Confronto tra freni a pressa idraulici e meccanici
Quando si parla di precisione ed efficienza nella lavorazione dei metalli, il dibattito tra presse piegatrici idrauliche e meccaniche è...

A prima vista, gli stampi di piegatura sembrano forme geometriche relativamente regolari, molto più semplici degli stampi di tranciatura. Tuttavia, esaminando le brochure dei produttori di stampi per piegatura, spesso si trovano decine o addirittura centinaia di pagine di dettagli tecnici. Gli schemi strutturali sembrano incredibilmente complessi. Perché?

CNC comune pressa piegatrice Gli utensili possono essere classificati in matrici superiori (punzoni superiori) e matrici inferiori (matrici inferiori), piastre intermedie (dette anche pinze rapide, che fissano il punzone superiore allo slittone della pressa piegatrice), guide (dette anche portastampi, collegate alle matrici inferiori) e blocchi distanziatori (detti anche sedi delle matrici inferiori, collegate alla tavola di lavoro di compensazione meccanica e installate sul supporto della pressa piegatrice).
I martinetti delle presse piegatrici mainstream si muovono verso l'alto, il che significa che il punzone superiore è lo stampo attivo, che esercita una pressione sulla lamiera fino alla cavità dello stampo inferiore; lo stampo inferiore rimane fermo, sostenendo la lamiera come stampo passivo.
Lettura correlata: Calcolo del tonnellaggio della pressa piegatrice
Utensili per presse piegatrici è generalmente suddivisa in matrici standard e speciali.
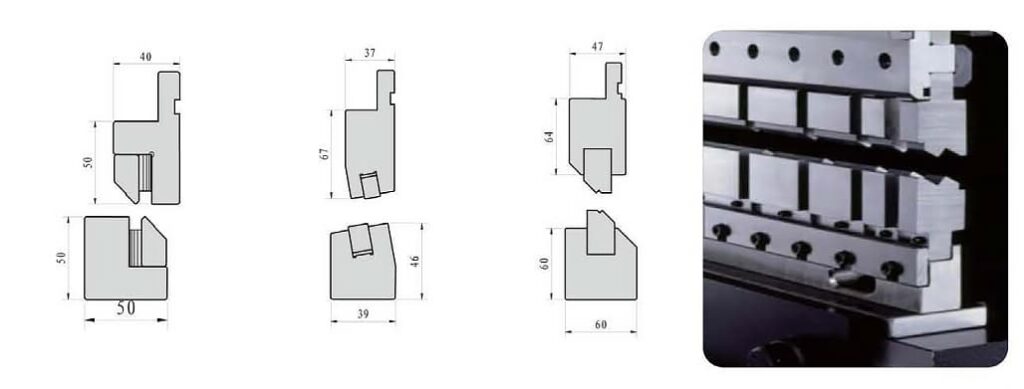
In termini di forma, gli stampi superiori possono essere classificati come punzone standard, punzone a raggio, punzone a collo d'oca (il più comune) e stampi di formatura.

Le tipiche matrici superiori hanno angoli di 30 gradi, 60 gradi e 78-88 gradi, mentre le scanalature delle matrici inferiori sono approssimativamente a 30 gradi, 60 gradi e 80-90 gradi; i punzoni a raggio sono progettati in base al raggio e alla lunghezza dell'arco del pezzo; i punzoni a collo d'oca sono utilizzati principalmente per pezzi a forma di U o per evitare interferenze in curve multiple.
Le matrici inferiori standard possono essere suddivise in base al numero di scanalature in: matrici a V singola, matrici a V doppia e matrici a V multipla.
Gli stampi a V singola e a V doppia hanno una o due scanalature sulla superficie e sono comunemente utilizzati per la piegatura di precisione su presse piegatrici CNC di medie e piccole dimensioni.
Uno standard comune è la matrice a doppia V concentrica, in cui la distanza tra l'asse delle due aperture a V e l'asse della fessura della guida sottostante è uguale.
Il vantaggio di questo design è che, ad esempio, quando si passa da una scanalatura V8 a una scanalatura V12 sullo stesso piano, si può semplicemente estrarre la matrice lungo la guida, girarla e reinserirla nella guida per passare alla scanalatura V12.
Lo stampo si allinea automaticamente e la commutazione può essere completata in pochi secondi, il che è comodo anche per evitare interferenze durante la piegatura.
Gli stampi inferiori multi-V possono essere stampi multi-V a doppia faccia o i più comuni stampi multi-V a quattro facce, con più scanalature di dimensioni o forme diverse su ciascuna delle quattro superfici, adatti a un uso polivalente e adattabili alla piegatura di vari spessori di lamiera.

