
Come calcolare il peso della lamiera: Formule essenziali
Vi siete mai chiesti come calcolare rapidamente il peso della lamiera? Questo articolo svela una semplice formula che...
Vi siete mai chiesti come vengono realizzati i pezzi di precisione? Tutto inizia con la tracciatura, un primo passo fondamentale nella lavorazione. Questo articolo esplora l'arte della tracciatura, dalla selezione dei punti di riferimento all'allineamento dei pezzi. Imparerete le tecniche chiave utilizzate dai macchinisti esperti per garantire la precisione. Che siate hobbisti o professionisti, la comprensione della tracciatura porterà le vostre abilità nella lavorazione dei metalli a un livello superiore.

Tracciare linee sulla superficie di un pezzo grezzo o lavorato per delimitarne i confini e lavorarlo secondo il disegno si chiama tracciare.
Dopo aver tracciato il pezzo, sono disponibili chiari indicatori per la lavorazione. Il sistema mostra chiaramente il margine di lavorazione sulla superficie del pezzo e aiuta a localizzare i fori o le superfici attraverso le linee tracciate. Grazie alla tracciatura, è possibile verificare in anticipo se le dimensioni di ogni parte del pezzo grezzo soddisfano i requisiti. Per alcuni pezzi grezzi con tolleranze ridotte, la tracciatura può anche aiutare a trovare il modo di recuperarli, evitando sprechi.
La marcatura può anche identificare in anticipo i problemi dello spezzone, evitando sprechi di manodopera e di risorse. In base alla loro funzione nella lavorazione, le linee tracciate possono essere suddivise in tre tipi: linee di lavorazione, linee di verifica e linee di allineamento. Le linee tracciate sulla superficie dei pezzi come limiti di lavorazione in base ai requisiti del disegno sono chiamate linee di lavorazione.
Le linee utilizzate per verificare la presenza di vari errori dopo la lavorazione dei pezzi, o anche per analizzare le ragioni dei difetti, sono chiamate linee di verifica. In genere, la distanza tra le linee di verifica e le linee di lavorazione è di 5-10 mm a seconda delle dimensioni e della forma del pezzo, ma le linee di verifica possono essere omesse quando potrebbero essere confuse con altre linee. Le linee tracciate all'esterno delle linee di lavorazione sono chiamate linee di allineamento, utilizzate per allineare il pezzo prima della lavorazione.
La distanza tra le linee di allineamento e le linee di lavorazione è generalmente compresa tra 3 e 10 mm, a seconda delle dimensioni del pezzo, ma in casi particolari può superare i 10 mm. In situazioni generali, le linee di lavorazione possono essere utilizzate anche come linee di allineamento. Le varie linee tracciate devono essere chiare e precise. Per evitare che le linee importanti si cancellino o si offuschino dopo molteplici trasferimenti e lavorazioni, è necessario realizzare dei segni di punzonatura sulle linee.
La marcatura può essere suddivisa in marcatura planare e tridimensionale. La marcatura planare viene eseguita su una superficie del pezzo, cioè su un piano; la marcatura tridimensionale viene eseguita su diversi piani del pezzo, cioè su tre dimensioni.
Gli strumenti per la marcatura includono: scriber, calibri per la marcatura, calibri per la superficie, martelli, punzoni da centro, ecc. Quando si utilizzano gli strumenti di marcatura, tenere presente che: le punte degli aghi utilizzati per la marcatura sono tutte temprate o rivestite di lega dura e non devono essere urtate o colpite; il misuratore di altezza è uno strumento di marcatura più preciso e deve essere utilizzato solo per la misurazione, non per la marcatura diretta sulla superficie del pezzo grezzo.
I punzoni da centro sono realizzati in acciaio per utensili e temprati, con angoli di punta generalmente rettificati a 45°-60°. Dopo la marcatura, i punzoni da centro sono solitamente utilizzati per fare piccoli segni di punzonatura uniformi sulle linee per facilitare l'osservazione. Quando si eseguono fori o si disegnano archi, i punzoni da centro vengono utilizzati anche per marcare il centro, facilitando l'allineamento della punta del trapano o del compasso con il centro.
Gli strumenti di serraggio e di supporto includono blocchi a V, morsetti a C, martinetti e vari spessori, utilizzati per bloccare e sostenere il pezzo.
L'origine utilizzata per determinare la posizione di punti, linee e superfici sul disegno del pezzo è chiamata origine di progetto. L'origine di marcatura si riferisce a determinati punti, linee e superfici del pezzo utilizzati per determinare le dimensioni, le forme geometriche e le posizioni relative di vari elementi sul pezzo durante la marcatura. Le altre linee dimensionali vengono misurate a partire da questi punti, linee e superfici.
La scelta corretta dell'origine della marcatura è essenziale per una buona marcatura delle linee. Un'origine di marcatura ragionevole può rendere la marcatura comoda e precisa, mentre un'origine scelta male può portare a una marcatura non riuscita. Pertanto, è necessario analizzare attentamente il disegno e la tecnologia di lavorazione per selezionare l'origine appropriata per il pezzo prima della marcatura.
I principi generali per la selezione di un'origine sono i seguenti: in primo luogo, cercare di rendere l'origine della marcatura coerente con l'origine del progetto; in secondo luogo, considerare la forma del pezzo grezzo, utilizzando preferibilmente fori nel pezzo o grandi superfici piane come origine della marcatura.
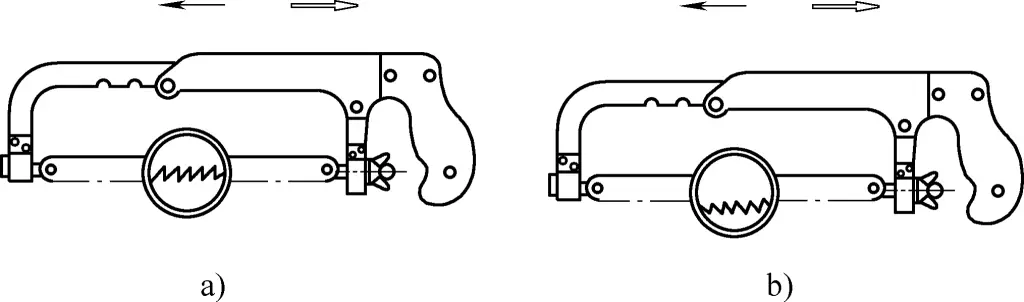
I tre tipi di selezione dei datum comunemente utilizzati sono i seguenti:
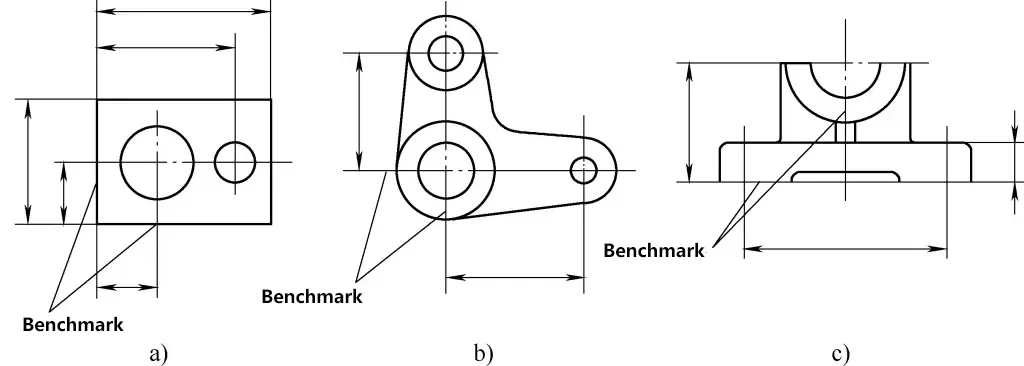
Come illustrato nella Figura 1a, la maggior parte delle quote in ogni direzione viene marcata in base a queste due superfici (l'origine del disegno). In questo caso, queste due superfici possono essere utilizzate come origine della marcatura.
Come illustrato nella Figura 1b, la maggior parte delle dimensioni di questo pezzo sono marcate a partire da queste due linee centrali e le dimensioni in entrambe le direzioni sono simmetriche rispetto alle rispettive linee centrali. Pertanto, queste due linee centrali possono essere utilizzate come riferimento per la marcatura.
Come mostrato nella Figura 1c, le dimensioni verticali di questo pezzo sono determinate in base alla linea di fondo, mentre le dimensioni orizzontali sono simmetriche rispetto alla linea centrale.
Per motivi tecnologici, i pezzi grezzi fusi, forgiati e saldati da lavorare presentano alcuni errori e difetti nelle dimensioni e nella forma. Se gli errori sono grandi, possono causare lo scarto del pezzo. Pertanto, prima di procedere alla marcatura, è necessario eseguire l'allineamento dei pezzi grezzi e l'allineamento deve essere eseguito dopo aver determinato il riferimento di marcatura.
Durante l'allineamento è necessario attenersi ai seguenti principi:
1) Se sul pezzo grezzo sono presenti superfici non lavorate, prima della marcatura allinearle in base alla superficie non lavorata. In questo modo si manterrà uno spessore costante tra la superficie non lavorata e quella da lavorare.
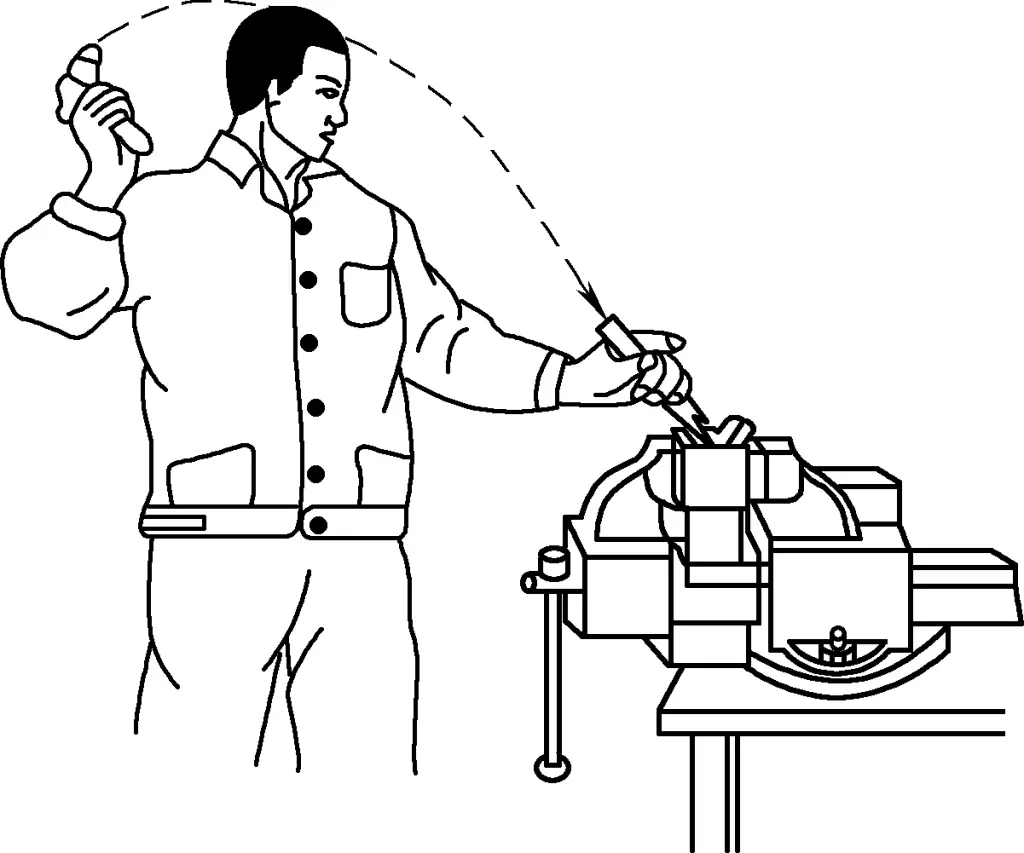
La Figura 2 mostra uno spezzone di alloggiamento per cuscinetti. Il cerchio esterno e la superficie A non devono essere lavorati. Quando si segna la linea di lavorazione per il foro interno, allineare prima in base al cerchio esterno, inserire un riempimento (blocco di piombo o strumento di centraggio regolabile) nel foro, utilizzare un calibro per trovare il centro e segnare la linea di lavorazione per il foro interno in base al centro.
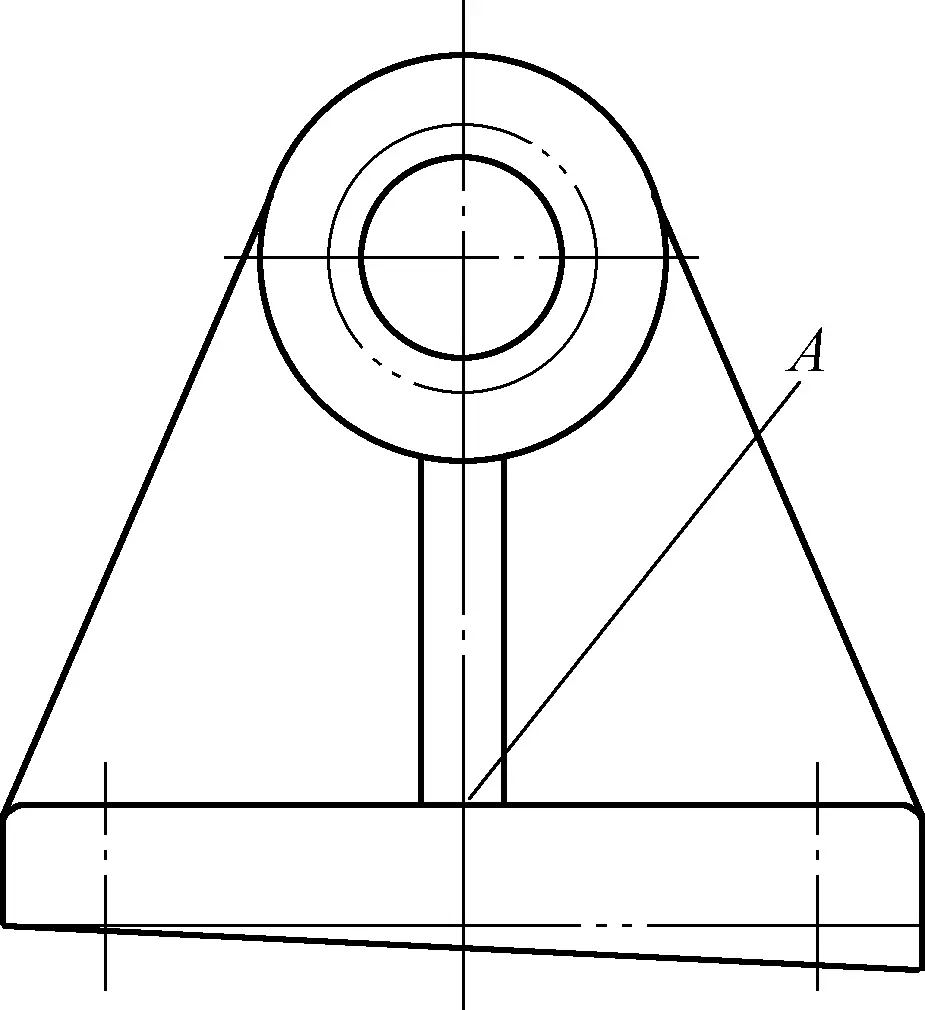
In questo modo, il foro interno e il cerchio esterno possono sostanzialmente raggiungere la concentricità. Allo stesso modo, prima di segnare la linea di lavorazione per la superficie inferiore, allineare prima il piano superiore A (superficie non lavorata) e segnare la linea di lavorazione per la superficie inferiore. In questo modo si garantisce uno spessore relativamente uniforme su tutta la base.
2) Quando tutte le superfici del pezzo grezzo devono essere lavorate, allineare la posizione di ciascuna superficie da lavorare prima della marcatura. In questo modo è possibile distribuire in modo ragionevole e uniforme il margine di lavorazione su ogni superficie da lavorare, evitando di ottenere un margine non uniforme o obliquo.
A causa delle diverse forme strutturali dei pezzi, il lavoro di allineamento deve essere eseguito in base alla situazione effettiva del pezzo. Quando sul pezzo sono presenti due o più superfici non lavorate, scegliere la superficie più grande, più importante o di maggiore qualità estetica come riferimento principale di allineamento, tenendo conto delle altre superfici non lavorate meno importanti. Questo per garantire che le dimensioni tra le superfici principali non lavorate e le superfici da lavorare (come lo spessore della parete dell'alloggiamento, l'altezza delle sporgenze, ecc.) siano il più possibile uniformi e per riflettere errori difficili da compensare su aree secondarie o meno evidenti.
Se sul pezzo sono presenti superfici già lavorate, la superficie lavorata deve essere utilizzata come riferimento per l'allineamento.
Quando gli errori e i difetti di forma, dimensione e posizione del pezzo grezzo non possono essere eliminati dopo l'allineamento, si può prendere in considerazione l'utilizzo del metodo del prestito di materiale per rimediare alla situazione.
Quando il grezzo non conforme presenta una piccola deviazione di tolleranza, attraverso la marcatura e la regolazione di prova, si ridistribuisce il margine di lavorazione di ciascuna superficie da lavorare sul grezzo, riducendo al minimo l'impatto dell'errore originale e trasformandolo in un prodotto qualificato. Questo metodo correttivo è chiamato prestito di materiale.
Quando si prende in prestito il materiale, controllare innanzitutto le dimensioni e gli offset delle varie parti del grezzo per determinare la direzione e le dimensioni del prestito del materiale, e segnare le linee di riferimento. Quindi, marcare per prova le linee rimanenti fino a quando non sono appropriate.
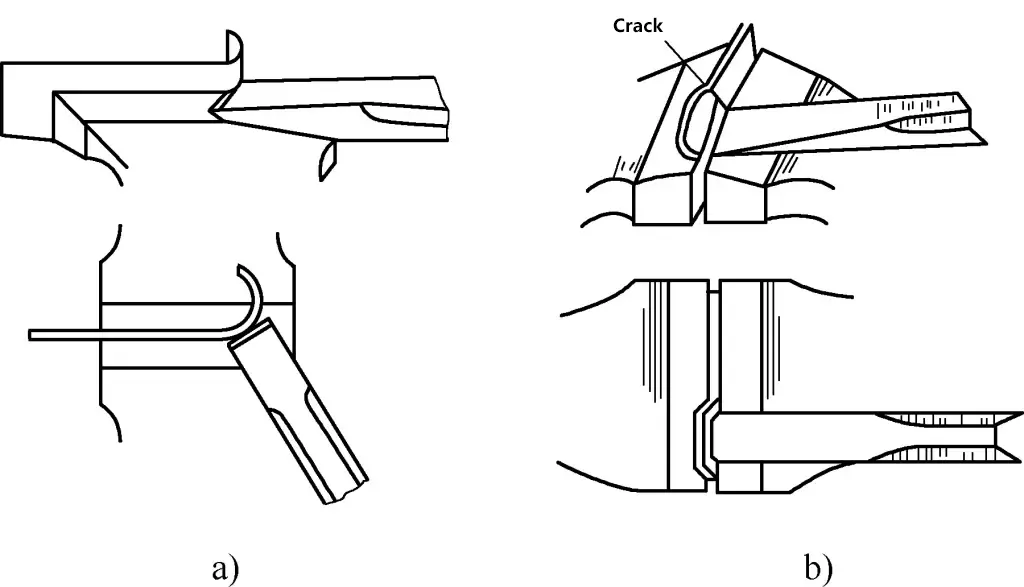
La Figura 3 mostra l'alloggiamento di una scatola di ingranaggi in cui un errore di fusione ha causato lo spostamento del foro A di 6 mm a destra, modificando l'interasse dai 200 mm previsti a 194 mm. Convenzionalmente, se entrambi i fori fossero stati allineati in base ai rispettivi cerchi esterni non lavorati delle sporgenze, il lato destro del foro A non avrebbe avuto alcuna tolleranza di lavorazione, causando uno scarto.
