Elementi essenziali di progettazione della lamiera spiegati
Vi siete mai chiesti come progettare componenti in lamiera durevoli ed efficienti? Questo articolo approfondisce le linee guida essenziali per...

La saldatura manuale ad arco metallico è un metodo di saldatura ad arco in cui l'elettrodo viene azionato manualmente per la saldatura. È il primo metodo di saldatura sviluppato e tuttora il più utilizzato tra i vari metodi di saldatura ad arco.
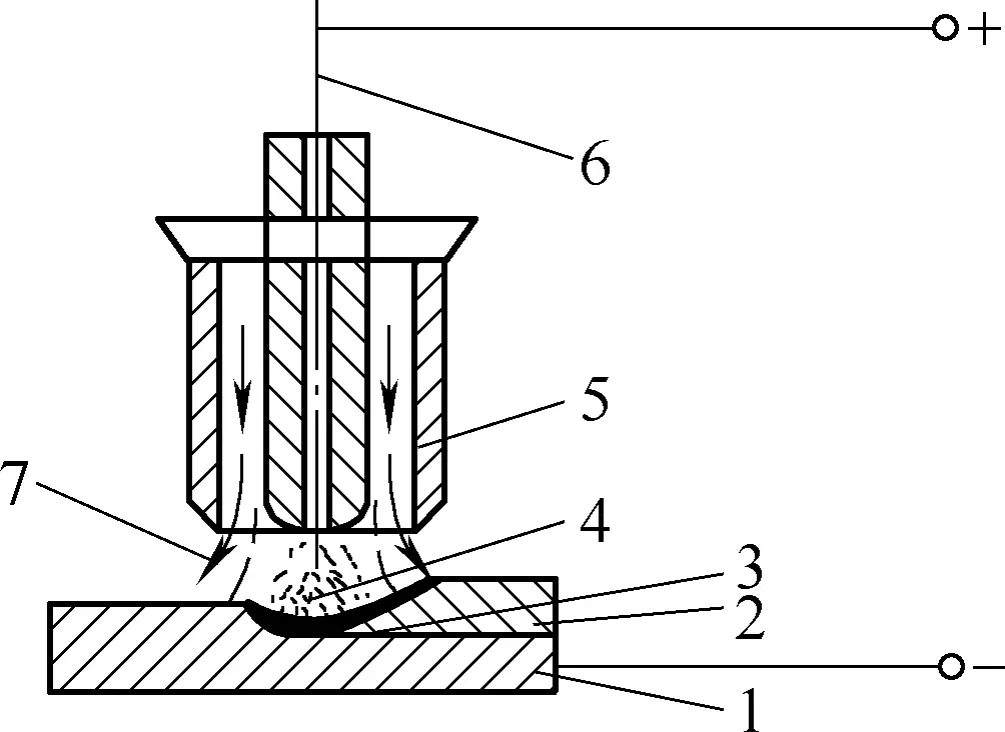
La saldatura manuale ad arco metallico si ottiene riscaldando e fondendo il metallo con il calore dell'arco generato tra l'elettrodo rivestito di flusso esterno e il pezzo. La Figura 1 mostra il processo di saldatura ad arco metallico manuale. Prima della saldatura, il portaelettrodo 3 e il pezzo da saldare 1 vengono collegati ai due poli del terminale di uscita della saldatrice 4 e l'elettrodo 2 viene bloccato con il portaelettrodo 3.
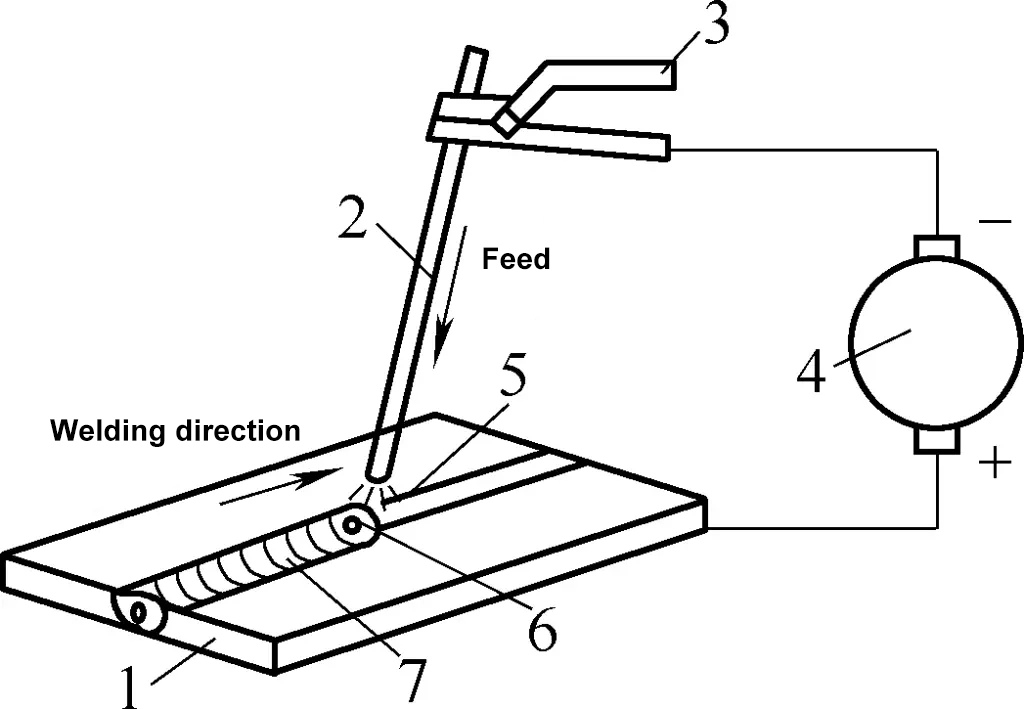
1 pezzo
2 elettrodi
Supporto a 3 elettrodi
Macchina a 4 saldature
Arco di saldatura 5
6-Piscina di fusione
Cucitura a 7 saldature
Durante la saldatura, l'arco di saldatura 5 si accende tra l'elettrodo e il pezzo. L'alta temperatura (da 6000 a 7000°C) generata dall'arco fonde il materiale di base dell'elettrodo e del pezzo in lavorazione nella parte saldata (con un punto di fusione generalmente intorno ai 1500°C) per formare una piscina fusa 6. Man mano che l'elettrodo si sposta lungo la direzione di saldatura, si formano continuamente nuove pozze fuse, mentre il metallo liquido della precedente pozza fusa si raffredda e solidifica, formando un cordone di saldatura 7 e unendo così i pezzi.
La saldatura manuale ad arco metallico ha caratteristiche quali l'elevata temperatura dell'arco, il calore concentrato, la semplicità delle attrezzature, la praticità e la flessibilità del funzionamento e l'adattabilità alla saldatura in diverse condizioni. È un metodo comunemente utilizzato nella produzione di saldatura ed è ampiamente applicato per saldare diversi spessori e posizioni di acciaio al carbonio, acciaio legato, acciaio inossidabile, acciaio resistente al calore, acciaio ad alta resistenza, ghisa e altri materiali metallici. Può essere utilizzato anche per saldare leghe di rame e leghe di nichel.
Gli svantaggi della saldatura manuale ad arco metallico sono la bassa efficienza produttiva, l'elevata intensità di lavoro e la qualità della saldatura che dipende dal livello di abilità dell'operatore.
L'attrezzatura di lavorazione per la saldatura manuale ad arco metallico è costituita da fonti di alimentazione e strumenti di saldatura.
Le fonti di alimentazione comunemente utilizzate per la saldatura ad arco manuale dei metalli (comunemente note come saldatrici) comprendono principalmente trasformatori di saldatura ad arco in corrente alternata e raddrizzatori di saldatura ad arco.
1) Raddrizzatore per saldatura ad arco
Un raddrizzatore per saldatura ad arco è un tipo di saldatrice a corrente continua. La corrente alternata viene convertita in corrente continua mediante trasformazione e raddrizzamento. Esistono tre tipi di raddrizzatori per saldatura ad arco: raddrizzatori per saldatura ad arco al silicio, raddrizzatori per saldatura ad arco a tiristori e raddrizzatori per saldatura ad arco a transistor.
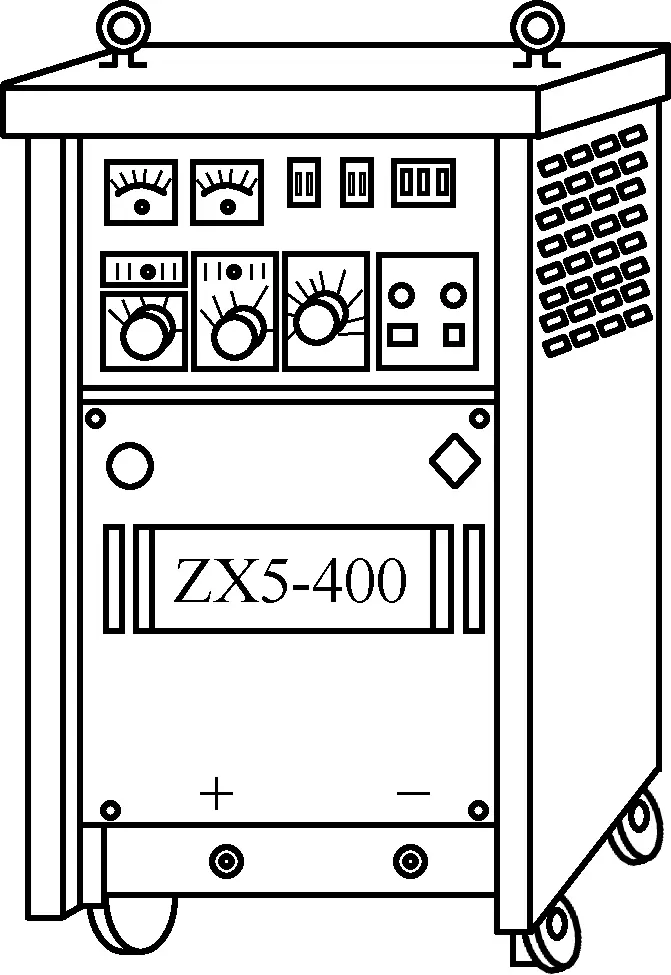
Grazie ai vantaggi dei raddrizzatori di saldatura ad arco a tiristori, come il basso rumore, la bassa perdita a vuoto, le dimensioni ridotte, il peso contenuto, il basso costo, l'elevato fattore di potenza, il risparmio energetico, le buone prestazioni di regolazione e la facilità di automazione, sono sempre più utilizzati. La Figura 2 mostra l'aspetto del raddrizzatore di saldatura ad arco a tiristori del tipo ZX5-400. La corrente di saldatura nominale di questo raddrizzatore è di 400A.
2) Trasformatore per saldatura ad arco CA
La corrente di saldatura emessa dal trasformatore di saldatura ad arco è in corrente alternata. Presenta vantaggi quali la semplicità della struttura, la facilità di produzione, il basso costo, l'affidabilità d'uso e la facilità di manutenzione, che lo rendono ampiamente utilizzato. È il più comunemente usato attrezzature per la saldatura per la saldatura di pezzi in acciaio a basso tenore di carbonio. La Figura 3 mostra l'aspetto del trasformatore di saldatura ad arco in corrente alternata.
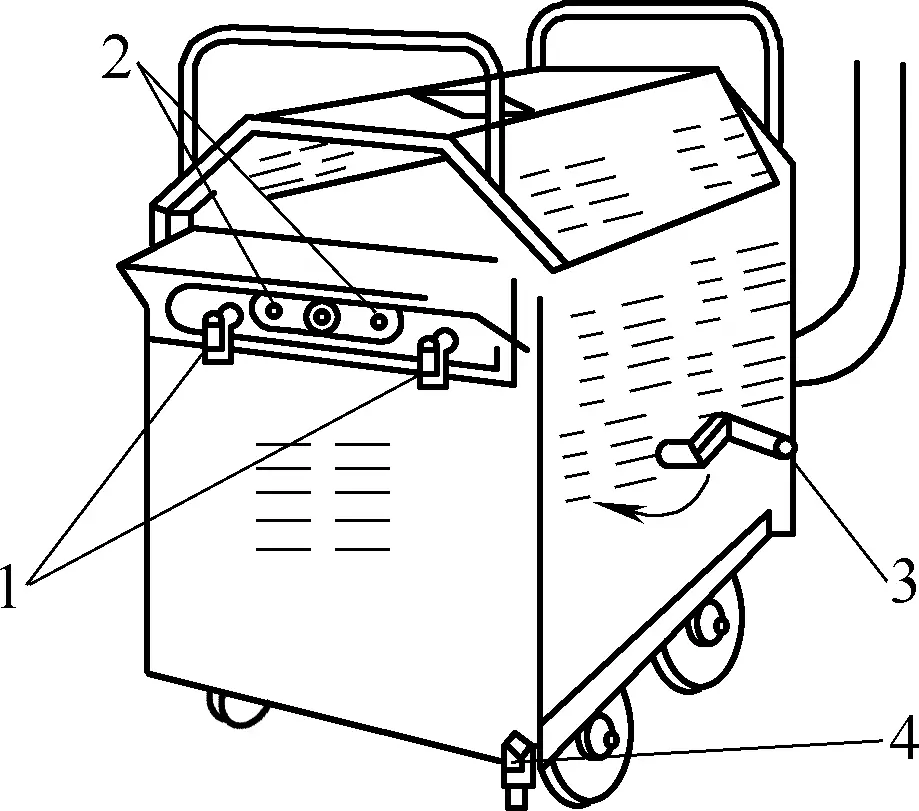
1-Vite di collegamento del cavo di saldatura
A 2 terminali (regolazione corrente grossolana)
3 - Maniglia di regolazione (regolazione fine della corrente)
4-Vite di fissaggio
Gli strumenti e gli accessori essenziali per la saldatura manuale ad arco metallico comprendono cavi di saldatura, portaelettrodi, maschere, guanti da saldatura e scarpe isolate, pannelli schermanti, spazzole metalliche, martelli per scorie, ecc.
1) Cavo di saldatura
Il cavo di saldatura viene utilizzato per collegare il portaelettrodo e il pezzo da saldare alla fonte di alimentazione per condurre la corrente di saldatura. Il cavo deve avere un buon strato isolante e non sono ammessi fili scoperti. Se la guaina esterna è danneggiata, deve essere avvolta con un nastro isolante per evitare cortocircuiti e scosse elettriche.
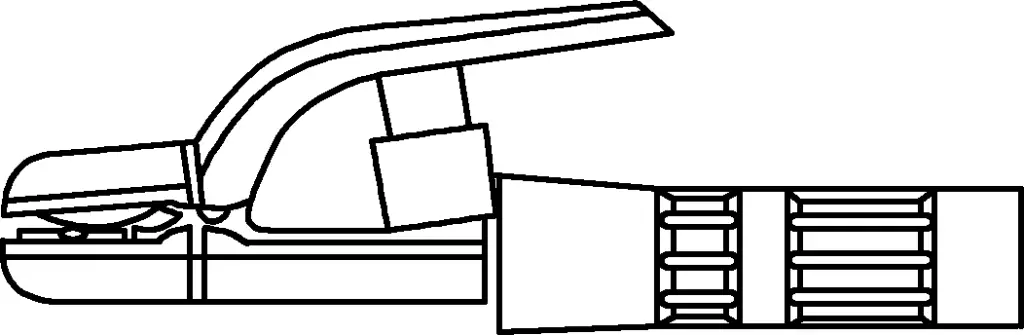
2) Supporto per elettrodi
Il portaelettrodo è uno strumento utilizzato per tenere l'elettrodo e condurre la corrente per la saldatura. Il suo aspetto è illustrato nella Figura 4. Il portaelettrodo deve avere una buona conduttività, isolamento e resistenza al calore e deve essere in grado di tenere e rilasciare l'elettrodo in modo rapido e sicuro, essendo leggero e flessibile da usare.
3) Maschera
Esistono due tipi di maschere: quella a casco e quella portatile, come mostrato nella Figura 5.
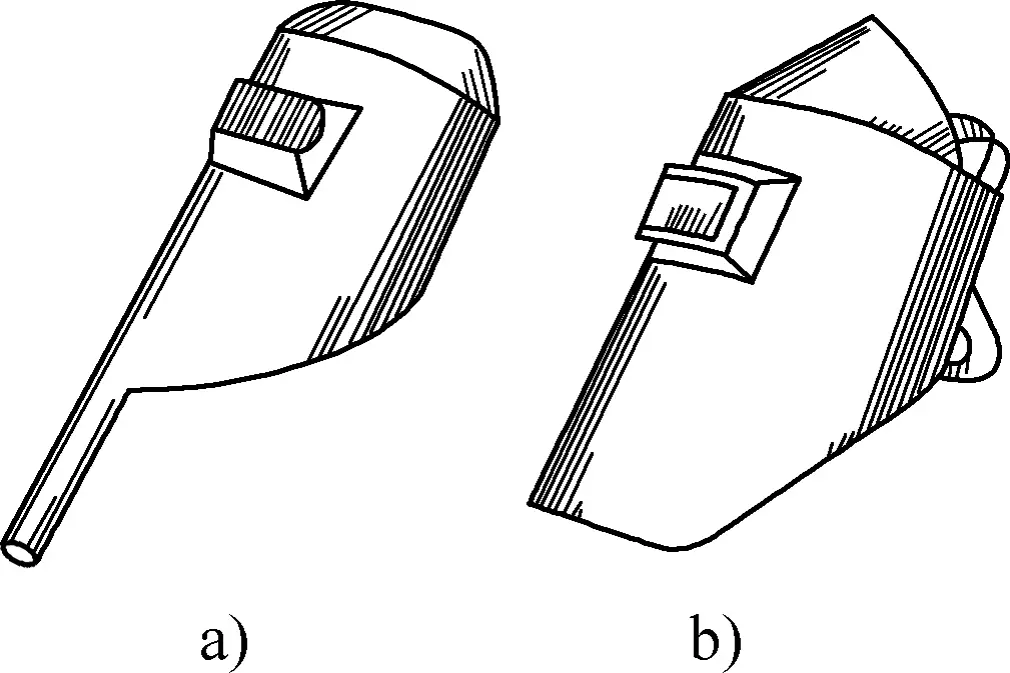
a) Tipo portatile
b) Tipo di casco
La funzione della maschera è quella di proteggere il viso e gli occhi dell'operatore dall'intensa luce dell'arco e di bloccare gli schizzi di scoria fusa. L'operatore può osservare il processo di saldatura attraverso la lente protettiva rimovibile della maschera. Il colore della lente protettiva varia da scuro a chiaro e deve essere scelto in modo da vedere chiaramente il bagno fuso di saldatura.
4) Guanti da saldatura e scarpe isolate
I guanti e le scarpe isolate sono dispositivi di protezione personale. I guanti hanno maniche lunghe e la lunghezza delle maniche non deve ostacolare il movimento dei gomiti. Le scarpe isolate hanno suole spesse e tomaie alte, che garantiscono isolamento e resistenza al calore. I guanti e le scarpe isolate utilizzati dai saldatori devono prevenire efficacemente le ustioni da arco e gli schizzi di scorie fuse, nonché le scosse elettriche.
5) Pannello dello schermo
Il pannello di schermatura ha una duplice funzione: una è quella di separare l'area di lavoro dall'esterno o da altri operatori, evitando che la luce dell'arco e gli spruzzi possano ferire altre persone o provocare incendi; l'altra è quella di evitare che il vento provochi l'instabilità dell'arco. Il pannello di protezione può essere realizzato in varie forme a seconda delle condizioni locali.
6) Spazzola metallica
La spazzola metallica viene utilizzata per rimuovere la ruggine, le incrostazioni e lo sporco dall'area di saldatura.
7) Martello, scalpello, martello per scorie
Sono strumenti ausiliari utilizzati per rimuovere le scorie di saldatura. La testa del martello per scorie viene spesso rettificata in forma conica e in forma di scalpello piatto, a seconda delle esigenze.
A bacchetta per saldatura è un elettrodo consumabile rivestito di flusso utilizzato per la saldatura ad arco. È composto da due parti: il rivestimento di flusso e il filo d'anima. Il diametro e la lunghezza della barra di saldatura si riferiscono al diametro e alla lunghezza del filo d'anima. I diametri comuni d includono 1,6 mm, 2,0 mm, 2,5 mm, 3,2 mm, 4,0 mm, 5,0 mm e 8,0 mm, con lunghezze che variano da 200 a 550 mm, come illustrato nella Figura 6.
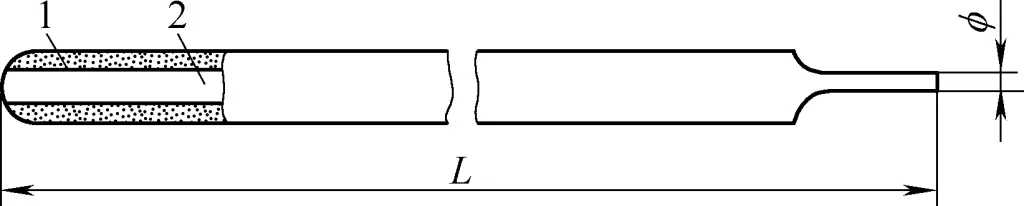
Rivestimento 1-Flux
Filo a 2 conduttori
Il filo d'anima è l'anima metallica della barra di saldatura ricoperta dal rivestimento di flusso. A seconda dell'applicazione, il filo d'anima può essere costituito da filo d'acciaio, filo di metallo non ferroso o filo fuso. Il filo d'anima serve a due scopi: come elettrodo per condurre la corrente e generare un arco e come materiale d'apporto che si fonde con il metallo di base (metallo saldato) per formare un cordone di saldatura.
I materiali per i fili d'acciaio per anime comprendono acciaio strutturale al carbonio, acciaio strutturale legato e acciaio inossidabile. Il grado del filo d'anima è indicato dal prefisso "H", seguito da una designazione simile ai gradi dell'acciaio, come H08 (filo d'anima in acciaio al carbonio), H08Mn2Si (filo d'anima in acciaio strutturale legato) e H00Cr19Ni9 (filo d'anima in acciaio inossidabile).
I componenti effettivi rivestiti sulla superficie del filo d'anima sono chiamati rivestimento di flusso, noto anche come rivestimento. Il rivestimento di flussante di una barra di saldatura è uno strato di rivestimento pressato sulla superficie del filo d'anima, composto da materie prime come polvere minerale, polvere di ferroleghe, sostanze organiche e prodotti chimici miscelati in una certa proporzione.
Esistono molti tipi e gradi di bacchette per saldatura. In base alle proprietà chimiche della scoria che si forma dopo la fusione della barra di saldatura, le barre di saldatura possono essere suddivise in due categorie: barre di saldatura acide (barre di saldatura ordinarie) e barre di saldatura basiche (barre di saldatura a basso contenuto di idrogeno). Quando gli ossidi acidi (come il biossido di silicio, il biossido di titanio, ecc.) presenti nella scoria sono più numerosi degli ossidi basici (come l'ossido di calcio, ecc.), la bacchetta per saldatura è detta acida; in caso contrario, è detta basica.
Per quanto riguarda le barre di saldatura in acciaio, quelle con tipi di flusso come l'ossido di titanio, il titanio-calcio, l'ilmenite, l'ossido di ferro e la cellulosa sono classificate come barre di saldatura acide, mentre quelle con tipi di flusso come il sodio a basso idrogeno o il potassio a basso idrogeno sono classificate come barre di saldatura basiche. Poiché il gas protettivo prodotto dal flusso di queste bacchette durante la saldatura contiene pochissimo idrogeno, sono note anche come bacchette per saldatura a basso idrogeno.
I parametri di saldatura per la saldatura ad arco si riferiscono principalmente al diametro e alla qualità del filo di saldatura, alla corrente di saldatura, al tipo e alla polarità della corrente, alla tensione dell'arco, alla velocità di saldatura e al numero di strati. I parametri di saldatura hanno un impatto significativo sulla produttività e sulla qualità della saldatura, pertanto devono essere selezionati correttamente.
Tuttavia, a causa di diverse condizioni specifiche (come il materiale della struttura saldata, la qualità dell'assemblaggio del pezzo, le abitudini operative del saldatore, ecc. Pertanto, è possibile fornire solo una breve introduzione ai principi di selezione dei parametri di saldatura.
La scelta del diametro del filo di saldatura dipende principalmente dallo spessore del pezzo da saldare. Inoltre, occorre considerare anche la forma del giunto, la posizione della saldatura e il livello di saldatura. Maggiore è lo spessore del pezzo da saldare, maggiore è la dimensione della saldatura richiesta e maggiore è il diametro del filo di saldatura scelto. I dati elencati nella Tabella 1 possono essere utilizzati come riferimento.
Tabella 1 Selezione del diametro del filo di saldatura
| Spessore del pezzo da saldare/mm | ≤1.5 | 2 | 3 | 4~7 | 8~12 | ≥13 |
| Diametro del filo di saldatura/mm | 1.6 | 1.6~2 | 2.5~3.2 | 3.2~4 | 4~5 | 4~5.8 |
Nella saldatura multistrato di lamiere spesse, il diametro della bacchetta di saldatura scelta per la saldatura dello strato inferiore non dovrebbe generalmente superare i 4 mm, mentre per gli strati successivi si possono scegliere bacchette di diametro maggiore.
Per i giunti a filetto e a giro, si possono scegliere bacchette di diametro maggiore rispetto ai giunti di testa. Nella saldatura verticale, orizzontale e sopraelevata, la bacchetta di saldatura non dovrebbe generalmente superare i 4 mm per evitare che il bagno di saldatura diventi troppo grande, causando la discesa del metallo fuso e deteriorando la formazione della saldatura.