Quando si cambia scanalatura, è necessario ruotare le viti per far ruotare lo stampo e ricentrarlo, generalmente utilizzato per le presse piegatrici di grandi dimensioni e per le piegatrici convenzionali.
Inoltre, esistono matrici inferiori ad apertura regolabile, in cui la dimensione della scanalatura può essere regolata in base alle esigenze del cliente. Questi stampi sono dotati di vari metodi di regolazione e strutture di bloccaggio, tra cui stampi inferiori regolabili semiautomatici con aperture a cremagliera, stampi inferiori regolabili automatici con aperture a cuneo, stampi inferiori regolabili inseribili e stampi inferiori regolabili con spessori, tutti regolabili in base alle esigenze del cliente.
Gli stampi speciali sono utilizzati principalmente per la formatura di pezzi con forme speciali, come l'espansione di tubi, la preformatura di tubi in acciaio e altre applicazioni uniche, simili agli stampi di tranciatura. Nell'ambito degli stampi per piegatura, la struttura degli stampi speciali è la più complessa, generalmente disponibile in forme monolitiche e modulari.
Gli stampi monolitici sono più costosi da produrre e vengono solitamente utilizzati per stampi di piccole e medie dimensioni. Gli stampi modulari, invece, sono spesso utilizzati per stampi di grandi dimensioni e strutturalmente complessi, in quanto hanno costi di produzione segmentati relativamente più bassi e un migliore controllo della precisione.
Dal punto di vista funzionale, gli stampi per presse piegatrici possono essere classificati in stampi monouso e stampi multiuso. Gli stampi monouso possono produrre solo pezzi di una forma specifica, mentre gli stampi multiuso possono lavorare forme diverse.
Ad esempio, uno stampo multiuso può prima piegare un angolo acuto e poi flangiare per formare i bordi di una scatola. Alcuni stampi possono essere smontati e riassemblati, noti come stampi composti, tra cui gli stampi offset (utilizzati per la formazione di pezzi a Z) e gli stampi a doppia flangia. Questi stampi multiuso aumentano la flessibilità della produzione e sono adatti alla lavorazione di varie forme di pezzi.
Dal punto di vista economico e della fattibilità tecnica, gli stampi di piegatura sono flessibili e convenienti. Sono adatti alla piegatura di piccoli lotti di pezzi variegati e alla produzione su larga scala di singoli prodotti in lamiera.
Utilizzate principalmente per la piegatura di angoli retti, angoli acuti e angoli arrotondati nelle strutture in lamiera, le matrici di piegatura sono versatili, con più matrici corte combinabili per formare una matrice lunga.
Rispetto agli stampi di tranciatura, hanno costi di progettazione e produzione relativamente più bassi e cicli di produzione più brevi.
Durante il processo di piegatura, a causa della gestione di spessori di lamiera variabili, bordi diversi, dimensioni degli angoli e aperture delle scanalature a V, gli stampi di piegatura devono essere cambiati frequentemente. Ciò richiede un cambio rapido degli stampi e una rapida calibrazione dei punti centrali degli stampi.
A differenza dello stampaggio, gli stampi di piegatura richiedono un posizionamento preciso della lamiera rispetto allo stampo prima della chiusura, ottenuto mediante un meccanismo di registro posteriore. Inoltre, durante la piegatura, la distribuzione della forza non è uniforme tra le estremità e il centro dello slittone, il che può provocare un ritorno elastico; da qui la necessità di un piano di lavoro di compensazione per regolare la deflessione della piegatura.