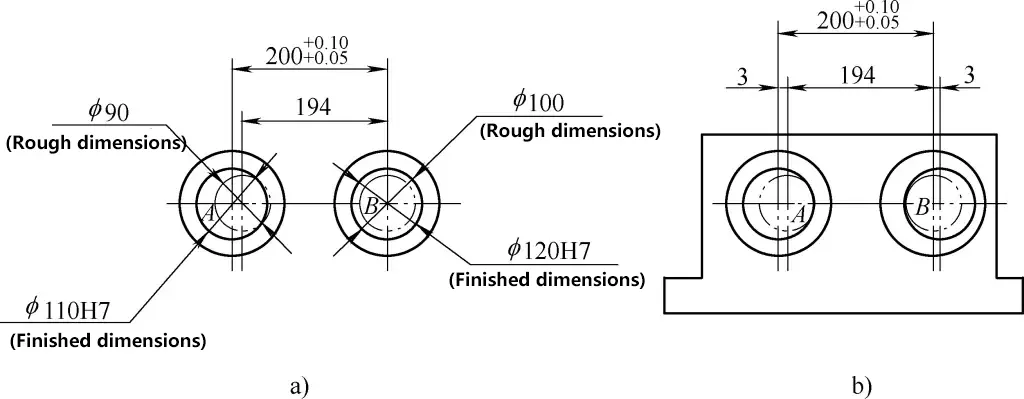
Ora, utilizzando il metodo di prestito del materiale, spostare i fori A e B di 3 mm rispettivamente a sinistra e a destra. Segnare per prova le linee centrali di entrambi i fori e le linee dimensionali della circonferenza interna del foro. In questo modo, entrambi i fori hanno un'adeguata tolleranza di lavorazione. Questo approccio distribuisce uniformemente l'errore di fusione sui cerchi esterni delle sporgenze di entrambi i fori, causando una leggera eccentricità tra le sporgenze del cerchio esterno e i fori interni (vedere Figura 3b). Tuttavia, il grado di eccentricità non è significativo e in genere ha un impatto minimo sulla qualità dell'aspetto, che di solito soddisfa i requisiti del pezzo.
1) Analizzare attentamente il disegno, chiarire la funzione e i requisiti del pezzo e le relative aree di marcatura nella macchina. Alcuni pezzi più complessi richiedono marcature e lavorazioni multiple per essere completati. Pertanto, prima di procedere alla marcatura, è necessario familiarizzare con l'intero processo del pezzo e marcare le linee per questo processo come richiesto. Durante la marcatura, evitare di marcare linee che verranno rimosse durante la lavorazione e di marcare linee non necessarie.
2) Selezionare il riferimento di marcatura.
3) Pulire e ispezionare il pezzo. Rimuovere le scorie, le scorie, la sabbia, l'olio, ecc.
4) Applicare il colore al pezzo. Per gli sbozzi fusi e forgiati, per la colorazione si usa comunemente un impasto di calce bianca (ottenuto mescolando calce bianca, colla d'acqua o gomma di pesca con acqua). Quando la rugosità della superficie del pezzo è elevata e la quantità è molto ridotta, si può utilizzare anche il gesso bianco per colorare il pezzo.
Le superfici lavorate sono spesso colorate con acqua dorata chiara (una miscela di vernice di gommalacca e soluzione alcolica) con aggiunta di colorante (tintura di base). Indipendentemente dal tipo di rivestimento utilizzato, deve essere applicato in modo sottile e uniforme per garantire una marcatura chiara. Se applicato troppo spesso, può staccarsi.
5) Segnare le linee.
6) Controllare attentamente che le linee marcate siano corrette e che non manchino linee.
7) Segni di punzonatura sulle linee. Quando si utilizza un punzone centrale, la punta deve essere allineata con il centro della linea o del foro e la forza del martello deve essere appropriata e uniforme. I segni di punzonatura devono essere al centro delle linee e dei fori, non obliqui. La distanza tra i segni di punzonatura e le loro dimensioni devono essere determinate in base alle dimensioni del pezzo, alla lunghezza delle linee e alle dimensioni dei fori, assicurando che siano chiaramente visibili per la lavorazione.
In generale, i segni di punzonatura sulle linee di lavorazione non devono essere troppo grandi o profondi. La densità dei segni di punzonatura dovrebbe seguire il principio "rado sulle linee rette, denso sulle curve e definito nei punti di intersezione". Per i pezzi grezzi e i centri dei fori, è preferibile utilizzare punzoni più grandi e più profondi, in quanto aiutano a centrare i pezzi durante la foratura. Per lastre o pezzi sottili, non usare troppa forza per evitare deformazioni. Le punzonature sono vietate sui materiali più morbidi e sulle superfici finemente lavorate.
1) Struttura della testa divisoria
La testa divisoria è uno strumento per dividere equamente la circonferenza e viene spesso utilizzata nella marcatura. La Figura 4a mostra la forma esterna di una testa divisoria universale. La testa divisoria universale è costituita principalmente da un guscio, un mandrino, un corpo rotante a forma di tamburo, una piastra divisoria e una forcella divisoria.
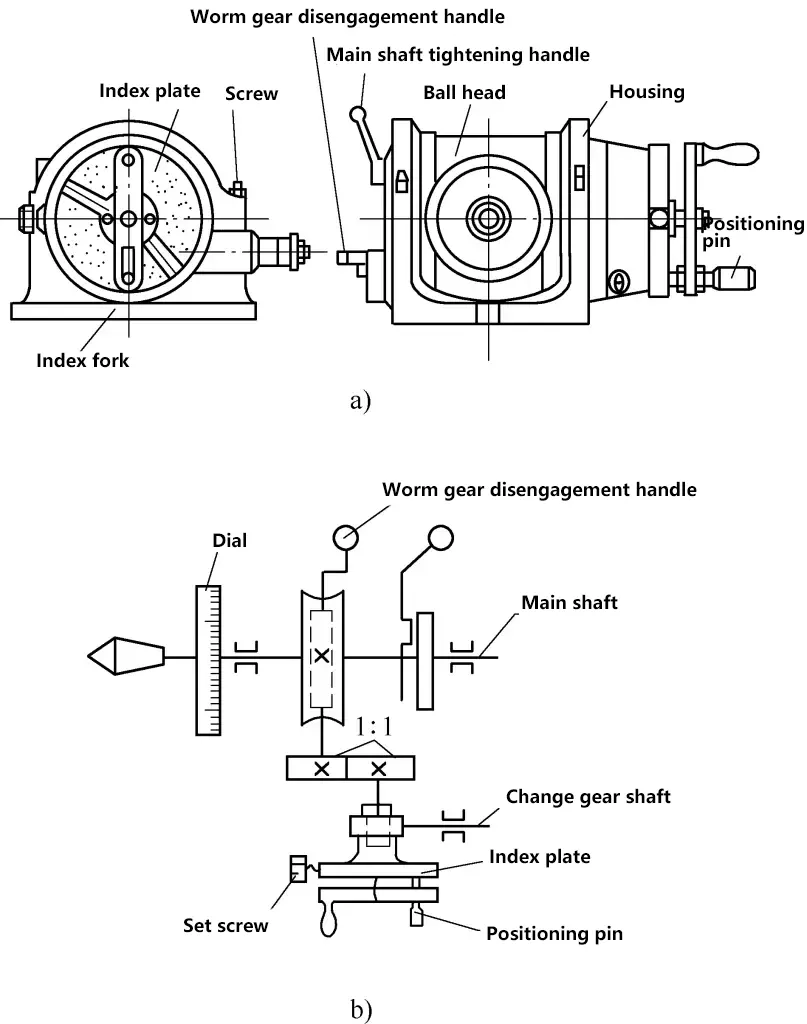
a) Forma esterna
b) Sistema di azionamento
L'estremità anteriore del mandrino presenta un foro conico interno e filettature esterne, che possono essere utilizzate per inserire un centro e montare un mandrino autocentrante. Anche la piastra divisoria è fissata sul mandrino e ruota con esso, con graduazioni da 0° a 360° utilizzate per la divisione.
La testa sferica del mandrino può ruotare all'interno della guida anulare del guscio, consentendogli di inclinarsi di 90° verso l'alto e di 10° verso il basso rispetto alla superficie del piano di lavoro, ruotando con qualsiasi angolo all'interno di questo intervallo. Una volta selezionato l'angolo appropriato, è possibile fissarlo con viti sul guscio per una comoda marcatura.
Il sistema di azionamento della testa divisoria è illustrato nella Figura 4b. Un'estremità della maniglia della testa divisoria è installata nel manicotto al centro della piastra divisoria, mentre l'ingranaggio dell'altra estremità si ingrana con l'ingranaggio sull'albero a vite.
Per la divisione semplice, utilizzare la vite di fissaggio per fissare la piastra divisoria, girare la maniglia e, attraverso la trasmissione a ingranaggi, la vite senza fine aziona la ruota elicoidale per la divisione. L'albero di cambio dietro la piastra divisoria serve per la divisione complessa, dove è possibile installare ingranaggi di cambio per la divisione.
2) Principio di divisione e calcolo
La testa divisoria può essere utilizzata per dividere equamente la circonferenza o per marcare linee angolari. Installare il pezzo in lavorazione sull'estremità anteriore del mandrino della testa divisoria, posizionare la testa divisoria sulla piattaforma di marcatura e utilizzarla insieme a un blocco di marcatura per marcare linee orizzontali, verticali e varie linee angolari.
Impostare il numero di denti della ruota elicoidale sulla testa divisoria a 40, con una vite senza fine a partenza singola. Quando la maniglia compie un giro, la testa divisoria ruota di 1/40 di giro. Se il pezzo montato sul mandrino deve essere diviso in z parti uguali, cioè tracciare una linea ogni 1/z giri, il numero di giri della maniglia può essere calcolato in base alla formula della relazione di trasmissione. Ovvero
1/40=1/(zn)
n = 40/z
Dove
Esempio 1 Dividere una circonferenza in otto parti uguali utilizzando una testa divisoria.
Soluzione Dato z=8, n=40/z=40/8=5, cioè la maniglia compie 5 giri per tracciare una linea sulla circonferenza.
Esempio 2 Dividere una circonferenza in sei parti uguali utilizzando una testa divisoria.
Soluzione Dato z=6, n=40/z=40/6=63, il che significa che la maniglia compie (6+2/3) giri per far ruotare il pezzo di 1/6 di giro.
Come si è visto nell'Esempio 2, in produzione è frequente incontrare situazioni in cui la maniglia deve compiere un numero di giri non intero. In questi casi, si può utilizzare la seguente formula per il calcolo. Ovvero
40/z=a+P/Q
Dove
3) Selezione delle piastre divisorie
I piatti divisori vengono utilizzati per il conteggio delle divisioni. Sul piatto divisorio sono presenti diversi cerchi di piccoli fori molto precisi con numeri diversi. Quando il valore n calcolato dopo la divisione è una frazione, il numeratore e il denominatore di questa frazione devono essere espansi (o ridotti) dello stesso fattore per rendere il denominatore uguale al numero di fori in un determinato cerchio sulla piastra divisoria. Il valore del numeratore risultante è quindi il numero di fori che la maniglia deve girare.
Come nell'esempio 2, dopo che la maniglia ha compiuto 6 giri, deve ancora compiere 2/3 di giro. Facendo riferimento alla Tabella 1, il denominatore e il numeratore possono essere entrambi moltiplicati per 8, espandendo 2/3 a 16/24, ovvero girando a 16 interassi di fori sul cerchio con 24 fori.
Naturalmente, 2/3 può anche essere esteso a 44/66, cioè girando 44 fori sul cerchio da 66 fori, il che comporta una rotazione dell'albero principale di 2/3 di giro. Si può estendere a molti altri multipli, ma poiché i cerchi con più fori sono più distanti dal centro dell'asse, è più comodo girare la maniglia, quindi vengono spesso utilizzati. La testa divisoria universale viene solitamente fornita con più di una piastra divisoria e il numero di fori sulle varie piastre divisorie è riportato nella Tabella 1.
Tabella 1 Numero di fori sulle piastre divisorie
| Numero di piastre incluse | Numero di fori sulle piastre divisorie |
| 1 piatto | Anteriore: 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 Dorso: 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66 |
| 2 piatti | Parte anteriore della 1a piastra: 24, 25, 28, 30, 34, 37 Dorso: 38, 39, 41, 42, 43 Parte anteriore della 2a piastra: 46, 47, 49, 51, 53, 54 Dorso: 57, 58, 59, 62, 66 |
| 3 piatti | Blocco 1: 15, 16, 17, 18, 19, 20 Blocco 2: 21, 23, 27, 29, 31, 33 Blocco 3: 37, 39, 41, 43, 47, 49 |
La forchetta divisoria può rendere la divisione accurata e veloce. La forcella divisoria deve essere regolata prima di girare la maniglia. L'angolo tra le due gambe della forcella può essere regolato in base al numero di fori.
Durante la regolazione, il numero di fori tra gli angoli deve essere superiore al numero di spaziature tra i fori richiesto, poiché il primo foro viene conteggiato come zero e solo il secondo foro conta come una spaziatura tra i fori. Dopo ogni rotazione della maniglia, la forcella divisoria deve essere ruotata nella nuova posizione di posizionamento (la posizione di partenza della seconda divisione) nella direzione di rotazione della maniglia.
Quando si utilizza la testa divisoria, la maniglia di bloccaggio del mandrino deve essere allentata prima di ogni divisione. Durante la divisione, la maniglia di divisione deve essere ruotata in una direzione per garantire una divisione accurata. Quando la maniglia divisoria sta per ruotare nella posizione del foro prestabilita, fare attenzione a non farla ruotare troppo; il perno di posizionamento deve entrare appena nel foro.
Se si scopre che è andato troppo oltre, è necessario tornare indietro di circa mezzo giro e quindi ruotare di nuovo fino alla posizione del foro prestabilita. Durante la divisione e il disegno delle linee, stringere il mandrino per evitare che si allenti durante il processo di disegno delle linee.
Il metodo di lavorazione che prevede il taglio o l'incisione di materiali grezzi o di pezzi in lavorazione mediante una sega è chiamato segatura.
La lama della sega è la parte di taglio. Le lame delle seghe manuali sono in genere lunghe 300 mm, realizzate in acciaio al carbonio per utensili o in acciaio legato e temprate mediante trattamento termico. Le seghe manuali tagliano durante la spinta in avanti, quindi la lama deve essere installata con i denti rivolti in avanti. Se la lama è installata al contrario, non solo non può tagliare normalmente, ma accelera anche l'usura dei denti. Il metodo di installazione della lama è mostrato nella Figura 5.
a) Corretto
b) Non corretto
La grossolanità dei denti della sega è espressa dal numero di denti per 25 mm di lunghezza della lama, con opzioni di 14, 18, 24 e 32. Le lame a denti grossi hanno scanalature per il truciolo più grandi e sono adatte a segare materiali morbidi e sezioni trasversali più grandi; le lame a denti fini sono adatte a segare materiali duri, lamiere sottili o tubi. Le specifiche e le applicazioni delle lame a dentatura grossa sono riportate nella Tabella 2.
Tabella 2 Specifiche e applicazioni della grossolanità della lama da taglio
| Grossolanità del dente di sega | Numero di denti per 25 mm di lunghezza | Applicazione |
| Grosso | 14~18 | Segatura di acciaio dolce, ottone, alluminio, ghisa, rame puro e materiali in resina artificiale |
| Medio | 22~24 | Segare acciaio di media durezza, tubi di acciaio a parete spessa, tubi di rame |
| Fine | 32 | Sottile e puro metalli, tubi a parete sottile |
| Da fine a medio | 32~20 | Generalmente utilizzato nelle fabbriche per l'avvio dei tagli |
Il serraggio della lama dovrebbe essere moderato e può essere regolato utilizzando il dado a farfalla sul telaio della sega. Se troppo stretta, la lama sarà sottoposta a forti sollecitazioni e perderà la necessaria elasticità, con conseguente rischio di rottura; se troppo allentata, la lama può facilmente piegarsi e rompersi e il taglio potrebbe risultare obliquo. La lama installata deve essere mantenuta sullo stesso piano centrale del telaio della sega, il che è necessario per garantire un taglio dritto ed evitare che la lama si rompa.
Esistono due tipi di movimento del telaio della sega quando si spinge la sega: uno è il movimento lineare, adatto a scanalature con superfici inferiori piatte o a pezzi con pareti sottili; l'altro consente al telaio della sega di oscillare verso l'alto e verso il basso, in modo da ridurre la resistenza al taglio, migliorare l'efficienza del lavoro e operare in modo più naturale, riducendo l'affaticamento della mano.
Quando la velocità di taglio è troppo elevata, il materiale da segare è troppo duro o il materiale appropriato è troppo duro. fluido da taglio non viene utilizzato, può causare il surriscaldamento della parte del dente, la rapida usura dei lati del dente, l'aumento dell'attrito tra la lama e il taglio della sega, con conseguente ulteriore usura accelerata dei denti della sega.
Quando si inizia a segare, se l'angolo di partenza è troppo ampio, i denti della sega si agganciano al bordo tagliente del pezzo, o se la grossolanità dei denti della lama scelta è inadeguata, o se l'angolo di spinta cambia improvvisamente durante la segatura, o se si incontrano improvvisamente impurità dure nel materiale da segare, tutto ciò può portare alla rottura dei denti; se la lama è installata troppo allentata o troppo stretta, se il pezzo non è fissato saldamente, se la segatura è instabile e produce vibrazioni, o se le correzioni di un taglio obliquo sono effettuate troppo bruscamente, tutto ciò può causare la rottura della lama.
Quando si segano tubi e lamiere sottili, è necessario utilizzare lame a denti fini. In caso contrario, se il passo dei denti è maggiore dello spessore della lamiera, i denti della sega si agganciano e causano la perdita o la rottura dei denti. Pertanto, durante la segatura, almeno due o più denti dovrebbero tagliare contemporaneamente sulla sezione trasversale per evitare il fenomeno dell'aggancio e della rottura dei denti.
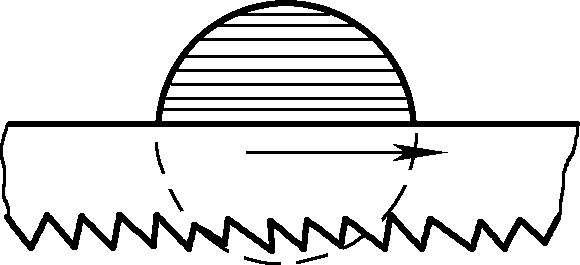
A seconda della forma e dello spessore del materiale, i metodi di segatura possono essere suddivisi nei seguenti tipi.
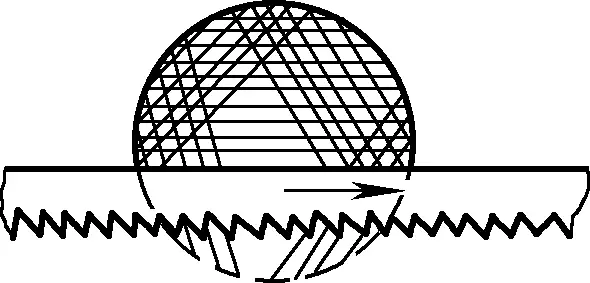
Se per la segatura è richiesta una sezione trasversale liscia, essa deve essere segata in modo continuo dall'inizio alla fine (vedere Figura 6); se i requisiti della sezione trasversale segata non sono elevati, essa può essere segata in più direzioni (vedere Figura 7), il che rende più facile la segatura grazie alla superficie di taglio più piccola, migliorando così l'efficienza del lavoro.
Prima di segare un tubo, tracciare una linea di taglio perpendicolare all'asse. Poiché i requisiti per la linea di taglio non sono elevati, il metodo più semplice consiste nell'avvolgere una striscia di carta rettangolare (con un bordo dritto per la marcatura) intorno alla circonferenza esterna del pezzo in base alle dimensioni di taglio, e poi segnarla con uno scarabocchio. Durante la segatura, il tubo deve essere bloccato correttamente. Per i tubi sottili e per quelli lavorati con precisione, è necessario bloccarli tra due cuscinetti di legno con scanalature a V per evitare che il tubo si appiattisca o danneggi la superficie.
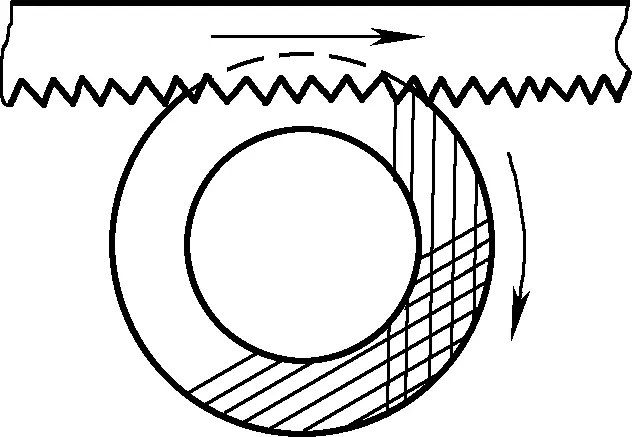
Quando si segano tubi a parete sottile, non si deve segare continuamente in un'unica direzione dall'inizio alla fine. In caso contrario, i denti della sega verrebbero agganciati dalla parete del tubo e causerebbero scheggiature. Il metodo corretto consiste nel segare dapprima in una direzione fino alla parete interna del tubo; quindi ruotare il tubo con un certo angolo nella direzione della spinta della sega, collegarsi al taglio originale e segare di nuovo fino alla parete interna del tubo. Cambiare gradualmente direzione e continuare a ruotare e a segare fino a quando il tubo non viene tagliato, come mostrato nella Figura 8.
