Viti a macchina e viti autofilettanti: Qual è la differenza?
Vi è mai capitato di dover scegliere tra viti da macchina e viti autofilettanti, per poi scoprire che...

La filettatura è il processo di lavorazione delle filettature interne dei pezzi utilizzando gli strumenti corrispondenti (maschi e chiavi).
La Figura 1 mostra il processo di filettatura manuale da parte dell'installatore e la Figura 2 mostra gli strumenti di filettatura manuale comunemente utilizzati.
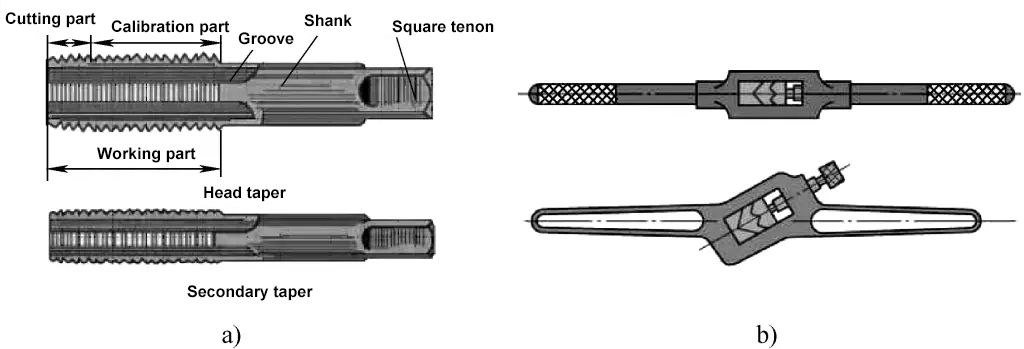
a) Toccare
b) Chiave
Durante la maschiatura di filetti, per ridurre la forza di taglio e migliorare la durata dei maschi, l'intera quantità di taglio viene distribuita tra più maschi. Questi maschi che lavorano insieme per completare la filettatura sono chiamati set. Il rubinetto utilizzato per iniziare la filettatura è chiamato rubinetto iniziale, seguito dal secondo rubinetto e infine dal terzo rubinetto (comunemente noto come primo rubinetto, secondo rubinetto e terzo rubinetto).
La Figura 3 mostra la distribuzione delle quantità di taglio per un set di maschi, che comprende una distribuzione conica e una distribuzione colonnare. In generale, per le dimensioni dei maschi da M6 a M24, ogni set contiene due maschi. Per filettature inferiori a M6 o superiori a M24, ogni set contiene tre maschi.
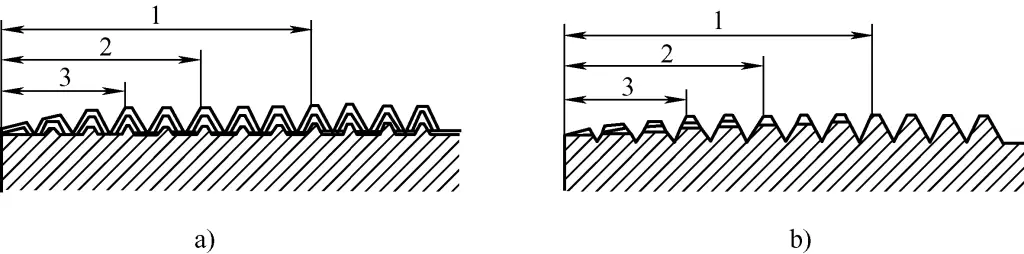
a) Distribuzione di taglio conica
b) Distribuzione del taglio colonnare
1 - Maschiatura iniziale o prima maschiatura grezza (maschiatura iniziale)
2 - Rubinetto centrale o secondo rubinetto grezzo (secondo rubinetto)
3 - Rubinetto finale o rubinetto di finitura (terzo rubinetto)
Prima di procedere alla filettatura, si esegue un foro di fondo per la filettatura con una punta, e la scelta del diametro del foro di fondo è particolarmente importante. La pratica ha dimostrato che se il diametro del foro inferiore è troppo grande, l'altezza e la profondità del filetto lavorato saranno insufficienti e la parte superiore del filetto non sarà affilata; se il diametro del foro inferiore è troppo piccolo, la maschiatura sarà difficile e potrà facilmente causare la rottura del rubinetto.