Ciò rende gli stampi di piegatura più complessi rispetto agli stampi di tranciatura standard. Questa complessità è il motivo per cui alcuni manuali tecnici sugli stampi di piegatura sono così ampi, in quanto devono tenere conto di un'ampia gamma di modelli principali e di stampi specifici del produttore.
Gli stampi di piegatura, uno dei componenti più importanti a contatto con la lamiera, sono sottoposti a continue pressioni e attriti. La pressione e la temperatura localizzate possono essere estremamente elevate, con conseguente usura della superficie dello stampo.
I criteri di valutazione degli stampi di piegatura sono molteplici, tra cui il costo, la complessità del progetto, la precisione della planarità e della concentricità dello stampo superiore e inferiore, nonché la rugosità della superficie della cavità dello stampo.
Altri fattori comprendono la durata, la resistenza all'usura, la resistenza alla corrosione, la sicurezza, la difficoltà di produzione, l'intercambiabilità tra diverse marche di piegatrici e la manutenibilità. La selezione è personalizzata per soddisfare i diversi requisiti dei prodotti dei clienti.
Ad esempio, gli stampi per la piegatura di precisione devono avere un'elevata planarità (0,02 mm al metro) e una precisione di allineamento centrale (±0,01 mm). Ottenere un allineamento perfetto e una piega senza pieghe quando si piega un foglio di carta è già abbastanza impegnativo nella vita di tutti i giorni.
È possibile piegarlo nella forma desiderata in base al progetto? Come si evita di piegare in modo errato forme complesse? L'angolo rimarrà fedele dopo la piegatura, senza tornare indietro? Data l'inevitabile usura degli stampi di piegatura, è possibile garantire la coerenza dalla prima alla millesima piegatura? La complessità della produzione di stampi di precisione è evidente.
Sebbene la forma degli stampi per piegatura possa sembrare semplicistica, il processo di produzione è intricato e prevede fasi come la tranciatura, la forgiatura, il rinvenimento, la lavorazione di precisione, l'ispezione, la tempra, la ricottura, il condizionamento, la rettifica grossolana, la rettifica fine, l'ulteriore ispezione e infine l'imballaggio per la consegna. Quasi tutte le fasi richiedono attrezzature e tecniche eccellenti per garantire la qualità finale.
Per la produzione di utensili per presse piegatrici si utilizzano diversi materiali, tra cui acciaio, carburi cementati, carburi cementati legati all'acciaio, leghe a base di zinco, leghe a basso punto di fusione, polimeri e altri ancora. Il materiale preferito è prevalentemente l'acciaio, il cui tipo specifico viene scelto in base ai requisiti dell'applicazione e alle considerazioni sui costi.
I materiali per gli utensili delle presse piegatrici devono essere caratterizzati da elevata resistenza, tenacità e resistenza all'usura. Per gli utensili standard, vengono comunemente utilizzati materiali come l'acciaio 45#, l'acciaio al carbonio T8, T10 o T10A.
Sebbene questi materiali possano subire una deformazione significativa dopo la tempra e abbiano una capacità di carico leggermente inferiore, offrono un ottimo rapporto qualità-prezzo.
Per utensili di alta precisione con requisiti più severi, il 42CrMo viene spesso scelto per la sua resistenza e tenacità superiori.
Per applicazioni ancora più impegnative, viene selezionato l'acciaio per utensili Cr12MoV ad alto tenore di carbonio e cromo, ideale per l'uso ad alta frequenza, la piegatura di grandi sezioni trasversali e i pezzi complessi.

