Calcolo del tonnellaggio della pressa piegatrice
Come potete garantire una piegatura dei metalli precisa e sicura nella vostra officina? Questo articolo approfondisce gli elementi essenziali del calcolo...
Perché il vostro pezzo metallico non corrisponde allo stampo dopo la piegatura? Il fenomeno del ritorno elastico, in cui i materiali tornano leggermente indietro dopo la piegatura, è il colpevole. Questo articolo approfondisce i fattori chiave che influenzano il ritorno elastico, come le proprietà del materiale e la forza di piegatura, e offre misure pratiche per controllarlo, garantendo la precisione dei vostri progetti di piegatura. Se avete a che fare con acciai ad alta resistenza o con la regolazione delle strutture degli stampi, la comprensione di questi principi migliorerà la vostra precisione di produzione. Continuate a leggere per conoscere le tecniche migliori per ridurre al minimo il ritorno elastico e ottenere gli angoli di piegatura desiderati.

Come accennato in precedenza, durante la piegatura coesistono deformazione plastica e deformazione elastica e, una volta rimosso il carico esterno, il pezzo in lavorazione rimbalza, rendendo le sue dimensioni incoerenti con quelle dello stampo (vedere Figura 1).
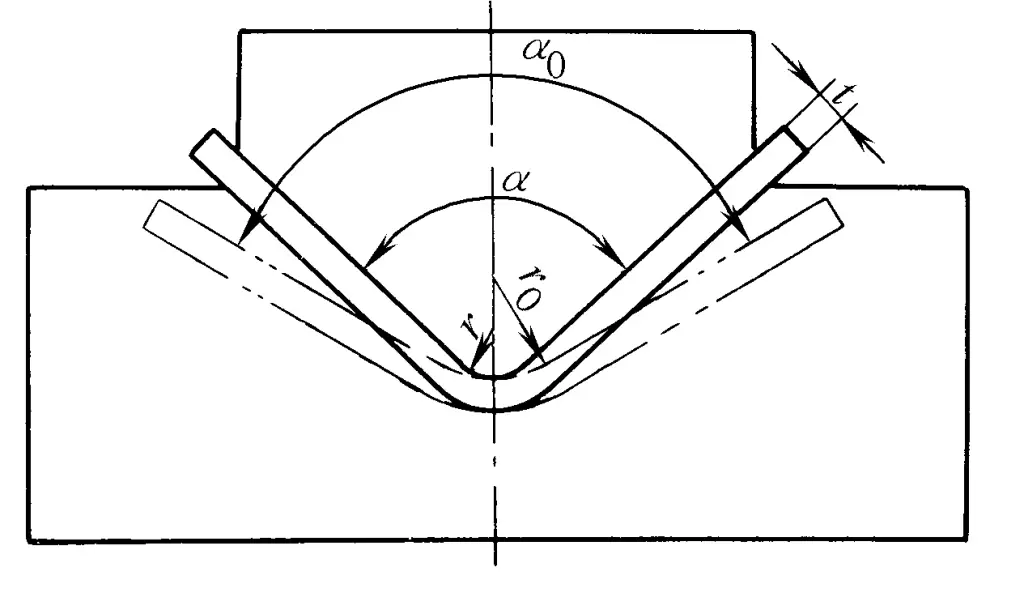
Il ritorno elastico è generalmente rappresentato dalla variazione dell'angolo: quando si esegue una piegatura con un grande raggio di curvatura, oltre a calcolare l'angolo di ritorno elastico, è necessario calcolare anche la variazione del raggio di curvatura.
Più alto è il limite di snervamento σ s , minore è il modulo elastico E e più intenso è l'indurimento da lavoro (valori k e n più alti), maggiore è il ritorno elastico.
Quando r/t è piccolo, la deformazione tangenziale complessiva sulla superficie esterna del pezzo piegato è grande. Sebbene anche il valore numerico della deformazione elastica aumenti, la proporzione della deformazione elastica nella deformazione totale diminuisce. Pertanto, il rapporto tra angolo di ritorno elastico rispetto alla flessione L'angolo △α/α e il rapporto tra il ritorno di curvatura e il raggio di curvatura △ρ/ρ diminuiscono entrambi al diminuire del raggio di curvatura.
Più grande è l'angolo di flessione α, più lunga è la zona di deformazione e quindi più grande è l'angolo di ritorno elastico, ma non influisce sul rimbalzo del raggio di curvatura.
I diversi metodi di piegatura e le strutture degli stampi hanno un impatto significativo sul processo di piegatura, sulle condizioni di sollecitazione e sull'influenza delle aree deformate e non deformate dello spezzone, per cui variano anche i valori di ritorno elastico.
Nella produzione reale, spesso si utilizzano metodi di piegatura con una certa componente di correzione, che consentono alla pressa di esercitare una forza superiore a quella necessaria per la deformazione di flessione. A questo punto, lo stato di sollecitazione e la natura della deformazione nell'area di deformazione di piegatura presentano alcune differenze rispetto alla piegatura pura e, quanto maggiore è la forza applicata, tanto più significativa è questa differenza. Quando la forza di correzione è molto grande, può cambiare completamente la natura dello stato di sollecitazione nell'area di deformazione in bianco e far sì che anche l'area di non deformazione diventi un'area di deformazione.