Quando si segano lamiere relativamente sottili, durante la segatura possono verificarsi flessioni e vibrazioni che impediscono di procedere. Quando si sega, cercare di segare il più possibile dalla superficie larga. Quando è possibile segare solo dalla superficie stretta della lamiera, si possono usare due tavole di legno per bloccarla e segarla insieme alle tavole di legno. In questo modo si evita che i denti della sega si aggancino e si aumenta la rigidità della lastra sottile, evitando le vibrazioni durante la segatura, come mostrato nella Figura 9a.
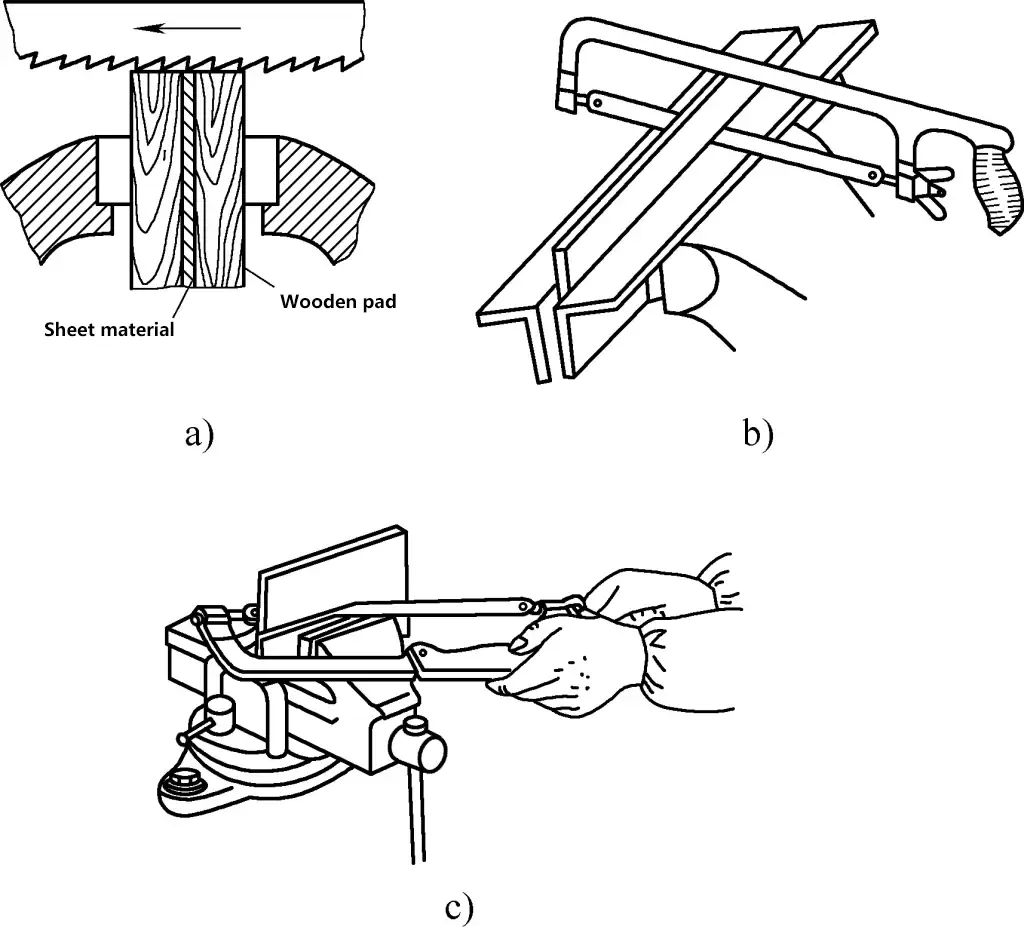
Se si sega una lastra più lunga, si possono usare due ferri d'angolo come piastre di supporto per le ganasce della morsa, bloccando il materiale della lastra e segando lungo il ferro d'angolo, come illustrato nella Figura 9b. In alternativa, la lamiera sottile può essere bloccata su una morsa da banco e segata orizzontalmente con una sega manuale, aumentando il numero di denti a contatto con la lamiera sottile per evitare la scheggiatura dei denti della sega, come mostrato nella Figura 9c.
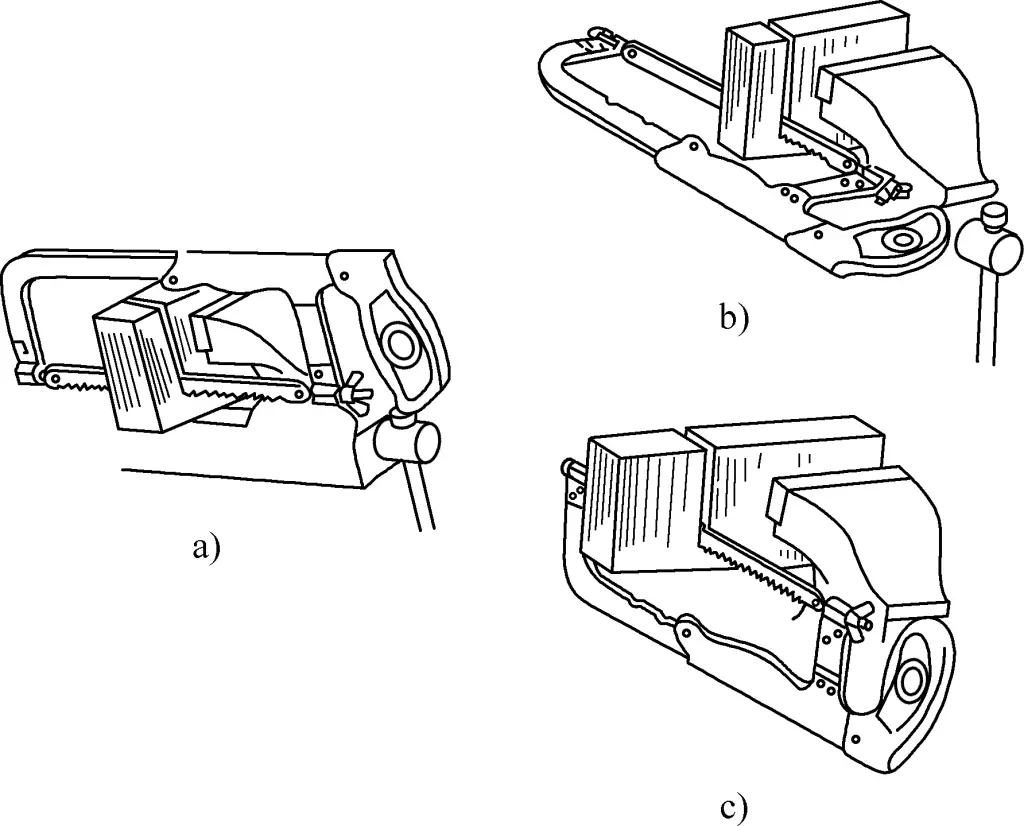
Quando la profondità del taglio supera la larghezza del telaio della sega, la lama deve essere ruotata di 90° e reinstallata, girando il telaio della sega sul lato del pezzo. Quando l'altezza del telaio della sega non è ancora sufficiente con il telaio girato di lato, la lama può anche essere installata con i denti rivolti verso la sega (ruotando la lama di 180° all'interno del telaio) per la segatura, come mostrato nella Figura 10.
La scalpellatura è un metodo di lavorazione dei pezzi colpendo uno scalpello con un martello. Questa operazione è chiamata scalpellatura. La scalpellatura è utilizzata principalmente in situazioni in cui la lavorazione meccanica è scomoda, come la rimozione di bave da fusioni, il taglio di lamiere, la rimozione di rivetti di scarto e viti arrugginite, la scalpellatura di sporgenze disallineate su parti accoppiate, il taglio di scanalature per l'olio, ecc. A volte viene utilizzato anche per la lavorazione grossolana di aree relativamente piccole.
La qualità dello scalpello influisce direttamente sulla qualità e sull'efficienza della scalpellatura. I principali fattori che influenzano la qualità dello scalpello sono la forma razionale e la durezza del tagliente.
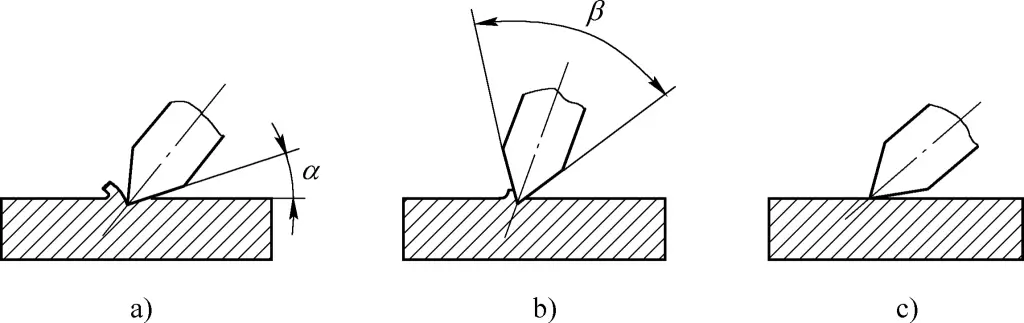
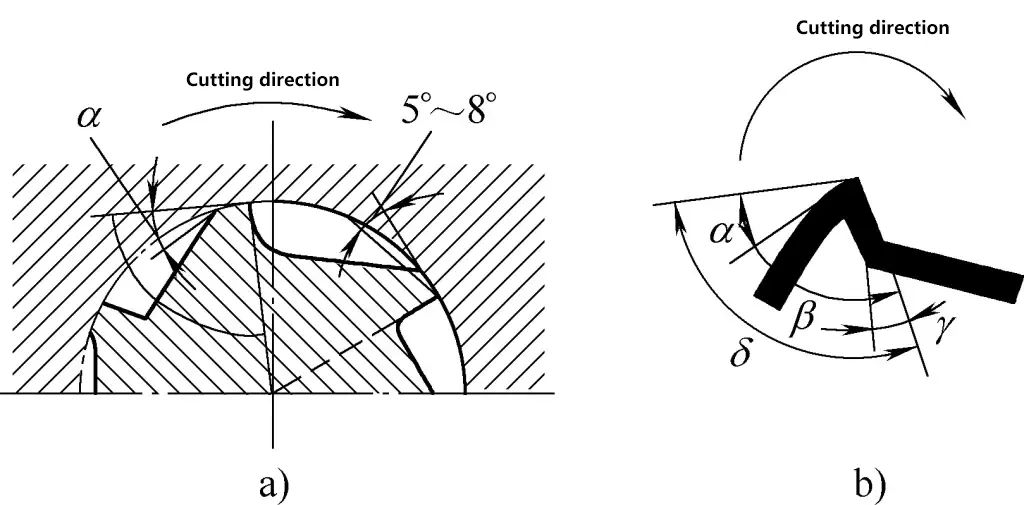
La forma del tagliente (parte tagliente) è rappresentata dall'angolo di cuneo β, che è l'angolo tra la faccia anteriore e la faccia posteriore del tagliente. Più grande è l'angolo del cuneo, maggiore è la forza del tagliente dello scalpello, ma anche la resistenza al taglio; più piccolo è l'angolo del cuneo, più affilato è il tagliente dello scalpello. Pertanto, quando si sceglie l'angolo di cuneo, si deve adottare il valore più piccolo possibile, pur garantendo una resistenza sufficiente. Quando si scalpellano materiali duri, l'angolo del cuneo deve essere maggiore, mentre quando si scalpellano materiali morbidi, l'angolo del cuneo deve essere minore.
Quando si scalpellano materiali duri come l'acciaio o la ghisa, l'angolo del cuneo è in genere compreso tra 60° e 70°; per i materiali di media durezza, l'angolo del cuneo è compreso tra 50° e 60°; per i materiali morbidi come il rame o l'alluminio, l'angolo del cuneo è compreso tra 30° e 50°.
L'angolo tra la faccia posteriore dello scalpello e il piano di taglio è chiamato angolo posteriore. L'ampiezza dell'angolo posteriore è determinata dalla posizione in cui viene tenuto lo scalpello. Lo scopo dell'angolo posteriore è ridurre l'attrito tra la faccia posteriore e la superficie di taglio e facilitare la penetrazione dello scalpello nel materiale. L'angolo posteriore è generalmente determinato dall'esperienza, di solito da 5° a 8°. Se è troppo piccolo, lo scalpello può scivolare; se è troppo grande, può tagliare troppo in profondità, come mostrato nella Figura 11.
La durezza del bordo dello scalpello deve essere superiore a quella del pezzo da tagliare. Quanto più il tagliente dello scalpello è duro, affilato e meno incline ad arricciarsi, tanto meglio. Tuttavia, se la durezza è troppo elevata, il bordo dello scalpello può diventare fragile e scheggiarsi facilmente, o addirittura causare il distacco di frammenti che possono ferire qualcuno. Pertanto, la durezza dello scalpello deve essere adeguata.
Gli scalpelli sono generalmente forgiati in acciaio per utensili T7A e sottoposti a trattamento termico. Il trattamento termico degli scalpelli comprende processi di tempra e rinvenimento. Gli scalpelli sottoposti a tempra a "calore giallo" hanno una durezza superiore ma una tenacità inferiore; quelli sottoposti a tempra a "calore blu" hanno una durezza inferiore ma una tenacità superiore. In genere, si utilizza una durezza intermedia tra queste due - tempra a "calore giallo oro".
Il metodo specifico è il seguente: Riscaldare la parte tagliente dello scalpello, di circa 20 mm di lunghezza, in un forno di riscaldamento a 750-800°C (colore rosso ciliegia), quindi rimuoverlo rapidamente e posizionare lo scalpello verticalmente in acqua fredda per raffreddarlo (profondità di immersione di 5-6 mm) per completare il processo di tempra.
Quando si raffredda lo scalpello in acqua, è necessario farlo ondeggiare delicatamente lungo la superficie dell'acqua. In questo modo si accelera il raffreddamento, si aumenta la durezza della tempra, si evita che si crei un confine netto tra le parti indurite e quelle non indurite per evitare la rottura dello scalpello su questa linea, si rimuovono le bolle d'aria che aderiscono alla superficie dello scalpello e si previene la formazione di punti morbidi durante la tempra. Dopo la tempra, lo scalpello deve essere temprato, utilizzando il suo stesso calore residuo.
Quando la parte dello scalpello temprato sopra la superficie dell'acqua diventa nera, rimuoverlo dall'acqua, eliminare le incrostazioni di ossido e osservare il cambiamento di colore del bordo dello scalpello. Per gli scalpelli larghi in generale, quando la parte del bordo diventa viola (tra il rosso violaceo e il blu scuro), e per gli scalpelli stretti in generale, quando la parte del bordo diventa rosso brunastro (tra il marrone giallastro e il rosso), immergere nuovamente lo scalpello in acqua per raffreddarlo. In questo modo si completa l'intero processo di tempra dello scalpello.
Il momento in cui si immerge completamente lo scalpello nell'acqua fredda influisce notevolmente sulla durezza del tagliente. Se è troppo presto, il tagliente diventa troppo fragile; se è troppo tardi, il tagliente diventa troppo morbido. Solo con la pratica continua si può raggiungere abilmente la durezza ideale dello scalpello. In inverno è opportuno utilizzare acqua calda per la tempra, altrimenti il tagliente potrebbe rompersi facilmente.
Quando si affila lo scalpello, assicurarsi che le facce anteriore e posteriore siano lisce e piatte, che l'angolo del cuneo sia corretto e affilato. Se necessario, dopo l'affilatura su una mola, è necessario affilare finemente su una pietra dentata. Durante l'affilatura, è importante raffreddare continuamente con acqua per evitare la ricottura dovuta alle alte temperature.
Esistono diversi tipi di scalpelli, tra cui gli scalpelli piatti, gli scalpelli a punta e gli scalpelli per scanalature d'olio, come mostrato nella Figura 12.
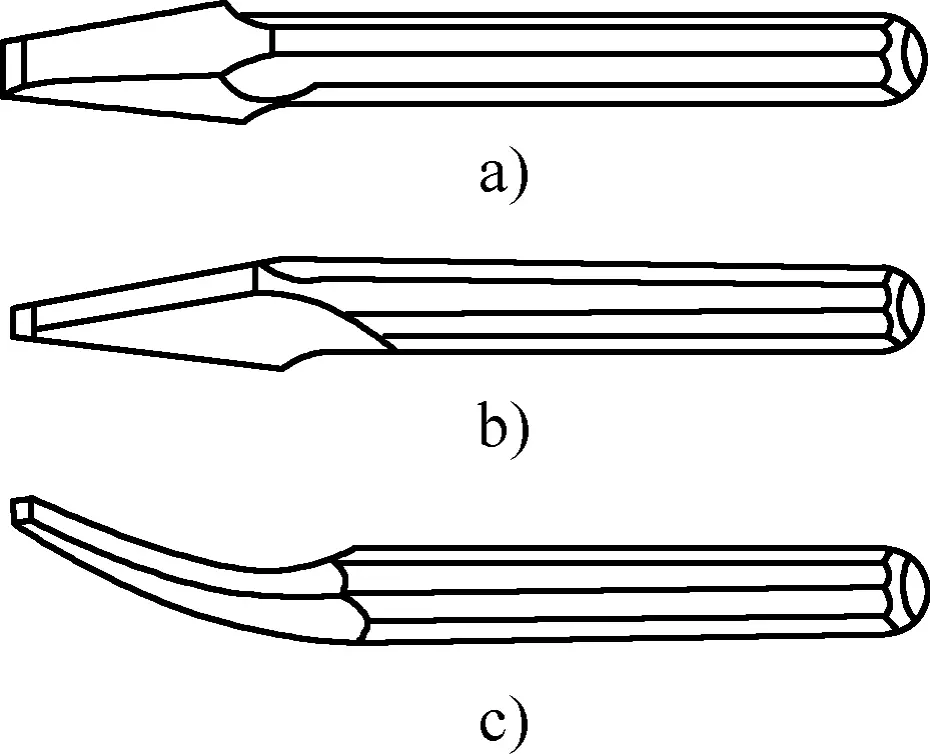
a) Scalpello piatto
b) Scalpello a punta
c) Scalpello per scanalature d'olio
Quando si scalpella, gli occhi devono concentrarsi sul bordo dello scalpello. I principianti spesso guardano l'impugnatura del martello o dello scalpello, il che non è corretto. Quando si brandisce il martello, il braccio deve essere rilassato e si deve imparare a usare la forza del polso. L'angolo tra lo scalpello e il pezzo da lavorare deve essere appropriato; se lo scalpello è troppo inclinato, taglierà troppo in profondità; se è troppo poco inclinato, non riuscirà a tagliare e potrebbe scivolare. Il metodo di scalpellatura corretto è illustrato nella Figura 13.
Quando si usa uno scalpello piatto, è più facile iniziare dall'angolo tagliente. Quando ci si avvicina alla fine del taglio, fare attenzione a evitare che l'estremità del pezzo si rompa. In genere, quando mancano circa 10 mm alla fine, si può tornare indietro e scalpellare la parte rimanente dalla direzione opposta.
Quando si scalpella una superficie piana stretta, il bordo dello scalpello può essere inclinato ad angolo rispetto alla direzione di avanzamento per facilitare il taglio. Quando si scalpella una superficie piana più ampia, è generalmente più efficiente utilizzare prima uno scalpello stretto (a punta) per creare una scanalatura, quindi utilizzare uno scalpello piatto per rimuovere il materiale rimanente.
Prima di scalpellare, affilare accuratamente la parte tagliente dello scalpello per scanalature d'olio in base alla forma della faccia finale della scanalatura d'olio riportata nel disegno. Durante la scalpellatura, l'angolo di inclinazione dello scalpello deve variare in base alla superficie curva per garantire che la scanalatura dell'olio scalpellata sia liscia e di profondità costante. Potrebbero essere necessarie delle regolazioni e, dopo la scalpellatura, le eventuali bave sui bordi della scanalatura dovrebbero essere levigate.