La scelta della corrente di saldatura dipende principalmente dal diametro del filo di saldatura. Se la corrente di saldatura è troppo elevata, il calore di resistenza della barra di saldatura stessa farà diventare la barra rossa, il flusso si deteriorerà e persino i pezzi più grandi si staccheranno automaticamente, perdendo la sua funzione protettiva. Il filo centrale si fonderà troppo rapidamente, riducendo la qualità della saldatura; se la corrente di saldatura è troppo bassa, l'arco sarà instabile.
Pertanto, per un determinato diametro della barra di saldatura, esiste un intervallo appropriato di utilizzo della corrente. La tabella 2 elenca l'intervallo di corrente appropriato per vari diametri di bacchette di saldatura in acciaio al carbonio acido.
Tabella 2 Riferimento per l'uso attuale dei fili di saldatura acidi in acciaio al carbonio
| Diametro del filo di saldatura/mm | 1.6 | 2.0 | 2.5 | 3.2 | 4.0 | 5.0 | 5.8 |
| Corrente di saldatura/A | 25~40 | 40~70 | 70~90 | 90~130 | 160~210 | 220~270 | 260~310 |
Quando si utilizzano bacchette basiche, la corrente di saldatura selezionata deve essere di circa 10% inferiore a quella delle bacchette acide dello stesso diametro.
Quando si utilizzano bacchette per la saldatura di acciai strutturali generici, la relazione tra la corrente di saldatura I e il diametro della bacchetta di saldatura d può essere inizialmente selezionata utilizzando la seguente formula empirica, e quindi regolata in base alla situazione di saldatura effettiva in produzione:
I=Kd
Nella formula
Tabella 3 Valori K per diversi diametri del filo di saldatura
| d/mm | 1.6 | 2~2.5 | 3.2 | 4~6 |
| K | 15~25 | 20~30 | 30~40 | 40~50 |
Inoltre, la scelta delle dimensioni della corrente di saldatura deve considerare in modo completo lo spessore del pezzo, la forma del giunto, la posizione di saldatura e le condizioni di utilizzo in loco. In caso di spessore elevato del pezzo, saldature a filetto, bassa temperatura ambiente e rapida dissipazione del calore, è possibile selezionare il limite superiore della corrente; se lo spessore del pezzo non è elevato e in posizioni di saldatura verticali, orizzontali e sopraelevate, la corrente di saldatura deve essere opportunamente ridotta.
In pratica, la scelta della corrente si basa sull'esperienza del saldatore e l'idoneità della corrente può essere valutata in base ai seguenti aspetti:
1) Osservare gli schizzi.
Quando la corrente è troppo alta, la forza dell'arco è forte e si possono vedere grandi particelle di metallo fuso che schizzano fuori dal bagno di saldatura, con forti rumori di fessurazione durante la saldatura; quando la corrente è troppo piccola, la forza dell'arco è debole e il metallo fuso e la scoria non si separano facilmente.
2) Osservare la formazione della saldatura.
Quando la corrente è troppo alta, la saldatura è bassa, con una penetrazione profonda, ed è probabile che si verifichino sottosquadri su entrambi i lati; quando la corrente è troppo bassa, la saldatura è stretta e alta, e la fusione con il metallo base su entrambi i lati è scarsa.
3) Osservare le condizioni del filo di saldatura.
Quando la corrente è troppo alta, dopo aver saldato più della metà della barra, la barra rimanente diventerà rossa e il flusso si staccherà; quando la corrente è troppo piccola, l'arco è instabile e la barra rischia di attaccarsi al pezzo; quando la corrente è appropriata, la barra rimanente dopo la saldatura è rosso scuro.
Importanti strutture di saldatura, come caldaie e recipienti a pressione, devono essere testate e qualificate attraverso la qualificazione della procedura di saldatura prima di determinare il processo di saldatura e i relativi parametri di processo da utilizzare.
Nella saldatura ad arco, la tensione dell'arco e la velocità di saldatura sono generalmente controllate in modo flessibile dal saldatore in base a condizioni specifiche. Il principio è quello di garantire la penetrazione e che la saldatura abbia la forma e le dimensioni richieste.
La tensione dell'arco è determinata principalmente dalla lunghezza dell'arco L, che è generalmente controllata tra 1 e 4 mm [può essere determinata dalla formula empirica L = (0,5-1)d, dove d è il diametro della barra di saldatura in mm], e la tensione dell'arco corrispondente è compresa tra 16 e 25V. Se l'arco è troppo lungo, è soggetto a oscillazioni, aumento degli spruzzi e difetti come porosità, sottosquadro e mancanza di fusione.
Durante il processo di saldatura, cercare di utilizzare il più possibile la saldatura ad arco corto. La lunghezza dell'arco deve essere inferiore nella saldatura verticale e aerea rispetto alla saldatura in piano. La lunghezza dell'arco per gli elettrodi basici deve essere inferiore a quella per gli elettrodi acidi per favorire la stabilità dell'arco e prevenire la porosità.
Un giunto saldato è un giunto collegato da metodi di saldaturacostituito da una saldatura, da una zona di fusione e da una zona termicamente alterata. Diversi giunti saldati hanno diversi tipi di scanalatura. Il tipo di scanalatura di un giunto saldato è costituito principalmente da tre elementi: distanza, angolo di scanalatura e altezza del bordo smussato. La scelta della scanalatura di saldatura varia a seconda dello spessore del materiale e della forma del giunto di saldatura.
Nella saldatura di strutture in acciaio, a causa delle differenze di spessore del saldato, della forma strutturale e delle condizioni di utilizzo, anche le forme di giunzione e i tipi di scanalatura variano. Le forme dei giunti saldati possono essere suddivise in quattro tipi: giunti di testa, giunti d'angolo, giunti a T e giunti di sovrapposizione.
1) Giunto di testa
Il giunto di testa è un giunto formato dalla saldatura di due pezzi sullo stesso piano. È la forma di giunzione più comunemente utilizzata nelle strutture saldate. A seconda dello spessore della saldatura e della preparazione della scanalatura, i giunti di testa possono essere generalmente suddivisi in cinque tipi: senza scanalatura, con scanalatura a V, con scanalatura a X, con scanalatura a U singola e con scanalatura a U doppia, come illustrato nella Figura 7.
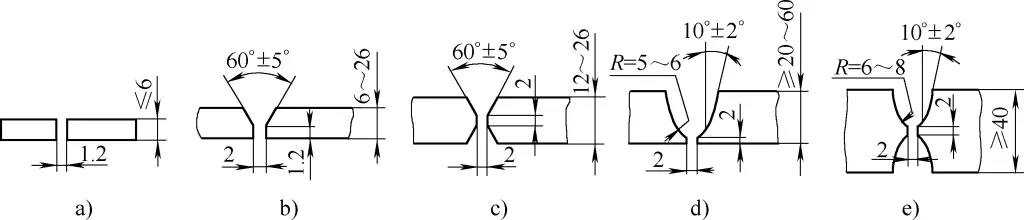
a) Nessuna scanalatura
b) Scanalatura a V
c) Scanalatura a X
d) Scanalatura a U singola
e) Doppia scanalatura a U
2) Giunto d'angolo
Un giunto d'angolo è un giunto in cui le facce finali di due pezzi formano un angolo superiore a 30° e inferiore a 135°. A seconda dello spessore della saldatura e della preparazione della scanalatura, i giunti d'angolo possono essere suddivisi in quattro tipi: senza scanalatura, con scanalatura a V su un solo lato, con scanalatura a V e con scanalatura a K, come illustrato nella Figura 8.
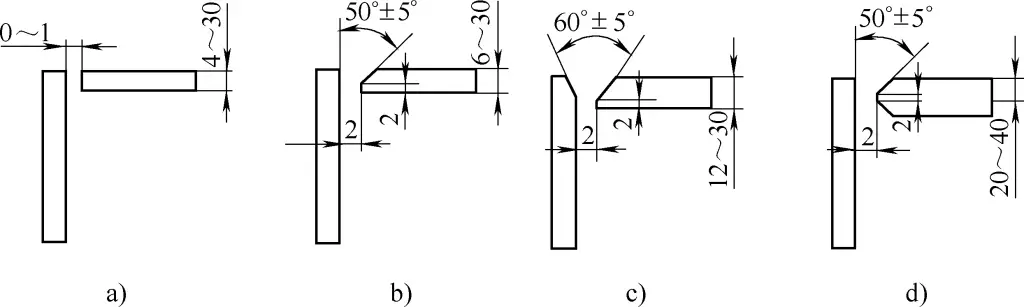
a) Nessuna scanalatura
b) Scanalatura a V su un solo lato
c) Scanalatura a V
d) Scanalatura a K
3) Giunto a T
I giunti a T (compresi i giunti a T obliqui, i giunti tripli e i giunti a croce) sono giunti in cui pezzi perpendicolari o angolati (due o tre piastre) sono collegati mediante saldature a filetto. È un tipico giunto di saldatura ad arco che può sopportare forze e momenti in varie direzioni.
Questa forma di giunzione è ampiamente utilizzata, con circa 70% di saldature nelle strutture dello scafo che utilizzano questa forma di giunzione. A seconda dello spessore della saldatura e della preparazione della scanalatura, i giunti a T possono essere suddivisi in quattro tipi: senza scanalatura, con scanalatura a V su un solo lato, con scanalatura a K e con scanalatura a U doppia, come illustrato nella Figura 9.

a) Nessuna scanalatura
b) Scanalatura a V su un solo lato
c) Scanalatura a K
d) Doppia scanalatura a U
Quando il giunto a T viene utilizzato come saldatura di collegamento generale e lo spessore della lamiera è di 2-30 mm, non è necessaria alcuna scanalatura. Se la saldatura del giunto a T deve sopportare carichi, è necessario preparare una scanalatura appropriata in base allo spessore della lamiera e ai requisiti di resistenza strutturale per garantire la piena penetrazione e la resistenza del giunto.
4) Giunto a labbro
Un giunto a sovrapposizione è un giunto in cui due pezzi sono parzialmente sovrapposti o in cui viene aggiunto uno speciale pezzo a sovrapposizione e collegato mediante saldature a filetto, a spina o a fessura. A seconda della forma strutturale e dei requisiti di resistenza, i giunti a sovrapposizione possono essere suddivisi in tre tipi: senza scanalatura, con saldatura a spina in un foro rotondo e con saldatura a filetto in un foro lungo, come illustrato nella Figura 10.
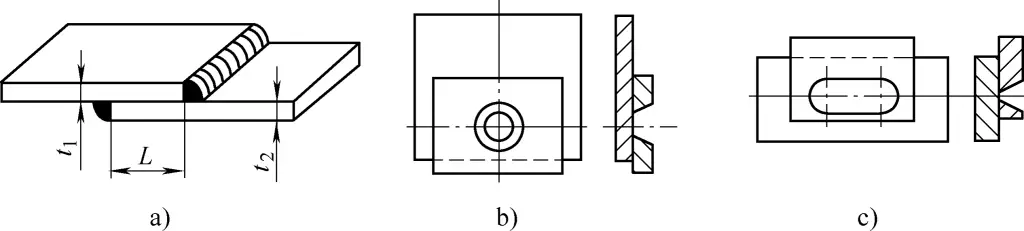
a) Nessuna scanalatura
b) Saldatura a spina in un foro rotondo
c) Saldatura di raccordo nel foro lungo
I giunti a sovrapposizione senza scanalature sono generalmente utilizzati per piastre di acciaio di spessore inferiore a 12 mm, con una lunghezza di sovrapposizione L≥2(t1+t2) e si utilizza la saldatura a doppia faccia. I requisiti di assemblaggio di questo giunto non sono elevati e la capacità portante del giunto è bassa, quindi viene utilizzato solo in strutture non critiche.
Quando l'area di sovrapposizione delle piastre d'acciaio è ampia, per garantire la resistenza strutturale si possono scegliere, a seconda delle necessità, saldature a spina in fori rotondi e saldature a filetto in fori lunghi. Questa forma è particolarmente adatta per strutture saldate strette e chiuse. Le dimensioni e il numero dei fori tondi e lunghi devono essere determinati in base allo spessore della piastra e ai requisiti di resistenza strutturale.
La creazione di una scanalatura sulla parte saldata serve a garantire che la radice della saldatura sia completamente penetrata, a facilitare la rimozione della scoria e a ottenere una migliore formazione della saldatura. La scanalatura aiuta anche a regolare il rapporto tra metallo base e metallo d'apporto. Il bordo smussato impedisce la bruciatura e la sua dimensione deve garantire la penetrazione del primo strato di saldatura. La fessura assicura anche la penetrazione alla radice.
Quando si sceglie un tipo di scanalatura, i principali fattori da considerare sono: garantire la penetrazione della saldatura, facilitare la lavorazione della forma della scanalatura, massimizzare l'efficienza produttiva, risparmiare le bacchette di saldatura e ridurre al minimo la deformazione post-saldatura.
Per la saldatura di lamiere d'acciaio di spessore inferiore a 6 mm, in genere non si realizzano scanalature, ma per strutture importanti le scanalature sono necessarie quando lo spessore è di 3 mm. Per lastre di acciaio di spessore pari a 6~26 mm, si utilizza una scanalatura a forma di V, che è facile da lavorare ma può portare a deformazioni dopo la saldatura.
Per spessori di lamiera di 12~60 mm, si può utilizzare una scanalatura a X. Rispetto alla scanalatura a V, può ridurre la quantità di metallo saldato di circa la metà a parità di spessore, e anche la deformazione e le sollecitazioni interne della saldatura sono minori. Viene utilizzata principalmente in strutture con requisiti di spessore elevato e deformazione ridotta. Le scanalature a forma di U singola e doppia hanno una quantità ancora minore di metallo saldato e una minore deformazione dopo la saldatura, ma la lavorazione della scanalatura è difficile; in genere viene utilizzata per strutture di saldatura più importanti.
Per le giunzioni di testa di piastre con spessori diversi (vedi Figura 11), se la differenza di spessore (t-t1) non supera le specifiche della Tabella 4, la forma e le dimensioni di base del giunto saldato dovrebbero essere scelte in base alla lamiera più spessa; altrimenti, sulla lamiera più spessa dovrebbe essere realizzato uno smusso singolo o doppio, con una lunghezza di assottigliamento L≥3 (t-t1).

Tabella 4 Intervallo di differenza di spessore (unità: mm)
| Spessore della piastra più sottile | 2~5 | 6~8 | 9~11 | ≥12 |
| Differenza di spessore consentita | 1 | 2 | 3 | 4 |
La saldatura manuale ad arco è un metodo operativo manuale altamente tecnico per i processi di giunzione. La tecnica dell'operatore determina in larga misura la qualità del processo di saldatura, pertanto gli operatori devono possedere buone capacità operative.
Nella saldatura manuale ad arco, l'innesco dell'arco, lo spostamento della barra e la rifinitura sono le operazioni di base. Esistono molti metodi operativi di base e ogni saldatore utilizza metodi leggermente diversi.
1) Metodo dell'arco elettrico
L'arco di saldatura è un'abilità di base nella saldatura ad arco manuale, utilizzata soprattutto nella saldatura a punti.
① Metodo a graffio per l'innesco dell'arco.
Il metodo scratch consiste nel grattare leggermente l'estremità della barra di saldatura sulla superficie del pezzo per produrre un arco, quindi spostarla rapidamente in posizione di saldatura e mantenere una certa distanza tra la barra e il pezzo per mantenere l'arco stabile, come illustrato nella Figura 12.
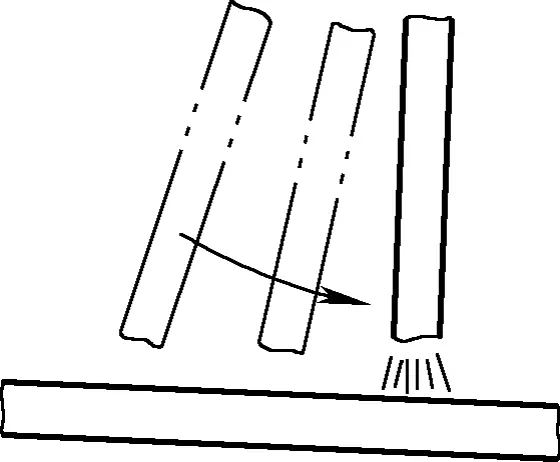
Il metodo a graffio per la percussione ad arco è relativamente facile da padroneggiare, ma può danneggiare la superficie del pezzo. Non è adatto a pezzi con requisiti superficiali severi.
Quando si assemblano componenti strutturali per la puntatura, il metodo è: grattare lungo il cordone di saldatura per far scattare l'arco, saldare un punto, quindi sollevare leggermente la barra (assicurandosi che l'arco non si spenga) e grattare rapidamente lungo il cordone di saldatura per una certa distanza per saldare il secondo punto, continuando fino a quando tutti i punti di saldatura sul cordone sono stati completati, come mostrato nella Figura 13.
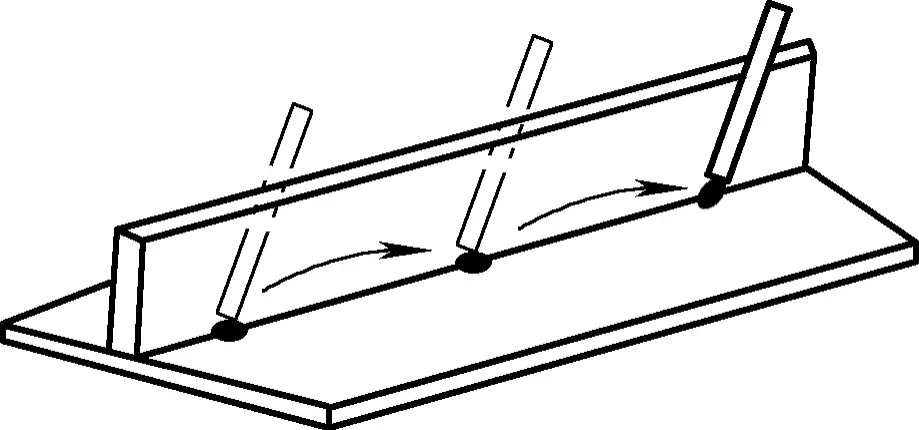
Questo metodo combina la frequente percussione dell'arco nella saldatura di puntatura e la percussione dell'arco di graffio, consentendo di saldare e percuotere l'arco in modo continuo. Una volta imparato, può migliorare l'efficienza del lavoro e la qualità estetica delle saldature a punti.
② Metodo ad arco diretto.
Il metodo dell'impatto diretto consiste nel posizionare l'elettrodo perpendicolarmente al cordone di saldatura e colpire direttamente il cordone di saldatura con l'estremità dell'elettrodo per generare un arco. Una volta generato l'arco, si solleva e si controlla rapidamente l'elettrodo per mantenere una certa distanza dal pezzo da saldare, assicurando che l'arco rimanga stabile, come mostrato nella Figura 14.
La forza d'impatto, il punto d'atterraggio e la velocità di sollevamento dell'elettrodo nel metodo dell'arco diretto sono difficili da controllare, il che rende questo metodo difficile da padroneggiare e incline a far aderire l'elettrodo al pezzo. In questi casi, è necessario far oscillare rapidamente il portaelettrodo per staccare l'elettrodo dal pezzo. Se rimane attaccato, rilasciare il portaelettrodo per staccarlo e, una volta raffreddato, scuoterlo.
Il metodo dell'arco diretto può facilmente causare la caduta del rivestimento all'estremità dell'elettrodo, perdendo la protezione e causando porosità nella saldatura. Pertanto, è necessario usare cautela quando si utilizza questo metodo.
2) Metodi di manipolazione degli elettrodi
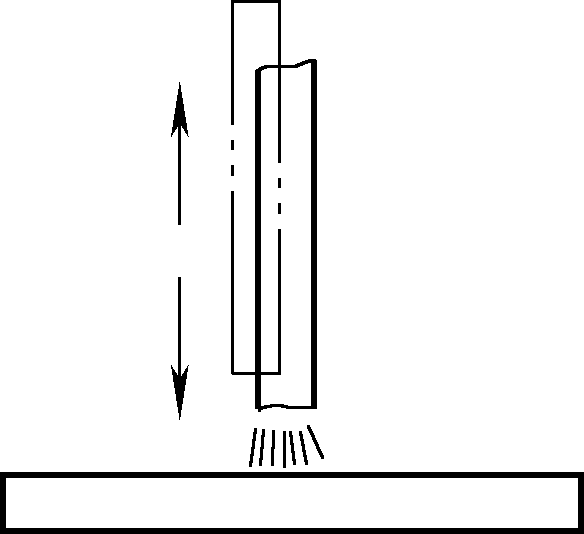
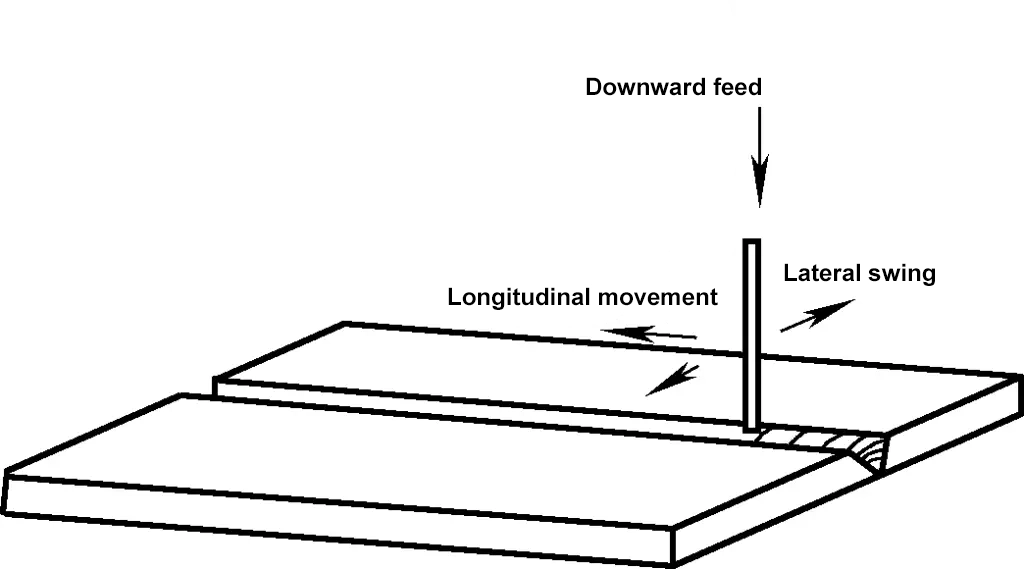
Durante il processo di saldatura ad arco con elettrodo, l'elettrodo subisce movimenti di base in tre direzioni: avanzamento verso il basso, oscillazione laterale e movimento longitudinale lungo il cordone di saldatura, come mostrato nella Figura 15.
Lo scopo dell'alimentazione dell'elettrodo verso il basso è quello di riempire il cordone di saldatura durante la fusione dell'elettrodo e di mantenere un arco continuo. Quando si alimenta verso il basso, occorre prestare attenzione all'effetto della lunghezza dell'arco sulla qualità della saldatura. Un arco troppo lungo è soggetto a oscillazioni, che causano perdite di calore e permettono l'ingresso di aria, con conseguente porosità nella saldatura. Una lunghezza d'arco adeguata è generalmente pari o leggermente inferiore al diametro dell'elettrodo.
② L'oscillazione laterale dell'elettrodo consente la fusione completa dei bordi del pezzo, allargando il cordone di saldatura e facilitando la fuoriuscita di scorie e gas dal bagno di fusione, migliorando così la qualità della saldatura.
③ Il movimento longitudinale lungo il cordone di saldatura è il movimento principale per la formazione della saldatura. La velocità del movimento dell'elettrodo influisce notevolmente sulla formazione della saldatura. Se la velocità è troppo elevata, la fusione è insufficiente; se è troppo lenta, la saldatura diventa troppo profonda, con conseguente surriscaldamento del pezzo, soprattutto nella saldatura di lamiere sottili, che può facilmente causare la bruciatura.
La combinazione dei movimenti di base nelle tre direzioni costituisce la manipolazione dell'elettrodo nella saldatura ad arco. Esistono numerosi metodi di manipolazione, tra cui quelli lineari, lineari alternati, a zig-zag, triangolari e circolari, come illustrato nella Figura 16.
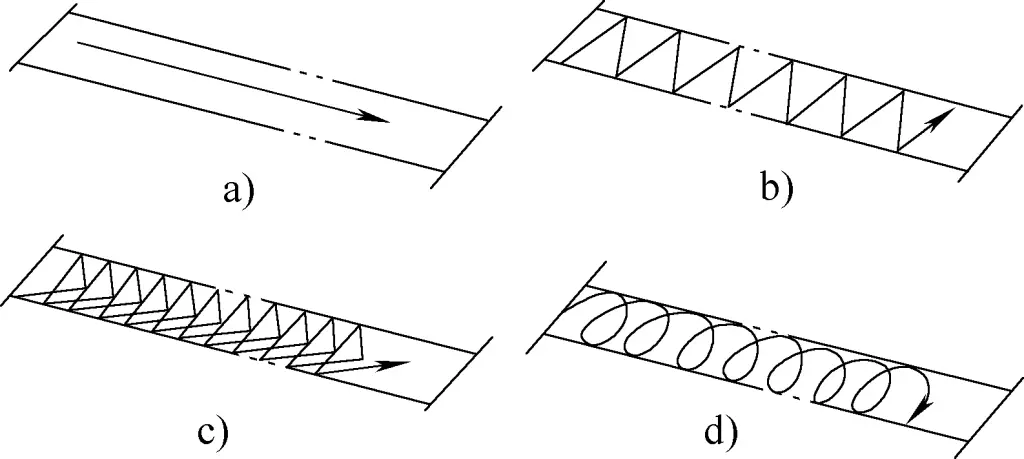
a) Lineare
b) Zigzag
c) Triangolare
d) Circolare
La scelta del metodo di manipolazione dell'elettrodo è determinata da vari fattori, quali lo spessore del pezzo, la posizione del cordone di saldatura, la forma del giunto e la corrente di saldatura. Nella saldatura a punti utilizzata nelle operazioni a freddo, la manipolazione comporta principalmente l'avanzamento verso il basso e l'oscillazione laterale dell'elettrodo, con un movimento longitudinale più breve lungo il cordone di saldatura, che ha un impatto minore. Pertanto, la manipolazione della puntatura è relativamente facile da padroneggiare.