L'attrito tra la superficie dello spezzone di curvatura e la superficie dello stampo può modificare lo stato di sollecitazione delle varie parti dello spezzone di curvatura; in particolare, quando la curvatura avviene in più parti con curvature diverse, l'impatto dell'attrito è più significativo.
In genere si ritiene che l'attrito possa aumentare la tensione di trazione nell'area di deformazione di piegatura nella maggior parte dei casi, rendendo la forma del pezzo più vicina a quella dello stampo. Tuttavia, durante la piegatura per stiramento, l'impatto dell'attrito è spesso negativo.
Se lo spessore del pezzo grezzo presenta un'ampia deviazione, per un determinato stampo, il divario di lavoro effettivo varia e di conseguenza anche il valore del ritorno elastico.
Nella flessione libera, la formula semplificata per la stima dell'angolo di ritorno elastico è riportata nella Tabella 1.
Tabella 1 Formula approssimativa per il calcolo dell'angolo di ritorno elastico in flessione libera
| Metodo di piegatura | Formula di calcolo dell'angolo di ritorno elastico β (lato singolo) |
| Piegatura di pezzi a V | tanβ = 0. 375l/Kt-σs/E |
| Piegatura di pezzi a U | tanβ = 0,375l1/Kt-σs/E |
Nota:
Coefficiente K, determinato dalla posizione dello strato neutro;
l--distanza del fulcro, cioè la larghezza dell'apertura dello stampo;