Il principio di selezione corretto si basa generalmente sul materiale del pezzo (plastico o fragile) e sulla quantità di espansione del foro durante la foratura. Anche nella maschiatura, è necessario assicurarsi che vi sia uno spazio tra la radice del dente del maschiatore e l'estremità superiore della forma di filettatura e che venga prodotta una forma di filettatura completa.
1) Calcolo del diametro del foro inferiore prima della filettatura
La pratica ha dimostrato che il diametro della punta per la realizzazione del foro inferiore per filettature standard può essere determinato dalle seguenti formule empiriche:
Per acciaio e materiali duttili Dtrapano = D - P
Per ghisa e materiali fragili Dtrapano = D - (1,05~1,1)P
Dove Dtrapano è il diametro del foro inferiore prima della maschiatura (mm); D è il diametro maggiore della filettatura interna (mm), cioè il diametro nominale della filettatura del pezzo; P è il passo (mm).
Ad esempio, per la maschiatura di filetti M10 su pezzi in acciaio al carbonio medio e ghisa, calcolare il diametro della punta prima della foratura.
L'acciaio a medio tenore di carbonio appartiene ai materiali duttili, quindi il diametro della punta di trapano è
Dtrapano=D-P=(10-1.5)mm=8.5mm
La ghisa appartiene ai materiali fragili, quindi il diametro della punta di trapano è
Dtrapano=D-1.1P=(10-1.1×1.5)mm=8.35mm
Dopo l'arrotondamento, selezionare un diametro della punta di serie di 8,4 mm.
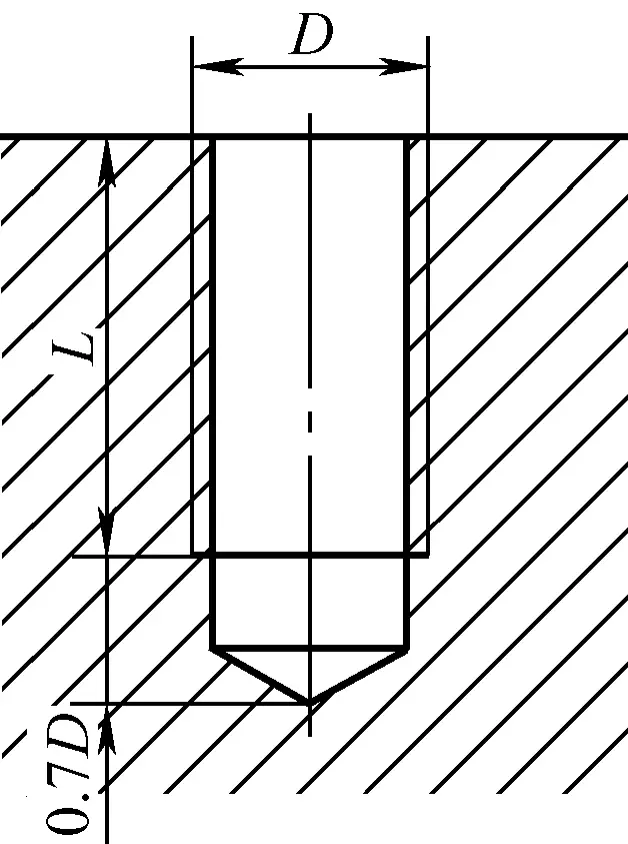
2) Calcolo della profondità del foro preforato per la filettatura in un foro cieco
Come mostrato nella Figura 4, quando si filettano filetti in un foro cieco, la profondità della lunghezza liscia h deve essere almeno pari alla somma della lunghezza del filetto L e della parte tagliente aggiuntiva del maschiatore, poiché la parte tagliente del maschiatore non può produrre un filetto completo. Questa lunghezza aggiuntiva è all'incirca pari a 0,7 del diametro maggiore della filettatura interna, vale a dire,
h=L+0,7D
La filettatura a stampo è detta anche filettatura, ovvero il processo di taglio per produrre filettature esterne su un'asta tonda utilizzando strumenti appropriati (matrice e chiave a stampo).
La Figura 5 mostra il processo di filettatura manuale e gli strumenti.
