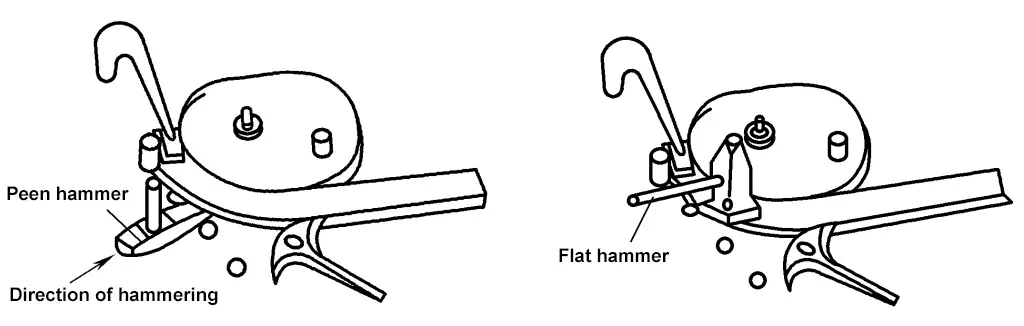
Dopo ogni sezione di ricottura, prima di rimuovere i morsetti, utilizzare un martello piatto per livellare prima lungo l'interno dell'acciaio piatto e poi lungo l'esterno, in modo da rendere lo spessore all'interno e all'esterno approssimativamente uguale e da evitare deformazioni significative durante il processo di raffreddamento dopo la sformatura, come mostrato nella Figura 4-17.
Figura 4-17 Correzione della curvatura locale e correzione della flessione dell'anello piatto in acciaio
2. Piegatura dell'acciaio angolare
La piegatura dell'acciaio angolare comprende anche i processi di creazione di stampi, piegatura e spianatura.
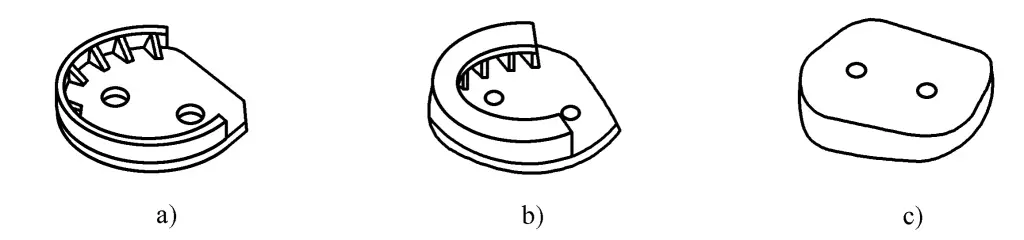
Gli stampi per la piegatura dell'acciaio angolare sono di solito saldati da piastre di acciaio e la loro forma dipende dal fatto che la piegatura sia interna o esterna, come mostrato nella Figura 4-18. A causa della sezione trasversale asimmetrica dell'acciaio angolare, la contrazione dei lati interni ed esterni durante il raffreddamento dopo la piegatura è disuguale, causando cambiamenti nella forma e nelle dimensioni del pezzo.
Pertanto, il diametro dello stampo deve essere opportunamente aumentato quando si piega l'acciaio angolare esternamente; il diametro dello stampo deve essere opportunamente ridotto quando si piega internamente. I valori per l'aumento o la riduzione del diametro dello stampo possono essere scelti in base alla Tabella 4-1. Gli altri requisiti degli stampi per la piegatura dell'acciaio angolare sono gli stessi degli stampi per la piegatura dell'acciaio piatto.
Figura 4-18 Stampo di piegatura dell'acciaio angolare
a) Stampo di piegatura ad angolo esterno in acciaio saldato b) Stampo di piegatura in acciaio ad angolo interno saldato c) Stampo ricavato da una lastra di acciaio intera
Tabella 4-1 Dimensioni del diametro dello stampo di piegatura a caldo dell'acciaio angolare
Curva interna/mm
Curva esterna/mm
Diametro del modello
Dimensione di riduzione del diametro degli utensili per pneumatici
Diametro del modello
Dimensione dell'allargamento del diametro dello pneumatico
<300
<10
<900
3~5
900 ~ 1400
10 ~15
900 ~1400
6 ~10
1500 ~10000
15 ~20
1500 ~10000
15
>10000
25
>10000
20
Quando si piega l'acciaio angolare, prima si blocca rapidamente un'estremità dell'acciaio angolare riscaldato sull'utensile per pneumatici, poi si piega martellando la parte rugosa della superficie dell'acciaio angolare fino a quando la sezione dell'acciaio angolare da piegare non è completamente aderente all'utensile per pneumatici, come illustrato nella Figura 4-19. Anche la piegatura dell'acciaio angolare deve essere eseguita entro il campo di temperatura della piegatura a caldo dell'acciaio.