l 1 --braccio di leva piegato, l 1 = rpugno + rdado + 1.25t.
Nella piegatura con pressore, il valore del ritorno elastico non dipende solo dai valori di r/t, l/t e α, ma anche dalla regolazione della pressa e dal grado di indurimento a freddo del metallo.
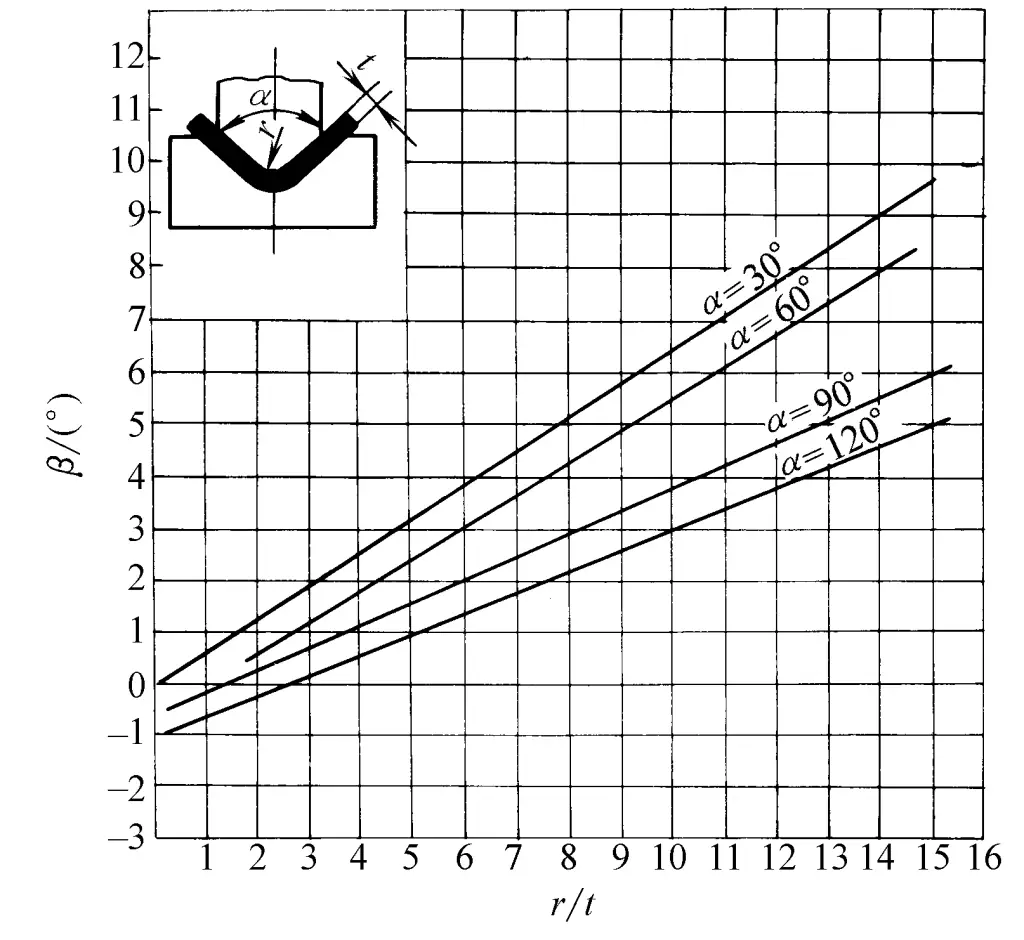
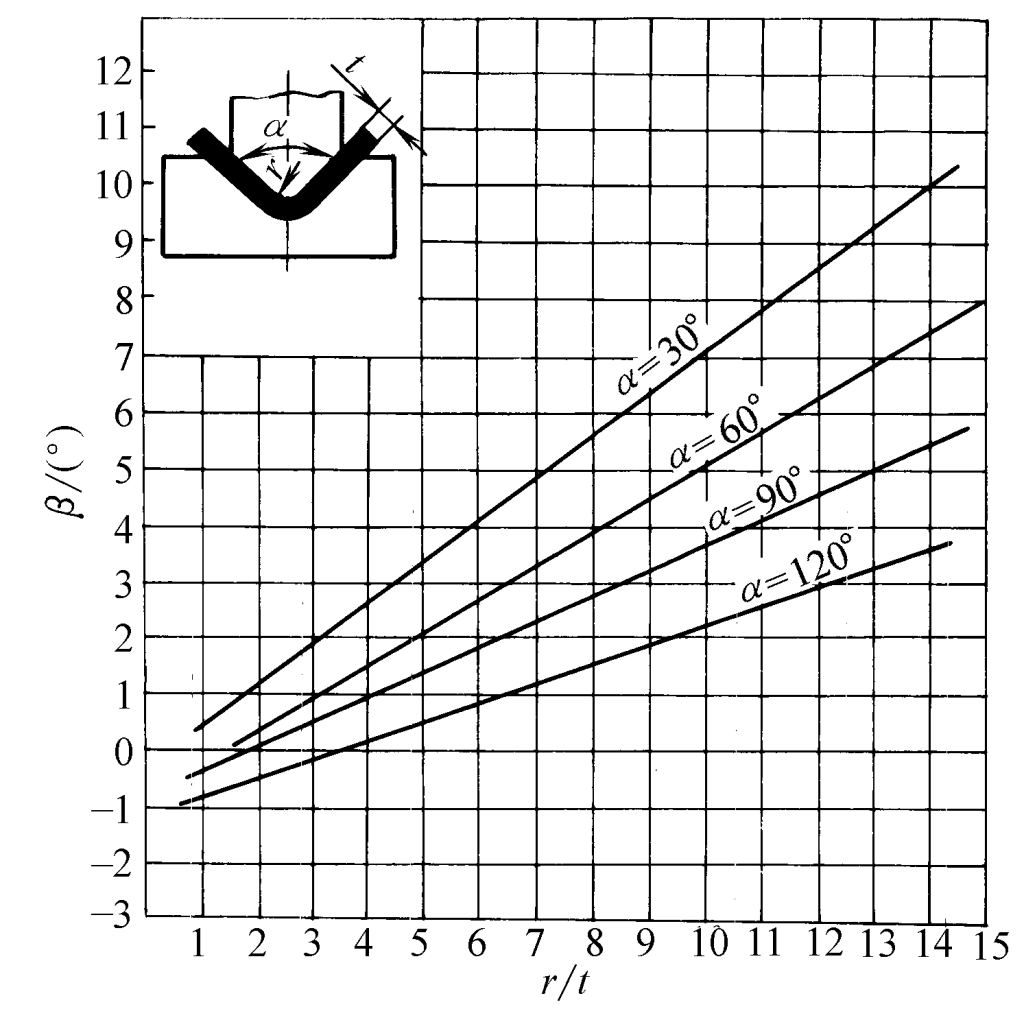
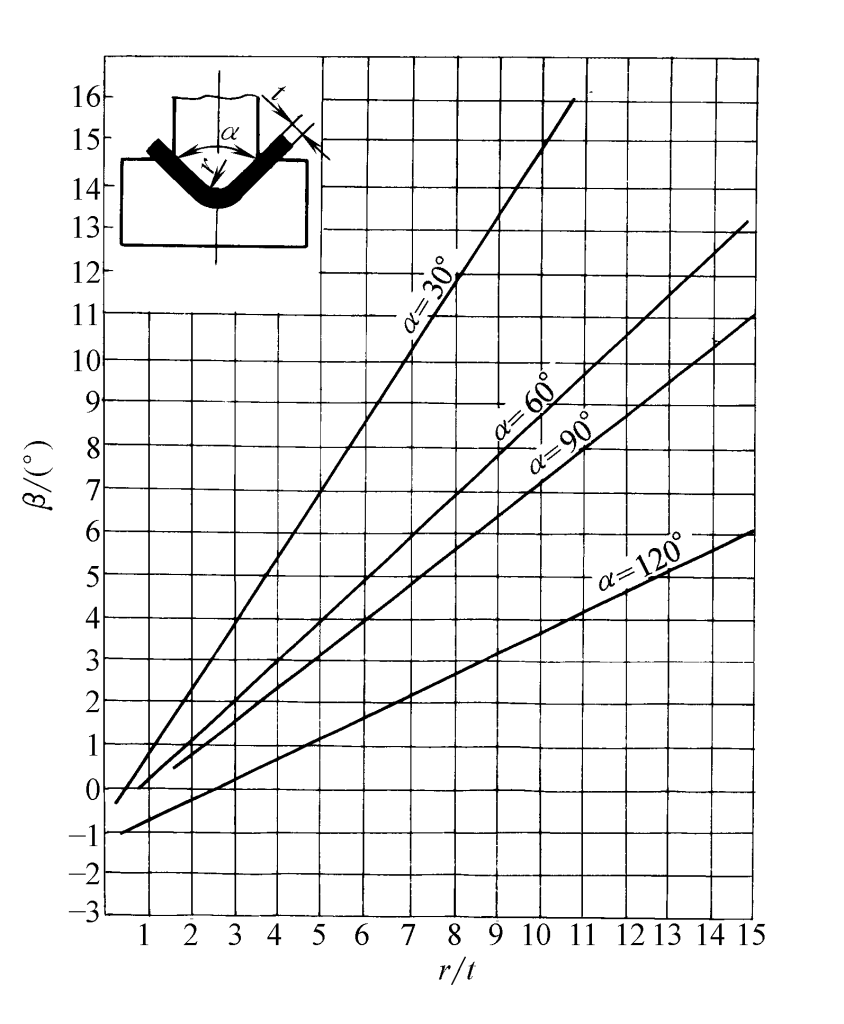
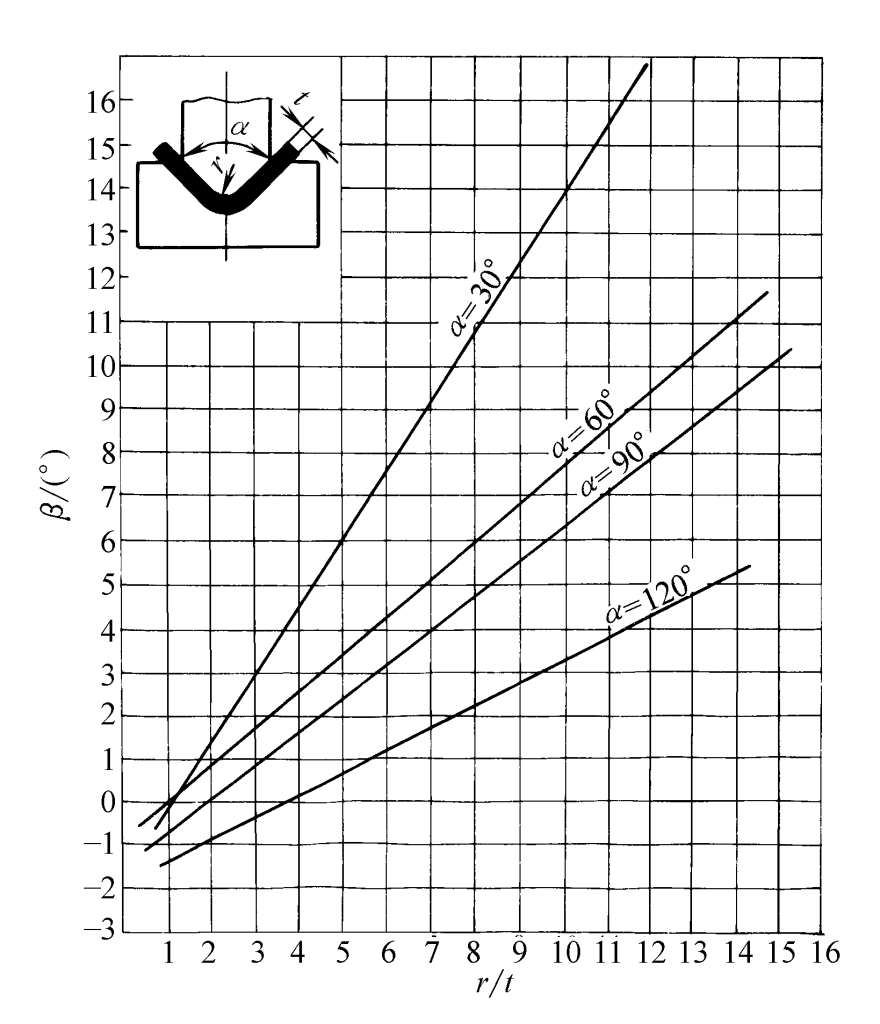
Per le piastre di acciaio al carbonio sottoposte a flessione a V, la relazione tra l'angolo di ritorno elastico β e r/t è mostrata nelle figure da 2 a 5.
1. In condizioni prossime alla piegatura pura, è possibile apportare le necessarie correzioni alla forma