Ogni set di utensili di piegatura ha un limite di pressione massima, tipicamente indicato come pressione massima per metro, ad esempio 300 tonnellate/metro, che indica la soglia di pressione che non deve essere superata.
Le lunghezze standard e segmentate dello stampo superiore per presse piegatrici progettato da Alliance Tooling sono compatibili con le dimensioni delle principali presse piegatrici presenti sul mercato. Le specifiche sono le seguenti:
(1) Lunghezze standard per la matrice superiore: 835 mm, 515 mm, 595 mm, 415 mm.
Lunghezze segmentate per la matrice superiore:
(2) Lunghezze standard per la matrice inferiore: 835 mm, 515 mm, 595 mm, 415 mm.
Lunghezze segmentate per la matrice inferiore:
Sebbene l'attrezzatura sia venduta come set completo, può essere suddivisa in più segmenti per soddisfare le esigenze dei clienti.

Il processo di piegatura personalizzata degli stampi prevede in genere la raccolta delle seguenti informazioni:
Un disegno completo della parte di curvatura e un disegno locale dettagliato della sezione di curvatura, che includa il raggio di curvaturaIl materiale e lo spessore della lamiera da piegare; i requisiti di qualità per l'aspetto del prodotto piegato, come ad esempio la presenza di tacche e graffi; il tipo e il modello dell'attrezzatura meccanica utilizzata durante il processo di piegatura, compresa la pressione massima di lavorazione, la lunghezza del piano di lavoro, i metodi di serraggio per gli stampi superiori e inferiori e l'altezza di chiusura degli stampi; nonché qualsiasi altro requisito speciale.
Il nostro team tecnico si dedica a fornire ai clienti servizi di consulenza, offrendo soluzioni, informazioni e supporto tecnico per affrontare problemi tecnici complessi. Solo comprendendo a fondo le esigenze dei clienti possiamo fornire soluzioni personalizzate per gli stampi di piegatura.
Per risolvere il problema dell'attrito radente tra il pezzo e la fessura dello stampo durante il processo di piegatura con gli stampi tradizionali, che porta ad abrasioni sul lato esterno, le aziende produttrici di stampi hanno perseguito attivamente lo sviluppo di strutture di stampo prive di segni.
Questo design innovativo mira a ridurre o eliminare i segni che si creano sui pezzi durante il processo di piegatura, soprattutto sulle superfici esterne. Grazie all'impiego di diverse strutture di stampi privi di segni, la qualità della superficie dei pezzi durante la piegatura è stata migliorata, migliorando l'aspetto generale e la consistenza dei prodotti.
Il primo tipo è la matrice inferiore priva di marcatura a rullo.

Sostituendo gli angoli raggiati della fessura dello stampo di piegatura con una struttura a rulli, il rullo ruota quando viene spinto dal pezzo durante la piegatura. In questo modo si ottiene un attrito di rotolamento sul lato esterno del pezzo, riducendo efficacemente i segni di abrasione.
Inoltre, i rulli realizzati con materiali ad alta durezza aumentano significativamente la durata dello stampo, rendendolo il tipo di stampo senza marcatura più comunemente utilizzato. Questo design innovativo non solo migliora la qualità superficiale dei prodotti, ma aumenta anche la durata dello stampo, migliorando significativamente l'efficienza del processo di piegatura e la qualità dei prodotti finiti.
Il secondo tipo è la matrice inferiore priva di contrassegni in stile piastra rotante.

La sua struttura è caratterizzata da piastre rotanti simmetriche a sinistra e a destra, anziché da una scanalatura a V integrale fissa. Durante il processo di piegatura, il pezzo e le piastre rotanti non scorrono l'una rispetto all'altra, eliminando così completamente segni e abrasioni che potrebbero verificarsi.
Lo stampo inferiore rotante senza marcatura ha diversi vantaggi: struttura modulare, produzione di precisione, elevata precisione dello stampo; evita la formazione di marcature di piegatura tradizionali; evita di danneggiare lo stampo durante la piegatura di piastre tagliate al laser; consente di ottenere una piegatura dei bordi ultra-breve; evita la deformazione durante la piegatura in prossimità di fori o scanalature.
Adatto per la piegatura di piastre in acciaio inox, alluminio e altre piastre esteticamente decorative che richiedono un'elevata qualità superficiale, lo stampo inferiore rotante in stile piastra ottimizza notevolmente la qualità della superficie dei prodotti piegati.
Il terzo tipo è la matrice inferiore senza marcatura in poliuretano.
Questo progetto prevede l'utilizzo di una struttura in poliuretano per lo stampo inferiore della piegatrice. Può eliminare completamente i segni sul lato esterno del pezzo, anche se presenta alcune difficoltà nel controllo dell'angolo di piegatura. Pertanto, questa struttura è adatta soprattutto per scenari di piegatura in cui la precisione delle dimensioni di piegatura non è critica.
Nonostante le difficoltà nel controllare l'angolo di piegatura, questo design privo di segni fornisce un supporto più morbido per pezzi specifici, evitando di fatto la creazione di segni sul lato esterno e offrendo un'altra soluzione per esigenze di piegatura specifiche.