Come mostrato nella Figura 14, quando si scalpellano lamiere sottili, la linea di taglio del pezzo deve essere a filo con le ganasce della morsa. Bloccare saldamente il pezzo in lavorazione e utilizzare uno scalpello piatto lungo la ganascia della morsa con un angolo (circa 45°) rispetto alla superficie della lamiera. Lo spessore della lamiera da scalpellare non deve essere eccessivo, generalmente inferiore a 4 mm.
a) Corretto
b) Non corretto
Quando si tagliano lamiere di grandi dimensioni su un'incudine, posizionare un cuscinetto di ferro morbido sotto di essa per evitare di danneggiare il bordo dello scalpello.
Per scalpellare le lamiere curve, in genere si pratica prima una serie di fori ravvicinati lungo la linea di contorno, poi si taglia gradualmente con uno scalpello piatto.
Tabella 3 Tipi di difetti nelle superfici piane scalpellate e loro cause
| Tipo di difetto | Cause |
| Superficie ruvida | 1. Il bordo dello scalpello è scheggiato o arricciato e non è affilato. 2. Colpi di martello non uniformi 3. La testa dello scalpello è stata martellata in modo piatto, causando un costante cambiamento della direzione della forza. |
| Superficie irregolare | 1. L'angolo posteriore è troppo grande in una determinata sezione durante la scalpellatura, causando la concavizzazione della superficie scalpellata. 2. L'angolo posteriore è troppo piccolo in una determinata sezione durante la scalpellatura, causando la convessità della superficie scalpellata. |
| Superficie con creste | 1. La mano sinistra non ha posizionato e tenuto lo scalpello in modo corretto, causando l'inclinazione del bordo dello scalpello e l'angolo del bordo durante la scalpellatura. 2. Il bordo dello scalpello è stato rettificato in modo da essere concavo al centro durante l'affilatura. |
| Scheggiature e rotture di angoli | 1. Non girare lo scalpello quando si raggiunge l'estremità, causando la scheggiatura del bordo. 2. Esecuzione di un taglio troppo grande, che provoca il collasso dell'angolo |
| Imprecisione dimensionale | 1. Dimensioni imprecise quando si inizia a scalpellare 2. Mancanza di misurazioni e ispezioni tempestive |
L'uso di una lima per rimuovere il metallo in eccesso dalla superficie di un pezzo per ottenere le dimensioni, la forma e la rugosità superficiale richieste dal disegno si chiama limatura. Può essere utilizzata per la lavorazione fine dei pezzi dopo la cesellatura o la segatura. È adatta alla lavorazione di superfici piane e curve.
La limatura è un metodo di lavorazione manuale relativamente fine, con una precisione fino a 0,01 mm e una rugosità superficiale fino a Ra0,8μm. La limatura è uno dei principali metodi operativi nel lavoro di montatore, un'abilità di base per i montatori, ed è spesso utilizzata nella produzione.
Le lime sono realizzate in acciaio per utensili ad alto tenore di carbonio T12 o T13 e sono temprate, generalmente con una durezza di 62-67HRC. I denti delle lime sono disponibili in modelli a taglio singolo e doppio.
Le lime a taglio singolo hanno denti in una sola direzione e sono generalmente utilizzate per limare metalli morbidi come alluminio e stagno, o per superfici che richiedono una finitura più liscia.
Le lime a doppio taglio hanno denti disposti in due direzioni intersecanti. Secondo il processo di produzione, i denti più bassi tagliati per primi sono i denti inferiori, che formano un angolo di 55° con la linea centrale della lima; i denti più profondi tagliati successivamente sono i denti superiori, che formano un angolo di 75° con la linea centrale della lima. Grazie alle diverse angolazioni dei denti inferiori e superiori, i segni della lima non si sovrappongono durante la limatura, ottenendo una superficie più liscia.
Se gli angoli dei denti inferiori e superiori fossero uguali, i denti della lima si allineerebbero lungo la linea centrale della lima senza sfalsarsi, dando luogo a scanalature sulla superficie limata e a una finitura più ruvida. La finezza dei denti della lima è espressa dalla dimensione della distanza tra i denti. I gradi di finezza sono classificati come segue:
Utilizzato per lime grossolane, con una distanza tra i denti di 2,3-0,83 mm.
Utilizzato per lime medie, con una distanza tra i denti di 0,77-0,42 mm.
Utilizzato per lime fini, con una distanza tra i denti di 0,33-0,25 mm.
Utilizzato per lime extra fini, con una distanza tra i denti di 0,25-0,20 mm.
Utilizzato per lime superfini, con una distanza tra i denti di 0,20-0,16 mm.
La scelta della grana della lima dipende in genere dal margine di lavorazione del pezzo, dalla precisione di lavorazione richiesta e dalla durezza del materiale. Le lime grossolane hanno spazi per i trucioli più ampi e sono generalmente adatte alla limatura di materiali morbidi, nonché di pezzi con margini di lavorazione più ampi o requisiti di precisione e rugosità superficiale inferiori. Le lime fini sono l'opposto.
Quando si utilizzano lime fini su materiali morbidi, i trucioli possono facilmente intasare la lima, non solo graffiando la superficie del pezzo, ma anche rendendo potenzialmente inutilizzabile la lima in casi gravi. Pertanto, le lime fini non sono adatte alla limatura di metalli morbidi.
Per prolungare la durata delle lime, non utilizzare lime nuove su metalli duri; non utilizzare lime su pezzi temprati; i pezzi forgiati con pelle dura o i pezzi fusi con sabbia, rimuoverli prima di utilizzare una lima semi-affilata; utilizzare prima un lato di una lima nuova e, quando diventa opaca, utilizzare l'altro lato; evitare di utilizzare le lime a velocità eccessive per evitare un'usura prematura.
Le lime devono essere pulite regolarmente con una spazzola metallica in ottone per rimuovere i trucioli dai denti. Devono inoltre essere tenute lontane da acqua e olio per evitare che si arrugginiscano e scivolino. Quando non vengono utilizzate, conservare le lime in un luogo asciutto.
La limatura a disegno (vedi Figura 15a) consiste nel limare il pezzo nella stessa direzione. In questo modo si ottengono segni di lima diritti, ordinati e gradevoli, adatti alla lucidatura finale.
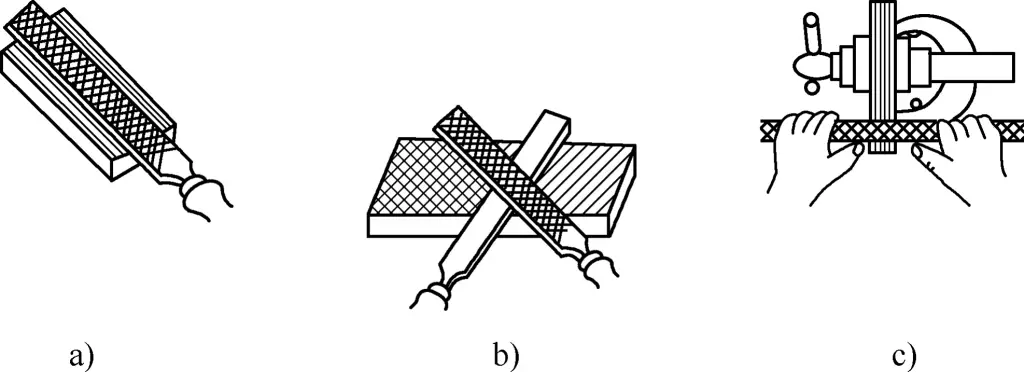
a) Archiviazione dei disegni
b) Archiviazione incrociata
c) Archiviazione della traversata
La limatura incrociata (vedere Figura 15b) consiste nel limare il pezzo da due direzioni intersecanti. Durante la limatura, il contatto tra la lima e il pezzo da limare è maggiore e ciò facilita il mantenimento della lima. I segni della lima possono anche indicare i punti alti e bassi della superficie, rendendo più facile ottenere una superficie piatta. Passare alla limatura per estrazione quando si sta per completare la lavorazione.
La limatura trasversale (vedere Figura 15c) consiste nel tenere la lima simmetricamente con entrambe le mani e nell'utilizzare i pollici per spingere la lima lungo la lunghezza del pezzo. È adatta per limare superfici piane strette e lunghe e per regolare le dimensioni.
Quando si limano superfici piane, utilizzare un regolo metallico o un regolo a lama per controllare la planarità. Per identificare le aree non piane, è necessario osservare i leggeri spazi vuoti nelle direzioni longitudinale, trasversale e diagonale.
Quando si limano superfici piane, in particolare quando si usano lime grandi su superfici piane piccole, può essere difficile mantenere la lima in piano e spesso si ottiene un centro convesso. In questo caso, strofinare le aree basse con la mano per lasciare un leggero residuo di olio. Quando si limerà di nuovo, queste aree scivoleranno e saranno limate di meno, mentre le aree convesse saranno limate di più, ottenendo una superficie piatta.
Quando ci si avvicina alla fine della limatura, per ottenere una superficie più liscia, applicare un po' di polvere di gesso sui denti della lima fine utilizzata per la finitura. La polvere di gesso riempie gli spazi tra i denti della lima, riducendo la profondità di taglio e ottenendo una superficie più liscia e uniforme.
L'operazione di creare fori nei materiali con una punta da trapano si chiama foratura.
Indipendentemente dal tipo di macchina, i pezzi non possono essere assemblati senza fori. Quando si collegano due o più parti tra loro, è necessario praticare vari fori e poi utilizzare viti, rivetti o altri dispositivi di fissaggio per collegarle. Pertanto, la foratura svolge un ruolo importante nella produzione.
Durante la foratura, il pezzo rimane fermo mentre la punta esegue contemporaneamente movimenti di rotazione e di abbassamento, che sono il movimento di taglio e il movimento di avanzamento nel pezzo. Poiché entrambi i movimenti avvengono in modo continuo e simultaneo, la punta segue un percorso elicoidale durante l'esecuzione dei fori.
La punta elicoidale è un tipo di punta comunemente usato, costituito da un gambo, un collo e una parte operativa, come mostrato nella Figura 16.
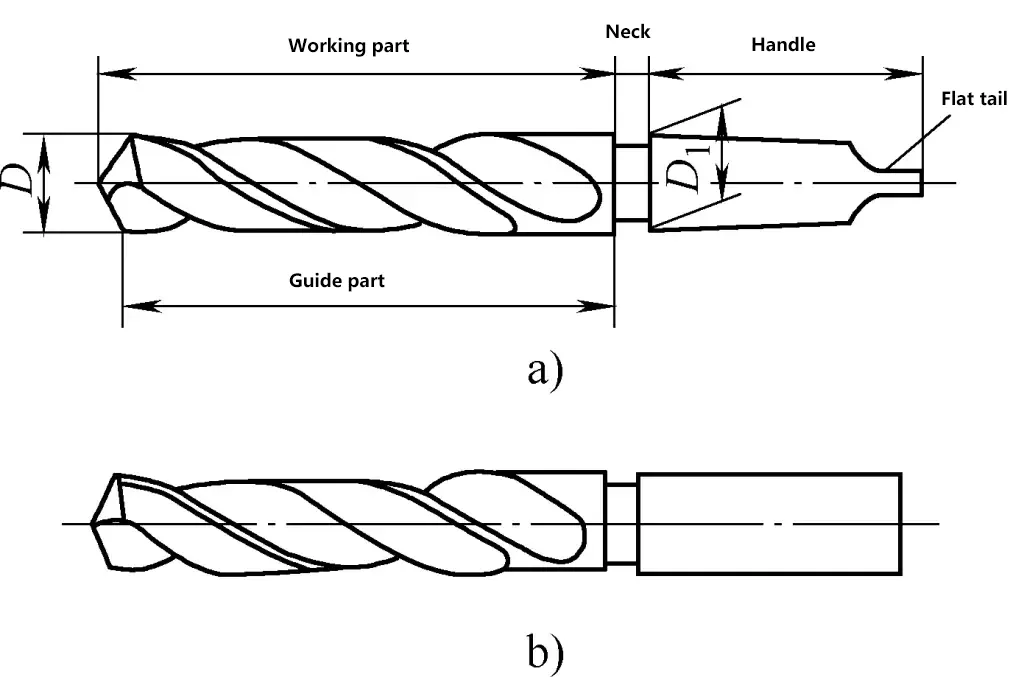
a) Attacco conico
b) Gambo dritto
La parte operativa di una punta elicoidale può essere suddivisa in una parte di taglio e in una parte di guida. La parte di taglio esegue il lavoro di taglio principale ed è dotata di due taglienti principali, un tagliente a scalpello, due facce di taglio e due facce laterali. Come illustrato nella Figura 17, la parte di guida mantiene la direzione di foratura rettilinea della punta durante il processo di taglio e funge anche da supporto per la parte di taglio.
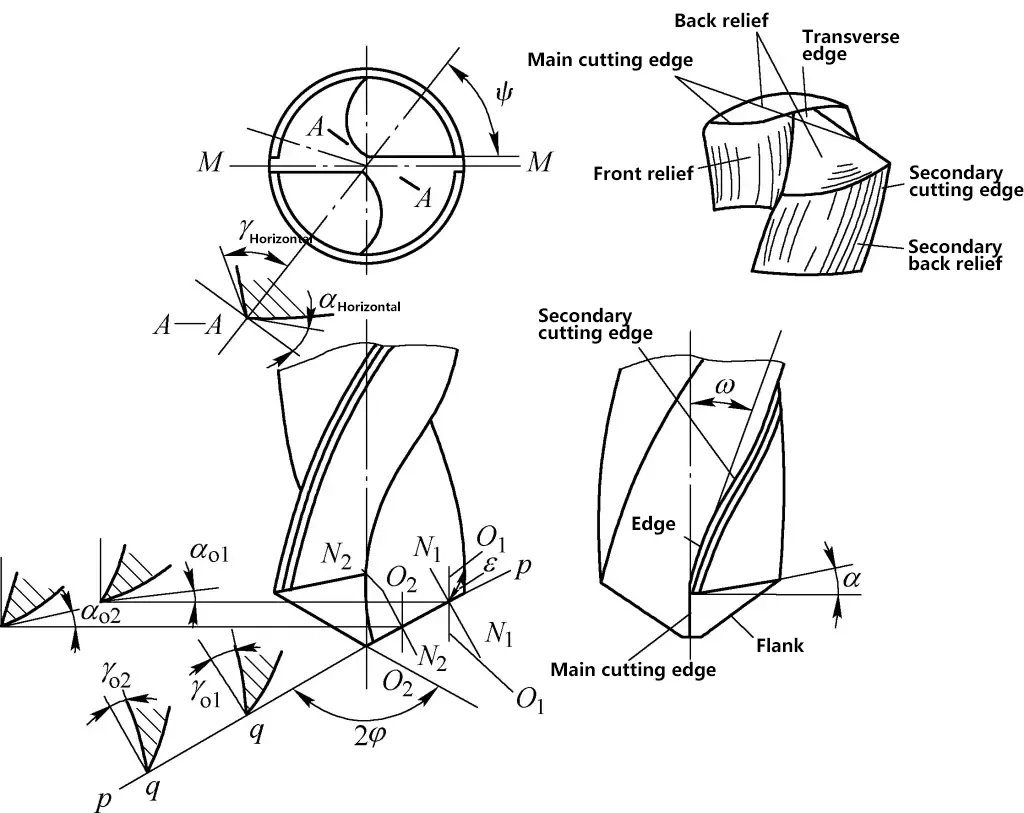
La parte di guida ha anche la funzione di lisciare la parete del foro e di contribuire alla rimozione dei trucioli e all'erogazione del fluido da taglio. Ha due scanalature a spirale e due margini stretti a spirale, con le superfici delle scanalature che si intersecano per formare due taglienti (taglienti secondari). Il diametro della punta diminuisce gradualmente dalla punta verso il gambo, con una conicità tipica di 0,05-0,10 mm su una lunghezza di 10 mm, che riduce l'attrito tra la punta e la parete del foro.
La parte solida lungo l'asse della sezione di lavoro della punta elicoidale è chiamata anima della punta. La sua funzione è quella di collegare le due scanalature a spirale per mantenere la resistenza e la rigidità della punta. Il nucleo della punta si allarga gradualmente dalla parte di taglio verso il gambo.
Il materiale della parte lavorante della punta è generalmente costituito da acciaio rapido, temprato a 62-68 HRC.
Come mostrato nella Figura 17, il piano di taglio durante la foratura è il piano p-p nella figura e il piano di base è q-q. I due piani sono perpendicolari tra loro. I parametri geometrici della punta elicoidale durante il taglio sono i seguenti:
L'angolo di punta è l'angolo formato dalle proiezioni dei due taglienti principali della punta sul suo piano parallelo M-M, noto anche come angolo di punta. L'angolo di punta di una punta elicoidale standard è 2φ = 118° ± 2°.
La scelta dell'angolo di punta è legata alla natura del materiale. L'angolo della punta influisce sulla forza di ritorno sul tagliente principale; minore è l'angolo della punta, minore è la forza di avanzamento e, allo stesso tempo, maggiore è l'angolo del tagliente sul bordo esterno della punta, a vantaggio della dissipazione del calore e del miglioramento della durata della punta.
Tuttavia, nelle stesse condizioni, una riduzione dell'angolo di punta aumenterà la coppia di taglio della punta, causando difficoltà nell'evacuazione dei trucioli e ostacolando l'ingresso del fluido da taglio. In generale, per la foratura di materiali duri si sceglie un angolo di punta maggiore rispetto a quello dei materiali morbidi. La scelta degli angoli di taglio delle punte elicoidali è riportata nella Tabella 4.
Tabella 4 Selezione degli angoli di taglio delle punte elicoidali [Unità: (°)].
| Materiale di perforazione | Angolo del punto 2φ | Angolo di rilievo αo | Angolo dell'elica ω |
| Materiali siderurgici generici | 116~118 | 12~15 | 20~32 |
| Materiali generali in acciaio duttile | 116~118 | 6~9 | 20~32 |
| Lega di alluminio (foro profondo) | 118~130 | 12 | 32~45 |
| Lega di alluminio (foro passante) | 90~120 | 12 | 17~20 |
| Ottone morbido e bronzo | 118 | 12~15 | 10~30 |
| Bronzo duro | 118 | 5~7 | 10~30 |
| Rame e leghe di rame | 110~130 | 10~15 | 30~40 |
| Ghisa morbida | 90~118 | 12~15 | 20~32 |
| Ghisa fredda (dura) | 118~135 | 5~7 | 20~32 |
| Acciaio temprato | 118~125 | 12~15 | 20~32 |
| Acciaio fuso | 118 | 12~15 | 20~32 |
| Acciaio al manganese [w(Mn)=7%~13%] | 150 | 10 | 20~32 |
| Acciaio ad alta velocità | 135 | 5~7 | 20~32 |
| Acciaio al nichel (250~400HBW) | 135~150 | 5~7 | 20~32 |
| Legno | 70 | 12 | 30~40 |
| Gomma dura | 60~90 | 12~15 | 10~20 |
È l'angolo tra la faccia del rastrello e il piano di base nel piano ortogonale N1-N1 o N2-N2 (un piano passante per un punto qualsiasi del tagliente principale e perpendicolare al piano di taglio e al piano di base), cioè γo1, γo2 nella figura.
L'angolo di spoglia aumenta verso il diametro esterno lungo il tagliente principale, essendo di 30° sul bordo esterno e di -30° vicino al tagliente dello scalpello, e di -60° sul tagliente dello scalpello. Maggiore è l'angolo di spoglia, più facile è il taglio, ma minore è la resistenza della parte tagliente.
L'angolo di rilievo è l'angolo tra la faccia del fianco e il piano di taglio nella sezione cilindrica O1-O1 o O2-O2 (αo1, αo2 nella figura). Anche l'angolo di spoglia non è uguale in ogni punto del tagliente, contrariamente all'angolo di spoglia, con l'angolo di spoglia più piccolo sul bordo esterno e il più grande al centro.
Quanto più piccolo è l'angolo di rilievo, tanto più grave è l'attrito tra la punta e la superficie di taglio del pezzo durante la foratura; quanto più grande è l'angolo di rilievo, tanto più affilata è la punta, ma la resistenza del tagliente si indebolisce, compromettendo la durata della punta, ed è inoltre soggetta a vibrazioni durante la foratura, con conseguenti fori poligonali.
Quando si forano materiali duri, l'angolo di rilievo può essere leggermente più piccolo per garantire la resistenza del tagliente; quando si forano materiali morbidi, l'angolo di rilievo può essere leggermente più grande. Tuttavia, nella foratura di metalli non ferrosi, l'angolo di spoglia non deve essere troppo grande, altrimenti potrebbe causare un distacco.
L'angolo di elica è l'angolo tra la linea tangente della spirale sul bordo più esterno del tagliente principale e l'asse della punta, generalmente 18°~30°. Per le punte di piccolo diametro si utilizzano angoli più piccoli per migliorare la resistenza.