della parte di lavoro dello stampo di piegatura in base al calcolo dei valori di ritorno elastico o a dati empirici.
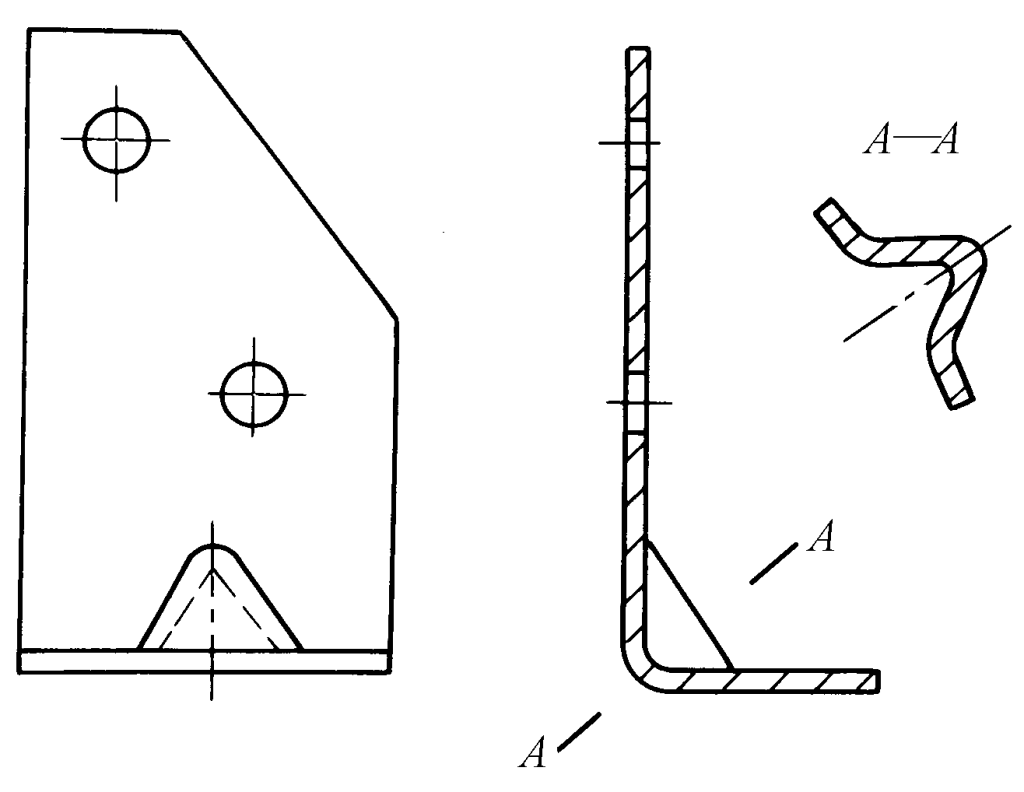
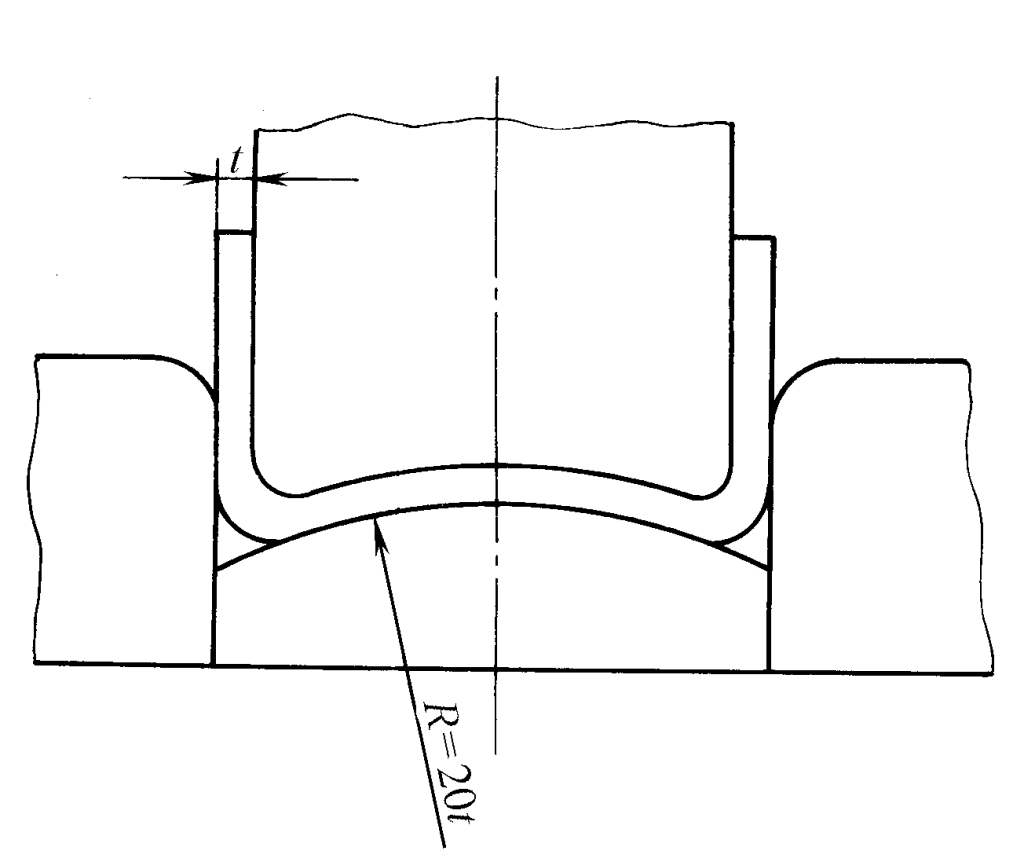
2. Utilizzando il modello che le diverse parti dello spezzone di piegatura hanno direzioni di ritorno diverse, è possibile regolare in modo appropriato vari fattori di influenza (raggio dell'angolo arrotondato dello stampo, gioco, larghezza dell'apertura, forza di correzione, forza di pressatura, ecc. Come mostrato nella Figura 6, il ritorno elastico generato nella parte inferiore del pezzo viene utilizzato per compensare il ritorno elastico nei due angoli arrotondati.