Figura 4-19 Piegatura dell'acciaio angolare
a) Curva esterna in acciaio angolare b) Curva interna in acciaio angolare
Dopo la piegatura, è necessario utilizzare una mazza e un martello piatto per raddrizzarlo, in modo che la forma e la precisione dimensionale del pezzo soddisfino i requisiti.
3. Curvatura dei tubi
Manuale piegatura dei tubi è comunemente utilizzato per la piegatura di singoli pezzi o di piccoli lotti di tubi, le fasi e i metodi di piegatura manuale dei tubi sono i seguenti:
(1) Riempimento di sabbia
Prima della piegatura manuale, è necessario riempire il tubo di sabbia per evitare la deformazione della sezione del tubo. Per i tubi in metallo non ferroso, si possono riempire sostanze con basso punto di fusione, come colofonia e alluminio, da rimuovere dopo la piegatura. La sabbia deve essere pura, pulita, asciutta e generalmente con particelle di dimensioni inferiori a 2 mm. La sabbia riempita all'interno del tubo deve essere compatta, quindi viene martellata durante il riempimento. Le estremità del tubo vengono chiuse con tappi di legno o sigillate con piastre di acciaio.
(2) Marcatura
Per la curvatura a caldo dei tubi, la lunghezza della parte riscaldante deve essere contrassegnata. In genere, la posizione centrale della parte di curvatura viene predeterminata in base alle dimensioni del disegno, e da lì si misura la lunghezza di curvatura su entrambi i lati del tubo, più la tolleranza per il diametro del tubo, che rappresenta la lunghezza da riscaldare.
(3) Riscaldamento
I tubi possono essere riscaldati utilizzando come combustibile carbone, gas o olio pesante. Il carbone comune non è adatto al riscaldamento dei tubi, poiché contiene molto zolfo, che ad alte temperature può penetrare nell'acciaio, deteriorandone la qualità. La temperatura di riscaldamento è di circa 950°C e viene mantenuta per un certo periodo di tempo per portare la sabbia all'interno del tubo alla stessa temperatura.
(4) Piegatura
I tubi di piccolo diametro possono essere piegati su uno stampo a scanalatura semicircolare utilizzando una leva, mentre i tubi di grande diametro possono essere piegati su una piattaforma utilizzando un argano elettrico. In caso di più curve, iniziare la piegatura dalla curva all'estremità del tubo in sequenza. Durante la piegatura, è possibile spruzzare acqua sulla parete esterna per evitare che la parete del tubo diventi troppo sottile. Spruzzando acqua per il raffreddamento si può anche regolare il grado di curvatura. Se il lato interno del tubo viene raffreddato con spruzzi d'acqua, il metallo sul lato interno si contrae, aumentando il grado di piegatura; allo stesso modo, quando la parete esterna viene spruzzata con acqua, il grado di piegatura diminuisce.
II. Riscaldamento meccanico dei tubi, piegatura e formatura
Per la curvatura meccanica dei tubi con riscaldamento, i metodi comprendono il riscaldamento a media frequenza e il riscaldamento a fiamma, che vengono presentati di seguito.
1. Curvatura con riscaldamento a media frequenza
La curvatura con riscaldamento a media frequenza prevede il posizionamento di una bobina di induzione a media frequenza attorno al tubo grezzo, l'utilizzo della corrente di induzione a media frequenza per riscaldare localmente il tubo grezzo fino all'alta temperatura richiesta, la curvatura del pezzo riscaldato e l'immediata spruzzatura di acqua per raffreddarlo dopo la curvatura, ottenendo così i pezzi di tubo curvati richiesti.
La piegatura con riscaldamento a media frequenza richiede attrezzature specializzate per le piegatrici con riscaldamento elettrico a induzione a media frequenza. In base al metodo di applicazione della coppia di piegatura da parte della piegatrice, si divide in piegatura a trazione e piegatura a spinta.