L'angolo d'elica non è costante a diversi diametri esterni della punta, ma diminuisce gradualmente dal bordo esterno verso il centro. L'angolo d'elica è generalmente rappresentato dal valore sul bordo esterno.
L'angolo del tagliente dello scalpello è l'angolo tra il tagliente dello scalpello e la sezione assiale parallela M-M del tagliente principale. La sua dimensione è correlata alla dimensione dell'angolo di rilievo. Quando l'angolo di rilievo della punta aumenta dopo l'affilatura, l'angolo del tagliente dello scalpello si riduce e, di conseguenza, la lunghezza del tagliente dello scalpello si allunga. Pertanto, durante l'affilatura di una punta elicoidale, l'angolo del bordo dello scalpello può essere utilizzato per valutare se l'angolo di rilievo vicino al nucleo della punta è stato affilato correttamente. L'angolo del bordo dello scalpello di una punta elicoidale standard è ψ = 50°~55°.
Lo scopo della rettifica del trapano è quello di rimodellare le parti taglienti opache o danneggiate nella forma geometrica corretta, oppure quando il materiale del pezzo cambia, anche le parti taglienti e gli angoli del trapano devono essere riaffilati per mantenere buone prestazioni di taglio.
La parte tagliente del trapano ha un impatto diretto sulla qualità e sull'efficienza della foratura. I trapani dello stesso materiale e delle stesse specifiche possono avere una durata, un'efficienza e una precisione molto più elevate se rettificati da operatori esperti.
Dopo aver affilato una punta elicoidale, verificare che l'angolo di punta 2φ sia corretto e che la lunghezza e l'altezza dei due taglienti siano uguali per garantire una foratura verticale. Controllare se l'angolo di rilievo αo sul bordo esterno e al centro della punta soddisfa i requisiti. Durante la rettifica, per evitare il rinvenimento del tagliente, la punta deve essere raffreddata frequentemente in acqua per mantenere la durezza della parte tagliente.
Per adattarsi alla foratura di materiali diversi e soddisfare le diverse esigenze di foratura, nonché per migliorare le prestazioni della punta, è necessario modificare la forma della parte tagliente della punta. La modifica delle punte elicoidali è illustrata nella Figura 18.
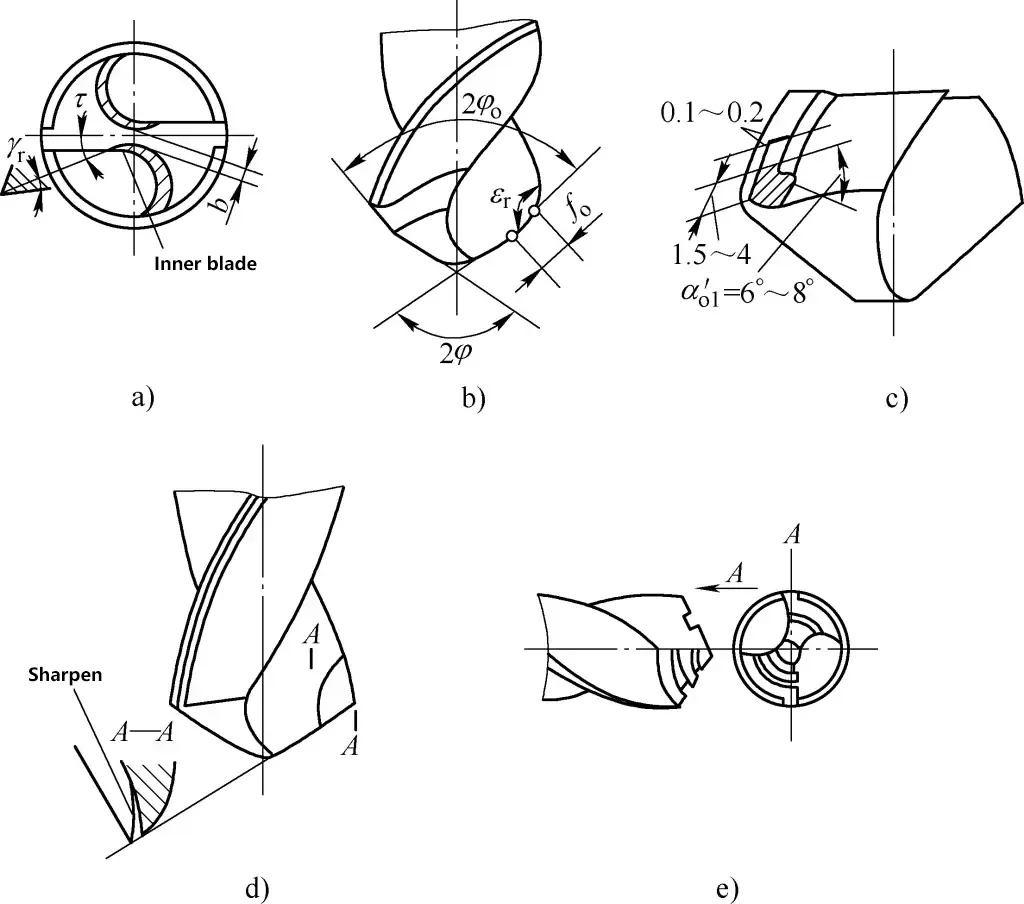
a) Modifica del bordo dello scalpello
b) Modifica dell'angolo del punto
c) Modificare il bordo
d) Modifica della faccia di rastrelliera
e) Creazione di scanalature rompitruciolo
(Lo scopo è quello di accorciare il bordo dello scalpello, aumentando l'angolo di spoglia vicino al centro della punta. In genere, le punte con diametro superiore a 5 mm devono essere sottoposte a rettifica del bordo dello scalpello. Dopo la rettifica, la lunghezza del bordo dello scalpello dovrebbe essere da 1/3 a 1/5 della lunghezza originale, formando un bordo interno con un angolo di inclinazione τ=20°~30° e un angolo di spoglia γτ=0°~15° sul bordo interno. Dopo la rettifica del bordo dello scalpello, le condizioni di taglio migliorano e l'azione di centratura si rafforza.
(Vedere Figura 18b) In generale, l'angolo di punta 2φo=70°~75°, fo=0,2D (D è il diametro del foro).
(Vedere Figura 18c) Su una sezione del margine vicino al tagliente principale, rettificare un angolo di spoglia secondario di 6°~8° mantenendo da 1/3 a 1/2 della larghezza del margine originale per ridurre l'attrito e migliorare la durata della punta.
(Vedere Figura 18d) Eliminare una parte della superficie di spoglia all'intersezione tra il tagliente principale e quello secondario per ridurre l'angolo di spoglia in quest'area, migliorare la resistenza del tagliente ed evitare che la punta si muova.
(Vedere Figura 18e) Dopo la scanalatura, i trucioli larghi diventano più stretti, facilitando l'evacuazione dei trucioli.
Durante il processo di taglio, le punte da trapano generano una grande quantità di calore, che può facilmente causare la ricottura del tagliente, con conseguenti gravi danni e perdita della capacità di taglio. Durante la perforazione, per ridurre la temperatura di taglio, aumentare le prestazioni di lubrificazione, migliorare la durata della punta, la qualità del foro e l'efficienza, è necessario selezionare un fluido da taglio appropriato in base alle proprietà del materiale del pezzo.
Il fluido da taglio deve essere applicato in modo continuo dal momento in cui la punta entra nel metallo. Ad eccezione della ghisa e dei fori di piccolo diametro, il fluido da taglio deve essere utilizzato per tutti gli altri materiali. Quando si utilizza il fluido da taglio, questo deve essere applicato all'interno del foro, dove avviene l'azione di taglio. Fare riferimento alla Tabella 5 per la scelta del fluido da taglio nella foratura.
Tabella 5 Selezione del fluido da taglio per la perforazione
| Materiale del pezzo da forare | Fluido da taglio |
| Acciaio al carbonio, acciaio fuso, ghisa malleabile | 3%~5% emulsione o olio per macchine |
| Acciaio legato | Olio da taglio solforato o emulsione 3%~5% |
| Ghisa generale | Nessun liquido da taglio |
| Ghisa raffreddata | Kerosene |
| Ottone e bronzo | Nessun fluido da taglio o emulsione 5%~8% |
| Alluminio e leghe di alluminio | Nessun fluido da taglio o emulsione |
| Gomma dura, bachelite, pannelli di fibra | Nessun liquido da taglio |
| Lega di magnesio | 4% acqua salata |
| Acciaio inox | 3% sapone più 2% olio di lino soluzione acquosa o fluido da taglio solforato |
| Acciaio per utensili | 3%~5% emulsione o olio per macchine |
1) Elementi di taglio
① Velocità di taglio v.
La velocità lineare di un punto sul diametro esterno della punta rotante è chiamata velocità di taglio (velocità del moto primario). Può essere calcolata con la seguente formula:
v=πDn/1000
Dove:
In base alla formula precedente, possiamo ricavare:
n=1000v/(πD)=318.3v/D
② Velocità di avanzamento f.
La distanza percorsa dalla punta per ogni giro si chiama velocità di avanzamento, misurata in mm/r.
2) Selezione dei parametri di taglio
I parametri di taglio si riferiscono alla velocità di taglio e all'avanzamento. La velocità di taglio è correlata alle proprietà del materiale del pezzo, al diametro della punta, al materiale della punta, alla velocità di avanzamento e al lubrificante di raffreddamento. Velocità di taglio più elevate aumentano l'efficienza, ma devono essere adeguate.
Velocità di taglio eccessive possono provocare un aumento della temperatura della punta, con conseguente ricottura e danneggiamento del tagliente. Anche la velocità di avanzamento deve essere adeguata, selezionata in base a fattori quali le proprietà del materiale del pezzo. Se la velocità di avanzamento è troppo elevata, il tagliente può essere danneggiato o la punta può rompersi.
I parametri di taglio per la foratura sono spesso scelti in base all'esperienza. In genere, per i fori piccoli si utilizzano velocità più elevate e avanzamenti più bassi; per i fori grandi si utilizzano avanzamenti più elevati. Per i materiali duri, utilizzare velocità più basse e avanzamenti più bassi; per i materiali morbidi, utilizzare velocità più elevate e avanzamenti più alti. Quando si utilizzano punte piccole su materiali duri, può essere opportuno ridurre la velocità. Per la selezione dei parametri di taglio per la foratura, fare riferimento alla Tabella 6.
Tabella 6 Velocità di taglio e avanzamento per punte ad alta velocità per la foratura di acciaio al carbonio (con fluido da taglio)
| Velocità di avanzamento f/(mm/r) | Diametro della punta d/mm | ||||||||||
| 2 | 4 | 6 | 10 | 14 | 20 | 24 | 30 | 40 | 50 | 60 | |
| Velocità di taglio v/(m/min) | |||||||||||
| 0.05 | 46 | - | - | - | - | - | - | - | - | - | - |
| 0.08 | 32 | - | - | - | - | - | - | - | - | - | - |
| 0.10 | 26 | 42 | 49 | - | - | - | - | - | - | - | - |
| 0.12 | 23 | 36 | 43 | - | - | - | - | - | - | - | - |
| 0.15 | - | 31 | 36 | 38 | - | - | - | - | - | - | - |
| 0.18 | - | 26 | 31 | 35 | - | - | - | - | - | - | - |
| 0.20 | - | - | 28 | 33 | 38 | - | - | - | - | - | - |
| 0.25 | - | - | - | 30 | 34 | 35 | 37 | - | - | - | - |
| 0.30 | - | - | - | 27 | 31 | 31 | 34 | 33 | - | - | - |
| 0.35 | - | - | - | - | 28 | 29 | 31 | 30 | - | - | - |
| 0.40 | - | - | - | - | 26 | 27 | 29 | 29 | 30 | 30 | - |
| 0.45 | - | - | - | - | - | 26 | 27 | 27 | 28 | 29 | 27 |
| 0.50 | - | - | - | - | - | - | 26 | 26 | 26 | 27 | 26 |
| 0.60 | - | - | - | - | - | - | - | 24 | 24 | 25 | 25 |
| 0.70 | - | - | - | - | - | - | - | - | 23 | 23 | 23 |
| 0.80 | - | - | - | - | - | - | - | - | - | 21 | 22 |
| 0.90 | - | - | - | - | - | - | - | - | - | - | 21 |
L'utilizzo di un alesatore per allargare i fori esistenti nei pezzi si chiama alesatura. Lo scopo dell'alesatura è quello di ridurre l'impatto di una lavorazione unica e migliorare la precisione del foro lavorato. L'alesatura è generalmente utilizzata come preparazione all'alesatura.
In genere, per i fori con diametro D>30 mm, si procede prima alla foratura con una punta di 0,5~0,7 mm più piccola del diametro del foro, quindi all'alesatura. Per i fori con requisiti più elevati, l'alesatura può essere eseguita due volte per migliorare la qualità.
La struttura di un alesatore è simile a quella di una punta elicoidale, equivalente all'appiattimento dell'estremità di una punta elicoidale (rimozione del bordo dello scalpello). Gli alesatori hanno di solito 3-4 taglienti, quindi hanno migliori prestazioni di guida, assicurano la corretta direzione dell'alesatura e possono raggiungere valori di rugosità superficiale inferiori, come mostrato nella Figura 19.

L'utilizzo del metodo di svasatura per la lavorazione di svasature a fondo piatto o conico (o boss) è chiamato svasatura. I principali utensili utilizzati per la svasatura sono le svasature cilindriche, le svasature coniche e le frese per spianatura, come illustrato nella Figura 20.
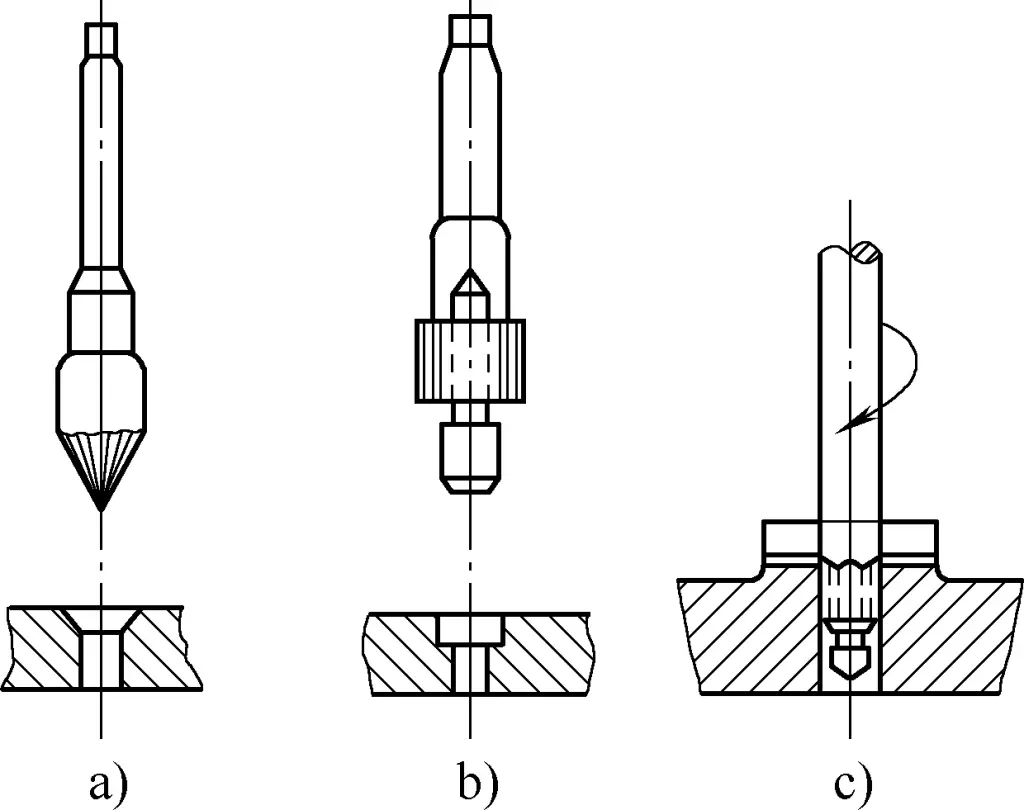
a) Svasatura conica
b) Controfori cilindrici
c) Mulino frontale
Il tagliente della faccia terminale svolge il ruolo principale di taglio. L'angolo di spoglia e l'angolo di elica del controforo sono uguali, generalmente 15°, e l'angolo di spoglia è generalmente di 8°. Il tagliente del cerchio esterno serve a lucidare la parete del foro, con un angolo di spoglia secondario generalmente di 8°. L'estremità anteriore del controforo è costituita da un pilastro di guida, in grado di assicurare il centraggio e la guida.
Un controforo cilindrico più comunemente utilizzato ha bordi di taglio in carburo cementato e la colonna di guida può ruotare rispetto al centro. Poiché non c'è scorrimento relativo tra la colonna di guida e il pezzo, non danneggia il foro del pezzo durante il taglio.
L'angolo conico è di quattro tipi: 60°, 75°, 90° e 120°, che possono essere scelti in base alle esigenze del pezzo, con 90° che è il più usato. Il diametro d dell'estremità grande del cono è di 12~60 mm e il numero di denti è generalmente di 4~12. Le svasature coniche possono anche essere modificate da punte elicoidali, ma l'effetto non è così buono come quello delle svasature coniche dedicate.
Le vibrazioni si producono facilmente durante la svasatura, quindi è necessario prestare attenzione durante la lavorazione: gli svasatori modificati da punte elicoidali devono essere il più corti possibile e, durante la rettifica, bisogna fare attenzione che i due taglienti abbiano la stessa lunghezza e angoli simmetrici; l'angolo di spoglia e l'angolo di spoglia sul bordo esterno dello svasatore devono essere opportunamente ridotti.
La velocità di taglio deve essere inferiore a quella della foratura. Velocità più elevate provocano vibrazioni più gravi. Per evitare ciò, la velocità di taglio per la svasatura dovrebbe essere mantenuta a 1/3~1/2 della velocità di foratura. Generalmente si adotta l'avanzamento manuale, con un ritiro più lento. Durante il funzionamento, è possibile aggiungere un po' di olio per macchine alla colonna di guida e alla superficie di taglio per la lubrificazione. Queste misure possono ridurre le vibrazioni e migliorare la qualità della svasatura.
Per migliorare la precisione dei fori e ridurre la rugosità superficiale delle pareti dei fori, l'utilizzo di un alesatore per la lavorazione fine è chiamato alesatura. L'alesatura è ampiamente utilizzata nelle parti meccaniche. Alcuni fori richiedono un'elevata precisione e bassi valori di rugosità superficiale, molti dei quali devono essere lavorati con alesatori. L'alesatura è più facile da garantire per la precisione e ha un'efficienza superiore rispetto ad altri metodi di lavorazione; è particolarmente adatta per la lavorazione di fori piccoli e fori conici con requisiti di alta precisione.
Gli alesatori si dividono in alesatori a macchina e alesatori a mano in base al loro metodo di utilizzo, come mostrato nella Figura 21. Le principali differenze tra alesatori a macchina e alesatori a mano sono: i primi hanno una parte di lavoro più corta, un numero inferiore di denti e un gambo più lungo; i secondi sono l'opposto. In base ai diversi utilizzi, gli alesatori possono essere suddivisi in alesatori cilindrici e alesatori conici. Gli alesatori cilindrici sono ulteriormente suddivisi in alesatori fissi e alesatori regolabili.