3) Metodi di finitura dei cordoni di saldatura
La finitura del cordone di saldatura comprende essenzialmente le operazioni di taglio e finitura dell'arco. Una corretta padronanza del metodo di finitura può garantire la qualità della saldatura. I principali metodi di finitura sono i seguenti:
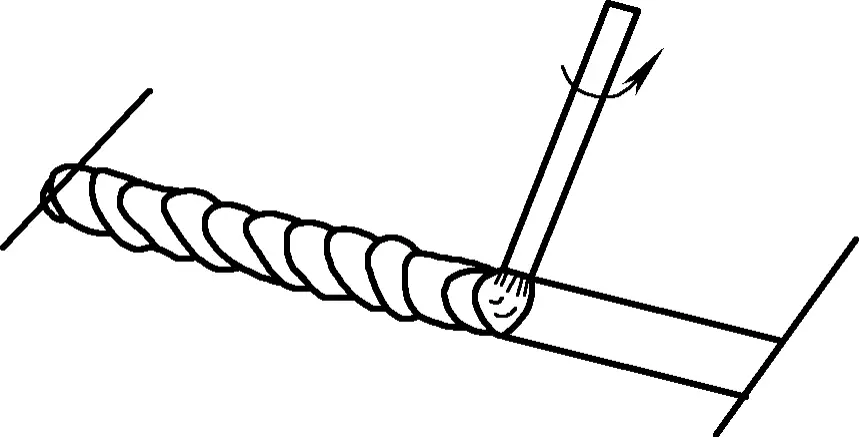
① Metodo di finitura circolare.
L'elettrodo esegue un movimento circolare nel punto di finitura, interrompendo l'arco una volta riempito il cratere, come mostrato nella Figura 17. Nella saldatura a punti, dopo aver acceso l'arco, si esegue una rifinitura circolare direttamente sul punto di saldatura per ottenere un aspetto liscio della saldatura.
② Metodo di finitura a rovescio.
Al punto di arrivo, l'elettrodo rimane fermo, abbassa l'arco e si sposta all'indietro cambiando l'angolo dell'elettrodo, come mostrato nella Figura 18. L'elettrodo si sposta dalla posizione 1 alla posizione 2 della figura e, una volta riempito l'arco, si interrompe. L'elettrodo si sposta dalla posizione 1 alla posizione 2 nella figura e, una volta riempito il cratere, l'arco viene interrotto.
③ Metodo di finitura a rottura d'arco ripetuta.
Durante la finitura, accendere e spegnere ripetutamente l'arco più volte in un breve periodo fino a riempire il cratere. Questo metodo è spesso utilizzato nella saldatura di lamiere sottili.
In base alla posizione spaziale del giunto del pezzo, le posizioni di saldatura si dividono in saldatura in piano, saldatura verticale, saldatura orizzontale e saldatura dall'alto, che si distinguono per i diversi angoli di saldatura e di rotazione.
1) Saldatura in piano
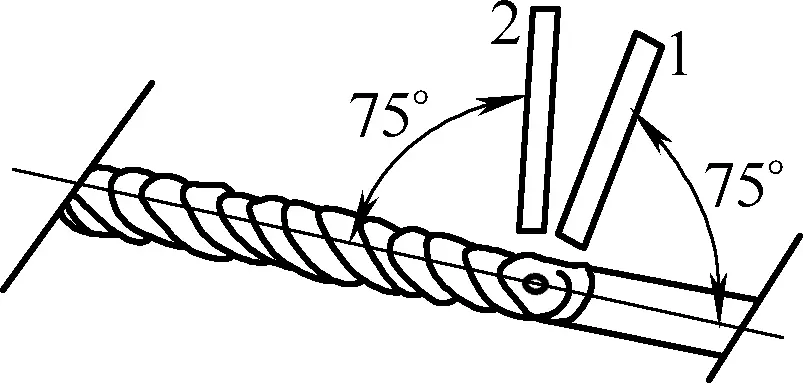
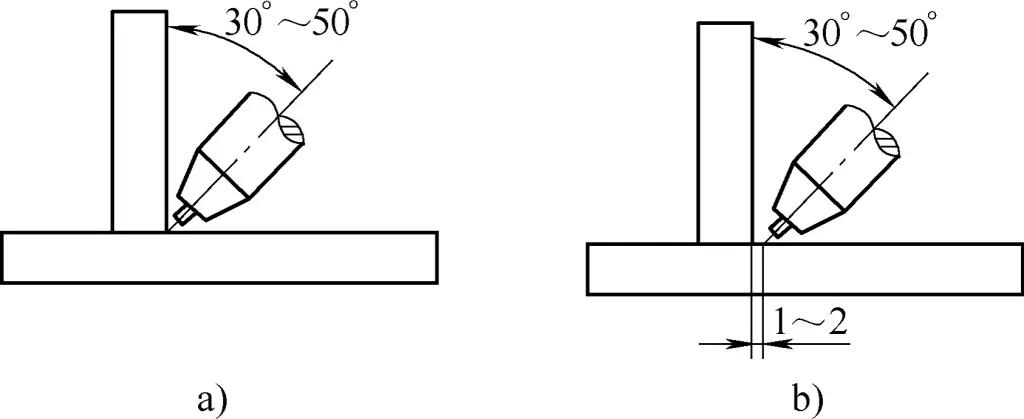
Nella saldatura in piano, il cordone di saldatura può essere visto dall'alto, facilitando l'osservazione dell'arco e del bagno fuso. L'elettrodo fuso gocciola nel bagno fuso per gravità, rendendo il processo di saldatura più facile da controllare. Pertanto, se possibile, posizionare il pezzo in piano per collocare il cordone di saldatura in posizione piana. La Figura 19 mostra l'angolo dell'elettrodo durante la saldatura in piano.
2) Saldatura verticale
Nella saldatura verticale, il bagno fuso si trova su una superficie verticale e il metallo fuso e la scoria tendono a fluire verso il basso a causa della gravità, rendendo più difficile l'operazione di saldatura. Pertanto, le specifiche dell'elettrodo e la corrente di saldatura scelta per la saldatura verticale devono essere più piccole per ridurre il volume del bagno fuso, accelerarne il raffreddamento e impedire che il metallo fuso scorra verso il basso. La Figura 20 mostra l'angolo dell'elettrodo durante la saldatura verticale.
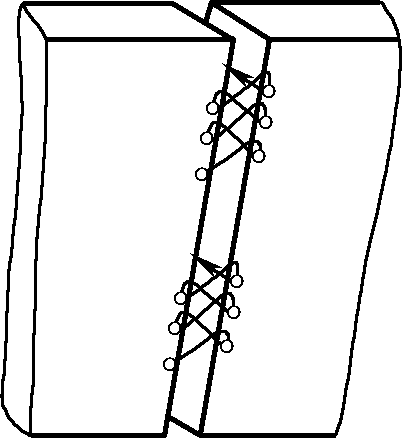
Nella saldatura verticale (compresa la puntatura) si utilizza generalmente il metodo dell'arco elettrico. L'operazione consiste nel colpire l'arco su un lato del cordone di saldatura e, una volta che la goccia si stacca dall'elettrodo, sollevare immediatamente l'arco fino alla diagonale superiore del cordone di saldatura, quindi tirare l'arco verso l'altro lato del cordone di saldatura. Fare una leggera pausa, attendere che la gocciolina si stacchi dall'elettrodo e quindi sollevare nuovamente l'arco sulla diagonale superiore. Ripetere questa procedura per riempire il cordone di saldatura con le gocce, come mostrato nella Figura 21.
Durante il funzionamento, assicurarsi che le gocce abbiano un tempo di solidificazione sufficiente e cercare di non interrompere l'arco.
3) Saldatura orizzontale
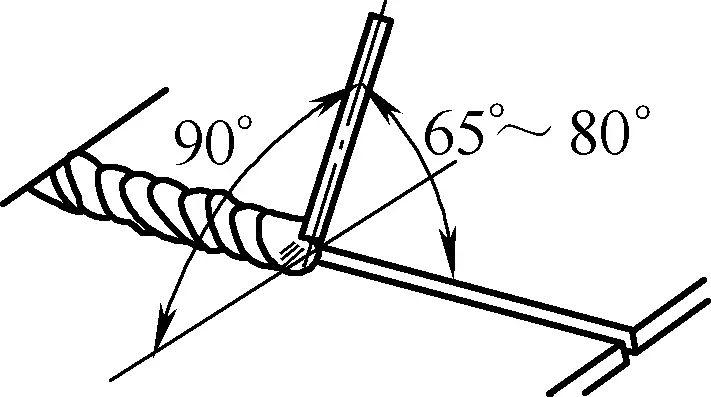
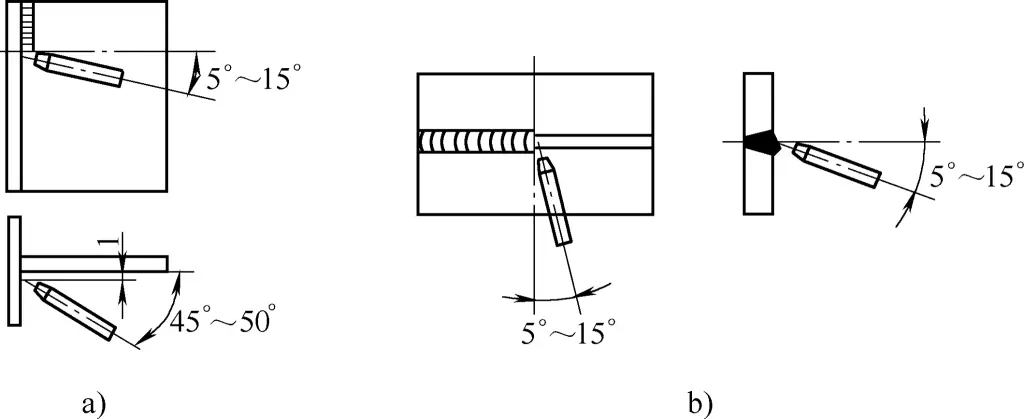
Anche la saldatura orizzontale è impegnativa, poiché il metallo fuso e la scoria tendono a fluire verso il basso per gravità, causando un sottosquadro nella parte superiore del cordone di saldatura e un cordone di saldatura nella parte inferiore. L'angolo dell'elettrodo durante la saldatura orizzontale è illustrato nella Figura 22.
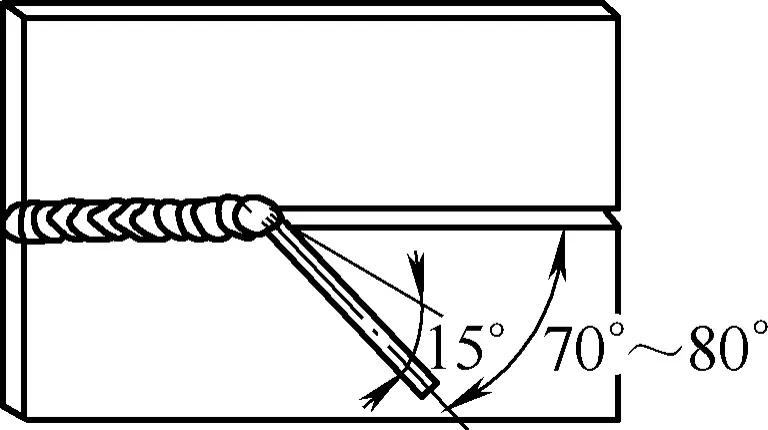
Nella saldatura orizzontale, l'elettrodo è inclinato di 15° in direzione verticale e forma un angolo di 70°-80° con il cordone di saldatura in direzione orizzontale, utilizzando un arco corto e una manipolazione lineare reciproca lungo il cordone di saldatura. È importante scegliere specifiche dell'elettrodo e corrente di saldatura leggermente inferiori.
4) Saldatura in testa
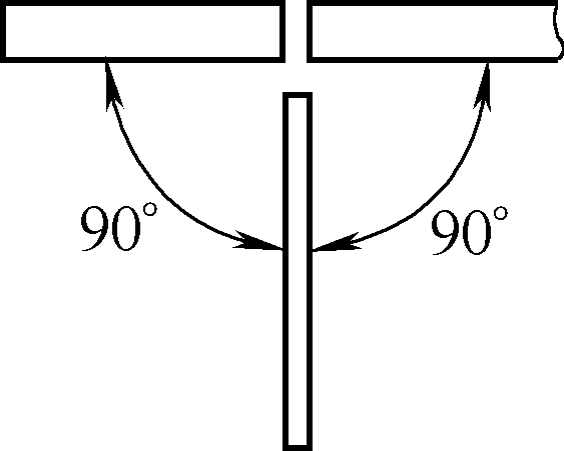
La saldatura sopraelevata è l'operazione più difficile tra le varie posizioni di saldatura, perché il bagno fuso è sospeso sotto il cordone di saldatura e la gravità influisce notevolmente sulle gocce, rendendo difficile la formazione della saldatura.
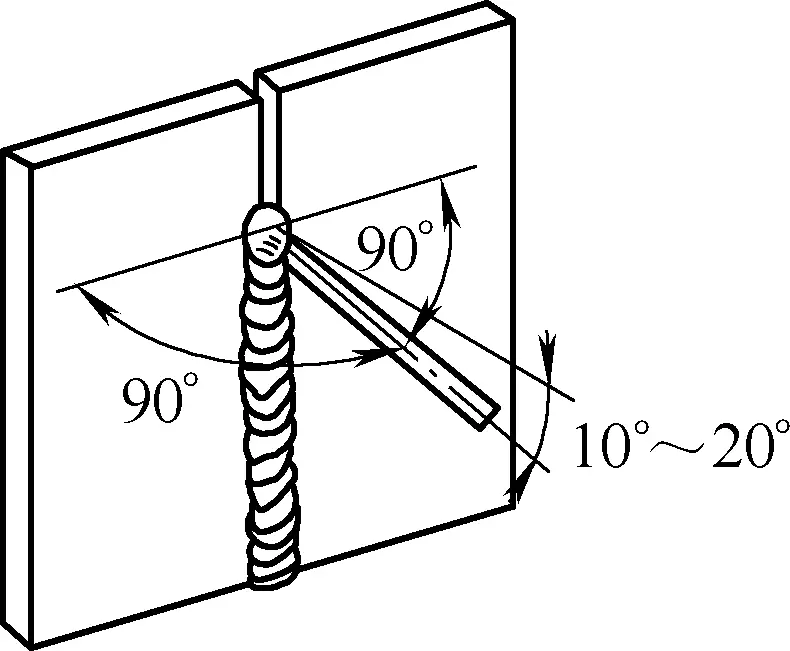
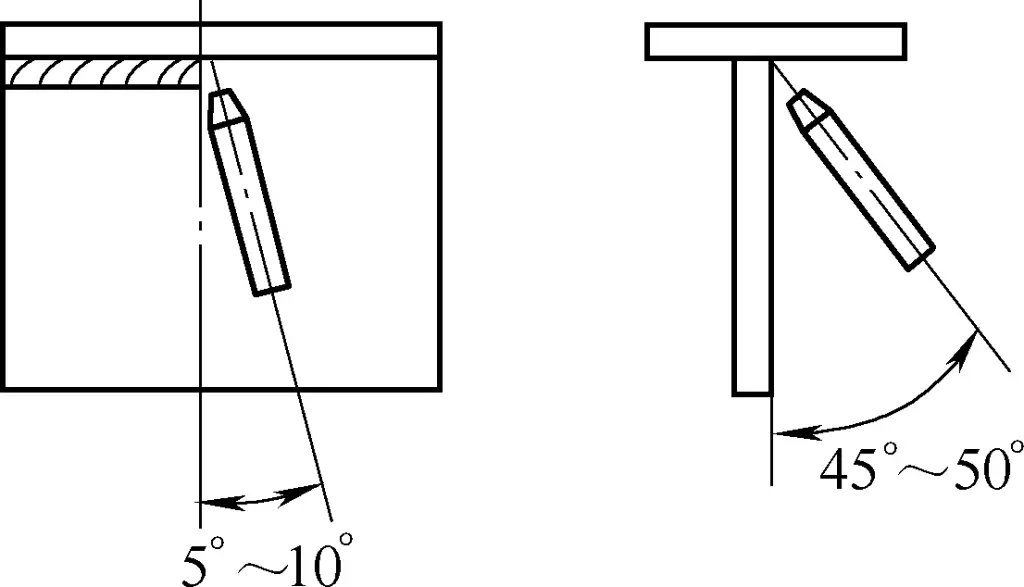
La saldatura in testa richiede l'utilizzo di un arco il più corto possibile per favorire l'adesione delle gocce al cordone di saldatura. Il diametro dell'elettrodo utilizzato nella saldatura in testa è generalmente compreso tra ϕ3 e ϕ4 mm e la corrente di saldatura può essere leggermente maggiore per aumentare la forza dell'arco. Durante la saldatura in testa, l'elettrodo forma un angolo di 90° con entrambi i lati del pezzo da saldare, come mostrato nella Figura 23.
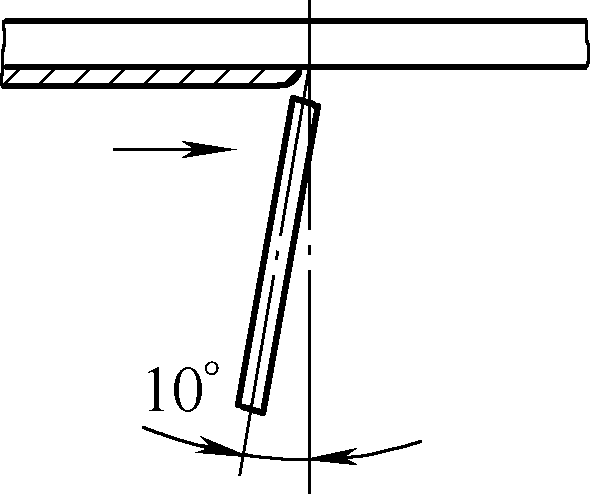
L'angolo di inclinazione dell'elettrodo rispetto alla direzione di saldatura è determinato dalla profondità di penetrazione. Se è necessaria una penetrazione ridotta per evitare la bruciatura, l'elettrodo viene inclinato di circa 10° nella direzione opposta a quella di saldatura, come mostrato nella Figura 24.
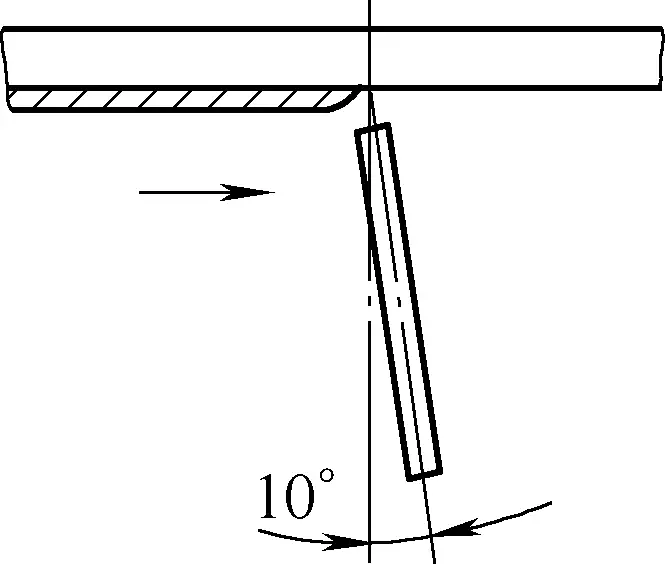
Se è necessaria una penetrazione più profonda, inclinare l'elettrodo di circa 10° nella direzione di saldatura, come mostrato nella Figura 25. L'elettrodo può essere spostato in linea retta o in linea retta alternata.
L'uso corretto degli elettrodi è uno dei fattori importanti per garantire la qualità della saldatura. L'applicazione degli elettrodi comunemente utilizzati è riportata nella Tabella 5.
Tabella 5 Applicazione degli elettrodi comunemente utilizzati (elettrodi per acciaio strutturale)
| Modello | Marchio | Tipo di rivestimento | Tipo attuale | Applicazione principale |
| E4313 | J421 | Tipo ad alto tenore di titanio e potassio | AC/DC | Utilizzato per la saldatura verticale verso il basso e la saldatura intermittente di sottili lastre di acciaio al carbonio |
| F4303 | J422 | Tipo di calcio al titanio | AC/DC | Saldatura di strutture più importanti in acciaio a basso tenore di carbonio e acciai basso legati dello stesso grado di resistenza |
| E5016 | J506 | Tipo a basso contenuto di idrogeno e potassio | AC/DC | Saldatura di acciaio a medio tenore di carbonio e di alcune importanti strutture in acciaio basso legato, come il Q345, ecc. |
| E5015 | J507 | Tipo a basso contenuto di idrogeno e sodio | DC | Saldatura di strutture in acciaio a medio tenore di carbonio e di importanti acciai basso legati come il Q345, ecc. |
| E5015-G | J507R | Tipo a basso contenuto di idrogeno e sodio | DC | Utilizzato per la saldatura di recipienti a pressione |
| E5015-G | J507RH | Tipo a basso contenuto di idrogeno e sodio | DC | Utilizzato per la saldatura di importanti strutture in acciaio basso legato, come navi, condutture ad alta pressione e piattaforme. |
Durante la saldatura, per garantire la qualità della saldatura, gli elettrodi devono essere asciugati e conservati correttamente. I rivestimenti basici degli elettrodi utilizzano il vetro d'acqua come legante, mentre gli elettrodi acidi utilizzano materiali organici come leganti e polvere di legno come agente di formazione del gas. Questi fattori determinano che la temperatura di essiccazione degli elettrodi non deve essere troppo elevata. Le temperature di essiccazione per diversi elettrodi sono riportate nella Tabella 6.
Tabella 6 Temperature di essiccazione degli elettrodi
| Tipo di elettrodo | Temperatura di asciugatura/℃ | Tempo di isolamento/h | Tempi massimi di asciugatura | Temperatura di isolamento durante l'uso/℃ |
| Elettrodo di base | 350~400 | 1 | 3 | 100 |
| Elettrodo acido | 150 | 1 | 3 | 100 |
| Elettrodo in acciaio inox | 220~250 | 1 | 3 | 100 |
| Elettrodo di tipo cellulosico | 100~120 | 1 | 3 | 80~100 |
Dopo l'essiccazione, gli elettrodi devono essere riposti in un contenitore per l'isolamento degli elettrodi. Dopo aver estratto un elettrodo, il contenitore deve essere immediatamente coperto per evitare che l'umidità dell'aria provochi la ripresa dell'umidità nell'elettrodo essiccato.
Durante le operazioni di saldatura ad arco con elettrodo, la protezione della sicurezza consiste principalmente nel prevenire le scosse elettriche, nell'evitare le radiazioni dell'arco e nel garantire la ventilazione e la rimozione delle polveri.
Gli incidenti dovuti a scosse elettriche nelle operazioni di saldatura sono di due tipi: le scosse elettriche dirette, che comportano il contatto con parti sotto tensione, e le scosse elettriche indirette, che comportano il contatto con parti non sotto tensione che diventano sotto tensione a causa di danni all'isolamento o di guasti alle apparecchiature.
Le principali forme di scosse elettriche dirette durante la saldatura sono: il contatto con parti sotto tensione, come pinze di saldatura ed elettrodi, durante la sostituzione degli elettrodi o dei pezzi; lo scarso isolamento tra i piedi o altre parti del corpo e il suolo o le strutture metalliche, come nel caso di saldature all'interno di contenitori, tubature, in luoghi piovosi e umidi o in presenza di forte sudorazione, che possono facilmente portare a scosse elettriche; il contatto con terminali sotto tensione, morsetti, fili, ecc. esposti, che può provocare scosse elettriche; la saldatura in prossimità di reti elettriche ad alta tensione, che provoca scariche di rottura a causa dell'eccessiva vicinanza.
Le scosse elettriche indirette durante la saldatura coinvolgono principalmente le perdite dell'apparecchiatura, tra cui: perdite dell'apparecchiatura dovute a sovraccarico, riscaldamento interno da cortocircuito che causa una riduzione delle prestazioni di isolamento; perdite dovute a danni all'isolamento della bobina causati da pioggia o umidità; perdite dovute a danni alla parte isolante di fili e cavi, ecc.
Le misure per prevenire le perdite includono principalmente: seguire rigorosamente le procedure operative; indossare correttamente gli indumenti protettivi durante la saldatura; mettere a terra in modo affidabile il guscio dell'apparecchiatura di saldatura, in modo che, in caso di perdita del guscio, la resistenza di messa a terra sia molto piccola (≤4Ω), formando un anello tra il guscio dell'apparecchiatura e il filo di messa a terra, consentendo alla maggior parte della corrente di fluire attraverso questo anello anziché attraverso il corpo umano, prevenendo così le scosse elettriche; selezionare fili e cavi qualificati e rafforzare le ispezioni di sicurezza della produzione.
Per prevenire i rischi di radiazione dell'arco di saldatura e di ustioni da scintilla, è necessario indossare correttamente gli indumenti protettivi, scegliere una tonalità adatta alle condizioni di lavoro e allestire una stanza o uno schermo di protezione dall'arco di saldatura nel sito di saldatura. Lo schermo deve essere realizzato in materiali ignifughi, con la superficie dipinta di nero o grigio, e l'altezza non deve essere inferiore a 1,8 m, con uno spazio di 25 cm sul fondo per la circolazione dell'aria.