(1) Curvatura a trazione Curvatura a media frequenza
La Figura 4-20 è un diagramma schematico della piegatura a trazione a media frequenza. La bobina di induzione a media frequenza 3 è posizionata sull'asse di rotazione e fa passare corrente a media frequenza attraverso la bobina, generando così un campo magnetico alternato; la corrente indotta causata dal campo magnetico alternato nel tubo grezzo riscalda il tubo grezzo.
Il tubo grezzo 1 passa attraverso la bobina di induzione, un'estremità è fissata sul braccio rotante 5 con un mandrino 4 e l'altra estremità è posizionata liberamente sul rullo di supporto o sul basamento della macchina. Tre rulli di supporto 2 sono utilizzati per determinare la posizione assiale del tubo grezzo e mantenerlo concentrico con la bobina di induzione e il mandrino.
Figura 4-20 Schema di piegatura a trazione con riscaldamento a media frequenza
1-Tubo vuoto Rullo a 2 supporti Bobina a 3 induzioni 4-Chuck Braccio a 5 movimenti
Il tubo grezzo situato dietro l'area di piegatura viene raffreddato ad acqua da un dispositivo ad anello montato sulla bobina a induzione dopo il riscaldamento e la piegatura, conferendo al tubo piegato una rigidità sufficiente a mantenere una sezione trasversale perfettamente circolare. Durante il funzionamento, la bobina a induzione riscalda localmente il tubo grezzo a 800~1200°C, quindi il motore fa ruotare il braccio girevole attraverso il riduttore, tirando e piegando il tubo grezzo in forma.
La trafilatura può piegare raggi più piccoli (minimo raggio di curvatura R=1,3D, mentre le piegatrici a freddo in genere sono 1,5D), e la qualità dei tubi piegati è migliore.
L'angolo di curvatura del tubo può essere controllato con precisione interrompendo la rotazione del braccio girevole e il riscaldamento della bobina a induzione tramite interruttori di fine corsa. Il raggio di curvatura è determinato dalla posizione del mandrino sul braccio girevole e la posizione del mandrino può essere regolata sul tubo. La temperatura di riscaldamento e l'ampiezza della zona di riscaldamento possono essere controllate modificando le dimensioni della corrente, la velocità di piegatura, la quantità di acqua nebulizzata e selezionando il diametro della bobina di induzione. La corrente e il diametro della bobina di induzione sono selezionati principalmente in base al diametro del tubo grezzo.
Se la corrente è troppo alta, il tubo grezzo si fonde; se è troppo bassa, il riscaldamento è insufficiente. Se il diametro della bobina di induzione è troppo grande, l'efficienza termica è bassa; se è troppo piccolo, lo spazio tra la bobina e la parete del tubo è ridotto, la regolabilità è scarsa e il funzionamento è scomodo. Quando il raggio di curvatura è grande, la deformazione è ridotta e la velocità di curvatura può essere maggiore. Al contrario, la velocità di curvatura deve essere più lenta, altrimenti lo spessore della parete esterna si riduce notevolmente.
Il raggio di curvatura ottenuto durante la piegatura a media frequenza in trafilatura è relativamente uniforme e la regolazione è comoda, l'angolo di piegatura può raggiungere i 180°, ma lo spessore della parete esterna è leggermente ridotto.
(2) Piegatura a spinta
La Figura 4-21 mostra la piegatura con riscaldamento a media frequenza, con uno schema di piegatura con riscaldamento a media frequenza. Il tubo grezzo 2 è supportato dai rulli di supporto 3. Utilizzando la piastra di spinta 1 all'estremità del tubo grezzo, viene applicata una spinta assiale F al tubo grezzo, che viene così piegato in forma.
Il raggio di curvatura viene determinato dalla posizione del rullo superiore 5 o dalla posizione del mandrino 6 sul braccio oscillante 7. Ovviamente, quando si curvano i tubi con il metodo della curvatura a spinta, l'assottigliamento dello spessore della parete esterna del tubo grezzo piegato è ridotto e, poiché la zona ad alta temperatura è relativamente stretta, si evita che la parete del tubo perda stabilità e che la parete interna si raggrinzisca.