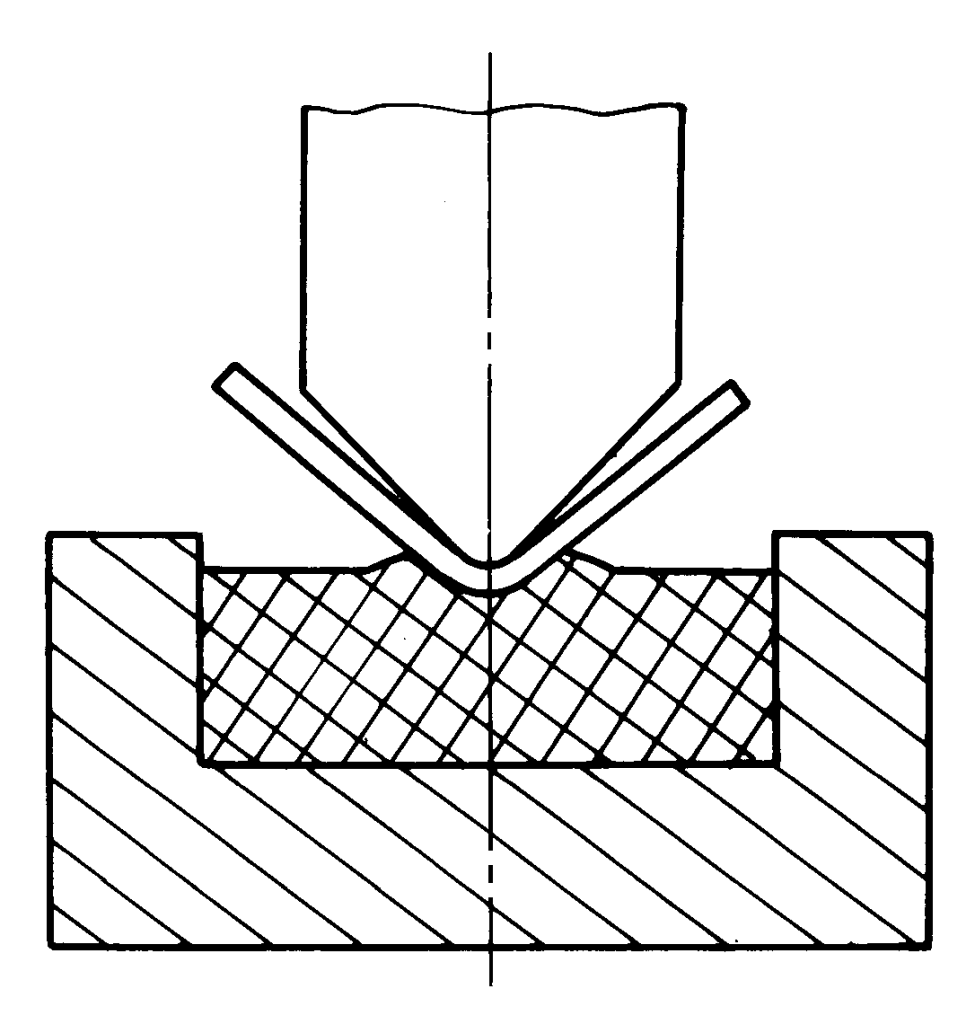
3. Per la piegatura, utilizzare uno stampo concavo morbido in gomma poliuretanica anziché uno stampo concavo rigido in metallo, come mostrato nella Figura 7.
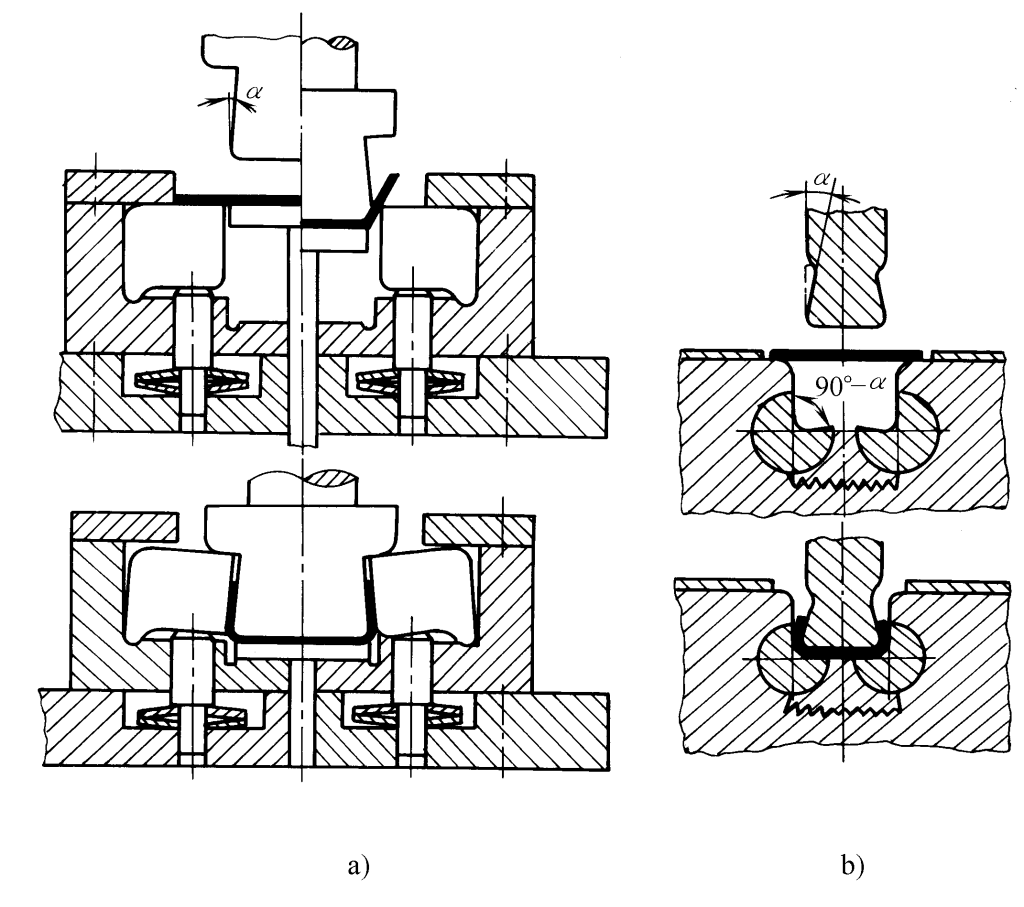
4. Realizzare il punzone di piegatura o la piastra di pressatura in una forma con sporgenze locali, oppure ridurre lo spazio dello stampo in corrispondenza degli angoli arrotondati, in modo che la forza del pugno si concentra nell'area di deformazione a flessione che causa il ritorno elastico, modificando lo stato di sollecitazione, come mostrato nella Figura 8.