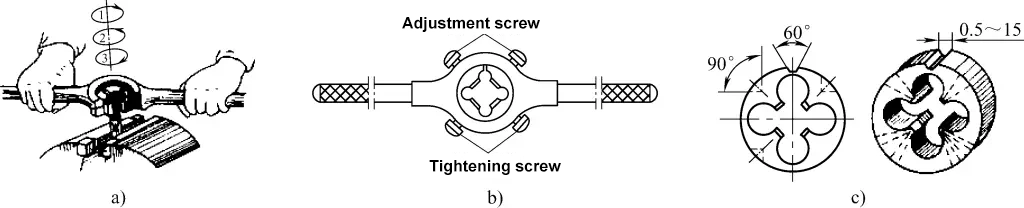
a) Processo di filettatura manuale della filiera
b) Chiave per filettatura
c) Stampo per filettatura
Nel processo di filettatura a filiera, proprio come nella maschiatura, l'utensile (filiera) esercita una certa estrusione sulla parte filettata del pezzo, per cui il diametro dell'asta tonda deve essere leggermente inferiore al diametro maggiore della filettatura. La formula empirica è
d′=d-0,13P
Nella formula, d' è il diametro dell'asta rotonda (mm); d è il diametro maggiore della filettatura esterna (mm), cioè il diametro nominale della filettatura; P è il passo (mm).
La Figura 6 illustra le fasi di maschiatura.
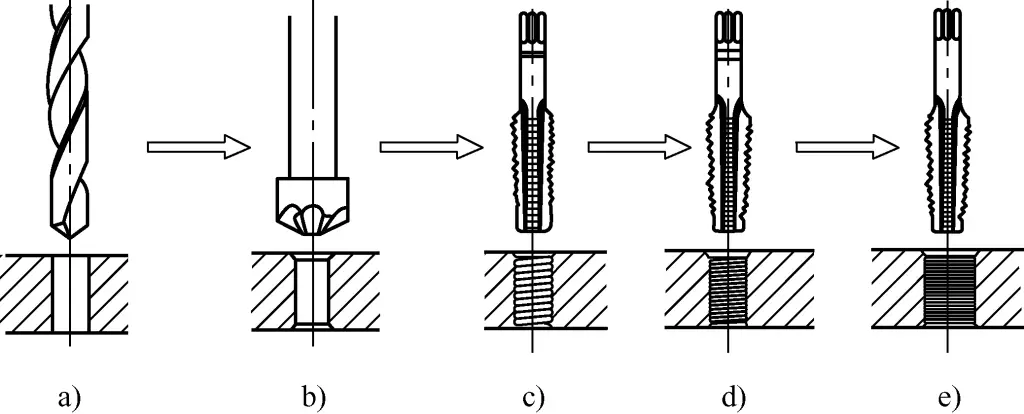
a) Esecuzione del foro di fondo
b) Smussare l'ingresso del foro
c) Primo rubinetto
d) Secondo rubinetto
e) Terzo rubinetto
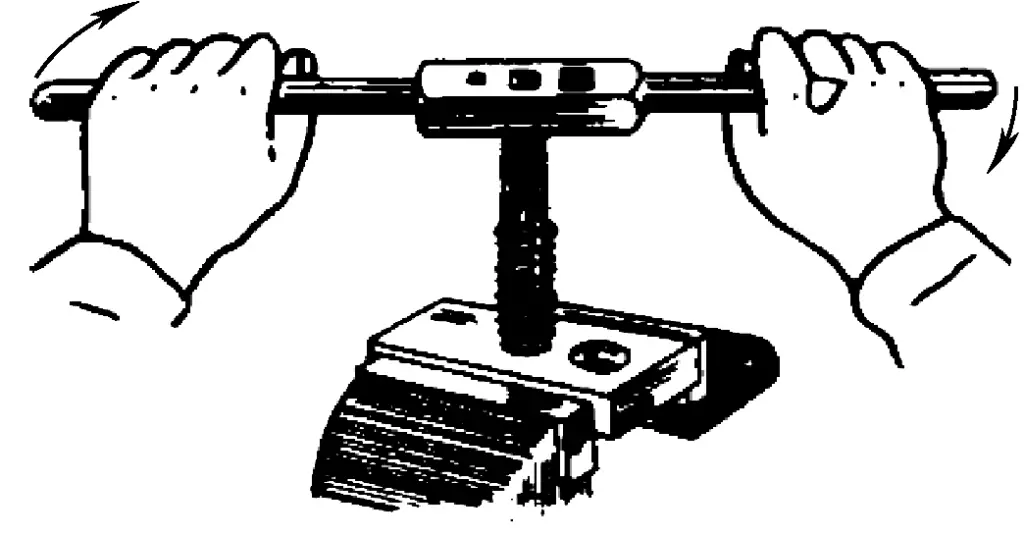
1) Punti chiave per l'intercettazione
La chiave per la maschiatura è la filettatura iniziale, e il metodo di funzionamento è illustrato nella Figura 7. Tenere il centro della chiave con la mano destra e premere verso il basso, mentre si ruota lentamente la chiave con la mano sinistra, come mostrato nella Figura 7a. Dopo il primo colpetto di 1-2 giri, ispezionare visivamente le direzioni anteriore e posteriore, destra e sinistra, oppure utilizzare una squadra per controllare la perpendicolarità del colpetto rispetto al pezzo, come mostrato nella Figura 7b.