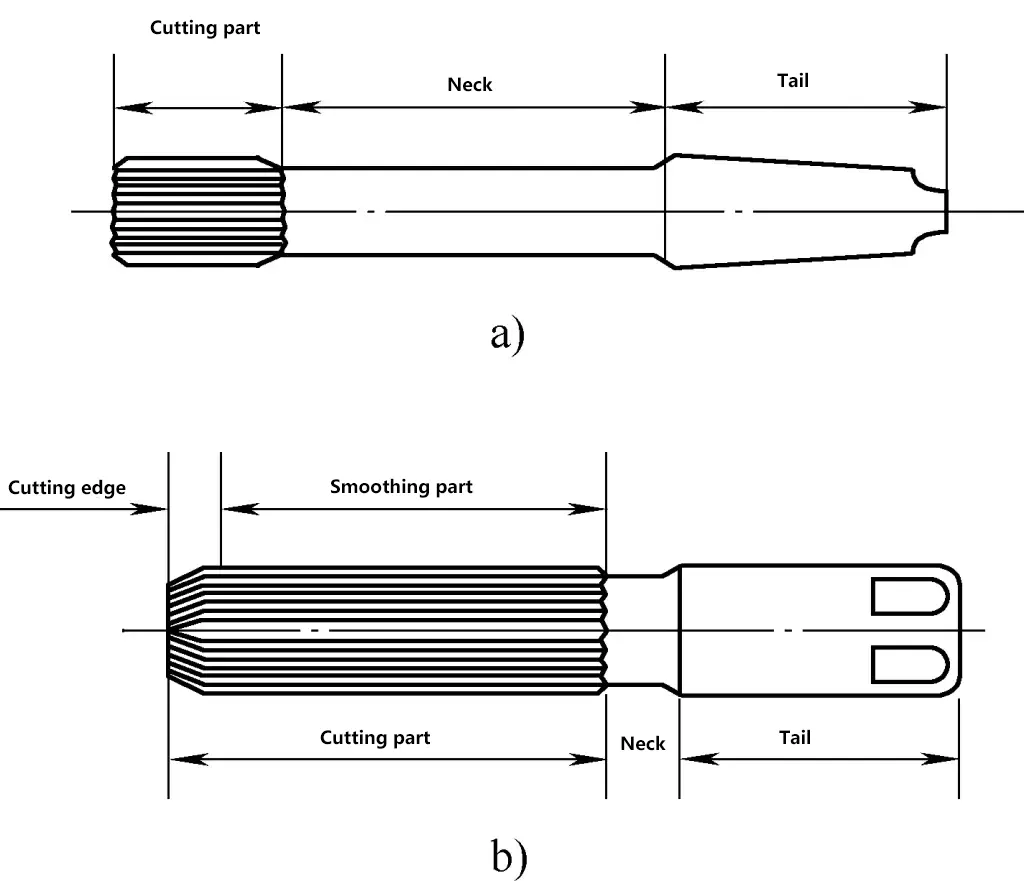
a) Alesatore a macchina
b) Alesatore manuale
L'alesatore è un utensile da taglio a più taglienti, la cui struttura è costituita principalmente dalla parte tagliente, dal collo e dalla coda. Il numero di denti varia da 4 a 12 a seconda del diametro dell'alesatore.
La forma del tagliente è cuneiforme. Poiché la quantità di taglio è molto ridotta, l'angolo di spoglia è di 0°, con funzione di raschiatura. Se è richiesta un'elevata precisione, si può passare a un angolo di spoglia negativo. L'angolo di spoglia è generalmente compreso tra -5° e 0°. L'angolo di spoglia non deve essere troppo grande, in quanto si riferisce alla resistenza del tagliente (minore è l'angolo di spoglia, maggiore è la resistenza). In genere, l'angolo di spoglia è di 8° per l'alesatura di materiali duri e di 5° per materiali fragili.
Per una misura accurata, il numero di taglienti è sempre uniforme, ma distribuito in modo non uniforme per garantire un taglio regolare e stabile dell'alesatore ed evitare segni di sfregamento sulla parete del foro. I bordi di taglio dell'alesatore sono illustrati nella Figura 22. La parte di lucidatura dell'alesatore serve a garantire il centraggio dell'alesatore, a lucidare la parete del foro e a fungere da parte di rettifica. La parte superiore dei denti dell'alesatore presenta un bordo largo 0,3~0,5 mm per allineare la posizione del foro.
a) Tagliente con angolo di spoglia pari a 0
b) Tagliente con angolo di spoglia negativo
La barra di alesatura è un utensile per l'alesatura manuale, di cui è comunemente utilizzato il tipo regolabile. Durante la lavorazione, la coda del gambo dell'alesatore viene posizionata saldamente e il tenone quadrato viene bloccato nel foro quadrato della barra di alesatura. La barra di alesatura viene ruotata per far ruotare l'alesatore. Il foro quadrato di questo tipo di barra alesatrice è regolabile, cioè, ruotando la maniglia mobile, il cursore si sposta avanti e indietro, espandendo o contraendo il foro quadrato per accogliere teste quadrate di alesatori di dimensioni diverse.
Il processo precedente all'alesatura deve lasciare un certo margine di lavorazione per l'alesatura. Il margine di lavorazione per l'alesatura deve essere adeguato affinché la parete del foro alesato sia liscia. Se il margine è troppo ampio, può facilmente causare l'usura dell'alesatore, compromettendo la rugosità della superficie e la precisione del foro, e può anche causare una forma poligonale. Pertanto, è opportuno lasciare un margine di alesatura ragionevole.
La dimensione della tolleranza di alesatura è generalmente la seguente: Se si utilizza un alesatore per alesare il foro in una sola passata e il diametro del foro è inferiore a 20 mm, la tolleranza di alesatura è di 0,1~0,2 mm. Se l'alesatura grossolana e l'alesatura fine vengono utilizzate per alesare il foro in due passate, per diametri del foro compresi tra 5 e 80 mm, la tolleranza di alesatura grossolana è di 0,25~0,5 mm e la tolleranza di alesatura fine è di 0,05~0,15 mm.
Quando l'alesatore lavora, c'è molto attrito tra la sua faccia posteriore e la parete del foro, quindi è necessario utilizzare un fluido da taglio durante l'alesatura. In questo modo è possibile ridurre l'attrito, garantire un valore di rugosità superficiale minore per la superficie del foro, evitare che l'alesatore si espanda a causa del calore e allarghi il diametro del foro e prolungare la durata dell'alesatore. Il fluido da taglio utilizzato per l'alesatura è lo stesso della foratura.
Su qualsiasi macchina si trovano vari tipi di filettature. Alcune di queste filettature sono tornite su macchine utensili, mentre altre sono formate da rulli. Le filettature di precisione possono essere fresate su centri di lavoro o addirittura rettificate su rettificatrici per filetti. Oltre alla lavorazione meccanica, gli installatori utilizzano spesso la maschiatura manuale dei filetti nei lavori di assemblaggio e manutenzione. La maschiatura è generalmente adatta alla lavorazione di filettature ordinarie con diametri relativamente piccoli.
L'uso di un rubinetto per lavorare le filettature interne è chiamato filettatura. Prima di introdurre la filettatura, presenteremo la struttura, i tipi e i vari elementi delle filettature, nonché gli standard per le filettature ordinarie che gli installatori incontrano spesso.
Se un triangolo rettangolo di carta viene avvolto attorno a un corpo cilindrico, come mostrato nella Figura 23, dove la lunghezza di uno dei lati retti (lato AB) del triangolo rettangolo di carta è uguale alla circonferenza del cerchio di base del corpo cilindrico, l'ipotenusa (lato AC) forma una curva sulla superficie del corpo cilindrico. Questa curva è chiamata elica.
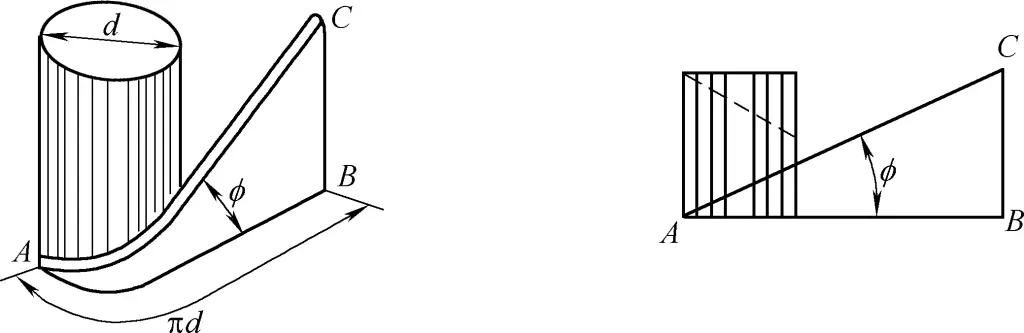
La distanza tra il punto di partenza e il punto finale dell'elica dopo una rotazione completa (cioè la lunghezza del lato retto BC) è detta vantaggio. L'angolo di elevazione dell'elica (l'angolo φ tra il lato retto AB e l'ipotenusa AC) è detto angolo d'elica (angolo di piombo). La lavorazione di una scanalatura di una certa forma lungo l'elica forma un filetto di una forma specifica sulla superficie cilindrica.
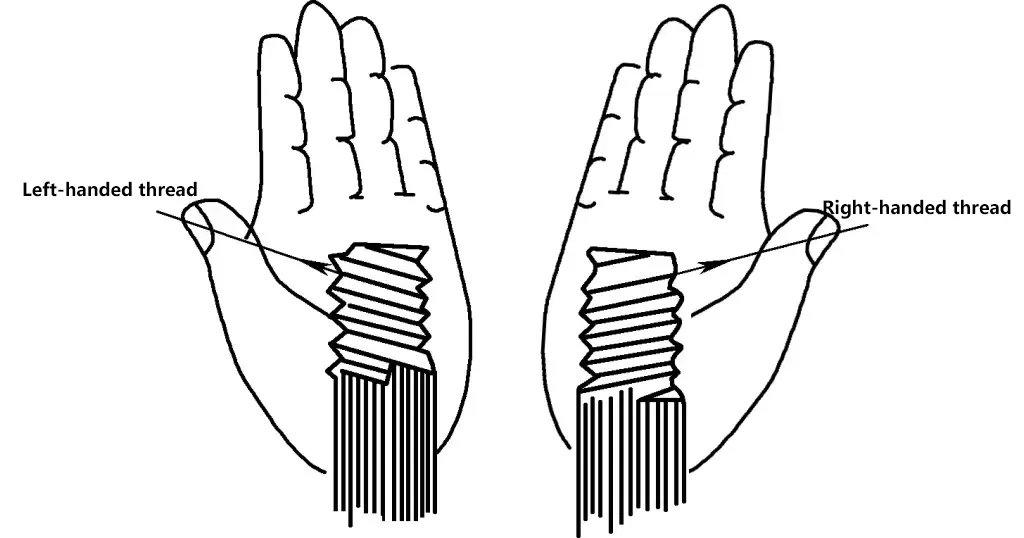
In base alla direzione di avvolgimento del filetto sulla superficie cilindrica, i filetti possono essere classificati come destrorsi (filetto positivo) o sinistrorsi (filetto negativo). Una filettatura che sale da sinistra a destra è chiamata filettatura destrorsa e si avvita in senso orario; il contrario è chiamato filettatura sinistrorsa, come mostrato nella Figura 24. A seconda degli usi, il numero di linee di filettatura sulla superficie cilindrica può essere singolo, doppio o multiplo. Maggiore è il numero di linee di filettatura, maggiore è la velocità di trasmissione.
1) Elementi della filettatura
Gli elementi della filettatura includono la forma della filettatura, il diametro maggiore, il passo, l'avanzamento, il numero di partenze, la tolleranza e il senso di rotazione. Le filettature vengono lavorate in base a questi elementi.
2) Forma del filo
La forma della filettatura si riferisce alla forma nella sezione assiale della filettatura, come mostrato nella Figura 25.
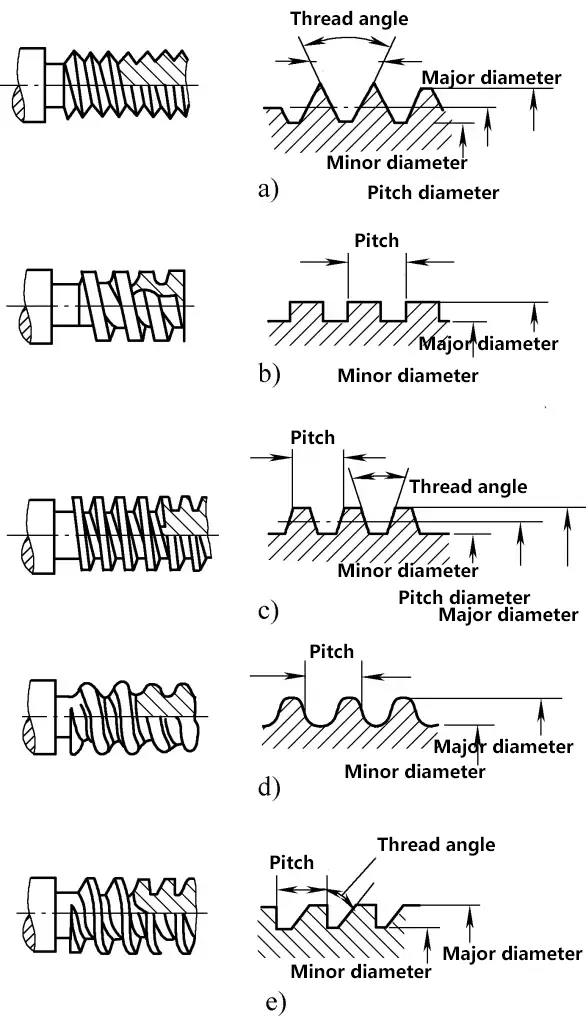
a) Filo conduttore
b) Filetto quadrato
c) Filettatura trapezoidale
d) Filetto arrotondato
e) Filettatura di contrafforte
3) Dimensioni principali delle filettature
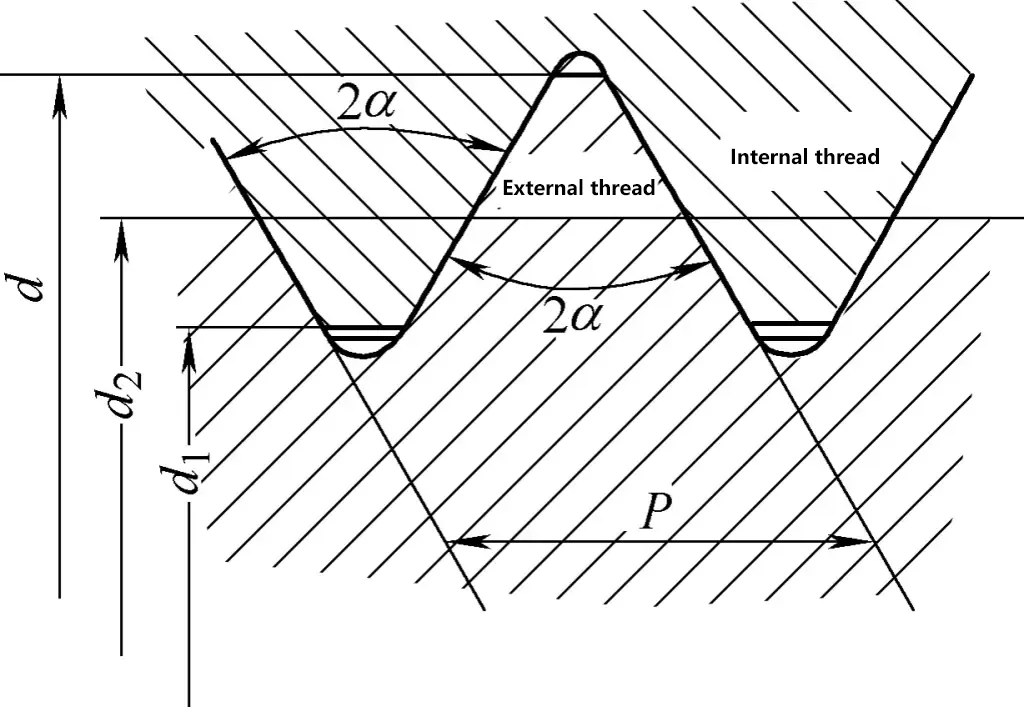
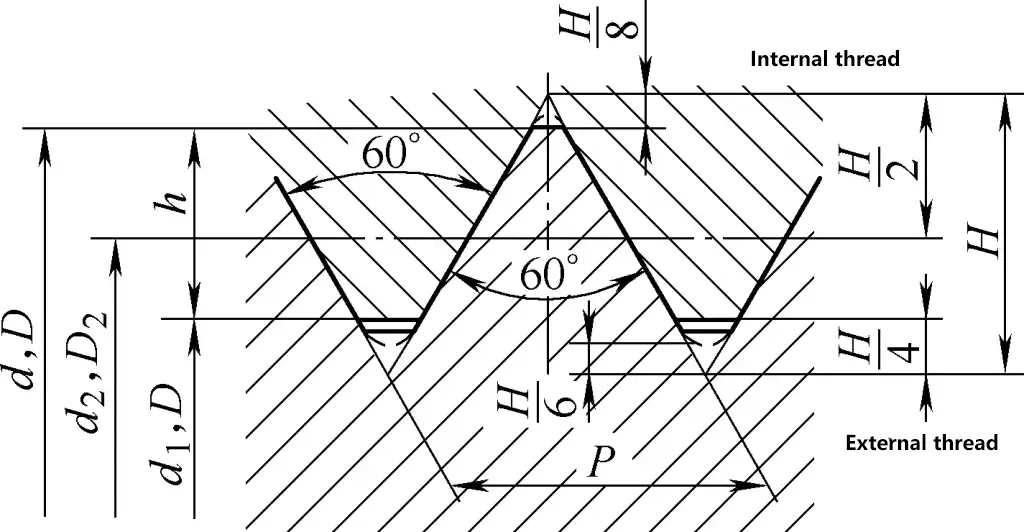
Prendendo come esempio le filettature comuni, le dimensioni principali delle filettature sono riportate nelle Figure 26 e 27.
1) Gamma di applicazioni della filettatura
2) Designazioni delle filettature
Ogni tipo di filettatura ha una specifica designazione standard.
① Fili ordinari.
L'angolo di filettatura è di 60° e l'unità di misura è il mm. Si dividono in filettature grosse e fini, con la differenza che le filettature ordinarie fini hanno un passo minore rispetto alle filettature ordinarie grosse dello stesso diametro maggiore. GB/T 197-2003 specifica i gradi di tolleranza della filettatura come fine, media e grossa. Nei casi seguenti, le filettature di media precisione non hanno la designazione della classe di tolleranza.
② Filettature dei tubi.
L'angolo di filettatura è di 55° o 60° ed è rappresentato da una designazione dimensionale. Ad esempio, Rp3/4 indica una filettatura interna cilindrica destrorsa a 55° con una designazione dimensionale di 3/4.
③ Designazioni delle filettature standard.
Secondo gli standard nazionali, le designazioni standard delle filettature comprendono il codice della caratteristica della filettatura, la designazione della dimensione, la designazione della classe di tolleranza, la designazione della direzione della filettatura e la designazione della lunghezza dell'innesto della filettatura. Esempi di designazioni e notazioni di filettature standard sono riportati nella Tabella 7.
Tabella 7 Denominazioni standard delle filettature ed esempi di notazione
| Tipo di filo | Codice caratteristico | Esempio di designazione | Esempio di descrizione |
| Filetto ordinario grosso | M | M10 | Filettatura ordinaria grossa, diametro nominale 10 mm, classe di tolleranza 6g |
| Filo ordinario sottile | M | M10×1 | Filettatura ordinaria fine, diametro nominale 10 mm, passo 1 mm, classe di tolleranza 6g |
| Filetto trapezoidale | Tr | Tr40×14(P7)LH | Filettatura trapezoidale, diametro nominale 40 mm, passo 14 mm, passo 7 mm, sinistra |
| Filettatura del contrafforte | B | B70×10 | Filettatura a croce, diametro nominale 70 mm, passo 10 mm |
| Filettatura interna conica a 55° | Rc | Rc3/4 | Filettatura interna conica a 55°, designazione della misura 3/4 |
| 55° Filettatura interna cilindrica | Rp | Rp5/8 | 55° Filettatura interna cilindrica, designazione dimensione 5/8 |
| Filettatura esterna conica a 55° | R | R11 | 55° Filettatura esterna conica, designazione dimensione 1 |
Le filettature non standard e le filettature speciali (come le filettature quadre) non hanno denominazioni specifiche; gli elementi della filettatura sono generalmente indicati sul disegno del pezzo (disegno ingrandito del profilo della filettatura).
Le filettature ordinarie grossolane e fini che si incontrano comunemente nelle operazioni di maschiatura dei montatori sono riportate nella Tabella 8 con i relativi parametri.
Tabella 8 Diametri nominali e passi delle filettature ordinarie (unità: mm)
| Diametro nominale d, D | Passo P | |
| Grosso | Fine | |
| 3 | 0.5 | 0.35 |
| 4 | 0.7 | 0.5 |
| 5 | 0.8 | 0.5 |
| 6 | 1 | 0.75 |
| 8 | 1.25 | 1, 0.75 |
| 10 | 1.5 | 1.25, 1, 0.75 |
| 12 | 1.75 | 1.5, 1.25, 1 |
| 16 | 2 | 1.5, 1 |
| 20 | 2.5 | 2, 1.5, 1 |
| 24 | 3 | 2, 1.5, 1 |
| 30 | 3.5 | 2, 1.5, 1 |
| 36 | 4 | 3, 2, 1.5 |
| 42 | 4.5 | 3, 2, 1.5 |
| 48 | 5 | 3, 2, 1.5 |
| 56 | 5.5 | 4, 3, 2, 1.5 |
| 64 | 6 | 4, 3, 2, 1.5 |
Per determinare le dimensioni e le specifiche della filettatura, è necessario misurare il diametro maggiore, il passo e il profilo della filettatura per la lavorazione e il controllo della qualità. I metodi più comuni di misurazione della filettatura includono:
Un rubinetto è costituito da una parte filettata (compresi smusso e terra), da scanalature, da un collo e da un gambo, come illustrato nella Figura 28. La parte filettata del rubinetto è realizzata in acciaio rapido o in acciaio legato e viene indurita mediante trattamento termico.