I saldatori devono indossare abiti da lavoro in tela di cotone e non in materiale sintetico. Lo schermo facciale utilizzato deve coprire il viso e le orecchie e non deve presentare perdite di luce.
La ventilazione e la rimozione delle polveri sono importanti misure di protezione per prevenire i danni dei fumi di saldatura e dei gas nocivi al corpo umano. Pertanto, è necessario attuare una ventilazione completa e locale.
La ventilazione completa è realizzata attraverso un sistema di ventilazione meccanica con condotti e ventilatori per l'intera officina. Dovrebbe adottare il metodo dell'estrazione indotta dei fumi o della ventilazione a soffio.
La ventilazione locale si ottiene attraverso lo scarico locale, dove i fumi di saldatura e i gas nocivi vengono aspirati efficacemente dalla cappa di aspirazione. Le strutture di ventilazione locale comprendono cappe di aspirazione, piccoli ventilatori portatili, eiettori di aria compressa e unità di rimozione di fumi e polveri.
Quando si utilizza lo scarico locale, la velocità del vento vicino all'area di lavoro della saldatura deve essere controllata a 30 m/min per garantire che l'arco non venga interrotto. Inoltre, per soddisfare i requisiti di prevenzione degli incendi, la distanza tra i materiali infiammabili ed esplosivi e la fonte di accensione della saldatura non deve essere inferiore a 10 m durante le operazioni di saldatura.
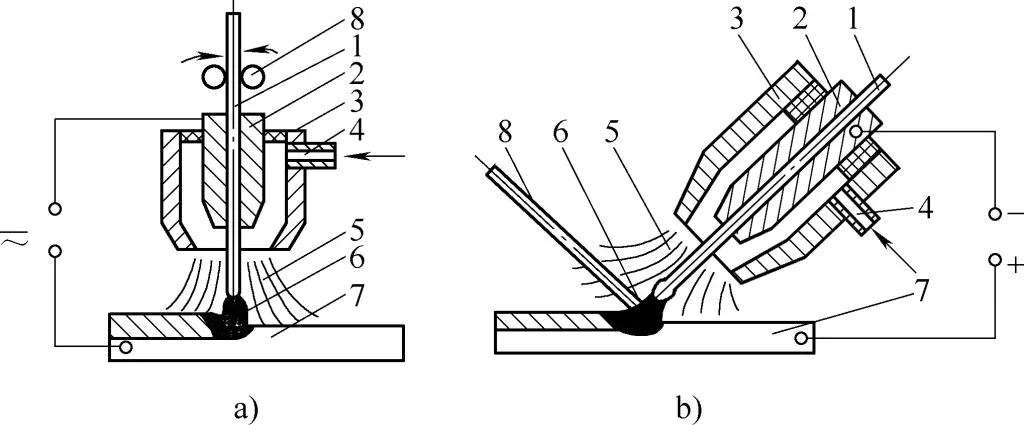
La saldatura a gas schermata, abbreviata in "saldatura elettrica a gas", è un metodo di saldatura ad arco che utilizza il gas come mezzo di protezione. LA SALDATURA A CO2 La saldatura a gas schermata utilizza la CO2 come gas di protezione. L'arco generato tra il filo di saldatura e il pezzo da saldare fonde il metallo, consentendo una saldatura automatica o semiautomatica.
CO2 La saldatura a gas schermata presenta vantaggi quali il basso costo, la buona qualità e l'elevata produttività. È ampiamente utilizzata in settori quali la costruzione navale, l'industria automobilistica, i veicoli ferroviari e le macchine agricole, soprattutto per la saldatura di acciaio a basso tenore di carbonio e di acciaio strutturale a bassa lega.
La Figura 26 mostra il principio di funzionamento del sistema CO2 saldatura a gas schermato. Durante la saldatura, il CO2 Il gas viene spruzzato attorno al filo di saldatura attraverso l'ugello, formando uno scudo di gas locale attorno all'arco, isolando meccanicamente le goccioline e il bagno fuso dall'aria, garantendo un processo di saldatura stabile e saldature di alta qualità.
1 pezzo
2-Saldatura
Piscina 3-Molten
4-Archi
5 ugelli
6-Filo di saldatura
7-CO2 Flusso di gas di protezione
Nella produzione e lavorazione di componenti in lamiera, attualmente è più diffusa la saldatura semiautomatica, in cui il filo di saldatura viene alimentato automaticamente da un macchinario e il saldatore impugna la torcia di saldatura per operare.
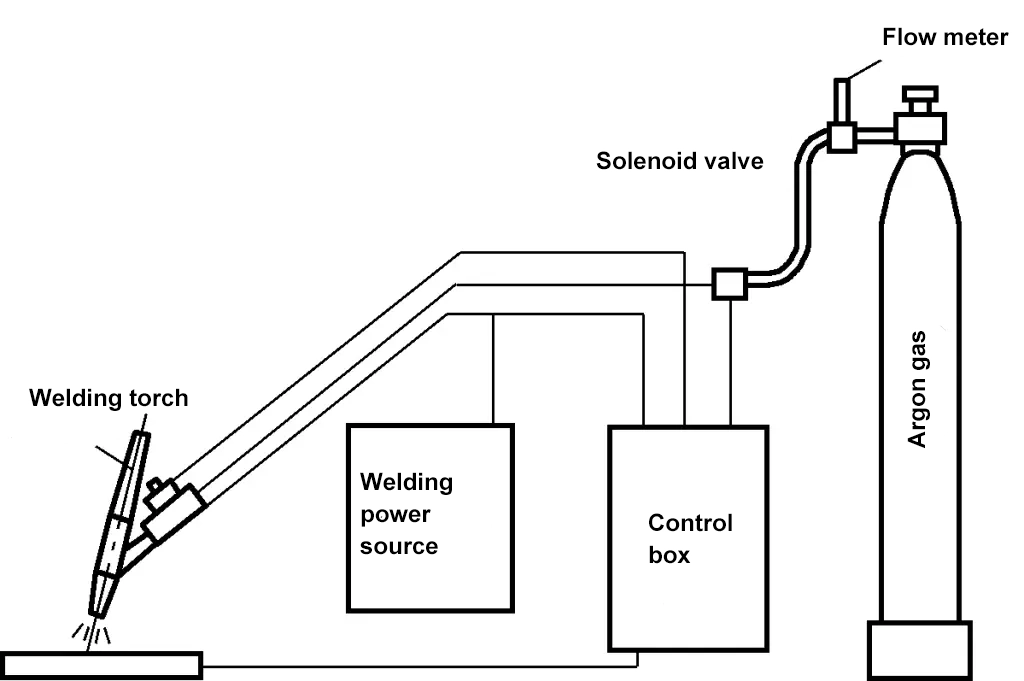
I principali componenti della CO2 L'apparecchiatura per la saldatura a schermo di gas è illustrata nella Figura 27. Durante la saldatura, il filo di saldatura è alimentato dal meccanismo di alimentazione del filo 5 attraverso il tubo flessibile di alimentazione del filo 4 e la punta di contatto 2. IL FILO DI CO2 viene spruzzato dall'ugello a una certa portata. Una volta acceso l'arco, l'estremità del filo di saldatura, l'arco e il bagno fuso sono circondati da CO2 per evitare gli effetti nocivi dell'aria sul metallo.
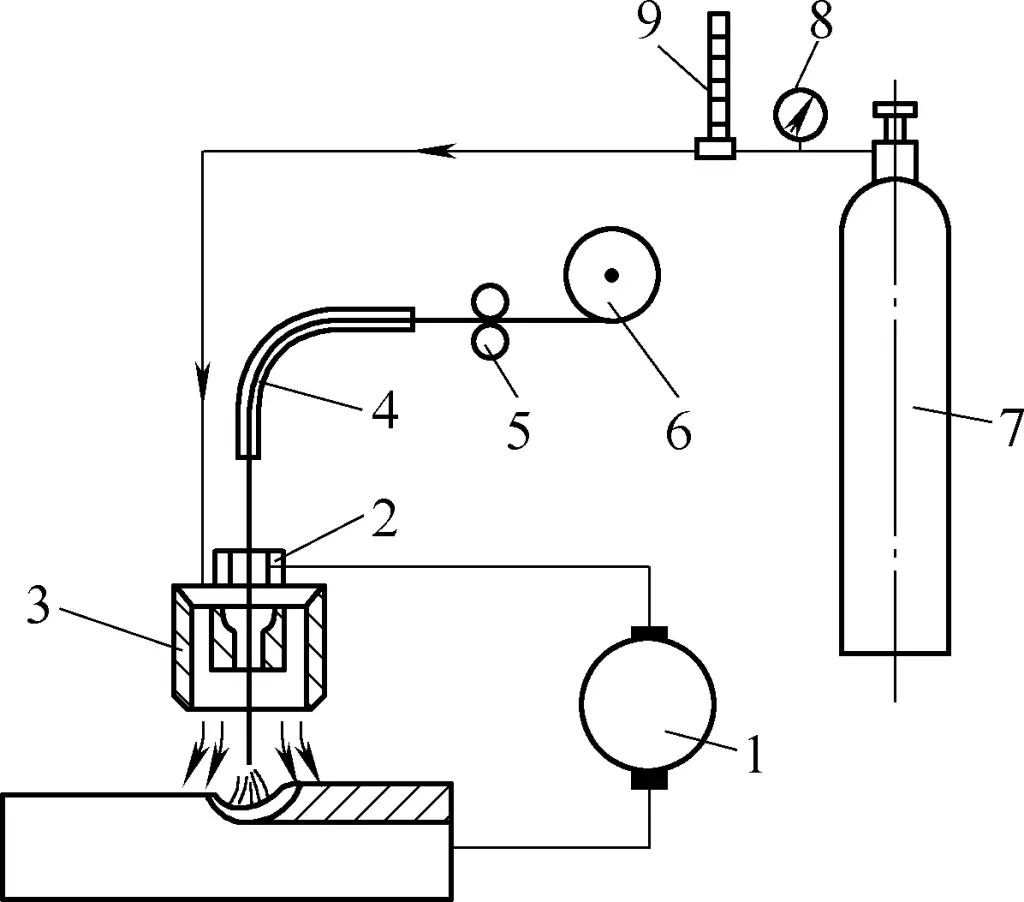
Sorgente di alimentazione per saldatura a 1 arco
Punta a 2 contatti
Ugello per torcia di saldatura 3
Tubo di alimentazione a 4 fili
Meccanismo di alimentazione a 5 fili
Avvolgitore per filo di saldatura 6
7-CO2 Bombola di gas
Regolatore di pressione a 8
Misuratore di portata 9
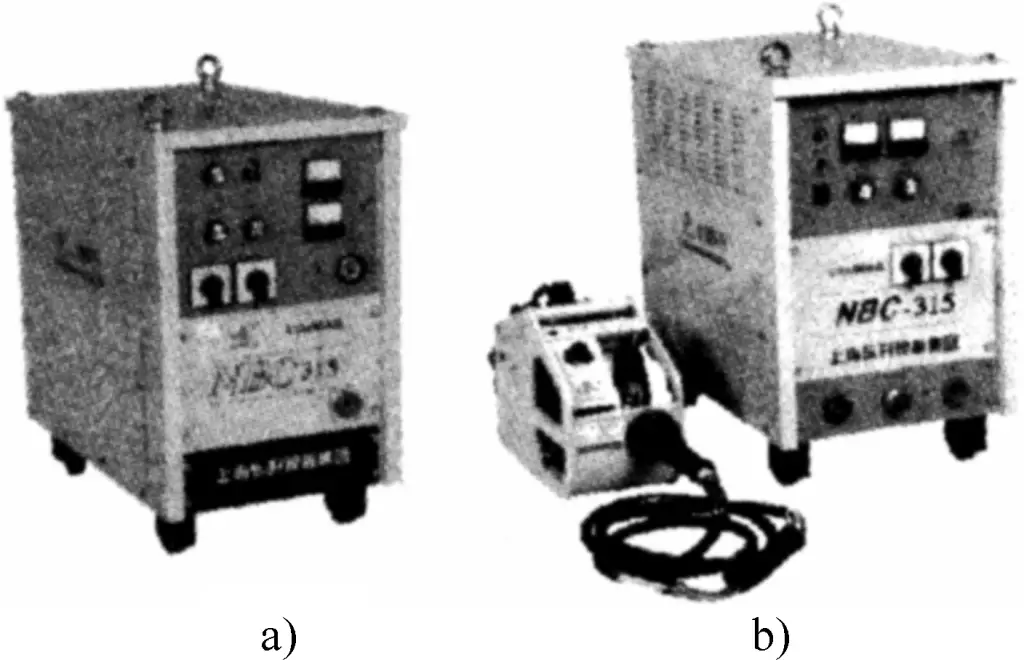
I modelli di CO2 Le saldatrici a gas schermate comprendono principalmente NBC-200, NBC-250, NBC-315, NBC-350, NBC-500, ecc. L'aspetto tipico della serie NBC CO2 La Figura 28 mostra una saldatrice integrata e la Figura 28b una saldatrice separata.
Durante la saldatura, il filo di saldatura funge da metallo d'apporto o contemporaneamente da filo metallico conduttore. È un materiale di saldatura per vari processi di saldatura, come la saldatura a gas, la saldatura ad arco di argon e la saldatura a elettroscoria.
La classificazione dei fili per saldatura è generalmente la seguente: ① In base al metodo di saldatura, possono essere suddivisi in fili per CO2 filo per saldatura a gas schermato, filo per saldatura a gas inerte di tungsteno, filo per saldatura a gas inerte di fusione, saldatura ad arco sommerso Per forma e struttura, possono essere suddivisi in filo pieno, filo animato e filo attivo, ecc.
La scelta corretta delle specifiche di saldatura è fondamentale per le emissioni di CO2 saldatura a gas schermata. Non solo influisce direttamente sulla qualità della saldatura, ma anche sulla quantità di schizzi di metallo.
Nella saldatura a gas, per garantire una combustione stabile dell'arco, si utilizza generalmente la polarità inversa della corrente continua, con il pezzo da saldare collegato all'elettrodo negativo e la pistola di saldatura all'elettrodo positivo. Il metodo di collegamento positivo è utilizzato solo per la riparazione di parti in acciaio fuso.
La tensione dell'arco è un fattore importante che influisce sul trasferimento delle gocce, sugli schizzi di metallo, sulla frequenza dei cortocircuiti, sul tempo di combustione dell'arco e sulla larghezza della saldatura. Nella saldatura ad alta corrente, la tensione dell'arco è generalmente di 30-50V.
In generale, con l'aumento della corrente di saldatura, la profondità di penetrazione aumenterà in modo significativo e anche la larghezza e il rinforzo della saldatura aumenteranno di conseguenza. L'entità della corrente di saldatura deve essere scelta in base allo spessore del pezzo, al materiale del filo di saldatura, al diametro del filo di saldatura, alla posizione spaziale della saldatura e alla forma di trasferimento delle gocce richiesta.
All'aumentare (o al diminuire) della velocità di saldatura, la larghezza, l'armatura e la penetrazione della saldatura diminuiscono (o aumentano) di conseguenza.
La lunghezza di estensione del filo di saldatura si riferisce alla lunghezza del filo di saldatura che fuoriesce dalla punta di contatto durante la saldatura. In genere, per i fili sottili CO2 saldatura a gas schermata, la lunghezza della prolunga è di 8-14 mm; per la saldatura a filo spesso CO2 saldatura a gas, la lunghezza di estensione è di 10-20 mm.
Le emissioni di CO2 Il flusso di gas deve essere selezionato in base alla corrente di saldatura, alla velocità di saldatura, alla lunghezza del filo e al diametro dell'ugello. Quando la corrente di saldatura è elevata, la velocità di saldatura è elevata e l'estensione del filo è lunga, il flusso di CO2 il flusso di gas deve essere corrispondentemente più grande. In generale, il flusso di CO2 La gamma di flussi di gas va da 8 a 25L/min.
Tra i parametri di specifica di cui sopra, alcuni sono fondamentalmente fissi, come la polarità, la lunghezza del filo e il flusso di gas. Pertanto, la selezione di CO2 Le specifiche di saldatura a gas schermato comportano principalmente la scelta di parametri quali il diametro del filo, la corrente di saldatura, la tensione dell'arco e la velocità di saldatura. La selezione di questi parametri deve essere considerata in modo completo in base alle condizioni reali, come lo spessore del pezzo, la forma del giunto e la posizione di saldatura. La Tabella 7 mostra i modelli di saldatura semiautomatica a CO2 parametri delle specifiche di saldatura a gas schermato.
Tabella 7 I più diffusi sistemi semiautomatici per la cattura di CO2 parametri delle specifiche di saldatura a gas schermato
Spessore/mm | Modulo comune | Distanza di montaggio b/mm | Diametro del filo/mm | Corrente di saldatura/A | Tensione d'arco/V | Flusso di gas/(L/min) |
| ≤1.2 |  | ≤0.3 | 0.6 | 30~50 | 18~19 | 6~7 |
| 1.5 | 0.7 | 60~80 | 19~20 | 6~7 | ||
| 2 | 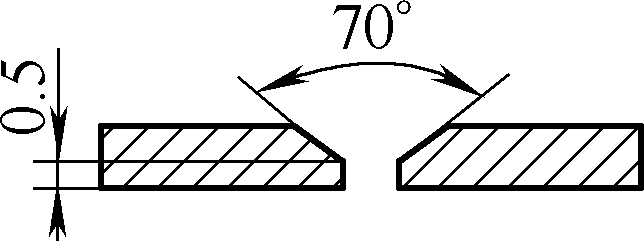 | ≤0.5 | 0.8 | 80~100 | 20~21 | 7~8 |
| 2.5 | ||||||
| 3 | 0.8~0.9 | 90~115 | 21~23 | 8~10 | ||
| 4 | ||||||
| ≤1.2 | 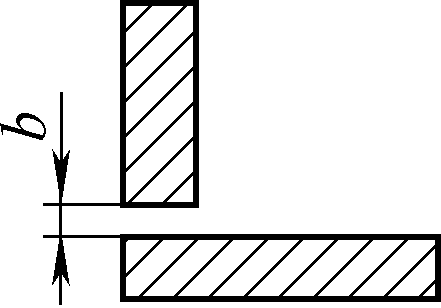 | ≤0.3 | 0.6 | 35~55 | 19~20 | 6~7 |
| 1.5 | 0.7 | 65~85 | 20~21 | 8~10 | ||
| 2 | ≤0.5 | 0.7~0.8 | 80~100 | 21~22 | 10~11 | |
| 2.5 | 0.8 | 90~110 | 22~23 | 10~11 | ||
| 3 | 0.8~0.9 | 95~115 | 21~23 | 11~13 | ||
| 4 | 0.8~0.9 | 100~120 | 21~23 | 13~15 |
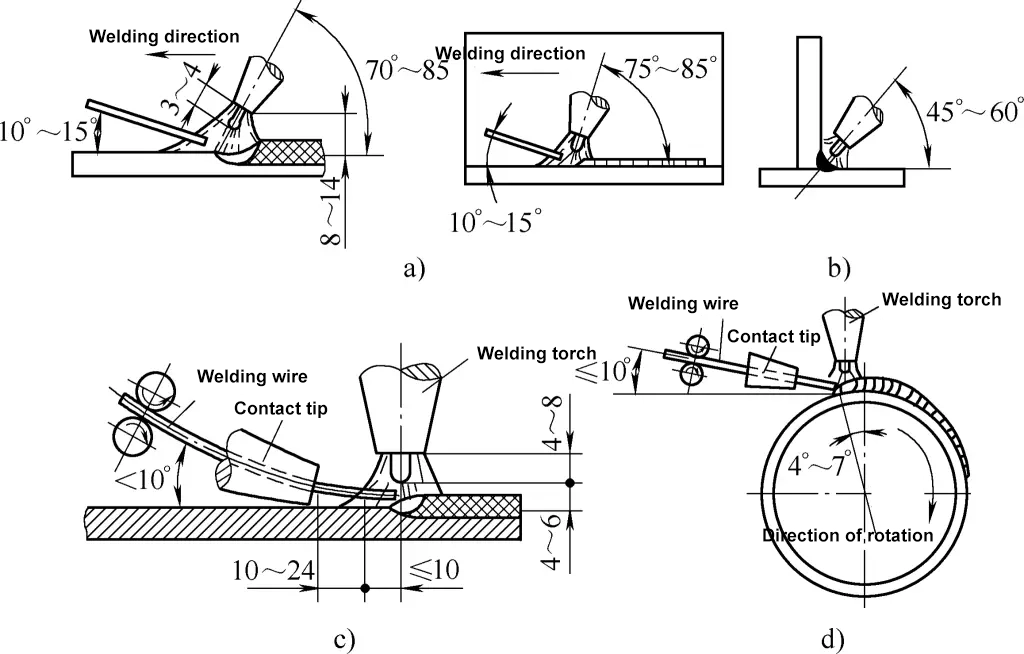
CO2 I metodi di saldatura a gas schermato possono essere suddivisi in saldatura verso sinistra (vedere Figura 29a) e saldatura verso destra (vedere Figura 29b) in base alla direzione di movimento della torcia di saldatura (verso sinistra o verso destra).
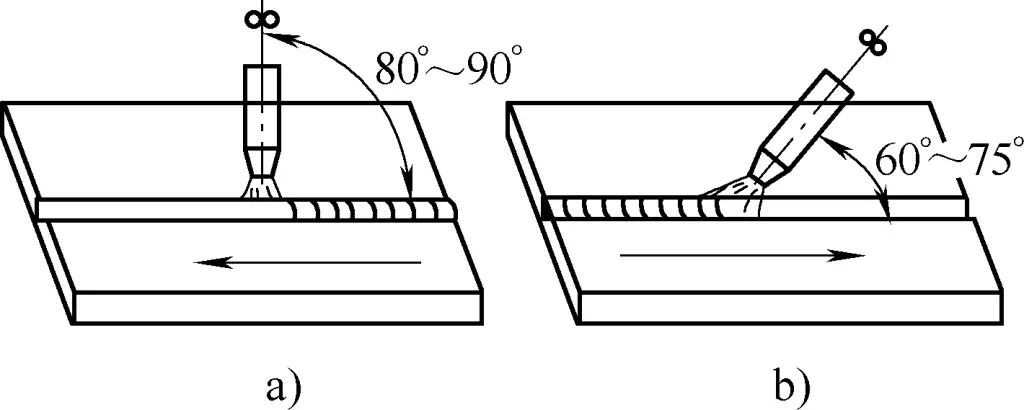
Quando si utilizza il metodo di saldatura verso destra, la visibilità del bagno fuso e l'effetto di schermatura del gas sono relativamente buoni, ma è scomodo osservare lo spazio tra le cuciture durante la saldatura, il che può facilmente portare a deviazioni della saldatura. Inoltre, poiché il filo di saldatura punta direttamente sul bagno di fusione, l'arco ha un effetto di sfregamento sul bagno di fusione. Se non viene utilizzato correttamente, può causare un'altezza eccessiva del cordone di saldatura, compromettendo la formazione della saldatura.
Quando si utilizza il metodo di saldatura a sinistra, l'ugello non ostruisce la visuale del saldatore, consentendo una visione chiara della cucitura e riducendo le probabilità di deviazione. Inoltre, consente di ottenere una maggiore larghezza del fuso, con il risultato di una saldatura liscia ed esteticamente gradevole. Per questo motivo, in genere si utilizza il metodo di saldatura a sinistra. Nel frattempo, il saldatore deve controllare correttamente l'angolo tra la torcia di saldatura e il pezzo e l'altezza dell'ugello per mantenere una posizione relativa adeguata tra la torcia e il pezzo.
Durante la fase di produzione di CO2 saldatura a gas schermato, assicurarsi che il braccio che tiene la torcia sia in uno stato naturale e che il polso possa muovere la torcia in modo flessibile e libero per le varie operazioni. Le posture operative per le diverse posizioni di saldatura nella saldatura a CO2 La Figura 30 mostra le caratteristiche della saldatura a gas.
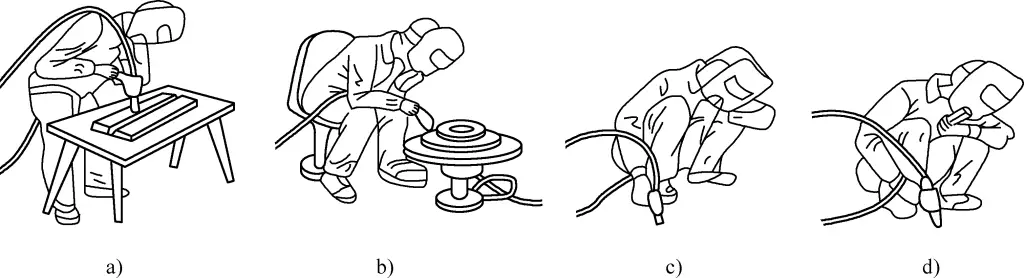
a) Saldatura in posizione eretta
b) Saldatura in posizione seduta
c) Posizione di saldatura a sinistra
d) Posizione di saldatura a destra
Come nella saldatura ad arco con elettrodo a bastone, l'innesco dell'arco, il movimento dell'arco e la terminazione dell'arco sono le operazioni più elementari nella saldatura a CO2 La saldatura a gas schermato, ma le tecniche operative differiscono dalla saldatura ad arco con elettrodo a bastone.