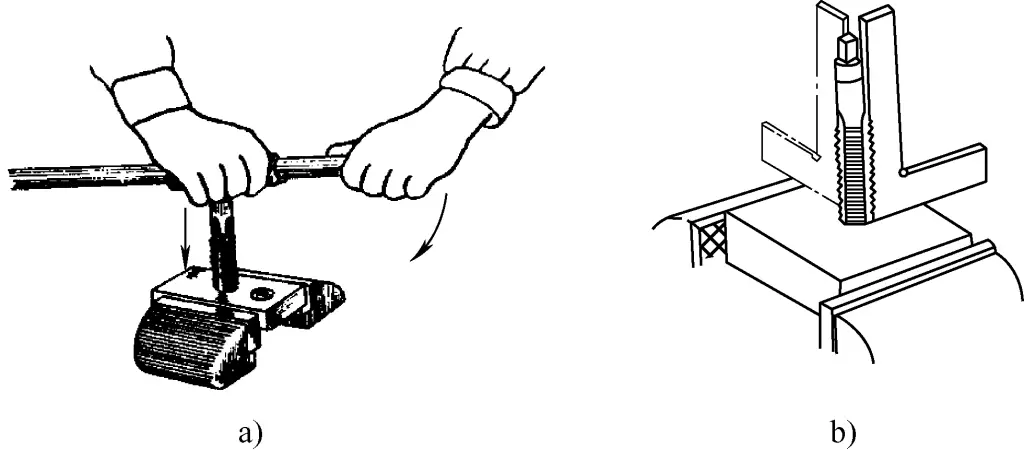
a) Filettatura iniziale
b) Verifica della perpendicolarità
Per garantire la verticalità della filettatura iniziale del rubinetto conico, è possibile utilizzare un dado standard o uno speciale strumento di guida, come illustrato nella Figura 8. Dopo la filettatura iniziale, non esercitate pressione con entrambe le mani, ma usate una forza di rotazione equilibrata e uniforme per ruotare la chiave del rubinetto. Dopo aver ruotato di 1/2 o 1 giro, invertire di 1/4 o 1/2 giro, come mostrato nella Figura 9. Una volta completato il rubinetto conico, seguire la sequenza per passare al secondo e al terzo rubinetto conico per la filettatura.
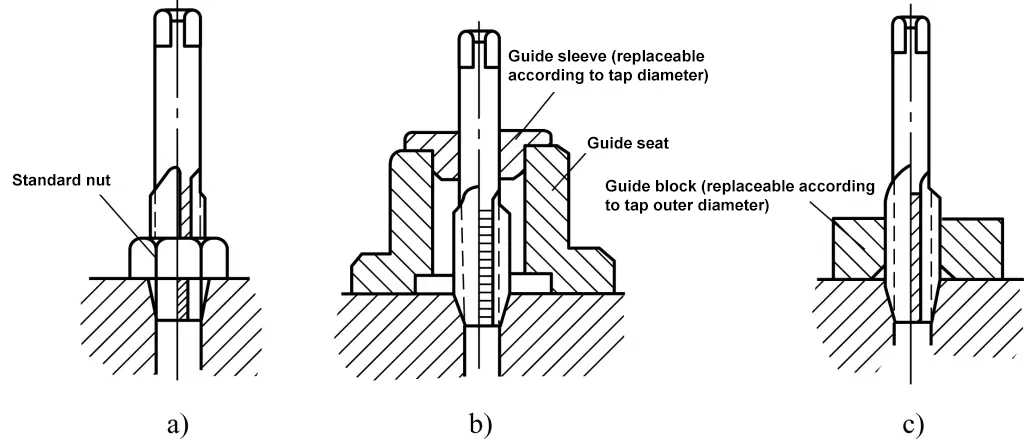
a) Guida con dado standard
b) Guida con uno speciale manicotto di guida
c) Guida con uno speciale blocco di guida

2) Precauzioni per l'infilatura
① Quando si tiene il rubinetto con una chiave per rubinetto, il gambo quadrato del rubinetto deve essere bloccato.