Figura 4-21 Schema di un tubo di riscaldamento a media frequenza con piegatura a spinta
1-Lastra di spinta 2-Tubo vuoto 3-Rulli di supporto 4 - Bobina di induzione Rullo a 5 rulli 6-Chuck 7-Braccio oscillante 8 assi
Il metodo di curvatura a spinta mostrato nella Figura 4-21a può curvare qualsiasi raggio, con un assottigliamento minimo della parete esterna del tubo, ma è difficile garantire il raggio di curvatura all'inizio della curva e le regolazioni sono difficili. Il metodo di curvatura a spinta della Figura 4-21b produce un raggio di curvatura uniforme ed è facile da regolare, con un angolo di curvatura tipico di ≤90°, ma il raggio di curvatura è limitato dal campo di regolazione del braccio oscillante.
In sintesi, la piegatura a induzione a media frequenza presenta le seguenti caratteristiche:
1) La curvatura a freddo di tubi di grande diametro a parete spessa richiede una grande macchina per la curvatura a freddo, occupa un'ampia superficie, è costosa e richiede anche costosi stampi. La curvatura a induzione a media frequenza, invece, non richiede stampi, ma solo tubi di diverso diametro e bobine di induzione corrispondenti. Tuttavia, le unità a induzione a media frequenza consumano molta elettricità e l'investimento per l'attrezzatura è altrettanto elevato.
2) Il riscaldamento a induzione a media frequenza è rapido, con un'elevata efficienza termica e la superficie del tubo piegato non produce scaglie di ossido.
3) La qualità del tubo piegato è buona, con una migliore rotondità e un minore assottigliamento dello spessore della parete rispetto alla piegatura a freddo. Il raggio di curvatura è facile da regolare e altamente adattabile. Particolarmente adatto per la curvatura di singoli o piccoli lotti di tubi di grande diametro, poiché non sono necessari stampi e quindi i costi di produzione sono bassi.
Va inoltre notato che, poiché i tubi piegati a media frequenza vengono immediatamente raffreddati ad acqua dopo il riscaldamento e la piegatura, è necessario considerare l'impatto quando si piegano tubi in acciaio soggetti a cricche per tempra con questo metodo.
Curvatura con riscaldamento a fiamma
Il principio della piegatura con riscaldamento a fiamma è identico a quello della piegatura a induzione a media frequenza, con una bobina di riscaldamento a fiamma che sostituisce la bobina di induzione a media frequenza per riscaldare la billetta, eliminando la necessità di un'unità di induzione a media frequenza.
La struttura della curvatrice a fiamma è semplice, il costo è inferiore, la manutenzione è facile e può garantire una buona qualità dei tubi curvati, per cui ha ottenuto una certa promozione e utilizzo nella produzione. Tuttavia, poiché l'efficienza termica del riscaldamento a fiamma non è elevata, è adatta solo alla curvatura di tubi a parete sottile.
L'anello di riscaldamento a fiamma è illustrato nella Figura 4-22. Utilizza una miscela di ossigeno e acetilene come combustibile, generalmente con una pressione dell'acetilene di 0,05~0,1MPa e una pressione dell'ossigeno di circa 0,5~10MPa. Il diametro dell'anello di riscaldamento deve corrispondere al diametro esterno del tubo vuoto e la distanza abituale tra l'anello dell'ugello di fiamma e la parete del tubo è di 13~15 mm.
Sulla circonferenza interna dell'anello di riscaldamento è presente una fila di ugelli a fiamma, il cui diametro è di circa 0,5 mm e la distanza tra i fori è di 4-5 mm, uniformemente distribuiti. Sulla circonferenza dell'anello di riscaldamento, lontano dalla direzione del tubo piegato, sono presenti fori di spruzzatura dell'acqua, il cui diametro è di circa 0,8 ~ 1 mm e la distanza tra i fori è di circa 10 mm.
Figura 4-22 Anello di riscaldamento della fiamma
Non dimenticatevi che condividere è un'opera di carità! : )
Perché i profili si raggrinziscono, si deformano o si torcono durante la piegatura? Questo articolo approfondisce le complessità della piegatura dei profili, mettendo in evidenza le...
Come fanno gli ingegneri a piegare con precisione i profili in forme complesse? Questo articolo analizza quattro metodi principali: piegatura a pressa, piegatura a rulli,...
Immaginate di trasformare un pezzo di metallo piatto e senza pretese in un componente complesso e preciso, essenziale per innumerevoli settori industriali. Questo è il...
I nostri ingegneri di vendita sono prontamente disponibili a rispondere a qualsiasi domanda e a fornirvi un preventivo immediato e adatto alle vostre esigenze.