1) Inizio dell'arco
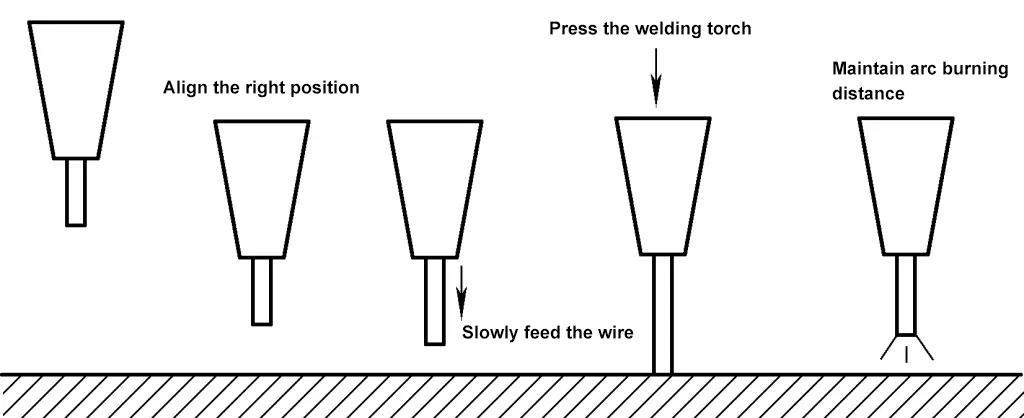
I passaggi specifici per l'innesco dell'arco sono i seguenti: innanzitutto, premere l'interruttore jog sulla centralina di controllo a distanza o l'interruttore di controllo sulla torcia di saldatura per far uscire una sezione di filo di saldatura, assicurandosi che la lunghezza estesa sia inferiore alla distanza che deve essere mantenuta tra l'ugello e il pezzo. Posizionare quindi la torcia di saldatura sul punto di innesco dell'arco come richiesto (mantenendo un angolo e un'altezza dell'ugello adeguati), assicurandosi che l'estremità del filo di saldatura non entri in contatto con il pezzo e che l'altezza dell'ugello sia determinata dalla corrente di saldatura.
Se non si è esperti, è meglio tenere la torcia con entrambe le mani. Infine, premere l'interruttore di controllo sulla torcia di saldatura e la saldatrice prealimenterà automaticamente il gas e ritarderà il collegamento all'alimentazione. Mantenendo l'alta tensione, quando il filo di saldatura entra in contatto con il pezzo e va in cortocircuito, l'arco si accende automaticamente.
In caso di cortocircuito, la torcia di saldatura tende a sollevarsi automaticamente. Quando si innesca l'arco, esercitare una leggera pressione sulla torcia per evitare che si sollevi troppo e spenga l'arco a causa di una lunghezza eccessiva. L'intero processo di innesco dell'arco è illustrato nella Figura 31.
2) Movimento ad arco
Per controllare la larghezza della saldatura e garantire la qualità della fusione, la CO2 La saldatura con schermo a gas richiede alla torcia di saldatura oscillazioni laterali simili a quelle della saldatura ad arco con elettrodo a bastone. In generale, per ridurre l'apporto di calore e la zona termicamente alterata e minimizzare la deformazione, non si dovrebbero utilizzare grandi oscillazioni laterali per ottenere una saldatura ampia. Per le lamiere spesse, invece, si dovrebbe ricorrere alla saldatura multistrato a più passate. Le principali forme di oscillazione e i campi di applicazione della torcia di saldatura sono riportati nella Tabella 8.
Tabella 8 Principali forme di oscillazione e campi di applicazione della torcia di saldatura
Campo di applicazione e punti chiave | Forma di oscillazione |
Passaggio radice per lastre sottili e di medio spessore |  |
Quando c'è una fessura alla radice di lastre sottili o quando la scanalatura ha una piastra di supporto in acciaio |  |
Piccola scanalatura o passaggio di radice per lastre di medio spessore, con una pausa di 0,5s su entrambi i lati della scanalatura Sinistra e destra |  |
Oscillazione laterale dopo il secondo strato nella saldatura di lamiere spesse, con una pausa di 0,5s su entrambi i lati della scanalatura |  |
Primo strato nella saldatura multistrato |  |
Quando la scanalatura è grande, con una pausa di 0,5 s su entrambi i lati della scanalatura |  |
3) Terminazione ad arco
CO2 Le saldatrici a gas schermate sono dotate di un circuito di controllo del cratere. Quando la torcia di saldatura smette di avanzare nel punto di terminazione dell'arco, questo circuito si attiva simultaneamente, causando la diminuzione automatica della corrente di saldatura e della tensione dell'arco, e l'alimentazione viene interrotta una volta riempito il bagno di fusione.
Se la saldatrice non dispone di un circuito di controllo del cratere o se il circuito di controllo del cratere non viene utilizzato a causa della bassa corrente di saldatura, la torcia di saldatura smette di avanzare nel punto di terminazione dell'arco e può interrompere ripetutamente l'arco prima che il bagno fuso si solidifichi. Potrebbe essere necessario riavviare l'arco più volte fino a riempire il cratere. Si noti che l'operazione deve essere rapida; se il bagno fuso si è solidificato prima dell'innesco dell'arco, può verificarsi una mancanza di fusione e difetti di porosità.
Quando si termina l'arco, fare una leggera pausa in corrispondenza del cratere, quindi sollevare lentamente la torcia di saldatura. Questo permette al metallo fuso di riempire il cratere e garantisce che il metallo fuso sia ancora protetto dal gas prima della solidificazione. Se l'interruzione dell'arco è troppo rapida, è probabile che si verifichino cricche e porosità in corrispondenza del cratere.
Le posizioni di saldatura delle piastre si dividono in saldatura piana, orizzontale e verticale, ecc. Per le diverse posizioni di saldatura, è necessario tenere presente quanto segue quando si esegue la saldatura a CO2 operazioni di saldatura a gas schermato.
1) Saldatura in piano
Per la saldatura di testa di lamiere piane, si utilizza generalmente il metodo di saldatura verso sinistra. Per la saldatura di testa a piastra sottile, la torcia di saldatura si muove in linea retta. Se c'è uno spazio vuoto, la torcia può effettuare oscillazioni laterali appropriate, ma l'ampiezza non deve essere troppo grande per evitare di compromettere l'effetto di schermatura del gas sul bagno di fusione. Per la saldatura di testa di scanalature a V di lamiere medie e spesse, la passata principale deve utilizzare un movimento rettilineo e la torcia può effettuare oscillazioni laterali adeguate durante la saldatura degli strati superiori.
Per la saldatura a filetto e la saldatura a giro, si può utilizzare il metodo di saldatura a destra o a sinistra, ma il metodo di saldatura a destra dà un aspetto più pieno. Durante la saldatura, l'angolo della torcia di saldatura deve essere controllato in base allo spessore della piastra e alle dimensioni del cordone di saldatura. Per la saldatura di raccordi a T di pezzi di spessore diverso, l'arco deve essere orientato verso la piastra più spessa per garantire un riscaldamento uniforme di entrambe le piastre.
Quando si saldano piastre di uguale spessore, se la dimensione del cordone di saldatura è inferiore a 5 mm, la torcia di saldatura può essere puntata direttamente sull'angolo, come mostrato nella Figura 32a. Quando la dimensione del cordone di saldatura è superiore a 5 mm, la torcia deve essere spostata orizzontalmente di 1-2 mm, mantenendo un angolo di 75°-80° con la direzione di saldatura, come mostrato nella Figura 32b.
2) Saldatura verticale e orizzontale
Esistono due metodi per la saldatura verticale: uno è la saldatura dal basso verso l'alto, che comporta una maggiore penetrazione della saldatura. Effettuando oscillazioni triangolari durante l'operazione, è possibile controllare l'ampiezza del fuso e migliorare la formazione della saldatura. Questo metodo è generalmente utilizzato per la saldatura a filo sottile di lamiere di medio e grande spessore. L'altro metodo è quello della saldatura dall'alto verso il basso, che è veloce e conveniente e consente di ottenere una saldatura liscia ed esteticamente gradevole, ma con una penetrazione ridotta e una resistenza del giunto più debole, generalmente utilizzata per la saldatura di lamiere sottili.
La saldatura orizzontale utilizza per lo più il metodo di saldatura verso sinistra, con la torcia di saldatura che compie movimenti lineari o può compiere piccole oscillazioni reciproche. Le figure 33a e 33b mostrano le posizioni relative della torcia di saldatura e del pezzo durante la saldatura verticale e orizzontale, rispettivamente.
3) Saldatura in testa
Per aumentare la stabilità del processo di saldatura, la saldatura in testa dovrebbe utilizzare un filo più sottile, una corrente di saldatura minore e un arco corto. Il CO2 Il flusso di gas deve essere leggermente superiore a quello della saldatura piana e verticale.
Per la saldatura aerea di lamiere sottili si utilizzano generalmente oscillazioni reciproche di piccola ampiezza. Per la saldatura aerea di lamiere medie e spesse, è necessario effettuare oscillazioni laterali appropriate e una breve pausa su entrambi i lati della cucitura o della scanalatura per evitare che il cordone di saldatura si rigonfi al centro e che il metallo liquido fluisca verso il basso. La posizione spaziale della torcia di saldatura durante la saldatura dall'alto è illustrata nella Figura 34.
Poiché la CO2 è un gas ossidante, può decomporsi in CO e O ad alte temperature d'arco, causando la perdita per combustione di carbonio, manganese, silicio e altri elementi di lega nell'acciaio. Per garantire la presenza di elementi di lega nella saldatura, è necessario utilizzare fili di saldatura con un contenuto più elevato di manganese e silicio in acciaio a basso tenore di carbonio o fili di acciaio legato contenenti elementi di lega corrispondenti. Ad esempio, il filo H08MnSiA è comunemente utilizzato per la saldatura di acciaio a basso tenore di carbonio, mentre il filo H08Mn2SiA è comunemente utilizzato per la saldatura di acciaio strutturale a bassa lega.
La tabella 9 riporta i fili di saldatura raccomandati per i materiali metallici comunemente utilizzati quando si usa la CO2 saldatura a gas schermato o ad arco di argon.
Tabella 9 Fili di saldatura raccomandati per i materiali metallici comunemente utilizzati quando si usa la CO2 saldatura a gas schermato o ad arco di argon
| Grado | CO2 saldatura a gas schermata | Saldatura ad arco di argon |
| Q235AF, Q235A, Q235B, Q235C, 20, Q245R | H08MnSi | |
| Q345, Q345R | H08Mn2SiA | H10MnSi |
| 14Cr1MoR | H08Mn2SiA | H08Mn2SiA |
| 12CrMo, 12CrMoG | - | H08CrMoA |
| 15CrMoG, 15CrMoR | - | H13CrMoA |
| 12Cr1MoV, 12Cr1MoVG | - | H08CrMoVA |
| 20Cr13 | - | H02Cr13 |
| 06Cr18Ni10Ti, 12Cr18Ni9 | - | H0Cr21Ni10Ti |
| 06Cr17Ni12Mo2 | - | H0Cr19Ni12Mo2 |
| 06Cr17Ni12Mo2Ti | - | H00Cr19Ni12Mo2 |
| 06Cr19Ni13Mo3 | - | H0Cr20Ni14Mo3 |
| 022Cr19Ni10 | - | H00Cr21Ni10 |
| 06Cr19Ni10 | - | H0Cr21Ni10 |
| 15CrMo | - | H15CrMo, H18CrMoA |
Come per la saldatura ad arco con elettrodo a bastone, la CO2 Le operazioni di saldatura a gas schermato presentano tre rischi: scosse elettriche, radiazioni dell'arco e gas e fumi nocivi. Pertanto, oltre a rispettare le norme di protezione della sicurezza per la saldatura ad arco con elettrodo a bastone, è necessario adottare le seguenti misure di protezione della sicurezza in base alle caratteristiche della saldatura a CO2 saldatura a gas schermata.
La radiazione ad arco prodotta dalla CO2 La saldatura a gas schermata è molto più forte e dannosa di quella ad arco con elettrodo a bastone.
La prevenzione delle radiazioni ad arco comporta principalmente la prevenzione dei rischi legati alla luce ultravioletta, infrarossa e visibile. L'esposizione intensa ai raggi ultravioletti può causare dermatiti, con arrossamenti e piccole vesciche. L'esposizione ai raggi ultravioletti può causare fotocheratite, con conseguente arrossamento degli occhi, lacrimazione e bruciore. Quando gli occhi sono esposti a radiazioni infrarosse intense, possono subire gravi ustioni e dolore, fino a bruciare la retina.
La luce visibile dell'arco di saldatura è circa diecimila volte più forte della normale intensità luminosa sopportabile a occhio nudo. Se esposto alla luce visibile dell'arco a distanza ravvicinata, l'occhio umano non riesce a vedere gli oggetti circostanti, il che è comunemente noto come "abbagliamento".
Per prevenire i rischi di radiazioni ad arco, è necessario adottare le seguenti misure:
① I saldatori non devono esporre la pelle e devono controllare attentamente che non vi sia pelle esposta prima di saldare;
② Nei luoghi di lavoro in cui è presente un numero elevato di saldatori, è necessario creare barriere fotoelettriche tra di loro.
La situazione degli schizzi di CO2 La saldatura a gas schermato è più severa rispetto alla saldatura ad arco con elettrodo a bastone. Durante la saldatura è necessario proteggersi dalle ustioni e prevenire gli incendi. Per prevenire ustioni e incendi, è necessario adottare le seguenti misure:
In base alle condizioni del sito, i saldatori devono assicurarsi di essere nella posizione migliore per evitare di essere bruciati dagli schizzi;
Prima di saldare, osservare attentamente l'area di saldatura e l'ambiente circostante (dove possono cadere gli schizzi) per verificare la presenza di materiali infiammabili ed esplosivi e non saldare se la situazione non è chiara;
③ Dopo il lavoro, controllare attentamente il luogo di lavoro e l'ambiente circostante per verificare che non vi siano fiamme residue e uscire solo dopo aver accertato la sicurezza.
I comuni gas nocivi durante la produzione di CO2 La saldatura a gas schermato comprende la saldatura a CO2, CO, NO2ecc. Quando si utilizzano fili animati, vengono emessi più fumi e la loro composizione è più complessa. L'inalazione prolungata può portare a malattie professionali come la pneumoconiosi e l'avvelenamento da manganese. Pertanto, è necessario adottare le seguenti misure di protezione:
① I saldatori devono migliorare la consapevolezza della protezione personale e indossare maschere antipolvere;
② Durante il lavoro, i saldatori devono trovarsi in posizione "sopravento" per ridurre l'invasione di gas nocivi;
③ Rafforzare le misure di ventilazione e rimozione delle polveri.
Quando si esegue la misurazione della CO2 Per la saldatura a gas schermato, è necessario attenersi alle normative pertinenti per la supervisione della sicurezza delle bombole di gas, soprattutto per quanto riguarda i seguenti aspetti:
① CO2 Le bombole di gas devono essere ispezionate e recare il marchio del fabbricante della bombola e il timbro d'acciaio di ispezione sul collo della bombola deve indicare che la bombola rientra nel periodo consentito;
② È meglio utilizzare un telaio quando si solleva la CO2 bombole di gas per evitare che cadano dall'alto;
③ CO2 Le bombole di gas devono essere utilizzate in posizione verticale e devono essere posizionate in modo da evitare che cadano e provochino lesioni;
④ CO2 Le bombole di gas devono essere dotate di parasole per evitare l'esposizione al sole;
⑤ Il gas in CO2 Le bombole di gas non devono essere esaurite e la pressione residua non deve essere inferiore a 1MPa.
L'argon è un gas inerte, che non reagisce chimicamente con metalli non si scioglie nei metalli liquidi, evitando così efficacemente gli effetti nocivi dell'aria sul bagno di fusione.
La saldatura ad arco di argon utilizza l'argon come gas protettivo, che la rende adatta alla saldatura di vari acciai legati, metalli non ferrosi facilmente ossidabili e metalli rari come zirconio, tantalio e molibdeno. Poiché l'arco brucia in un flusso d'aria compressa, il calore è concentrato, il bagno fuso è piccolo, la velocità di saldatura è rapida, la zona termicamente colpita è stretta e la deformazione del pezzo dopo la saldatura è ridotta.
La saldatura ad arco di argon può essere utilizzata per quasi tutti i metalli e le leghe. Attualmente, viene utilizzata principalmente per la saldatura di alluminio, magnesio, titanio e relative leghe, acciai debolmente legati, acciai resistenti al calore, acciai inossidabili, ecc. È più difficile saldare metalli con basso punto di fusione e facile evaporazione (come piombo, stagno, zinco). A causa del costo elevato dell'argon, l'attrezzatura e il sistema di controllo per la saldatura ad arco di argon sono relativamente complessi e, per evitare che il flusso di gas protettivo venga interrotto, la saldatura ad arco di argon può essere eseguita solo in ambienti chiusi.
L'argon per la saldatura viene generalmente trasportato in bombole d'acciaio, dipinte di grigio con la scritta "Argon puro" in verde scuro all'esterno. La presenza di ossigeno, azoto, anidride carbonica o umidità nell'argon può ridurne l'effetto protettivo e causare difetti come inclusioni di scorie e pori di gas. Pertanto, per la saldatura di alluminio, magnesio e loro leghe, la purezza dell'argon non deve essere inferiore a 99,9% (frazione di massa); per la saldatura di acciaio inossidabile, acciaio resistente al calore, rame e loro leghe, la purezza dell'argon non deve essere inferiore a 99,7% (frazione di massa).
La saldatura ad arco di argon si divide in due tipi: saldatura ad arco di argon con elettrodo consumabile e saldatura ad arco di argon con elettrodo di tungsteno (vedere Figura 35).
a) Saldatura ad arco con elettrodo consumabile ad argon
b) Saldatura ad arco con elettrodo di tungsteno e argon
a) Nella figura:
1-Filo di saldatura
Punta a 2 contatti
3 ugelli
Tubo a 4 ingressi
Flusso a 5 argoni
6-Archi
7-Materiale di base
Rullo di alimentazione a 8 fili
b) Nella figura:
1-Elettrodo di tungsteno
Punta a 2 contatti
3 ugelli
Tubo a 4 ingressi
Flusso a 5 argoni
6-Archi
7-Materiale di base
8-Filo di riempimento
La saldatura ad arco ad argon con elettrodo consumabile utilizza un filo metallico consumabile come elettrodo, che funge anche da materiale d'apporto durante la saldatura. Può essere suddivisa in automatica e semiautomatica. Nella saldatura semiautomatica, il saldatore aziona manualmente la torcia (pistola di saldatura). La saldatura ad arco di argon con elettrodo consumabile consente di utilizzare correnti più elevate ed è adatta alla saldatura di pezzi più spessi.
La saldatura ad arco con elettrodo di tungsteno e argon utilizza come elettrodo il tungsteno o una lega di tungsteno. Durante la saldatura, si genera un arco tra l'elettrodo di tungsteno e il pezzo da saldare. Poiché l'elettrodo di tungsteno non si scioglie, si parla anche di saldatura ad arco di argon con elettrodo non consumabile. La saldatura ad arco con elettrodo di tungsteno richiede un filo di apporto aggiuntivo da fondere nel bagno di saldatura. Grazie all'elevato punto di fusione della barra di tungsteno utilizzata come elettrodo e al lento consumo dell'elettrodo di tungsteno, è facile da meccanizzare. Tuttavia, la capacità di trasporto di corrente dell'elettrodo di tungsteno è limitata, quindi è adatto solo per la saldatura di pezzi sottili.
La saldatura ad arco con elettrodo di tungsteno può essere suddivisa in automatica e manuale. La Figura 36 mostra un diagramma schematico della composizione dell'attrezzatura per la saldatura ad arco con elettrodo di tungsteno ad argon manuale. L'apparecchiatura può essere suddivisa in sistema di alimentazione della saldatura, sistema di controllo, sistema di alimentazione del gas e torcia.
Lo spessore delle lamiere saldate con elettrodo di tungsteno ad arco di argon è preferibilmente inferiore a 3 mm dal punto di vista della produttività. Per alcuni componenti importanti a parete spessa (come recipienti a pressione e condutture), la saldatura ad arco di argon viene spesso utilizzata per la passata di radice per garantire la qualità della saldatura di radice durante la saldatura a piena posizione e la saldatura a gap stretto.
I diversi materiali metallici richiedono diversi tipi e polarità di corrente quando si esegue la saldatura ad arco con elettrodo di tungsteno ad argon. Per l'alluminio, il magnesio e le loro leghe si utilizza generalmente la corrente alternata, mentre per gli altri metalli si utilizza la corrente continua con collegamento positivo.
La saldatura ad arco con elettrodo di tungsteno ad argon in corrente continua utilizza corrente continua senza cambi di polarità, ottenendo un arco molto stabile. Tuttavia, presenta polarità positive e negative. Quando il pezzo da saldare è collegato al terminale positivo dell'alimentatore e l'elettrodo di tungsteno al terminale negativo, si parla di metodo di collegamento positivo; il metodo inverso è chiamato metodo di collegamento inverso.
Utilizzando il metodo di connessione positivo a corrente continua, l'elettrodo di tungsteno brucia poco e l'arco è relativamente stabile, ma non è in grado di rimuovere il film di ossido sulla superficie metallica. Ad eccezione delle leghe di alluminio e magnesio, le altre superfici metalliche non presentano problemi di film di ossido ad alto punto di fusione, pertanto questo metodo di connessione viene generalmente utilizzato per la saldatura di altri metalli. Il metodo di collegamento inverso a corrente continua è raramente utilizzato nella produzione reale.
La polarità della corrente di saldatura ad arco di argon con elettrodo di tungsteno a corrente alternata cambia periodicamente, equivalendo a una semionda di connessione positiva in corrente continua e a una semionda di connessione inversa in corrente continua in ogni ciclo. Durante la semionda di connessione positiva, l'elettrodo di tungsteno può emettere un numero sufficiente di elettroni senza surriscaldarsi, a vantaggio della stabilità dell'arco; durante la semionda di connessione inversa, il film di ossido generato sulla superficie del pezzo può essere facilmente rimosso, ottenendo una saldatura brillante ed esteticamente gradevole con una buona formazione.
In questo modo, si tiene conto contemporaneamente dell'effetto di pulizia catodica e dei vantaggi di una bassa bruciatura dell'elettrodo di tungsteno e di una buona stabilità dell'arco. La saldatura ad arco ad argon in corrente alternata viene generalmente scelta per i metalli ad alta reattività, come l'alluminio, il magnesio e le loro leghe, nonché il bronzo di alluminio.
Quando si salda con elettrodo di tungsteno ad arco di argon, è necessario mantenere la corretta posizione relativa tra la torcia, il filo di apporto e il pezzo da saldare (vedere Figura 37). La distanza tra l'estremità dell'ugello della torcia e il pezzo in lavorazione deve essere controllata tra 8-14 mm. Maggiore è la distanza, peggiore è l'effetto di schermatura del gas, ma se la distanza è troppo ravvicinata, la visione del saldatore ne risente e l'elettrodo di tungsteno può facilmente entrare in contatto con il bagno di saldatura e provocare un cortocircuito, con conseguenti inclusioni di tungsteno.
a) Saldatura ad arco di argon di testa
b) Saldatura ad arco di argon ad angolo
c) Saldatura automatica ad arco di argon a testa piana
d) Saldatura automatica ad arco di argon con cordone circonferenziale
La saldatura a cordone diritto utilizza solitamente il metodo di saldatura a sinistra. L'angolo tra il filo d'apporto e il pezzo da saldare non deve essere troppo ampio, per non disturbare la stabilità dell'arco e del flusso di gas. Nella saldatura ad arco manuale con elettrodo di tungsteno ad argon, il filo di apporto può essere alimentato in modo intermittente o continuo, ma è essenziale evitare che il filo di apporto entri in contatto con l'elettrodo di tungsteno ad alta temperatura per evitare contaminazioni, bruciature e danni alla stabilità dell'arco.
Inoltre, quando si alimenta il filo in modo intermittente, è necessario evitare che l'estremità del filo di apporto esca dalla zona di protezione del gas e si ossidi. Quando si utilizza la saldatura automatica ad arco di argon con elettrodo di tungsteno con giuntura circonferenziale, la torcia deve essere spostata dall'asse del pezzo in direzione opposta a quella di rotazione per facilitare l'alimentazione del filo e garantire una buona formazione della saldatura.
Il filo per la saldatura ad arco di argon viene solitamente scelto in base alla composizione chimica del materiale di base e alle proprietà meccaniche della saldatura. Talvolta si possono utilizzare strisce del materiale di base come filo di apporto per la saldatura ad arco di argon con elettrodo di tungsteno manuale.
Per i materiali metallici comunemente utilizzati, il filo di saldatura consigliato per la saldatura ad arco di argon è riportato nella Tabella 9.
I processi di saldatura possono essere suddivisi in tre categorie principali in base alle loro caratteristiche tecnologiche e allo stato del metallo di base: saldatura per fusione, saldatura a pressione e brasatura.
La saldatura per fusione è un metodo che utilizza un riscaldamento locale per riscaldare la giunzione dei pezzi allo stato fuso, consentendo la fusione e l'incollaggio dopo il raffreddamento. Include principalmente la saldatura ad arco, la saldatura a gas, la saldatura ad arco al plasma, la saldatura a fascio elettronico, ecc.
La saldatura a pressione prevede l'applicazione di una certa pressione sulle superfici di giunzione di due pezzi, riscaldati o meno, per promuovere l'adesione atomica e ottenere una forte connessione tra i pezzi. Include principalmente la saldatura a resistenza, saldatura a frizione, saldatura ad alta frequenza, ecc.
La brasatura prevede il riscaldamento sia del metallo d'apporto, che ha un punto di fusione inferiore a quello dei pezzi, sia dei pezzi stessi, provocando la fusione del metallo d'apporto (mentre i pezzi non fondono). Il metallo d'apporto liquido bagna i pezzi e riempie lo spazio del giunto, ottenendo un legame allo stato solido tra i metalli saldati al momento del raffreddamento. Si tratta principalmente di saldatura, brasatura del rame, ecc.