Quando si filettano materiali più duri, se la sensazione è molto difficile, non forzare la rotazione. Alternare invece il cono iniziale e il secondo cono, filettando a turno (filettare qualche giro con il cono iniziale, passare al secondo cono per qualche giro, poi tornare al cono iniziale e così via).
③ Durante il processo di filettatura, fluido da taglio dovrebbe essere aggiunto tempestivamente:
Tabella 1: Problemi riscontrati nella filettatura e analisi delle cause
| Problemi riscontrati | Analisi delle cause principali | |
| Filettature danneggiate | Bocca del filo danneggiata | Durante la filettatura iniziale, il manipolatore non viene tenuto fermo, correggendo ripetutamente la verticalità del rubinetto rispetto alla faccia finale del pezzo, con conseguente danneggiamento della filettatura. |
| La scelta di un diametro troppo piccolo per il fondo del foro di filettatura rende difficile il taglio del rubinetto, con conseguente danneggiamento della bocca del filetto. | ||
| Altri danni parziali alla filettatura | Forzare la filettatura senza allineare correttamente il rubinetto con la filettatura precedentemente tagliata quando si passa al secondo o al terzo rubinetto conico | |
| La mancata inversione di marcia per rimuovere i trucioli come richiesto, fa sì che i trucioli di ferro si attacchino al tagliente e danneggino i filetti tagliati | ||
| Quando si filettano materiali plastici, la mancata aggiunta del fluido da taglio in tempo porta all'espansione termica e allo strappo dopo il taglio del materiale, causando il danneggiamento della filettatura con il materiale che si attacca al bordo di taglio. | ||
| Foro filettato disallineato | 1) Durante la filettatura iniziale, l'asse del maschiatore non è perpendicolare alla faccia finale del pezzo e non viene corretto efficacemente; 2) Forza non uniforme applicata da entrambe le mani durante la filettatura, con conseguente disallineamento durante il taglio. | |
| Profondità di filettatura insufficiente (altezza della filettatura non sufficiente) | 1) Il diametro del foro inferiore è stato selezionato troppo grande; 2) Il rubinetto è usurato | |
| Rottura del rubinetto | 1) Il diametro del foro della base è troppo piccolo prima della filettatura; 2) Correggere o continuare a filettare forzatamente quando il rubinetto è troppo inclinato; 3) I trucioli inceppano il rubinetto, ma si continua a girare con forza il rubinetto; 4) I denti di taglio del rubinetto sono troppo opachi e tagliano con forza; 5) Forza irregolare o eccessiva con entrambe le mani; 6) Il materiale è troppo duro o presenta punti duri al suo interno | |
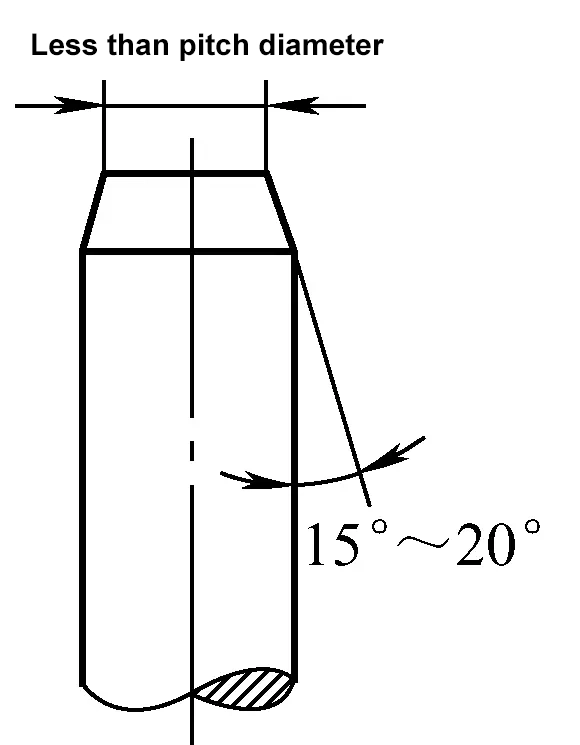
All'inizio della filettatura, per garantire che la matrice entri agevolmente nel pezzo e si guidi correttamente, l'estremità dell'asta rotonda deve essere smussata prima della filettatura. I requisiti per la smussatura sono illustrati nella Figura 10.