5. Utilizzare una struttura di stampo concava con un blocco oscillante, come mostrato nella Figura 9.
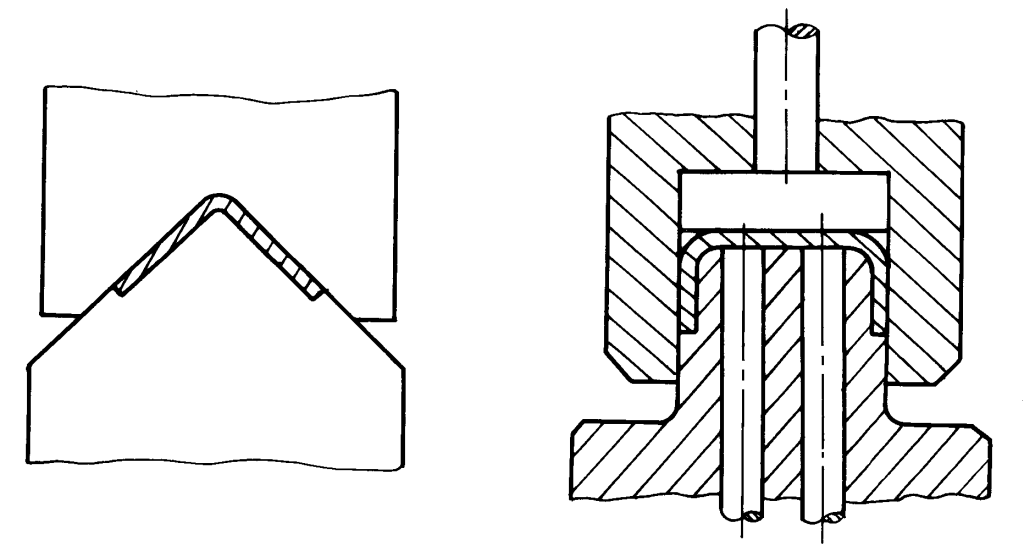
Utilizzare il metodo di pressatura longitudinale: al termine del processo di piegatura, utilizzare la spalla sporgente dello stampo per premere longitudinalmente sullo spezzone da piegare, facendo sì che tutte le sollecitazioni sulla sezione trasversale dello spezzone nell'area di deformazione