In base all'attuale livello di tecnologia di saldatura, la maggior parte dei materiali metallici utilizzati nell'industria è saldabile, anche se la facilità di saldatura varia. I metodi di saldatura raccomandati per i materiali metallici comunemente utilizzati possono essere selezionati facendo riferimento alla Tabella 10.
Tabella 10 Metodi di saldatura raccomandati per i materiali metallici di uso comune
Metalli e leghe | Metodi di saldatura | |||||||||||||
| Saldatura ad arco con elettrodo | Arco sommerso Saldatura | CO2 Gas Protezione Saldatura | Arco di argon Saldatura | Elettroscarica Saldatura | Gas Elettrico Saldatura | Ossiacetilene Saldatura | Saldatura a pressione | Saldatura a punti | Saldatura a caldo | Saldatura con termite | Saldatura a fascio di elettroni | Brasatura | ||
| Acciaio al carbonio | Acciaio a basso tenore di carbonio | A | A | A | B | A | A | A | A | A | A | A | A | A |
| Acciaio al carbonio medio | A | A | A | B | A | A | A | A | B | A | A | A | B | |
| Acciaio ad alto tenore di carbonio | A | B | C | B | B | B | B | A | D | A | A | A | B | |
| Acciaio per utensili | B | B | D | B | C | C | A | A | D | B | B | A | B | |
| Rame Acciaio | A | A | C | B | A | A | A | A | A | A | B | A | B | |
| Acciaio fuso | Acciaio fuso al carbonio | A | A | A | B | A | A | A | B | B | A | A | A | B |
| Acciaio ad alto tenore di manganese | B | B | B | B | A | A | B | D | B | B | B | A | B | |
| Ghisa | Ghisa grigia | B | D | D | B | B | B | A | D | D | D | B | C | C |
| Ghisa malleabile | B | D | D | B | B | B | B | D | D | D | B | C | C | |
| Lega di ghisa | B | D | D | B | B | B | A | D | D | D | A | C | C | |
| Lega bassa Acciaio dorato | Acciaio al nichel | A | A | C | B | D | D | A | A | A | A | B | A | B |
| Nichel Rame Acciaio | A | A | C | Uno | D | D | A | A | A | A | B | A | B | |
| Manganese Molibdeno Acciaio | A | A | C | - | D | B | A | B | A | A | B | A | B | |
| Acciaio al carbonio e molibdeno | A | A | C | - | D | B | A | B | - | A | B | A | B | |
| Acciaio al nichel-cromo | A | A | C | - | D | D | A | A | D | A | B | A | B | |
| Acciaio al cromo molibdeno | A | A | C | B | D | D | A | A | D | A | B | A | B | |
| Nichel Cromo Molibdeno Acciaio | B | A | C | B | D | D | B | A | D | B | B | A | B | |
| Acciaio al nichel molibdeno | B | B | C | A | D | D | B | B | D | B | B | A | B | |
| Acciaio al cromo | A | B | C | - | D | D | A | A | D | A | B | A | B | |
| Acciaio al cromo-vanadio | A | A | C | - | D | D | A | A | D | A | B | A | B | |
| Acciaio al manganese | A | A | C | B | B | B | A | B | D | A | B | A | B | |
| Inossidabile Acciaio | Cavallo in acciaio al cromo Tipo martensitico | A | A | B | A | C | B | B | B | C | B | D | A | C |
| Acciaio al cromo ferro Tipo ferritico | A | A | B | A | C | B | B | B | A | A | D | A | C | |
| Acciaio al cromo-nichel austenitico Tipo di corpo | A | A | B | A | C | B | A | A | A | A | D | A | B | |
| Resistente al calore Lega | Superlega resistente al calore | A | A | C | A | C | C | A | B | A | A | D | A | C |
| Lega ad alto tenore di nichel | A | A | C | A | C | C | A | B | A | A | D | A | B | |
| Metallo leggero Categoria | Alluminio puro | B | D | D | A | D | D | A | C | A | A | D | A | B |
| Non trattabile a caldo Lega di alluminio battuto | B | D | D | A | D | D | A | C | A | A | D | A | B | |
| Trattabile termicamente Lega di alluminio | B | D | D | B | D | D | B | C | A | A | D | A | C | |
| Magnesio puro | D | D | D | A | D | D | B | C | A | A | D | B | B | |
| Lega di magnesio | D | D | D | A | D | D | B | C | A | A | D | B | C | |
| Titanio puro | D | D | D | A | D | D | D | D | A | D | D | A | C | |
| Lega di titanio | D | D | D | A | D | D | D | D | B | D | D | A | D | |
| Lega di rame | Rame puro | B | C | C | A | D | D | B | C | C | C | D | B | B |
| Ottone | B | D | C | A | D | D | B | C | C | C | D | B | B | |
| Bronzo fosforoso | B | C | C | A | D | D | C | C | C | C | D | B | B | |
| Bronzo all'alluminio | B | D | C | A | D | D | C | C | C | C | D | B | B | |
| Bronzo al nichel | B | D | C | A | D | D | C | C | C | C | D | B | B | |
| Zirconio, niobio | D | D | D | B | D | D | D | D | B | D | D | B | C | |
Nota: nella tabella, A-più adatto, B-adatto, C-leggermente adatto, D-non adatto.
La rivettatura è un metodo operativo che collega due o più parti in un insieme non staccabile utilizzando i rivetti. Il processo di rivettatura è illustrato nella Figura 38. Durante la rivettatura, il rivetto viene inserito nei fori dei due pezzi da collegare e la testa del rivetto viene premuta con forza contro la superficie del pezzo. Successivamente, la pressione viene esercitata per sconvolgere la parte del rivetto che sporge dalla superficie del pezzo e formare la testa del rivetto, collegando così i due pezzi.
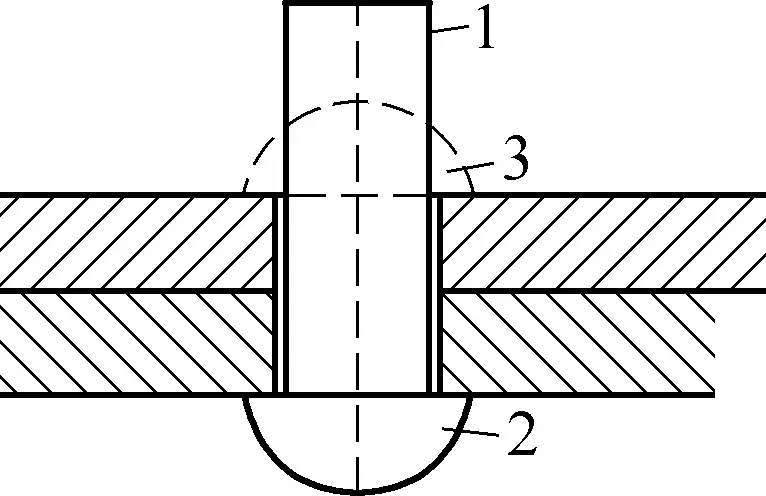
1-Cavallo del rivetto
2-Testa di rivetto originale
Rivetto a 3 rivetti (testa del rivetto)
Sebbene l'uso di strutture rivettate stia diminuendo con il continuo progresso della tecnologia di saldatura, la rivettatura presenta i vantaggi di una tecnologia di lavorazione semplice, di una connessione affidabile, di una resistenza alle vibrazioni, di una resistenza agli urti e di una tenacità e plasticità superiori alla saldatura. Pertanto, la rivettatura è ancora ampiamente utilizzata per il collegamento di metalli dissimili e in alcune strutture in acciaio per impieghi gravosi che sopportano spesso carichi dinamici.
I rivetti sono i componenti di base delle strutture rivettate. Sono costituiti da un gambo cilindrico, da una testa di rivetto e da una testa di rinforzo. Esistono molti tipi di rivetti. Nelle connessioni di strutture in acciaio, i rivetti più comuni sono quelli a testa tonda, quelli a testa conica piatta, quelli a testa svasata, quelli a testa semisvasata, quelli a testa piatta, quelli a testa tonda piatta e quelli a testa piatta piatta.
Tra questi, i rivetti a testa tonda, i rivetti a testa conica piatta e i rivetti a testa piatta sono utilizzati per la rivettatura forte; i rivetti a testa svasata tonda piatta sono utilizzati in luoghi in cui la superficie dell'area rivettata presenta leggere sporgenze per evitare lo scivolamento o per il collegamento di materiali non metallici; i rivetti a testa svasata sono utilizzati per la rivettatura in cui è richiesta una superficie liscia del pezzo.
Nella scelta dei rivetti, il materiale del rivetto deve essere uguale a quello delle parti rivettate e deve avere una buona plasticità. I materiali più comuni per i rivetti in acciaio sono Q195, Q235, 10, 15, ecc.; i rivetti in rame sono T3, H62, ecc.; i rivetti in alluminio sono 1050A, 2A01, 2A10, 5B05, ecc. I tipi e gli usi più comuni dei rivetti sono riportati nella Tabella 11.
Tabella 11 Tipi e usi comuni di rivetti
Nome | Diagramma | Standard | Gambo del rivetto | Uso generale | |
| d/mm | L/mm | ||||
Rivetto a testa tonda | 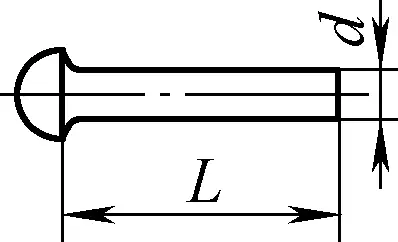 | GB863.1-1986 (Rough) | 12~36 | 20~200 | Cuciture di rivetti che sopportano grandi carichi laterali in caldaie, capriate di tetti, ponti, veicoli, ecc. |
| GB/T 867-1986 | 0.6~16 | 1~100 | |||
Rivetto a testa conica piatta | 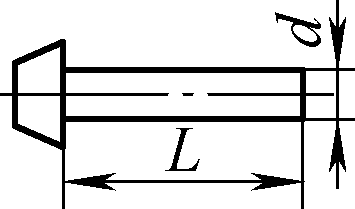 | GB/T 864-1986 (Rough) | 12~36 | 20~200 | Testa grande, resistente alla corrosione, utilizzata in navi e caldaie |
| GB 868-1986 | 2~16 | 3~110 | |||
Rivetto a testa svasata | 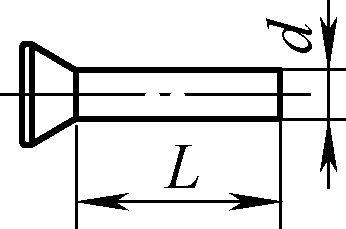 | GB 865-1986 (Rough) | 12~36 | 20~200 | Strutture che sopportano grandi forze e che richiedono che i rivetti non sporgano o non sporgano completamente dalla superficie del pezzo. |
| GB/T 869-1986 | 1~16 | 2~100 | |||
Rivetto svasato | 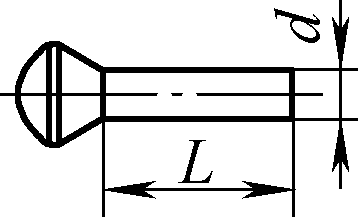 | GB 866-1986 (Grosso) | 12~36 | 20~200 | |
| GB/T 870-1986 | 11~6 | 2~100 | |||
Rivetto a testa piatta | 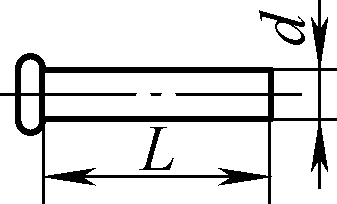 | GB/T 872-1986 | 2~10 | 1.5~50 | Collegamento di lamiere sottili e metalli non ferrosi, adatto alla rivettatura a freddo |
Rivetto piatto a testa tonda |  | GB/T 871-1986 | 1.2~10 | 1.5~50 | |
Inoltre, nelle strutture di piccole dimensioni sono comunemente utilizzati anche i rivetti cavi o aperti, illustrati nella Figura 39.

a) Tipo semi-hollow
b) Tipo cavo
c) Tipo aperto
d) A pressione
e) Tipo filettato
f) Tipo forato
Quando i rivetti semi-cavi sono assemblati correttamente, diventano essenzialmente componenti solidi perché la profondità del foro è appena sufficiente a formare la testa del rivetto, quindi sono utilizzati principalmente per connessioni in cui la pressione della testa di rivettatura non è molto elevata. I rivetti cavi sono utilizzati per rivettare fibre, fogli di plastica o altri materiali morbidi.
In base alle diverse temperature di rivettatura, la rivettatura può essere suddivisa in rivettatura a caldo e rivettatura a freddo. I principali metodi di rivettatura sono la rivettatura manuale e la rivettatura meccanica. In genere, i rivetti in metalli non ferrosi e in metalli leggeri con buona plasticità, come il rame e l'alluminio, vengono rivettati a freddo. Il diametro massimo per la rivettatura a freddo dei rivetti in acciaio è generalmente di ϕ8 mm per la rivettatura manuale, ϕ13 mm per la rivettatura a pistola e ϕ20 mm per la rivettatura a macchina.
Quando si rivettano rivetti in acciaio strutturale a bassa lega ad alta resistenza Q345 e rivetti di diametro maggiore, è necessaria la rivettatura a caldo, che prevede il riscaldamento del rivetto a una certa temperatura prima della rivettatura. La temperatura di riscaldamento per la rivettatura a caldo è di 1000-1300℃ e la temperatura di chiusura non deve essere inferiore a 500℃ per evitare che la temperatura del rivetto scenda nell'intervallo di temperatura blu fragile del materiale, il che potrebbe causare crepe durante la rivettatura.
La rivettatura manuale è solitamente utilizzata per la rivettatura a freddo di rivetti di piccole dimensioni, ma può anche sostituire altri metodi di rivettatura quando le condizioni dell'attrezzatura sono scarse. La chiave della rivettatura manuale è che dopo l'inserimento del rivetto nel foro, la testa del rivetto deve essere ben premuta, quindi il gambo sporgente del rivetto deve essere martellato (martello per rivetti) in modo da ottenere una forma grezza o appiattita.
Se si tratta di rivettatura a caldo, si deve usare uno stampo di copertura di forma simile alla testa del rivetto e una mazza per colpire lo stampo di copertura mentre lo si ruota continuamente fino a quando il rivetto non è correttamente rivettato.
1) Rivettatura di rivetti a testa semitonda
La Figura 40 mostra il processo di rivettatura dei rivetti a testa semitonda.
Prima di rivettare, il pezzo da lavorare deve essere pulito, assicurandosi che le parti da rivettare siano piane e lisce, e che vengano rimosse le sbavature sui bordi della superficie di contatto e la ruggine, le macchie d'olio, ecc.
Durante la rivettatura, il pezzo da rivettare deve essere ben fissato dopo la foratura, il rivetto deve essere inserito dal basso del pezzo nel foro, sostenuto dalla fossa sferica dello stampo superiore, e il pezzo deve essere premuto con forza. Con il punzone di pressatura si compatta il pezzo di collegamento (cfr. Figura 40a); quindi si colpisce con il martello la parte sporgente del rivetto per riempire il foro e ispessire la testa del gambo (cfr. Figura 40b); con il martello si colpisce la periferia della parte ispessita con un'angolazione appropriata (cfr. Figura 40c); infine, si usa uno stampo di copertura per rifinire e modellare (cfr. Figura 40d).
2) Rivettatura di rivetti a testa svasata
Come per la rivettatura dei rivetti a testa semitonda, il pezzo da lavorare deve essere pulito prima di rivettare i rivetti a testa svasata. Esistono due tipi di rivetti a testa svasata: uno è costituito da rivetti a testa svasata già pronti e l'altro è realizzato tagliando l'acciaio tondo alla lunghezza richiesta per i rivetti.
Durante la rivettatura, si inserisce l'acciaio rotondo tagliato nel foro, si preme saldamente il pezzo di collegamento, si ispessiscono le parti sporgenti di entrambe le estremità del rivetto, si rivetta prima la seconda superficie, poi la prima e infine si levigano le parti sporgenti. Questo metodo non consente di compattare facilmente il pezzo di collegamento e viene utilizzato raramente.
3) Rivettatura di rivetti cavi
Il processo di rivettatura dei rivetti cavi è illustrato nella Figura 41. Allo stesso modo, dopo aver pulito il pezzo, inserire il rivetto nel foro del pezzo e premere con forza la testa del rivetto al di sotto. Per prima cosa, utilizzare un punzone conico da premere una volta per aprire l'imboccatura del rivetto e adattarlo saldamente al foro del pezzo (vedere Figura 41a), quindi utilizzare un punzone speciale con bordo piatto per ruotare e colpire, facendo aderire l'imboccatura del rivetto al foro del pezzo (vedere Figura 41b).
4) Rivettatura stretta e sicura
Sebbene i rivetti possano essere dotati di sigillante, le loro giunzioni non sono sigillate contro acqua e gas. Per i componenti che richiedono una rivettatura salda e sicura, oltre a eseguire le operazioni di rivettatura come descritto sopra, le giunzioni delle facce finali dei rivetti o delle parti rivettate devono essere rinforzate e fissate, di solito utilizzando i metodi di calafataggio dei rivetti e di calafataggio delle giunzioni.
① Rivetti di calafataggio
Se sulla testa del rivetto è presente una calotta, come mostrato nella Figura 42, la calotta deve essere tagliata prima con uno scalpello per bordi (la profondità della scanalatura di taglio deve essere inferiore a 0,5 mm), quindi la testa del rivetto deve essere calafatata con uno scalpello per calafatare in modo che aderisca perfettamente alla superficie della tavola.
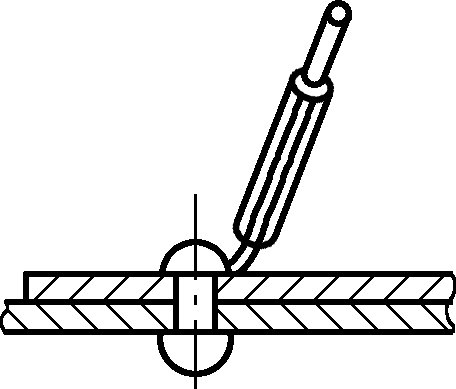
② Sigillatura delle cuciture
Usare uno scalpello per calafataggio per creare uno smusso di 75° in corrispondenza della giuntura della faccia finale della parte rivettata per rendere la giuntura ermetica, come mostrato nella Figura 43.
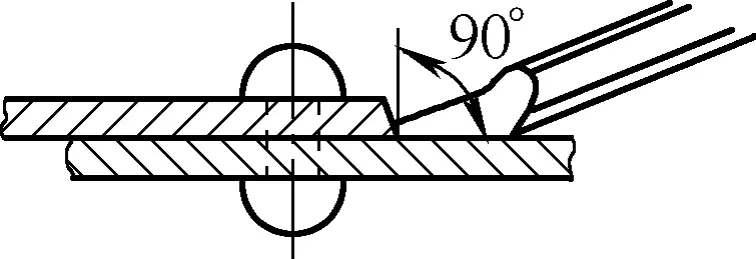
La rivettatura meccanica comprende principalmente la rivettatura pneumatica e la rivettatura idraulica. La rivettatura pneumatica utilizza l'aria compressa come forza motrice per far ruotare il blocco di pistoni nel cilindro, colpendo il punzone installato sull'asta del pistone per completare il lavoro di rivettatura con un rapido martellamento. La rivettatura idraulica utilizza principi idraulici per la rivettatura e si divide in fissa e mobile.
Le rivettatrici idrauliche fisse sono generalmente utilizzate solo per la rivettatura di prodotti specializzati, dotate di dispositivi di alimentazione e scarico automatici, con un'elevata efficienza produttiva e una bassa intensità di manodopera, adatte soprattutto per la rivettatura di grandi lotti di prodotti standardizzati; le rivettatrici idrauliche mobili sono dotate di dispositivi di movimento anteriori e posteriori, a destra e a sinistra, e persino di dispositivi di sollevamento verso l'alto e verso il basso in base alle esigenze del prodotto, che ne fanno un metodo di rivettatura relativamente ideale al momento.
A causa della velocità della rivettatura meccanica, durante la rivettatura a caldo, per garantire che la temperatura del rivetto dopo la rivettatura non sia troppo alta, il che ridurrebbe la resistenza e influirebbe sulla qualità della rivettatura, la temperatura di riscaldamento per la rivettatura meccanica dovrebbe essere di circa 800℃, non troppo alta. In caso contrario, la temperatura del rivetto alla fine della rivettatura sarebbe troppo alta e la resistenza non soddisferebbe i requisiti, riducendo la qualità del giunto rivettato.
Se necessario, è possibile versare acqua su entrambi i lati del rivetto, utilizzando metodi di raffreddamento forzato artificiale per ridurre rapidamente la temperatura, aumentare la resistenza, abbreviare il tempo di raffreddamento e ridurre la possibilità di ricottura della testa del rivetto a causa del calore.
I punti chiave del processo di rivettatura sono i prerequisiti per garantire la qualità della rivettatura. Qualsiasi problema nei seguenti punti influisce sulla qualità della rivettatura.
1) Determinazione del diametro del rivetto d
Durante la rivettatura, se il diametro del rivetto è troppo grande, è difficile formare la testa del rivetto, che può facilmente deformare il materiale della lamiera; se il diametro del rivetto è troppo piccolo, la resistenza del rivetto è insufficiente, con un aumento del numero di rivetti, che è scomodo per la lavorazione.
La scelta del diametro del rivetto d è determinata principalmente in base allo spessore t delle parti rivettate, e lo spessore t delle parti rivettate è determinato secondo i tre principi seguenti: ① In caso di sovrapposizione di piastre, se gli spessori delle piastre sono simili, calcolare in base alla piastra più spessa; ② In caso di grande differenza di spessore delle piastre, calcolare in base a quella più sottile; ③ In caso di rivettatura di lamiere e profili, calcolare in base allo spessore medio di entrambi.
In generale, lo spessore totale delle parti rivettate non dovrebbe superare 4 volte il diametro del rivetto. Il diametro d del rivetto può essere calcolato con la seguente formula, ma nella produzione di massa è necessario effettuare una correzione di prova del rivetto in anticipo.
d=√(50t-4)
Nella formula
Inoltre, il diametro d del rivetto può essere determinato anche facendo riferimento alla Tabella 12.
Tabella 12 Selezione del diametro del rivetto d (unità: mm)
| Spessore della piastra | d |
| 5~6 | 10~12 |
| 7 | 14~18 |
| 9.5~12.5 | 20~22 |
| 13~18 | 24~27 |
| 19~24 | 27~30 |
| ≥25 | 30~36 |
2) Determinazione della lunghezza del rivetto L
Durante la rivettatura, se il gambo del rivetto è troppo lungo, la testa del rivetto risulterà sovradimensionata o troppo alta e il gambo del rivetto sarà soggetto a piegarsi durante il processo di rivettatura; se il gambo del rivetto è troppo corto, la testa del rivetto risulterà troppo piccola, compromettendo la resistenza del rivetto. La lunghezza L del rivetto deve essere determinata in base allo spessore totale ∑t delle parti rivettate e alla parte riservata alla testa del rivetto. La lunghezza L del rivetto può essere calcolata con la seguente formula:
L=1,1∑t+1,4d (testa semicircolare)
L=1,1∑t+1,1d (testa semiabbassata)
L=1,1∑t+0,8d (testa a filo)
Nella formula
3) Determinazione del diametro del foro del rivetto d0
Il rapporto tra il diametro del foro del rivetto d0 e il diametro del rivetto d devono essere adeguati. Se il diametro del foro è troppo grande, il gambo del rivetto è soggetto a piegarsi durante la rivettatura, compromettendo la qualità del rivetto; se il diametro del foro è uguale o inferiore al diametro del rivetto, sarà difficile inserire il rivetto nel foro durante la rivettatura, oppure potrebbe causare una superficie non uniforme sulla piastra, o addirittura danneggiare la piastra a causa dell'espansione del rivetto.
In generale, durante la rivettatura a freddo, il diametro del foro del rivetto d0 è vicino al diametro d del gambo del rivetto, mentre per la rivettatura di acciaio angolare e lamiere il diametro del foro deve essere aumentato di 2%; durante la rivettatura a caldo, d0 è leggermente più grande di d; quando si rivettano piastre multistrato, il foro deve essere praticato e poi alesato (lasciando un margine di alesatura di 0,5~1 mm). Il diametro del foro del rivetto può essere selezionato facendo riferimento alla Tabella 13.
Tabella 13 Diametro del foro del rivetto d0 (unità: mm)
| Diametro del rivetto d | 2 | 2.5 | 3 | 3.5 | 4 | 5 | 6 | 8 | 10 | 12 | |
| d0 | Vestibilità fine | 2.1 | 2.6 | 3.1 | 3.6 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 | 12.4 |
| Adattamento grossolano | 2.2 | 2.7 | 3.4 | 3.9 | 4.5 | 5.6 | 6.5 | 8.6 | 11 | 13 | |
| Diametro del rivetto d | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | ||
| d0 | Vestibilità fine | 14.5 | 16.5 | ||||||||
| Adattamento grossolano | 15 | 17 | 19 | 21.5 | 23.5 | 25.5 | 28.5 | 32 | 38 | ||
La rivettatura è un collegamento permanente. Se lo smontaggio è necessario durante la manutenzione, il rivetto deve essere forato e sostituito. Se è necessario garantire che la deviazione dimensionale del pezzo collegato sia inferiore a ±0,03 mm, la rivettatura non deve essere utilizzata.
La qualità della rivettatura può essere verificata utilizzando l'ispezione visiva, la prova del martello, le sagome, le linee di gesso o una combinazione di questi metodi.
Il metodo di ispezione visiva controlla principalmente la qualità e i difetti della superficie del rivetto, ad esempio se la testa del rivetto è troppo grande o troppo piccola e se ci sono crepe, disallineamenti o danni alla superficie. Battere la testa del rivetto con un piccolo martello e ascoltare il suono che produce è un metodo di base per verificare se il rivetto è sufficientemente stretto.