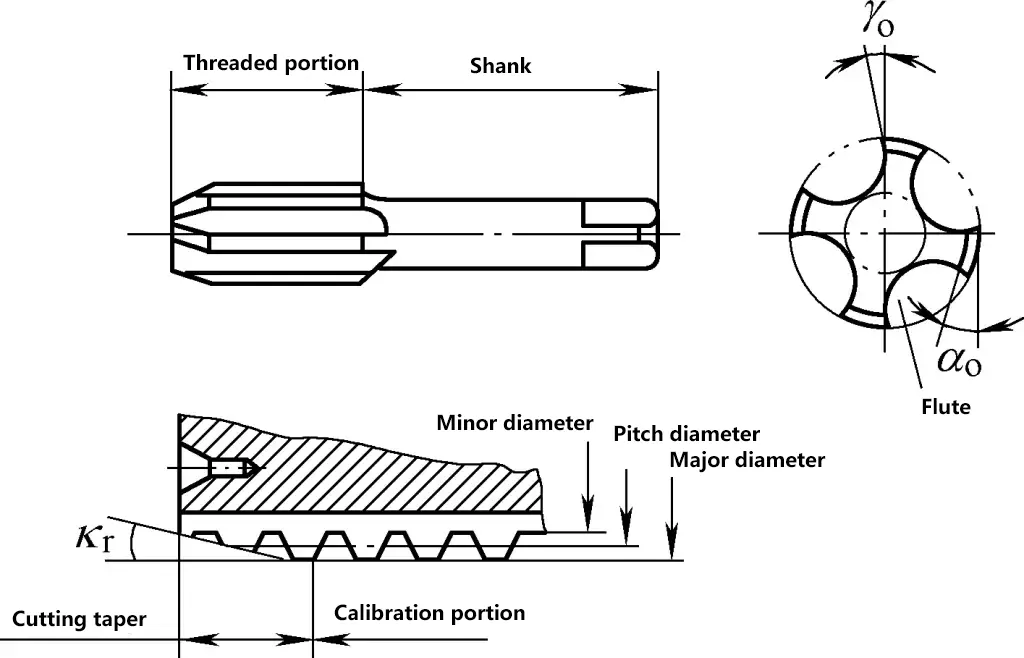
1) Smusso
È la parte conica nella parte anteriore del rubinetto con bordi di taglio affilati, che funge da sezione di taglio principale. L'angolo di spoglia del tagliente è compreso tra 8° e 10° e l'angolo di rilievo tra 4° e 6°.
2) Terreno
Determina il diametro del foro filettato, rifinisce la superficie del filetto, guida il movimento assiale del rubinetto e serve come riserva per la riaffilatura. L'angolo di rilievo è di 0°.
3) Flauti
Servono ad accogliere e rimuovere i trucioli e a formare i taglienti. I maschi comuni hanno 3 o 4 scanalature.
4) Gambo
La forma e la funzione sono le stesse di un alesatore manuale.
1) Rubinetti manuali
I rubinetti manuali sono generalmente disponibili in set da due o tre. Prendendo come esempio un set di maschi conici, si può dividere in maschi conici, secondi e di fondo. Ogni rubinetto ha un angolo di smusso diverso e anche il diametro maggiore della terra varia.
① Set di rubinetti a tre pezzi
Il rubinetto conico ha un angolo di smussatura compreso tra 4° e 5°, con 5-7 filetti incompleti nello smusso, completando 60% del lavoro di taglio totale; il secondo rubinetto ha un angolo di smussatura compreso tra 10° e 15°, con 3 o 4 filetti incompleti nello smusso, completando 30% del lavoro di taglio totale.
L'angolo di taglio a conicità fine è compreso tra 18° e 23°, con 1 o 2 filetti incompleti nel cono di taglio, che completano 10% del lavoro di taglio totale. Poiché il set di rubinetti a tre pezzi taglia le filettature in tre passate, il volume di taglio totale viene suddiviso in tre parti, riducendo così l'area di taglio e la resistenza, facilitando la filettatura e ottenendo superfici di filettatura più lisce. Si evita inoltre la rottura del rubinetto e il danneggiamento dei taglienti.
② Set di rubinetti in due pezzi
L'angolo di taglio conico principale è di 7°, con circa 6 filetti incompleti; il secondo angolo di taglio conico è di 20°, con circa 2 filetti incompleti.
③ Applicazione
Di solito, per le filettature da M6 a M12, un set è composto da due maschi; per le filettature inferiori a M6 e superiori a M24, un set è composto da tre maschi. Questo perché i maschi per filettature piccole hanno una resistenza inferiore e sono soggetti a rotture, quindi ne vengono forniti tre; mentre i maschi per filettature grandi hanno un carico di taglio elevato e richiedono un taglio graduale in più passate, quindi sono anch'essi realizzati in set da tre. I maschi per filettature standard a passo fine sono forniti in set da due, indipendentemente dalle specifiche delle dimensioni.
2) Rubinetti per filettatura di tubi
Si dividono in rubinetti a filettatura diritta e rubinetti a filettatura conica. I maschi a filettatura diritta hanno una parte operativa più corta e sono disponibili in set da due; i maschi a filettatura conica sono pezzi singoli, ma le misure più grandi possono essere fornite anche in set da due. I maschi per filettatura sono utilizzati per tagliare le filettature dei raccordi per tubi e per applicazioni simili.
3) Rubinetti a macchina
I maschi per macchine sono utilizzati per la filettatura meccanica. Per facilitare il serraggio, il gambo del maschio è più lungo. In genere, i maschi a macchina sono pezzi singoli e completano la filettatura in un'unica passata. Hanno un angolo di conicità maggiore e sono più lunghi, adatti alla filettatura di fori lunghi ma non di fori poco profondi. I maschi a macchina possono essere utilizzati anche per la filettatura manuale.
Quando si utilizzano i rubinetti manuali per la filettatura, è essenziale utilizzare una chiave per rubinetti per tenere il rubinetto. Le chiavi per rubinetti si dividono in due categorie: chiavi per rubinetti normali e chiavi per rubinetti con impugnatura a T. Ogni tipo è ulteriormente suddiviso in chiavi fisse e regolabili. Ciascuna tipologia è ulteriormente suddivisa in chiavi per rubinetti fisse e regolabili.
1) Chiavi fisse per rubinetti
Queste chiavi per rubinetto sono dotate di manici su entrambe le estremità e di un foro quadrato al centro che si adatta a una misura di squadra per rubinetto. Poiché le dimensioni del foro quadrato sono fisse, non si adattano a più misure di quadro di rubinetto. Quando si utilizzano, scegliere chiavi per rubinetti di diverse specifiche in base alle dimensioni del rubinetto.
Il vantaggio di questo tipo di chiave a rubinetto è che è facile da produrre. È sufficiente praticare un foro in un pezzo di barra di ferro e limarlo per ottenere un foro quadrato della dimensione desiderata. È adatta per filettature frequenti di dimensioni specifiche.
2) Chiavi a rubinetto regolabili
La dimensione del foro quadrato di questo tipo di chiave per rubinetto può essere regolata per adattarsi alle diverse dimensioni dei quadrati per rubinetto, rendendola molto comoda da usare.
Le specifiche delle chiavi di rubinetto più comuni sono riportate nella Tabella 9.
Tabella 9 Specifiche delle chiavi comuni (unità: mm)
| Diametro del rubinetto | ≤6 | 8-10 | 12-14 | ≥16 |
| Lunghezza della chiave a rubinetto | 150-200 | 200-250 | 250-300 | 400-450 |
3) Chiavi a mano con impugnatura a T
Questo tipo di chiave per rubinetto è comunemente utilizzato con i rubinetti più piccoli. Quando si filetta in prossimità di un gradino del pezzo o all'interno di una scatola, dove una normale chiave per rubinetto potrebbe urtare il pezzo, si utilizza una chiave per rubinetto con impugnatura a T. Le chiavi a T piccole sono generalmente fisse e vengono utilizzate per filettare M6 e inferiori. La lunghezza della chiave è determinata in base ai requisiti del pezzo da lavorare.
Quando si maschiano le filettature, il rubinetto ha un effetto sia di taglio che di estrusione sul metallo. Se il diametro del foro di radice della filettatura è uguale al diametro minore della filettatura, il metallo può fare presa sul maschiatore, con conseguenti danni e rotture.
Pertanto, il diametro della punta per il foro di radice del filetto deve essere leggermente superiore al diametro minore del filetto. Se è troppo grande, si otterrà una filettatura insufficiente e si creeranno scarti. La determinazione del diametro del foro di radice è strettamente correlata al materiale e può essere determinata facendo riferimento alle Tabelle 10-12.
Tabella 10 Diametri delle punte per fori radicolari a filettatura comune prima della maschiatura (unità: mm)
| Diametro nominale della filettatura d | Passo della filettatura D | Diametro della punta | |
| Ghisa, bronzo, ottone | Acciaio, ghisa malleabile, rame puro, Laminato | ||
| 2 | 0.4 | 1.6 | 1.6 |
| 0.25 | 1.75 | 1.75 | |
| 2.5 | 0.45 | 2.05 | 2.05 |
| 0.35 | 2.15 | 2.15 | |
| 3 | 0.5 | 2.5 | 2.5 |
| 0.35 | 2.65 | 2.65 | |
| 4 | 0.7 | 3.3 | 3.3 |
| 0.5 | 3.5 | 3.5 | |
| 5 | 0.8 | 4.1 | 4.2 |
| 0.5 | 4.5 | 4.5 | |
| 6 | 1 | 4.9 | 5 |
| 0.75 | 5.2 | 5.2 | |
| 8 | 1.25 | 6.6 | 6.7 |
| 1 | 6.9 | 7 | |
| 0.75 | 7.1 | 7.2 | |
| 10 | 1.5 | 8.4 | 8.5 |
| 1.25 | 8.6 | 8.7 | |
| 1 | 8.9 | 9 | |
| 0.75 | 9.1 | 9.2 | |
| 12 | 1.75 | 10.1 | 10.2 |
| 1.5 | 10.4 | 10.5 | |
| 1.25 | 10.6 | 10.7 | |
| 1 | 10.9 | 11 | |
| 14 | 2 | 11.8 | 12 |
| 1.5 | 12.4 | 12.5 | |
| 1 | 12.9 | 13 | |
| 16 | 2 | 13.8 | 14 |
| 1.5 | 14.4 | 14.5 | |
| 1 | 14.9 | 15 | |
| 18 | 2.5 | 15.3 | 15.5 |
| 2 | 15.8 | 16 | |
| 1.5 | 16.4 | 16.5 | |
| 1 | 16.9 | 17 | |
| 20 | 2.5 | 17.3 | 17.5 |
| 2 | 17.8 | 18 | |
| 1.5 | 18.4 | 18.5 | |
| 1 | 18.9 | 19 | |
| 22 | 2.5 | 19.3 | 19.5 |
| 2 | 19.8 | 20 | |
| 1.5 | 20.4 | 20.5 | |
| 1 | 20.9 | 21 | |
| 24 | 3 | 20.7 | 21 |
| 2 | 21.8 | 22 | |
| 1.5 | 22.4 | 22.5 | |
| 1 | 22.9 | 23 | |
Tabella 11 Diametri delle punte per i comuni fori di radice con filettatura diritta prima della maschiatura
| Codice dimensione | Diametro della punta/mm |
| 1/8 | 8.8 |
| 1/4 | 11.7 |
| 3/8 | 15.2 |
| 1/2 | 18.9 |
| 3/4 | 24.4 |
| 1 | 30.6 |
| 11/4 | 41.6 |
| 11/2 | 45.1 |
Tabella 12 Diametri delle punte per fori di radice con filettatura conica a 55° e 60° prima della maschiatura
| Filettatura del tubo conica a 55° | Filettatura del tubo conica a 60° | ||||
| Codice dimensione | Numero di filetti per 25,4 mm n | Diametro della punta/mm | Codice dimensione | Numero di filetti per 25,4 mm n | Diametro della punta/mm |
| 1/8 | 28 | 8.4 | 1/8 | 27 | 8.6 |
| 1/4 | 19 | 11.2 | 1/4 | 18 | 11.1 |
| 3/8 | 19 | 14.7 | 3/8 | 18 | 14.5 |
| 1/2 | 14 | 18.3 | 1/2 | 14 | 17.9 |
| 3/4 | 14 | 23.6 | 3/4 | 14 | 23.2 |
| 1 | 11 | 29.7 | 1 | 11.5 | 29.2 |
| 11/4 | 11 | 38.3 | 11/4 | 11.5 | 37.9 |
| 11/2 | 11 | 44.1 | 11/2 | 11.5 | 43.9 |
| 2 | 11 | 55.8 | 2 | 11.5 | 56 |
1) Scegliere un mandrino di sicurezza per maschiatura appropriato in base al materiale del pezzo, alla profondità della filettatura e alla dimensione del maschiatore.
2) Selezionare una velocità di taglio adeguata. In genere, per diametri di maschiatura più piccoli si utilizzano velocità più elevate; per diametri di maschiatura più grandi si dovrebbero utilizzare velocità più basse; per passi di filettatura più grandi si dovrebbero utilizzare velocità più basse. I seguenti valori possono essere utilizzati come riferimento: materiali generici 6-15 m/min; acciaio bonificato o acciaio più duro 5-15 m/min; acciaio inox 2-7 m/min; ghisa 8-10 m/min.
3) Quando il rubinetto sta per entrare nel foro di filettatura, alimentarlo lentamente per evitare di danneggiare i denti del rubinetto. Quando si inizia a tagliare, azionare manualmente la maniglia di avanzamento, applicando una pressione uniforme per aiutare il rubinetto a entrare nel pezzo. Una volta che la parte tagliente è completamente inserita, smettere di esercitare pressione e lasciare che il rubinetto si alimenti da solo per evitare di tagliare filetti difettosi.
4) Durante la maschiatura di fori passanti, la parte di allineamento del rubinetto non deve sporgere completamente, altrimenti l'inversione del rubinetto causerà danni alla filettatura.
5) Dopo che il rubinetto è entrato nel pezzo, aggiungere continuamente fluido da taglio e invertire o ritrarre frequentemente il rubinetto per rimuovere i trucioli.
6) Per le filettature M16 e superiori, si consiglia di utilizzare metodi di maschiatura elettrica. In questo modo si riduce il lavoro manuale e si ottengono filettature con una migliore perpendicolarità rispetto alla superficie del foro, con conseguente maggiore qualità ed efficienza.
1) Praticare il foro di radice.
Prima di procedere alla maschiatura, praticare un foro di radice appropriato nel pezzo da lavorare, facendo riferimento alle Tabelle 10-12.
2) Smussatura.
Dopo la foratura, utilizzare uno svasatore a 90° per smussare entrambi i lati dell'apertura del foro, facendo in modo che il diametro massimo dello smusso sia uguale al diametro nominale della filettatura. Ciò consente al rubinetto di entrare agevolmente nel pezzo e impedisce che i bordi del filetto si scheggino quando il rubinetto esce dal foro.
3) Bloccare il pezzo in lavorazione in una morsa da banco.
In genere, i pezzi da lavorare vengono bloccati in una morsa da banco per la maschiatura, ma i pezzi più piccoli possono essere appoggiati in piano, tenuti saldamente con la mano sinistra, mentre la mano destra usa il rubinetto per filettare. Assicurarsi di scegliere una chiave per rubinetto appropriata in base alle dimensioni del quadrato sul gambo del rubinetto.
4) Mascheratura con il cono di piombo.
Inserire il maschio da taglio nel foro del pezzo, assicurandosi che il maschio sia perpendicolare alla superficie del pezzo. Controllare e regolare con attenzione. Quando si inizia a tagliare il filetto, applicare una pressione adeguata con entrambe le mani e ruotare il rubinetto in senso orario (per filettature destrorse) nel foro.
Una volta innestato il tagliente, smettere di esercitare pressione con le mani e utilizzare solo una forza di rotazione costante per battere la filettatura. Durante la maschiatura, applicare una forza bilanciata con entrambe le mani e ruotare dolcemente. Dopo ogni 1/2 o 1 giro, invertire il rubinetto di 1/4 di giro per rompere e rimuovere i trucioli, evitando l'intasamento delle scanalature che potrebbe danneggiare o rompere il rubinetto.
5) Maschiatura con maschi intermedi e di finitura.
Dopo la maschiatura con il maschio conico, utilizzare i maschi intermedi e di finitura per allargare e rifinire la filettatura.
Per prima cosa, avvitare manualmente i maschi intermedi e di finitura nel filetto tagliato dal maschio conico per garantire una guida corretta. Quindi utilizzare una chiave per rubinetti, seguendo il metodo precedentemente descritto, ruotando avanti e indietro fino a completare la filettatura.
② Rimuovere tempestivamente i trucioli dal rubinetto e dal fondo del foro. Quando si maschiano fori profondi, fori ciechi o materiali in metallo duttile, ritirare spesso il rubinetto per rimuovere i trucioli sia dal rubinetto che dal fondo del foro. In questo modo si evita che il rubinetto si blocchi o si rompa nel foro.
③ Utilizzare correttamente il fluido da taglio. Per migliorare la qualità della superficie della filettatura e garantire buone prestazioni di taglio del rubinetto, fare riferimento alla Tabella 13 per selezionare i fluidi da taglio in base ai diversi materiali e requisiti.
Tabella 13 Selezione dei fluidi da taglio per la maschiatura
| Materiale del pezzo da lavorare | Fluido da taglio |
| Ghisa | Kerosene o nessun fluido da taglio |
| Acciaio | Acqua saponata, emulsione, olio per macchine, olio di soia, ecc. |
| Bronzo o ottone | Olio di colza o di soia |
| Rame puro o lega di alluminio | Cherosene, trementina, emulsione concentrata |
Quando un rubinetto si rompe nel foro, si possono utilizzare diversi metodi per rimuoverlo a seconda della situazione.
1) Se una parte del rubinetto rotto sporge dal foro, può essere rimossa con una pinza o estratta delicatamente con uno scalpello affilato o un punzone centrale, come mostrato nella Figura 29. Questo metodo è adatto per i rubinetti più piccoli che non sono troppo stretti. Questo metodo è adatto ai rubinetti più piccoli che non sono troppo incastrati.
Se il rubinetto rotto è troppo stretto e non può essere rimosso con il metodo sopra descritto, è possibile saldare a gas un'asta piegata o un dado sulla parte superiore del rubinetto rotto. Quindi, ruotate l'asta piegata o utilizzate una chiave per ruotare il dado e rimuovere il rubinetto rotto, come mostrato nella Figura 30. Per i rubinetti rotti più piccoli, un bacchetta per saldatura può essere rapidamente saldato a punti al rubinetto, quindi piegato e utilizzato per estrarlo.
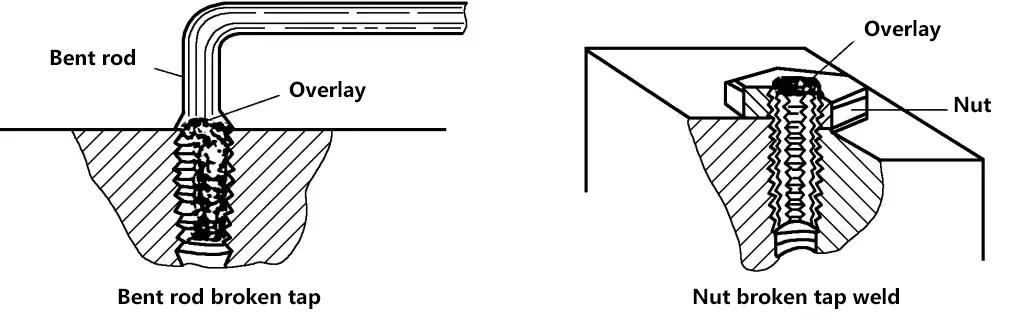
2) Quando la parte rotta del rubinetto si trova all'interno del foro, è possibile avvitare due dadi sull'estremità quadrata del rubinetto rotto. Inserire quindi alcuni pezzi di filo metallico tra le scanalature del rubinetto e i dadi. Utilizzare una chiave per ruotare in senso antiorario e rimuovere il rubinetto rotto, come mostrato nella Figura 31. Il diametro del filo dipende dalle dimensioni del rubinetto. Il diametro del filo dipende dalle dimensioni delle scanalature del rubinetto. Quando si utilizza questo metodo per rimuovere il rubinetto rotto, applicare un lubrificante come l'olio lubrificante.