Durante la filettatura, a causa dell'elevata coppia di taglio e della forma cilindrica del pezzo da lavorare, è necessario utilizzare cuscinetti a forma di V o rivestimenti metallici morbidi e spessi sulle ganasce per bloccare saldamente l'asta tonda. Inoltre, la parte dell'asta rotonda da filettare non deve estendersi troppo lontano dalle ganasce.
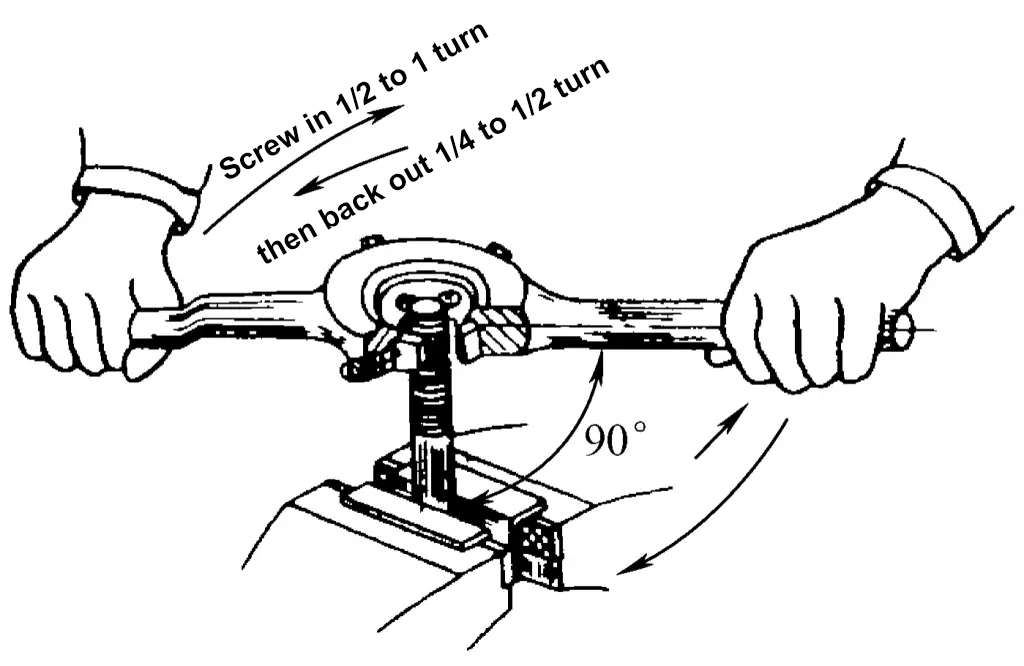
Tabella 2 Problemi comuni durante la filettatura e analisi delle cause
| Problemi | Analisi delle cause principali |
| Filettature danneggiate | 1) Portamatrice instabile durante l'innesco, che corregge ripetutamente la perpendicolarità della faccia della matrice rispetto all'asse dell'asta tonda, con conseguente danneggiamento della filettatura; 2) Selezione di un diametro del tondino troppo grande prima della filettatura, che rende difficile il taglio da parte della filiera, con conseguente danneggiamento della filettatura. |
| Foro di filettatura obliquo | 1) La faccia della matrice non è perpendicolare all'asse dell'asta tonda durante la filettatura; 2) Scarsa smussatura dell'estremità della canna, che rende difficile il corretto posizionamento della matrice; 3) Forza non uniforme con entrambe le mani durante l'infilatura, con conseguente obliquità durante il taglio |
| La profondità della filettatura non è sufficiente (l'altezza della filettatura non è sufficiente) | 1) Il diametro del tondino è troppo piccolo; 2) L'asta rotonda è piegata; 3) Quando si regola la posizione della matrice, la matrice oscilla più volte verso l'alto e verso il basso. |