Se, dopo l'ispezione, un rivetto non soddisfa i requisiti, deve essere rimosso e rivettato. Il metodo di rimozione consiste nell'utilizzare un trapano pneumatico portatile per forare la testa del rivetto, ma non deve influire sulle dimensioni del foro del rivetto. Se due tentativi di rivettatura non soddisfano i requisiti, il foro del rivetto non può essere rivettato secondo il diametro originale e per la rivettatura si deve scegliere un rivetto di diametro maggiore per garantire la qualità del rivetto.
Inoltre, durante le operazioni di rivettatura è necessario attenersi ai requisiti di sicurezza e di produzione civile e prestare attenzione a quanto segue:
1) Mantenere un ambiente di lavoro pulito con uno spazio operativo sufficiente. I pezzi e gli utensili devono essere collocati in posizioni specifiche e disposti in modo ordinato. Durante il lavoro, i dispositivi di protezione individuale devono essere indossati completamente.
2) Durante la rivettatura a caldo, il forno di riscaldamento deve essere dotato di buone strutture per la prevenzione degli incendi, la rimozione delle polveri e lo scarico dei fumi. Dopo ogni utilizzo, spegnere ogni residuo di fuoco e pulire accuratamente. Quando si lanciano e si catturano i rivetti riscaldati, gli strumenti necessari devono essere completi e gli operatori devono coordinare e padroneggiare le corrette tecniche di lancio e cattura.
3) Quando si utilizza una pistola per rivettare, è severamente vietato puntare la canna verso le persone. Quando non viene utilizzato, lo stampo di copertura inserito nella canna della pistola deve essere rimosso, e deve essere messo e tolto a seconda delle necessità, coltivando buone abitudini operative.
4) Durante la rivettatura manuale, è necessario padroneggiare il metodo di funzionamento del martello; quando si rimodella con uno stampo di copertura, è necessario prestare attenzione per evitare colpi errati che potrebbero far rimbalzare lo stampo di copertura e ferire qualcuno.
Il metodo di collegamento che prevede la piegatura e l'incastro dei bordi di due lastre sottili e la loro pressatura (l'aggraffatura manuale viene effettuata a martello) è chiamato aggraffatura, nota anche come piegatura delle cuciture o bloccaggio delle cuciture. L'aggraffatura ha una resistenza relativamente elevata e può sostituire la saldatura, oltre ad avere un certo grado di tenuta, il che la rende ampiamente utilizzata, soprattutto per collegare piastre sottili entro 1 mm.
Esistono molte forme strutturali di aggraffatura e la Tabella 14 elenca le forme di aggraffatura comunemente utilizzate.
Tabella 14 Forme comuni di aggraffatura
Nome | Cucitura d'angolo | |||||
Mezza serratura | Serratura singola | Doppia serratura | ||||
Diagramma | 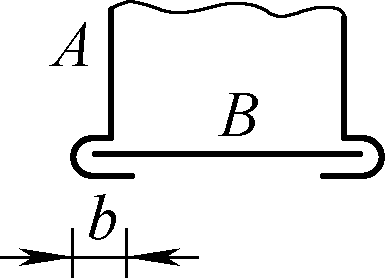 | 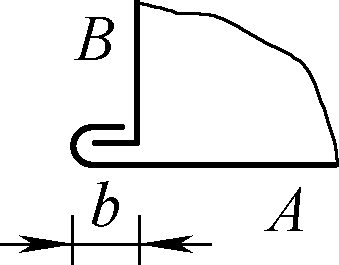 | 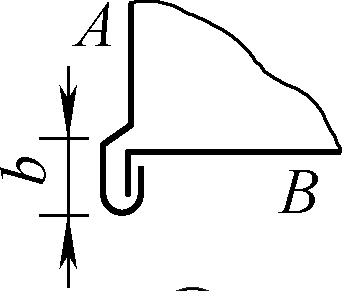 | 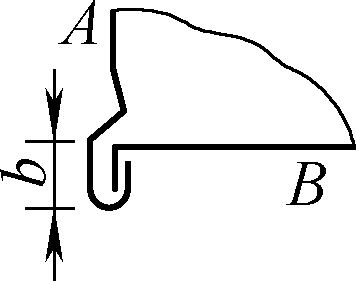 | 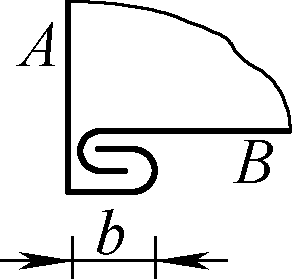 | 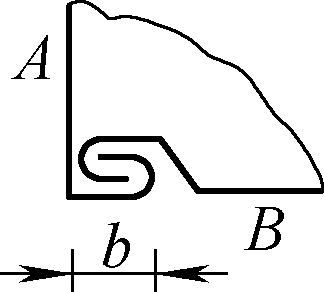 |
Coefficiente di tolleranza K | KA=2, KB=1 | |||||
Descrizione | Vedi note 1~4 | |||||
Nome | Cucitura d'angolo | Cucitura piatta | ||||
Scatto | Fibbia a cono (fibbia di Pittsburgh) | Fibbia pendente | Fibbia singola | Fibbia singola piatta interna | Fibbia singola piatta esterna | |
Diagramma semplice | 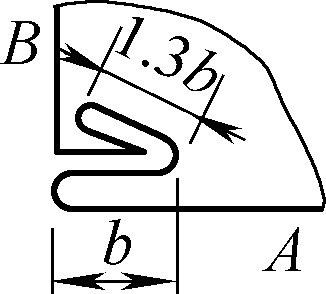 | 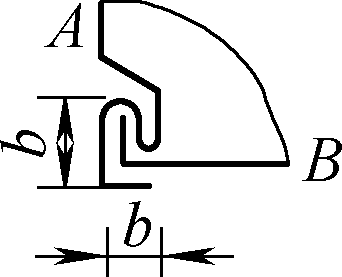 | 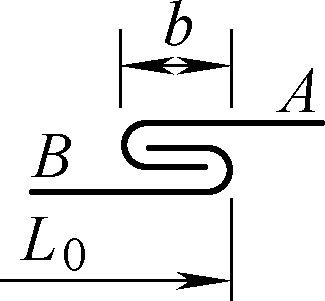 | 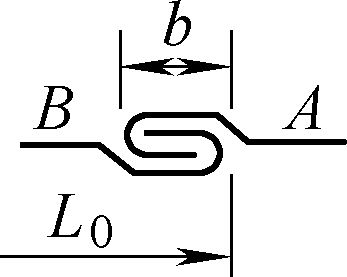 |  |  |
Coefficiente di tolleranza K | KA=2.5, KB=1.5, KA=3, KB=1 | KA=2, KB=1 | ||||
Descrizione | Vedi note 1~4 | Vedi note 5~7 | Vedi note 6 e 7 | |||
Nome | Cucitura piatta | Cucitura verticale | |||
Doppia serratura | Blocco composto | Blocco del manicotto | Serratura singola | Doppia serratura | |
Diagramma semplice | 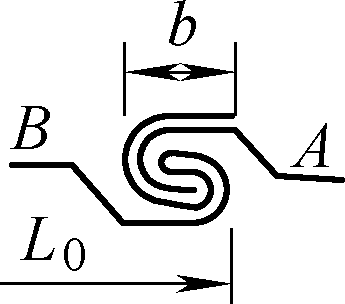 | 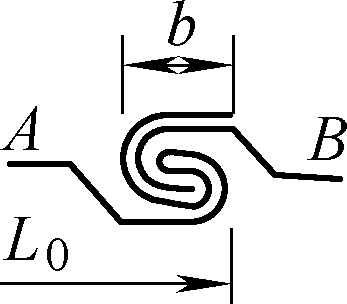 | 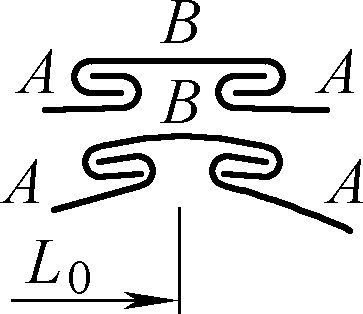 | 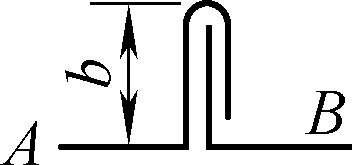 |  |
Coefficiente di tolleranza K | KA=3, KB=2 | KA=4, KB=2 | KA=1, insieme totale B Lunghezza 4,5b | KA=2, KB=1 | KA=3, KB=2 |
Spiegazione | Vedi note 6 e 7 | ||||
Nota:
1. Le giunzioni angolari sono ampiamente utilizzate per le connessioni angolari, come le connessioni alla base superiore (inferiore) di bacini, secchi, cassette e coperchi e le connessioni di varie superfici curve con la base.
2. Per le piastre a componenti generici t=0,2~1,5 mm, si consideri b=5~8 mm.
3. Le chiusure coniche sono utilizzate per superfici cilindriche di varie forme di tubi, i componenti di grandi dimensioni possono richiedere b=12,7 mm.
4. La posizione illustrata può essere ruotata di 90° per l'uso.
5. Utilizzato per connessioni non critiche (che non richiedono un'elevata resistenza), come aree generali di tetti, porte in ferro.
6. Il più diffuso, può essere utilizzato per connessioni planari, cilindriche o su altre superfici curve di vari componenti e per connessioni di piccole piastre. Per le connessioni circonferenziali di parti cilindriche, utilizzare il bloccaggio singolo piatto interno per le pareti interne lisce e il bloccaggio singolo piatto esterno per le superfici esterne a filo, applicabile a cilindri sia rotondi che quadrati.
7. Quando si utilizza la lastra di spessore t=0,2~0,5 mm per il mordente generale dei componenti, si assume b=3~5 mm; quando t=0,5~0,75 mm, si assume b=5~8 mm; per la giunzione di grandi superfici, si assume b=12~20 mm; per i collegamenti a gomito di grandi dimensioni, si assume b=7~12 mm.
8. Nella tabella, KA e KB rappresentano rispettivamente i coefficienti di indennità delle parti A e B del diagramma.
Tra le strutture mordenti sopra descritte, la serratura composta presenta la maggiore forza di connessione e le migliori prestazioni di tenuta, seguita dalla doppia serratura, la serratura singola è superiore alla mezza serratura, mentre la serratura a manicotto e la serratura a scheda sono leggermente superiori alla doppia serratura.
Le operazioni di morso si dividono in due metodi: morso manuale e morso meccanico.
Di seguito sono riportati i passaggi per le operazioni di mordenzatura manuale.
1) Cucitura piatta
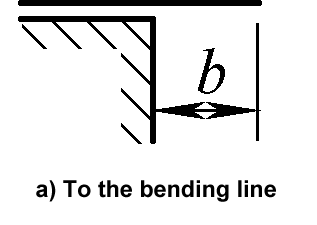

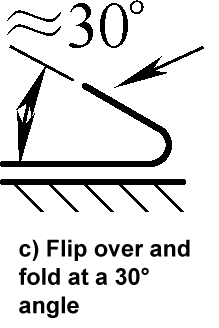
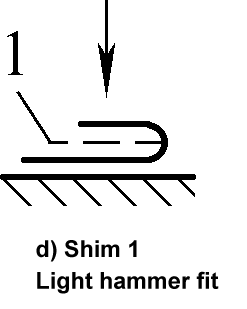
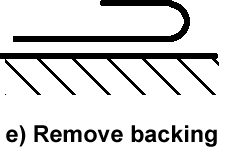
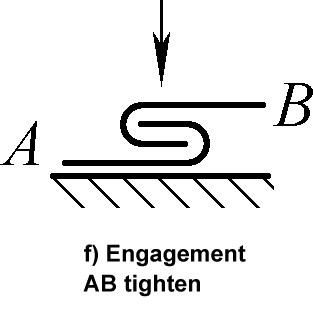
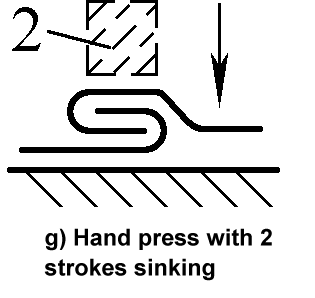
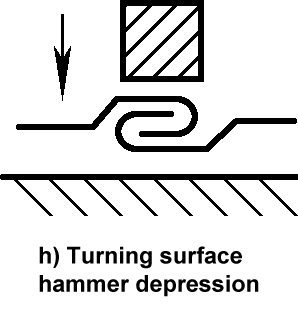
2) Doppia aggraffatura
Le fasi operative per la prima curva della parte A sono le stesse a)~d)
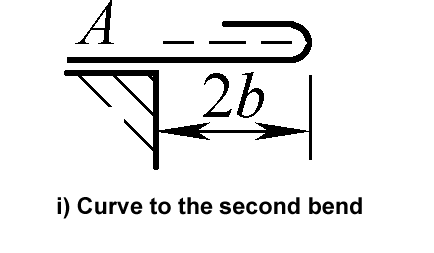
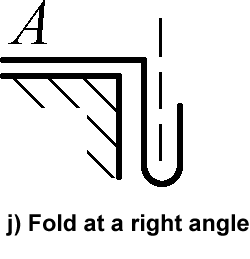
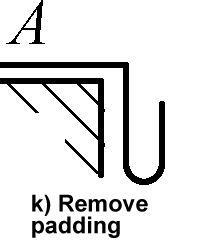
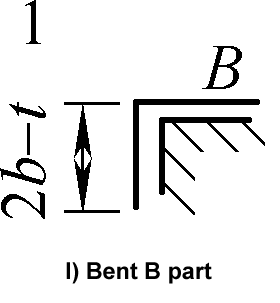
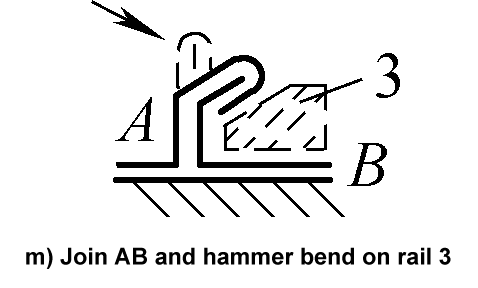
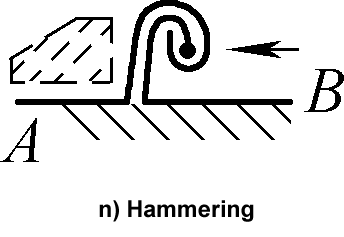
3) Serratura conica
Le fasi operative per la prima curva della parte A sono le stesse di b)~d)
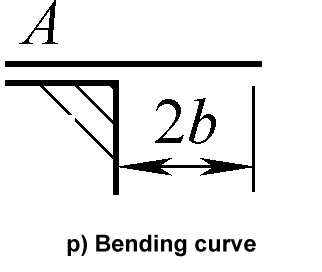
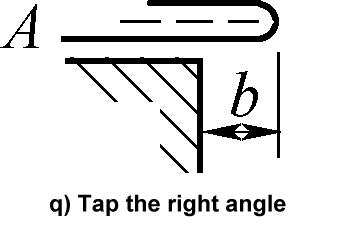
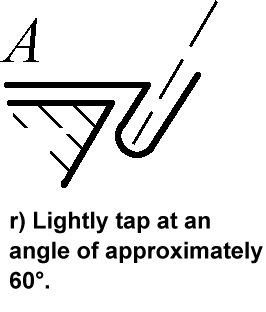
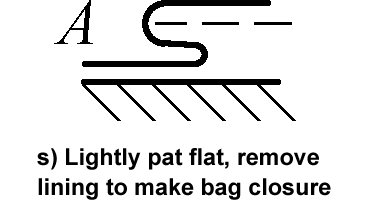
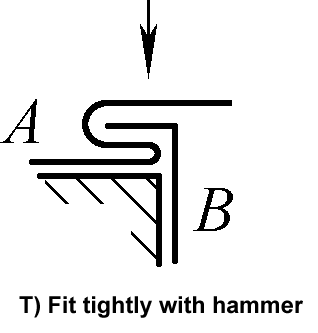
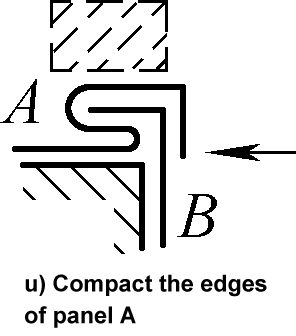
Le fasi operative dell'aggraffatura meccanica sono sostanzialmente le stesse dell'aggraffatura manuale. Per le connessioni di aggraffatura in serie, è possibile realizzare attrezzature speciali per la lavorazione dell'aggraffatura. La Figura 44 illustra le fasi di lavorazione delle fibbie a cono utilizzando una macchina piegatrice.
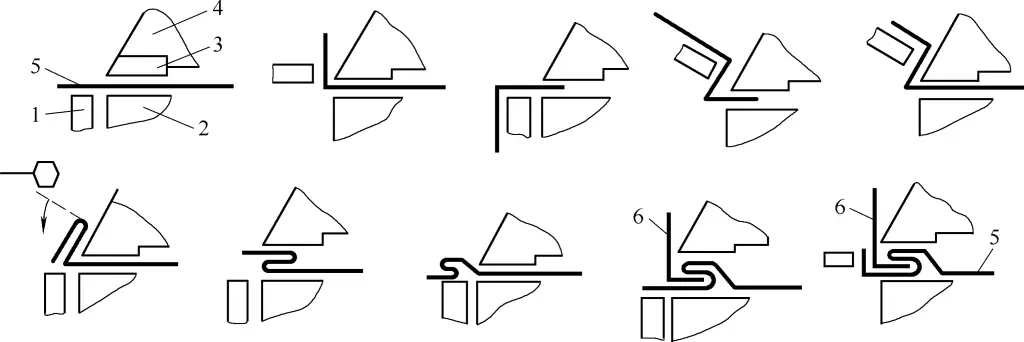
1-Striscia di intarsio inferiore e piegatura dei bordi
2-Banco da lavoro inferiore
3-Striscia di intarsio superiore
Blocco a 4 pressioni
5-Pezzo di lavoro A
6 Pezzo B
La dimensione della tranciatura L per l'aggraffatura può essere determinata con la seguente formula:
L=L0+Z
Nella formula
I principali strumenti utilizzati nelle operazioni di aggraffatura manuale sono martelli, pinze a becchi piegati, tavole per maschiatura, scatole per ferro angolare e ferri da stiro. Durante l'operazione, i pezzi grezzi di aggraffatura devono lasciare un margine di aggraffatura sufficiente in base ai requisiti delle dimensioni di aggraffatura, altrimenti i pezzi finiti diventeranno scarti.
L'aggraffatura manuale è collegata da un incastro reciproco, quindi la determinazione della quantità di aggraffatura è fondamentale. La quantità di aggraffatura per le varie aggraffature deve essere determinata in base alla Tabella 14. Inoltre, le piegature del primo e del secondo bordo dei connettori a incastro devono corrispondere; in caso contrario, l'aggraffatura non soddisfa i requisiti, e questo è un aspetto a cui prestare particolare attenzione durante il funzionamento.
La forma delle fibbie di cucitura non deve essere limitata agli schemi strutturali elencati nella Tabella 14. Esse possono essere utilizzate in modo flessibile e completo a seconda delle situazioni specifiche. Ad esempio, la Figura 45a mostra l'uso di una connessione con cucitura piatta nella sezione trasversale di una superficie cilindrica; la Figura 45b mostra l'uso di una connessione con fibbia a manicotto per una cucitura d'angolo longitudinale; la Figura 45c mostra una struttura in cui viene utilizzata una fibbia scorrevole a forma di S nel condotto 1 e una connessione con fibbia a manicotto nel condotto 2. Quando si utilizza una connessione con fibbia a manicotto, tutte le parti di connessione devono essere dritte, altrimenti i bordi dell'intero condotto risulteranno irregolari. La Figura 45d mostra l'uso di due fogli sottili per realizzare un manicotto per una tavola di legno, con un foglio inchiodato alla tavola di legno con una fibbia a S e collegato all'altro foglio con una fibbia scorrevole.
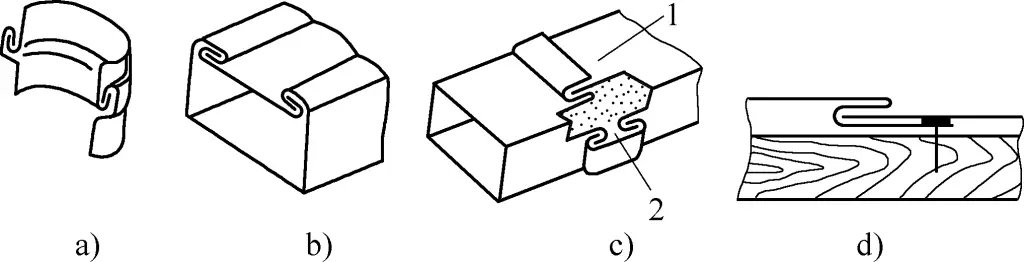
La Figura 46 mostra una connessione con fibbia a tenone per il collegamento di un cilindro e di una flangia, ossia dividendo l'estremità di un cilindro o di un tubo ovale in un numero pari di cuciture, piegando ogni altro pezzo ad angolo retto come un blocco a tenone (vedere Figura 46a), e dopo montaggio la flangia, martellando il pezzo di tenone dritto per avvolgerlo intorno alla flangia da collegare (vedere Figura 46b). Se è necessario sigillare, è possibile utilizzare una saldatura morbida per fissare la giunzione.
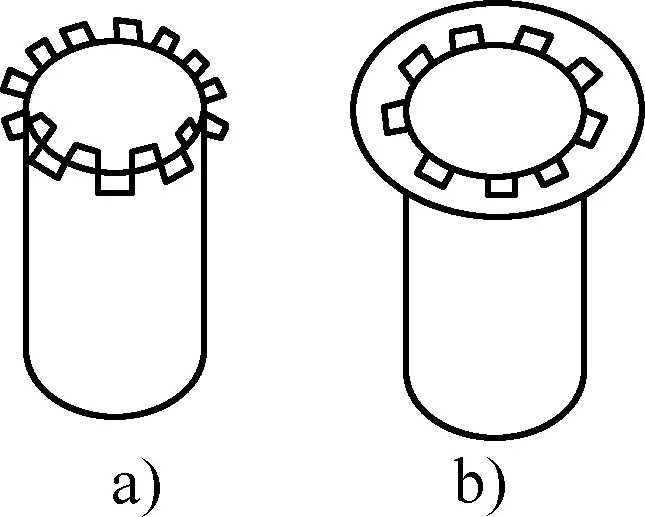
Una connessione filettata è una connessione fissa smontabile composta da parti filettate. Ha i vantaggi di una struttura semplice, di una connessione affidabile, di un facile montaggio e smontaggio e di un basso costo, ma l'azione di fissaggio è lenta e i tempi di montaggio e smontaggio sono più lunghi. Sebbene la percentuale di connessioni filettate nei componenti in lamiera non sia elevata, si tratta di un metodo di connessione indispensabile.
In base alla forma delle parti di collegamento, le connessioni filettate possono essere suddivise in connessioni a vite e connessioni a bullone; in base allo scopo della connessione, le connessioni filettate possono essere suddivise in connessioni forti e connessioni strette.
Le connessioni robuste assicurano solo la resistenza della connessione, mentre le connessioni a tenuta devono garantire sia la resistenza della connessione che le prestazioni di tenuta delle parti della connessione. Ad esempio, utilizzate nei manometri e nelle giunzioni di tubazioni per gas o liquidi, le connessioni filettate hanno anche una funzione di tenuta.
Per le connessioni filettate a tenuta, si utilizzano spesso filettature per tubi a tenuta, filettature interne o esterne coniche, connessioni con filettature interne ed esterne cilindriche o filettature ordinarie con materiali di tenuta (sigillanti, nastri di tenuta, ecc.) per ottenere la tenuta.
Per le connessioni filettate che sopportano carichi ad alta resistenza, si utilizzano spesso bulloni ad alta resistenza (i bulloni ad alta resistenza si basano sulla resistenza di attrito tra le parti di collegamento per sopportare il carico). I materiali dei bulloni ad alta resistenza sono realizzati in acciaio legato (35VB, 35CrMo) e acciaio strutturale al carbonio di alta qualità (acciaio 45), con specifiche di filettatura grossa da M12 a M30.
La Tabella 16 mostra le forme di connessione filettata.