della piegatura diventino sollecitazioni di compressione, come mostrato nella Figura 10.
7. Utilizzare il metodo della trafilatura, soprattutto per i pezzi di grande lunghezza e raggio di curvatura.
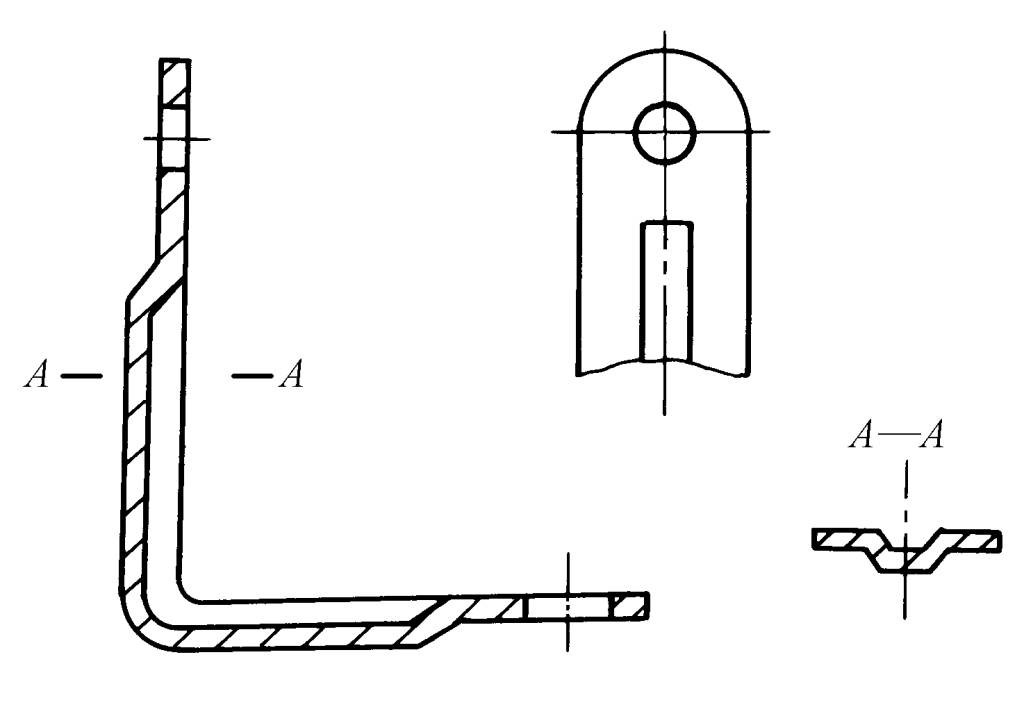
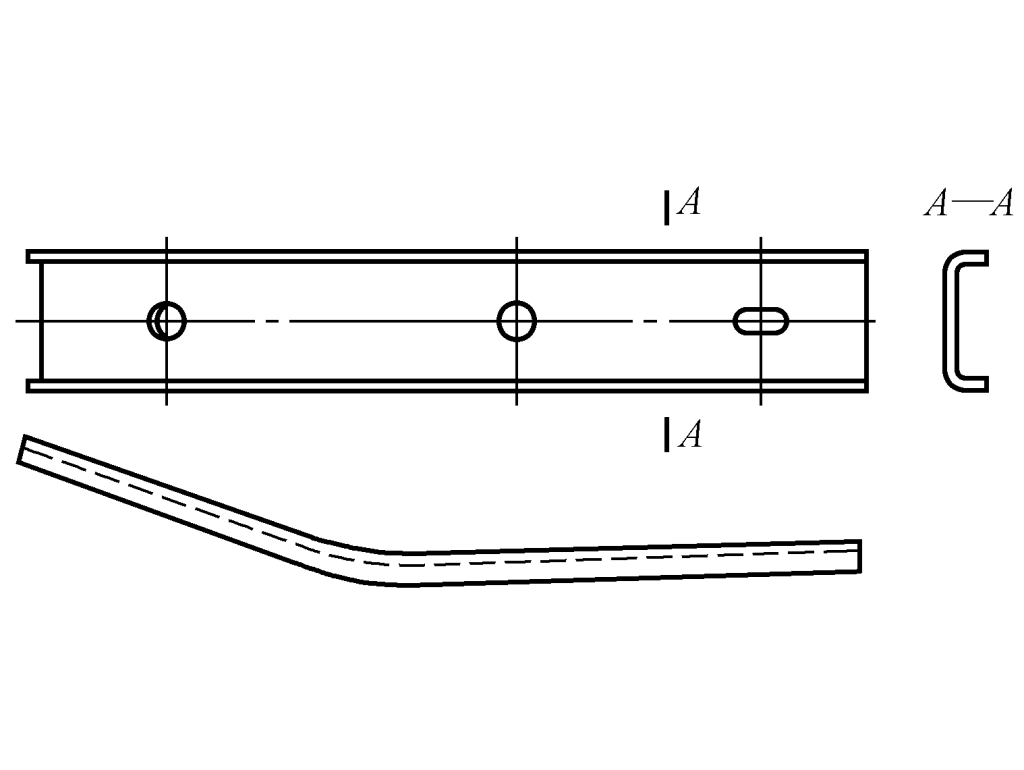
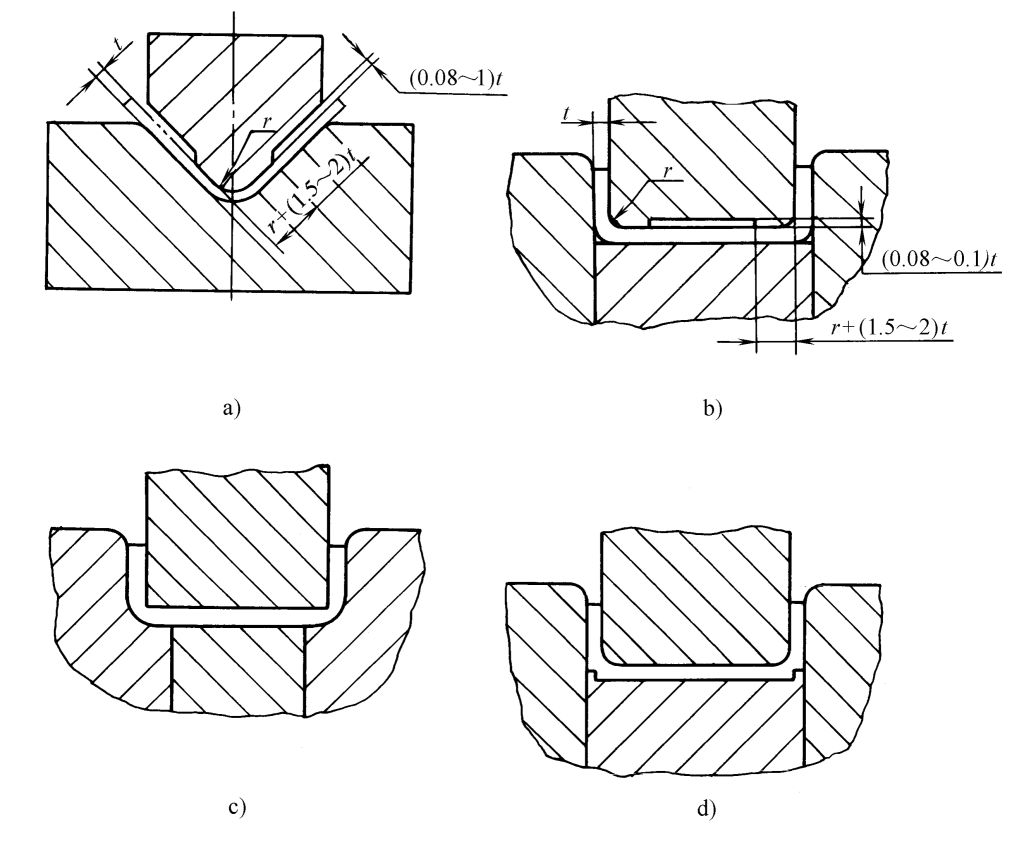
8. Utilizzare metodi per migliorare la rigidità strutturale dei pezzi, come illustrato nelle Figure da 11 a 14.