Tabella 16 Forme di connessioni filettate
Modulo di connessione | Diagramma | Descrizione | |
Connessione a bullone | Ordinario | 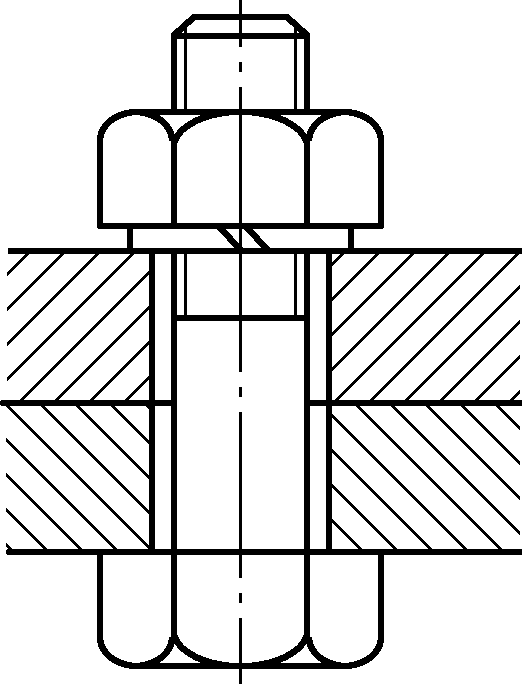 | Il diametro del foro del bullone è di 1~1,5 mm superiore al diametro dell'asta del bullone, i requisiti di foratura non sono elevati, la struttura è semplice, facile da montare e smontare, ed è la più utilizzata. |
In forma | L'asta di un bullone con foro alesato si inserisce nel foro passante mediante un accoppiamento di transizione, affidandosi alla sollecitazione di taglio dell'asta del bullone e all'estrusione della superficie del giunto per bilanciare il carico esterno, con una buona capacità di carico laterale e di posizionamento. | ||
Alta resistenza | Il diametro del foro del bullone è maggiore del diametro dell'asta del bullone, affidandosi al serraggio del bullone per sopportare la tensione e alla superficie del giunto per sopportare la pressione e generare attrito per bilanciare il carico esterno. Questo metodo è spesso utilizzato nelle connessioni di strutture in acciaio per sostituire la rivettatura. | ||
Connessione a bullone a doppia estremità | 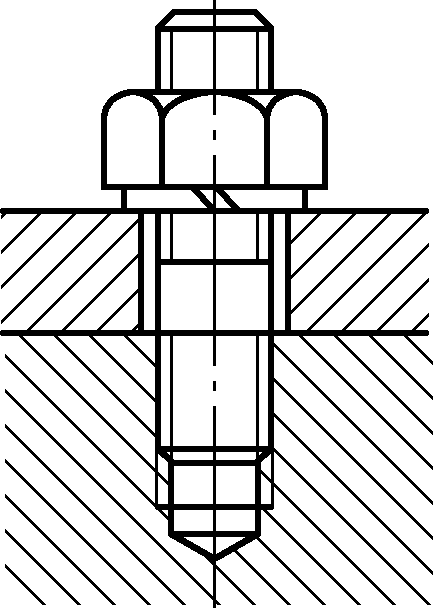 | Entrambe le estremità del perno a doppio attacco sono filettate, con un'estremità dotata di una filettatura più corta che viene avvitata nel foro filettato della parte spessa collegata e l'altra estremità che passa attraverso il foro passante della parte sottile collegata, collegando le due parti mediante il serraggio di un dado. Adatto a situazioni in cui sono necessari frequenti montaggi e smontaggi, in cui una delle parti collegate è troppo spessa per realizzare un foro passante o in cui le limitazioni strutturali impediscono l'uso di connessioni a bullone. | |
Connessione a vite | 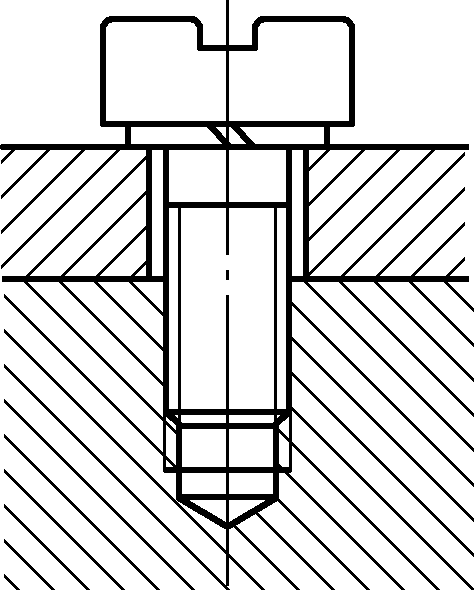 | Far passare la vite attraverso il foro passante di una parte collegata e avvitarla nel foro filettato di un'altra parte collegata per stringere e collegare le due parti. Adatto a situazioni in cui non è consigliabile uno smontaggio frequente, in cui una delle parti collegate è relativamente spessa e non è possibile praticare un foro passante o in cui le limitazioni strutturali impediscono l'uso di collegamenti a bullone. | |
Il funzionamento delle connessioni filettate comprende principalmente la lavorazione del filetto e il serraggio del bullone.
A seconda del tipo di filo da collegare, varia anche il metodo di lavorazione del filo. I metodi più comuni di lavorazione del filetto sono la tornitura, l'estrusione, la laminazione, la brocciatura, ecc.
Per lavorazione della lamiera I componenti più utilizzati sono le filettature ordinarie e il metodo di lavorazione più comunemente usato è la foratura e la maschiatura, cioè l'utilizzo di un trapano manuale o di una macchina perforatrice per praticare il foro inferiore della filettatura, quindi la maschiatura manuale della filettatura o l'utilizzo di una macchina perforatrice per maschiarla. Il diametro del trapano d2 per la realizzazione del foro di fondo del filetto prima della maschiatura può essere determinato come segue.
Per le filettature metriche, quando il passo t<1mm, d2=d-t; quando il passo t>1mm, d2=d-(1,04~1,06)t. Qui, d è il diametro nominale della filettatura.
Per le filettature in pollici, quando il diametro nominale della filettatura d=3/16~5/8in㊀, il diametro di foratura per il foro inferiore delle filettature in ghisa e bronzo è d2=25(d-1/n); per le filettature in acciaio e ottone, il diametro della punta è d2=25(d-1/n)+0,1. Quando il diametro nominale della filettatura d=3/4~(1+1/2)in, il diametro di foratura per il foro inferiore delle filettature in ghisa e bronzo è d2=25(d-1/n); per le filettature in acciaio e ottone, il diametro della punta è d2=25(d-1/n) +0,2. Qui, d è il diametro nominale della filettatura (in) e n è il numero di filetti per pollice. (Nota: ㊀1in=25,4mm)
I bulloni devono essere serrati almeno due volte, scegliendo una sequenza di serraggio appropriata. Il serraggio dei bulloni in sequenza garantisce che ogni bullone del gruppo sia sollecitato in modo uniforme.
La sequenza di serraggio dei bulloni ha due requisiti: uno è il numero di volte in cui il bullone stesso viene serrato, l'altro è la sequenza di serraggio tra i bulloni. La sequenza di serraggio dei bulloni si divide in strutture a flangia (vedi Figura 47a) e nodi a piastra e a scatola (vedi Figura 47b, c).
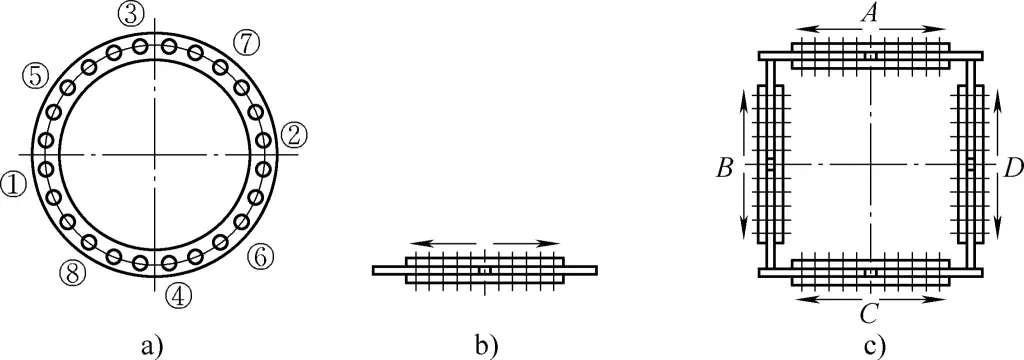
a) Tipo di flangia
b) Nodo a piastra
c) Nodo di tipo box
Nota: ①~⑧ indicano la sequenza di serraggio dei bulloni.
1) Sequenza di serraggio dei bulloni della struttura a flangia
I bulloni dei recipienti in pressione sono spesso disposti ad anello. Nelle connessioni flangiate, il serraggio dei bulloni in sequenza assicura che i bulloni siano sollecitati in modo uniforme, garantendo prestazioni di tenuta stabili. La Figura 48 mostra la sequenza di serraggio dei bulloni delle flange cieche durante le prove di pressione.
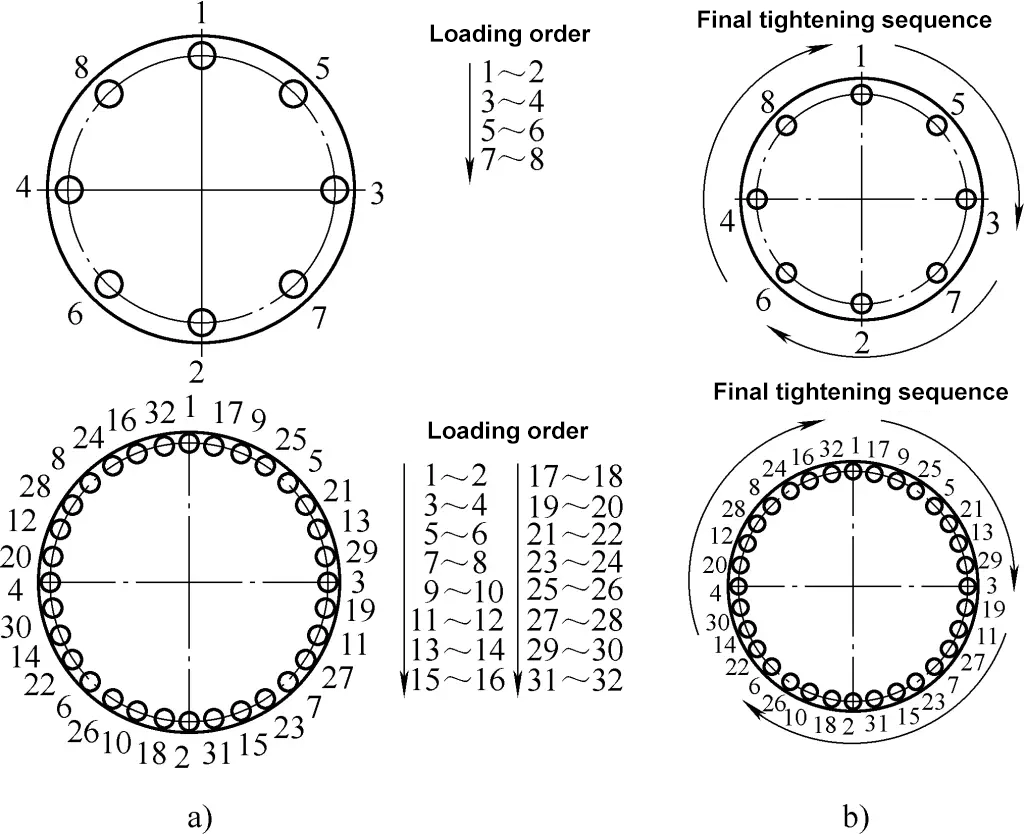
a) Sequenza di serraggio diagonale durante il serraggio del carico
b) Sequenza di serraggio durante il serraggio finale
Il pre-serraggio consiste principalmente nel posizionare e fissare correttamente l'anello di tenuta e la piastra cieca della flangia sulla flangia di collegamento attraverso i bulloni. La connessione tra i bulloni viene solo serrata, ma non completamente. Il pre-serraggio è particolarmente importante per il posizionamento di piastre cieche verticali e inclinate, in quanto influisce significativamente sulla qualità della tenuta. Per le flange convesse-concave, assicurarsi che la guarnizione di tenuta sia accuratamente inserita prima di procedere al successivo serraggio del carico.
Dopo l'ispezione, verificare che la guarnizione di tenuta sia stata posizionata correttamente e che ogni bullone sia uniformemente in uno stato di giusta sollecitazione prima di procedere al serraggio del carico. La sequenza di serraggio dei bulloni deve essere diagonale, come mostrato nella Figura 48a.
Il numero di serraggi è legato al diametro del bullone e al profilo della filettatura. Il numero di serraggi aumenta con il diametro del bullone e le filettature con profili trapezoidali o a dente di sega richiedono più serraggi.
Durante il processo di serraggio finale, la sequenza di serraggio viene eseguita in sequenza dal primo punto, come mostrato nella Figura 48b. Si tratta di una sequenza nettamente diversa da quella del serraggio sotto carico. Il numero di serraggi finali segue lo stesso schema dei serraggi di carico.
2) Sequenza di serraggio dei bulloni ad alta resistenza a piastra e a scatola di nodo
Il serraggio dei bulloni ad alta resistenza nei nodi a piastra e a scatola avviene con un'espansione verso l'esterno o simmetricamente dal centro del giunto a piastra del nodo, come mostrato nella Figura 47b, c.
3) Sequenza di serraggio dei bulloni ad alta resistenza
Le sequenze di serraggio iniziale e finale procedono generalmente dal centro del gruppo di bulloni verso le estremità o verso l'esterno. Gli elementi di controllo sulle tubazioni, come le trappole per il vapore, i giunti di espansione, le valvole a globo, le valvole di riduzione della pressione, le valvole di sicurezza, le valvole a farfalla, le valvole di ritegno e le flange cieche coniche, devono garantire che la direzione di installazione sia coerente con la direzione del flusso del fluido.
Il giunto di dilatazione è un metodo che consiste nell'applicare una pressione alla parete interna del materiale del tubo, provocando una deformazione plastica del tubo e una deformazione elastica della lamiera del tubo, espandendo così l'estremità per ottenere un collegamento stretto tra il materiale del tubo e il foro della lamiera del tubo. Questo metodo è ampiamente utilizzato nella produzione di caldaie e scambiatori di calore.
Nella Tabella 17 sono riportate alcune forme comuni di giunti di dilatazione e i relativi intervalli applicabili.
Tabella 17 Diverse forme comuni di giunti di dilatazione e intervalli applicabili
Giunto di espansione | Giunto di dilatazione a foro liscio | Giunto di dilatazione flangiato | Giunto di dilatazione svasato | Giunto di dilatazione scanalato | Giunto di espansione ad anello con saldatura frontale | |
Giunto di dilatazione a foro liscio | Giunto di dilatazione scanalato | |||||
Diagramma | 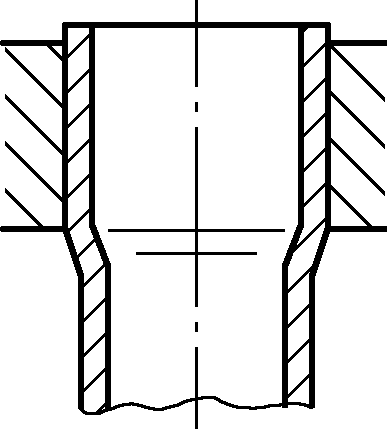 | 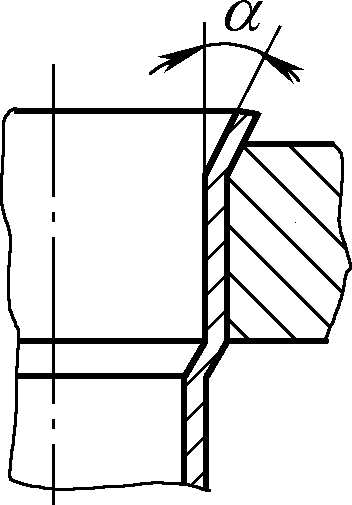 | 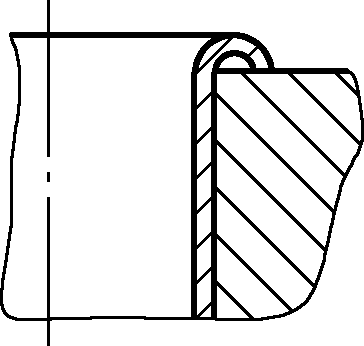 | 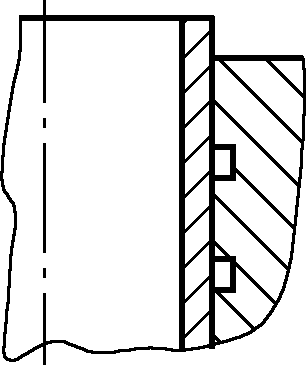 | 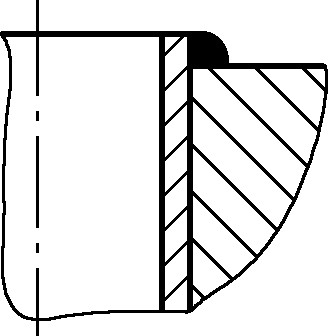 | 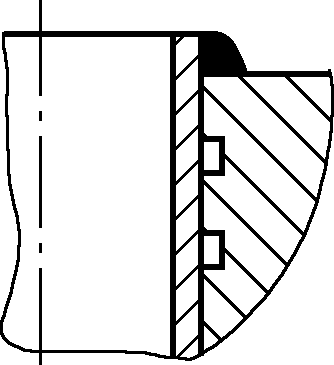 |
Descrizione | Lunghezza del giunto di dilatazione ≤ 20 mm Condizioni di lavoro: pressione di lavoro inferiore a 0,6MPa; temperatura di lavoro inferiore a 300℃ | α=12°~15° Condizioni di lavoro: pressione di esercizio maggiore o uguale a 0,1MPa ma inferiore a 1,6MPa (caldaia a bassa pressione) | Condizioni di lavoro: le stesse del giunto di dilatazione flangiato | Lunghezza del giunto di dilatazione ≤ 20 mm Condizioni di lavoro: pressione di lavoro inferiore a 3,9MPa; temperatura di lavoro inferiore a 300℃ | Condizioni di lavoro: pressione di lavoro inferiore a 7MPa Temperatura inferiore a 350℃ | Condizioni di lavoro: alta temperatura e alta pressione |
Nella lavorazione della lamiera, il metodo di espansione dei tubi comunemente utilizzato è l'espansione meccanica dei tubi. Tra gli strumenti utilizzati vi sono le espansioni a spirale (adatte per i tubi di rame o come strumenti ausiliari), le espansioni in avanti (adatte per tubi di diametro ϕ10~ϕ180 mm, vedi Figura 49) e le espansioni all'indietro (adatte per tubi di piccolo spessore).
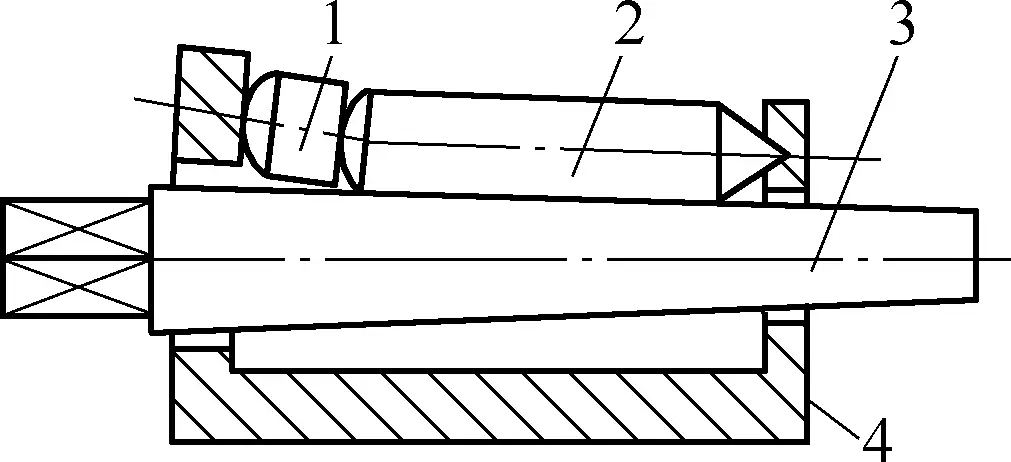
1-Rullo oscillante
2-Tre rulli di espansione (espansori)
3-Asta di espansione
4-Guscio di espansione
In generale, la lavorazione di espansione del tubo segue il seguente processo: ricottura del tubo (temperatura di ricottura: tubo in acciaio al carbonio 600~650℃, tubo in acciaio legato 650~700℃) → controllo e pulizia accurata del foro del tubo e della piastra → posizionamento iniziale dell'espansione → riespansione → flangiatura → cordone di saldatura terminale del tubo → controllo della tenuta dell'espansione.
A causa dei numerosi fattori che influenzano la qualità dell'espansione dei tubi, nel funzionamento effettivo, la qualità della lavorazione di ciascun processo di espansione dei tubi deve essere rigorosamente controllata, soprattutto per quanto riguarda i seguenti aspetti.
La tenuta all'espansione influisce direttamente sulla qualità della lavorazione di espansione del tubo, pertanto la tenuta all'espansione deve essere controllata entro un certo intervallo. Un'espansione insufficiente e un'espansione eccessiva compromettono la resistenza e la tenuta del giunto. Nel funzionamento effettivo, il diametro del foro di espansione e il diametro esterno del materiale del tubo devono essere rigorosamente controllati.
La tenuta dell'espansione è determinata principalmente dalla sensazione di forza del braccio, dal suono dell'espansore e dal grado di deformazione del materiale del tubo. Inoltre, per valutare se la tenuta all'espansione soddisfa i requisiti, si può utilizzare anche il fenomeno di distacco delle crepe dello strato di ossido intorno al foro della piastra.
Una distanza ragionevole tra il foro della piastra e il materiale del tubo è un fattore importante per garantire il tasso di espansione e la qualità. Uno spazio troppo grande ridurrà il grado di espansione, compromettendo la resistenza del collegamento; uno spazio troppo piccolo renderà difficile l'inserimento del tubo durante l'assemblaggio.
La scelta di uno spazio ragionevole è un compito essenziale prima dell'assemblaggio dell'espansione del materiale del tubo, che può essere effettuato attraverso una misurazione effettiva basata su condizioni dimensionali specifiche. La tabella 18 mostra la distanza massima tra il foro della piastra tubiera e il tubo di scambio termico.
Tabella 18 Distanza massima tra il foro della piastra tubiera e il tubo di scambio termico
| Pressione di esercizio/MPa | Diametro massimo del tubo di scambio termico/mm | |||||||
| 32 | 38 | 51 | 60 | 76 | 83 | 102 | 108 | |
| Distanza massima tra il foro della piastra tubiera e il tubo di scambio termico/mm | ||||||||
| ≤3.0 | 1.2 | 1.4 | 1.5 | 1.5 | 2.0 | 2.2 | 2.6 | 3.0 |
| >3.0 | 1.0 | 1.0 | 1.2 | 1.2 | 1.5 | 1.8 | 2.0 | 2.0 |
Il trattamento delle estremità dei tubi comprende il trattamento termico di ammorbidimento e la rimozione della ruggine. Lo scopo del trattamento termico di ammorbidimento delle estremità dei tubi è quello di ottenere un buon effetto di espansione mediante ricottura sotto sforzo delle estremità dei tubi di scambio termico per ottenere l'ammorbidimento. Il metodo di ricottura di distensione consiste nel riscaldare le estremità dei tubi al di sopra della temperatura di ricristallizzazione e nel raffreddare lentamente.
Il contenuto di zolfo del combustibile per la ricottura deve essere rigorosamente controllato per evitare infiltrazioni di zolfo durante il riscaldamento. Lo strato di ossido sulla superficie delle estremità dei tubi trattati termicamente deve essere rimosso per garantire la qualità dell'espansione.
La temperatura di ricottura per i tubi in acciaio al carbonio è di 600~650℃, per i tubi in acciaio legato è di 650~700℃. La lunghezza di ricottura deve essere pari allo spessore della piastra del tubo t più 100 mm, con un tempo di mantenimento di 10~15 minuti e un raffreddamento lento in calce o cenere di forno.
Il riscaldamento dell'estremità del tubo può utilizzare il coke e altre fonti di calore, oppure il riscaldamento a bagno di piombo. Il riscaldamento a bagno di piombo ha le caratteristiche di un riscaldamento uniforme, di prevenzione delle infiltrazioni di zolfo e di un controllo comodo e rigoroso della temperatura. Per evitare l'ossidazione del piombo e i danni dei vapori di piombo, è possibile ricoprire la superficie del liquido di piombo con uno strato protettivo di 10 mm di spessore di cenere di forno.
La lubrificazione dell'espansore durante l'espansione del tubo favorisce la lavorazione e protegge l'espansore. Tuttavia, è necessario prestare attenzione a non far penetrare l'olio lubrificante nell'area di espansione tra la piastra del tubo e l'estremità del tubo, per evitare di ridurre le prestazioni di tenuta dell'espansione e per prevenire la formazione di pori durante l'espansione. Se l'area di espansione è accidentalmente contaminata da olio lubrificante, può essere pulita con acetone.
La scelta di una sequenza ragionevole di espansione dei tubi è utile per migliorare la qualità dell'espansione. Il principio generale della sequenza di espansione è: prima l'espansione intermittente per fissare la distanza della piastra del tubo, poi l'espansione continua di tutti i materiali del tubo.
Nel caso di scatole tubiere combinate con piastre tubiere, una sequenza di espansione non corretta può causare una deformazione significativa della piastra tubiera (piegandosi o assumendo la forma di un piatto) e persino il cedimento della superficie di tenuta della piastra tubiera.
Il motivo della deformazione è che alcuni materiali del tubo nell'espansione iniziale hanno fissato la distanza della piastra tubiera. Se altri materiali per tubi vengono espansi in sequenza, l'allungamento assiale dei materiali per tubi sarà ostacolato dalla piastra tubiera, facendo sì che ciascun materiale per tubi spinga la piastra tubiera e la deformi. La corretta sequenza di espansione dei tubi per scatole di tubi combinate con piastre di tubi è mostrata nella Figura 50.
I punti principali dell'operazione sono: in primo luogo, espandere i materiali tubolari contrassegnati da 1 a 6 nel primo cerchio in sequenza, assicurando la distanza tra le due piastre tubolari e che la piastra tubolare e i materiali tubolari siano perpendicolari l'uno all'altro; in secondo luogo, per aumentare la rigidità della piastra tubolare, è possibile espandere alcuni materiali tubolari nel secondo e nel terzo cerchio che sono distanziati dai materiali tubolari precedentemente espansi, ma occorre prestare attenzione a espanderli in modo simmetrico come i materiali tubolari da 1 a 6.
Infine, per garantire una sollecitazione uniforme su ogni giunto, espandere prima le file dispari (come la 1ª, la 3ª e la 5ª fila mostrate nella Figura 50) di materiali per tubi e poi espandere le file pari.