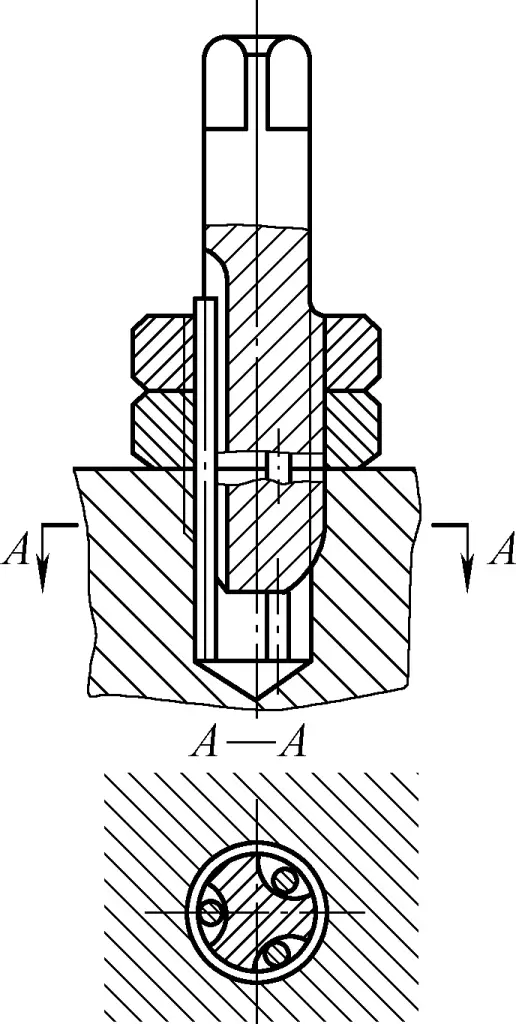
3) Se i metodi sopra descritti non riescono a rimuovere il rubinetto rotto, e se le condizioni lo consentono, si può ricorrere alla lavorazione a scarica elettrica per rimuoverlo, anche se ciò può essere limitato dall'attrezzatura e dalle dimensioni del pezzo. In alternativa, il rubinetto rotto può essere ricotto e poi forato, ma questo metodo è adatto solo quando l'allargamento del foro filettato è accettabile.
A volte i rubinetti rotti possono essere difficili da rimuovere, con conseguente scarto del foro filettato o del pezzo in lavorazione. Pertanto, durante la maschiatura dei filetti, è necessario attenersi rigorosamente alle procedure e ai requisiti operativi, lavorando con attenzione e meticolosità per evitare la rottura del rubinetto.
Tabella 14 Cause di scarto durante la filettatura e metodi di prevenzione
| Tipo di rottame | Cause | Metodi di prevenzione |
| Fili incrociati | 1. Il diametro del foro pilota è troppo piccolo, il rubinetto non riesce a entrare, causando filettature incrociate all'ingresso del foro. 2. Dopo la maschiatura con il maschio conico, il maschio intermedio non è allineato correttamente, causando un disallineamento tra il maschio conico e quello intermedio. 3. Il foro filettato è fortemente obliquo e la forzatura del rubinetto non può essere corretta. 4. Non utilizzare alcun fluido da taglio per la maschiatura di acciaio a basso tenore di carbonio e di materiali con buona plasticità. 5. Il cono di taglio del rubinetto è opaco 1. Controllare attentamente il foro pilota, scegliere una punta appropriata e allargare il foro pilota prima di procedere alla maschiatura. | 2. Avvitare manualmente il rubinetto intermedio nel foro filettato per allineare il cono e i rubinetti intermedi. 3. Mantenere l'allineamento tra il rubinetto e il centro del foro pilota, applicare una forza bilanciata con entrambe le mani durante l'operazione e non forzare la correzione in caso di forte obliquità. 4. Utilizzare il liquido da taglio 5. Affilare l'angolo di rilievo del rubinetto Foro filettato obliquo |
| 1. Il rubinetto non è perpendicolare alla superficie del pezzo | 2. Grandi fori di sabbia nelle fusioni 3. Forza non uniforme applicata dalle mani durante la battitura, inclinazione su un lato. 1. Assicurarsi che il rubinetto sia perpendicolare alla superficie del pezzo quando si inizia a tagliare; prestare attenzione a controllare e regolare | 2. Controllare il foro pilota prima della maschiatura; se i fori di sabbia sono troppo grandi, la maschiatura è sconsigliata. 3. Mantenere una forza equilibrata con entrambe le mani per tutto il processo, evitando di oscillare. Altezza della filettatura insufficiente |
| Il diametro del foro pilota è troppo grande | Calcolo e selezione corretta del foro pilota e del diametro della punta | Tabella 15 Cause di rottura del rubinetto durante la filettatura e metodi di prevenzione |
Cause di rottura
| Metodi di prevenzione | 1. Foro pilota troppo piccolo durante la maschiatura |
| 1. Calcolare e selezionare correttamente il diametro del foro pilota | 2. Il rubinetto è troppo opaco, il materiale del pezzo in lavorazione è troppo duro |
| 2. Affilare l'angolo di rilievo del rubinetto | 3. La chiave del rubinetto è troppo grande, con conseguente coppia di serraggio elevata; la sensibilità della mano dell'operatore è scarsa, spesso non si accorge quando il rubinetto è bloccato e continua a girare, causando la rottura del rubinetto. |
| 3. Selezionare una chiave a rubinetto di dimensioni adeguate, prestare attenzione ai problemi emergenti e affrontarli tempestivamente. | 4. La mancata rimozione tempestiva dei trucioli dalle scanalature del rubinetto, soprattutto con materiali altamente duttili, causa l'intasamento del foro da parte dei trucioli. |
| 4. Invertire il rubinetto come richiesto per rompere i trucioli, rimuoverli prontamente o ritirare il rubinetto per pulire i trucioli. 5. L'assenza di fluido da taglio durante la maschiatura di materiali altamente duttili (come l'acciaio inossidabile) può causare il grippaggio del pezzo e del maschiatore. | 5. Utilizzare il liquido da taglio |
| 6. Il rubinetto è obliquo e causa una forza eccessiva su un lato. | 6. Utilizzare una squadra per allineare il rubinetto prima della maschiatura, assicurandosi che rimanga perpendicolare al pezzo. |
| 7. Durante la maschiatura di fori ciechi, la punta del rubinetto tocca il fondo del foro, ma la rotazione continua, causando la rottura del rubinetto. | 7. Segnare la profondità in anticipo, osservare la profondità di inserimento del rubinetto durante la battitura, evitare il contatto con il fondo e rimuovere regolarmente i trucioli. |
| IX. Raschiatura | La raschiatura è un metodo di finitura che utilizza un raschietto per rimuovere uno strato molto sottile di metallo dalla superficie del pezzo. È un metodo di lavorazione che non può essere sostituito da altri processi. |
La raschiatura è un metodo di finitura che utilizza un raschietto per rimuovere uno strato molto sottile di metallo dalla superficie del pezzo. È un metodo di lavorazione che non può essere sostituito da altri processi.
Durante la raschiatura, il pezzo da lavorare deve essere innanzitutto appoggiato su un pezzo di riferimento. Un composto indicativo rivela i punti alti e secondari sulla superficie del pezzo lambito. Quindi si utilizza un raschietto per spingere e rimuovere ripetutamente questi punti. Questo processo di microtaglio taglia e comprime la struttura superficiale del pezzo, aumentando gradualmente i punti di contatto con il pezzo di riferimento, ottenendo la forma geometrica corretta del pezzo e un buon adattamento al pezzo di riferimento.
La raschiatura della superficie consente di ottenere pozzetti uniformemente distribuiti, utili per immagazzinare l'olio lubrificante e fornire così buone condizioni di lubrificazione per le parti in movimento; la forma geometrica della guida o della superficie del pezzo può essere raschiata in varie forme speciali, come ad esempio concava o convessa al centro, in base alle effettive esigenze di utilizzo. La raschiatura consente di ottenere requisiti di precisione difficilmente raggiungibili con la lavorazione meccanica generale e di eliminare gli errori o i difetti superficiali lasciati dalla lavorazione meccanica generale.
Gli strumenti di raschiatura comprendono raschietti e strumenti di calibrazione.
Gli strumenti di calibrazione comunemente utilizzati comprendono piastre di superficie standard, righelli di calibrazione e squadre. Le piastre di superficie standard sono disponibili in varie specifiche e vengono utilizzate per controllare superfici piane più ampie. Quando si scelgono, la loro area non dovrebbe essere più grande di 3/4 della superficie raschiata. Le squadrette devono essere appese per essere conservate dopo l'uso, mentre quelle scomode da appendere devono essere posizionate in modo stabile per evitare deformazioni.
Esistono due tipi di raschietti: i raschietti piatti e i raschietti curvi. I raschietti sono generalmente forgiati in acciaio per utensili T10A o in acciaio per cuscinetti GCr15 e il tagliente deve essere affilato. Quando si raschiano materiali duri, si possono saldare anche punte di carburo.
I raschietti piatti si dividono in tre tipi: raschietti grezzi, raschietti fini e raschietti di precisione. Dopo la tempra, i raschietti devono essere affilati finemente su una pietra dentata dopo averli sgrossati su una mola. Per i raschietti ruvidi, βo è di 90°~92,5° e il tagliente deve essere diritto; per i raschietti fini, βo è di 95°, con il tagliente leggermente curvo; per i raschietti di precisione, βo è di 97,5°, con un raggio di curvatura del tagliente più piccolo rispetto ai raschiatori fini, come mostrato nella Figura 32.
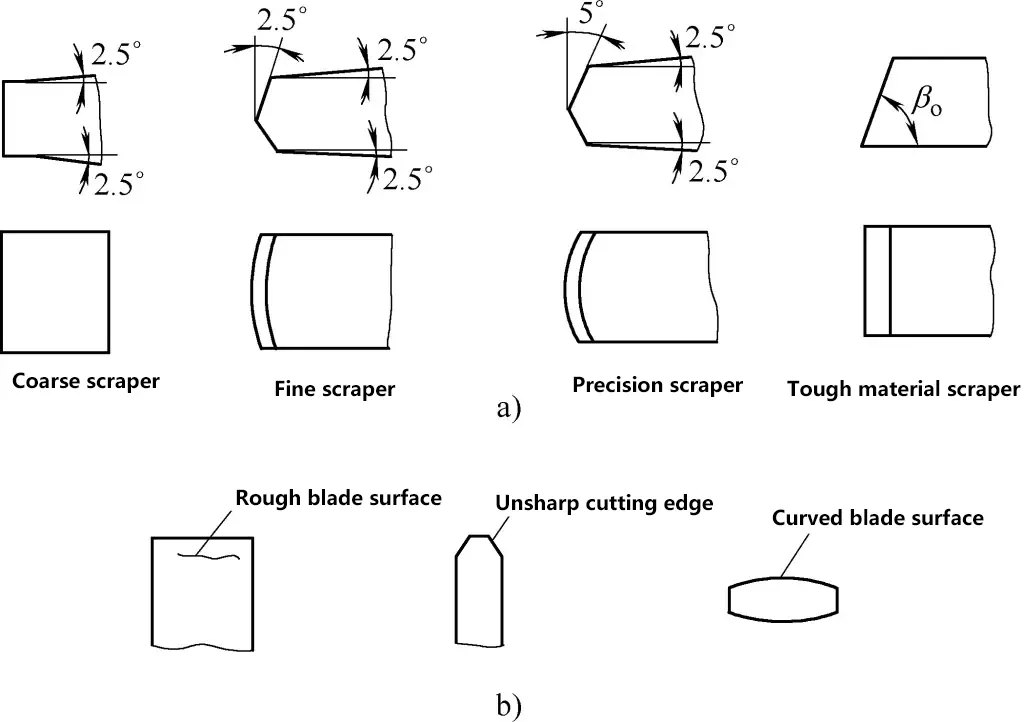
a) Angolo della testa del raschiatore
b) Forma errata della testa del raschiatore
I raschiatori curvi sono utilizzati principalmente per raschiare superfici curve, come i fori interni dei cuscinetti scorrevoli. Tra i tipi più comuni vi sono i raschiatori triangolari e quelli a testa di serpente, come mostrato nella Figura 33.
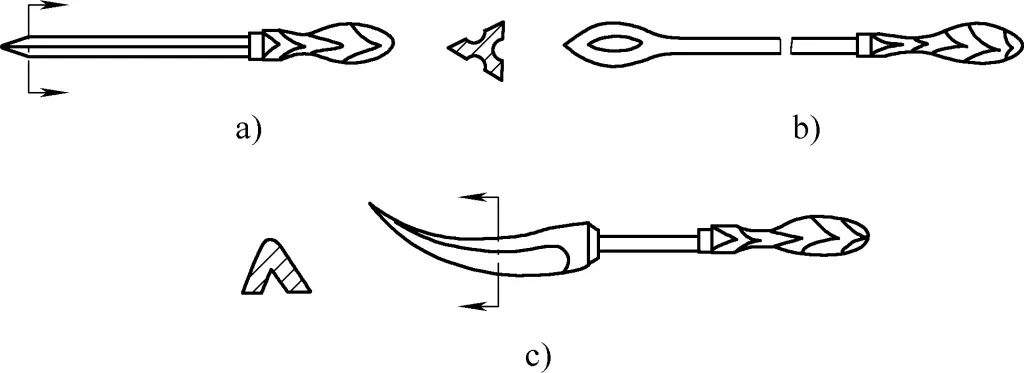
Prima di procedere alla raschiatura, è necessario determinare la posizione e la dimensione degli errori nel pezzo. Il metodo consiste nell'applicare un agente macchiante (polvere di piombo rosso) e quindi posizionare la superficie da raschiare insieme a un utensile standard o a un pezzo corrispondente per la lappatura. Dopo la lappatura, si evidenzieranno le parti sporgenti, che potranno poi essere raschiate via con un raschietto. Questo metodo è chiamato metodo di macchiatura o metodo del punto di lappatura. Gli agenti di macchiatura utilizzati sono la polvere di piombo rosso e l'olio blu.
La polvere di piombo rosso si divide in due tipi: ossido di piombo (rosso-arancio) e ossido di ferro (marrone-rossastro). La polvere di piombo rosso viene macinata in granuli e mescolata con olio di macchina per l'uso, ampiamente utilizzato su pezzi in acciaio e ghisa. L'olio blu è una miscela di polvere blu, olio di ricino e olio per macchinari appropriato, di colore blu scuro, che produce punti di macchiatura piccoli e chiari, utilizzata soprattutto per pezzi di precisione e metalli e leghe non ferrosi.
Quando si raschia, l'agente di macchiatura può essere applicato sulla superficie del pezzo o sul pezzo di calibrazione. Il primo mostra uno sfondo rosso con punti neri (i punti neri sono punti alti) sulla superficie del pezzo, senza riflessi e facilmente visibili, adatti per la raschiatura di precisione. Il secondo colora solo i punti alti sulla superficie del pezzo, con punti di macchia fioca che non sono facili da vedere chiaramente, ma i trucioli hanno meno probabilità di aderire al bordo di taglio, rendendo conveniente la raschiatura; in genere viene scelto per la raschiatura di precisione.
L'uso corretto degli agenti di macchiatura è strettamente legato alla qualità della raschiatura. Per la raschiatura grossolana, il prodotto deve essere miscelato in modo più sottile e applicato in modo uniforme sulla superficie del pezzo, leggermente più spesso per ottenere macchie più grandi. Per la raschiatura di precisione, deve essere miscelato più spesso e applicato in modo sottile e uniforme sulla superficie del pezzo, ottenendo punti più fini, a vantaggio della precisione di raschiatura durante la raschiatura fine.
Quando si utilizzano gli agenti smacchianti, è essenziale mantenere la pulizia ed evitare che particelle di sabbia, trucioli, ecc. graffino la superficie del pezzo. Il filo di cotone utilizzato per l'applicazione degli agenti smacchianti deve essere avvolto in carta vetrata e anche gli altri strumenti di applicazione devono essere mantenuti puliti per garantire una smacchiatura accurata.
I requisiti di qualità per le superfici raschiate includono generalmente l'accuratezza geometrica, l'accuratezza dimensionale, l'accuratezza e l'adattamento del contatto, la rugosità della superficie, ecc. I metodi di ispezione comunemente utilizzati sono i due seguenti:
Un telaio quadrato con un lato di 25 mm viene posizionato sulla superficie da ispezionare e la qualità viene indicata dal numero di punti di contatto all'interno del telaio. Il numero di punti di contatto per diverse precisioni di contatto con il piano è mostrato nella Tabella 16.
Tabella 16 Numero di punti di contatto per diverse precisioni di contatto con il piano
| Tipo di aereo | Numero di punti di contatto/25mm×25mm | Esempi di applicazione |
| Piano generale | 2~5 | Superfici di giunzione fisse delle parti più ruvide |
| 5~8 | Superficie di giunzione generale | |
| 8~12 | Superfici di tavole di macchine, superfici di riferimento generali, superfici di guida di macchine utensili, superfici di giunzione di tenuta | |
| 12~16 | Guide e superfici di guida delle macchine utensili, superfici di riferimento degli utensili, superfici di contatto degli strumenti di misura | |
| Piano di precisione | 16~20 | Guide per macchine utensili di precisione, punte rettilinee |
| 20~25 | Piano di grado 1, strumenti di misura di precisione | |
| Piano ultrapreciso | >25 | Piano di grado 0, guide per macchine utensili di alta precisione, strumenti di misura di precisione |
Nella raschiatura di superfici curve, si tratta principalmente di raschiare i fori interni dei cuscinetti radenti. Il numero di punti di contatto per le diverse precisioni dei vari cuscinetti scorrevoli è riportato nella Tabella 17.
Tabella 17 Numero di punti di contatto per diverse precisioni di vari cuscinetti a strisciamento
| Diametro del cuscinetto/mm | Cuscinetti per mandrini principali di macchine utensili o di precisione | Cuscinetti per attrezzature di forgiatura, macchinari generici | Cuscinetti per macchine elettriche e attrezzature metallurgiche | ||||
| Alta precisione | Precisione | Ordinario | Importante | Ordinario | Importante | Ordinario | |
| Numero di punti di contatto/25mm×25mm | |||||||
| ≤120 | 25 | 20 | 16 | 12 | 8 | 8 | 5 |
| >120 | 16 | 10 | 8 | 6 | 6 | 2 | |
Per le superfici dei pezzi più grandi, la planarità e la rettilineità delle guide della macchina utensile vengono controllate con una livella.
Alcuni pezzi richiedono anche il controllo dello spazio tra le superfici di accoppiamento mediante spessimetri di spessore specifico. Per i cilindri a pressione, i corpi valvola e così via, sono necessarie anche prove di pressione atmosferica o idraulica.
Il margine di raschiatura è generalmente compreso tra 0,05 e 0,4 mm. Per aree di raschiatura più ampie, si lascia un margine maggiore. In generale, la precisione di lavorazione (rettilineità e planarità) del pezzo prima della raschiatura non dovrebbe essere inferiore alla precisione di 9° grado specificata nello standard nazionale per le tolleranze geometriche.
Il processo generale di raschiatura del piano può essere suddiviso in raschiatura grossolana, raschiatura fine, raschiatura di precisione e raschiatura di modelli.
La raschiatura grossolana prevede l'utilizzo di un raschietto ruvido per rimuovere uniformemente uno strato di metallo più spesso dalla superficie raschiata, al fine di eliminare rapidamente la superficie ruvida o l'eccedenza. Durante la raschiatura, si può adottare un metodo di spinta continua, con i segni di raschiatura che formano lunghe strisce. La superficie raschiata viene livellata in base alle condizioni di errore convesse e concave. Il numero di punti di contatto richiesto per la raschiatura grossolana è di 2-3 punti/25mm×25mm.
La raschiatura fine prevede l'uso di un raschietto fine per rimuovere punti di ricerca radi e grandi sulla superficie raschiata, migliorando ulteriormente l'irregolarità della superficie raschiata. Si utilizza un metodo di raschiatura breve, in cui la lunghezza del segno del raschietto è circa la larghezza del bordo di taglio. Man mano che aumenta il numero di punti di ricerca, i segni di raschiatura devono essere gradualmente accorciati. Ogni giro di raschiatura deve essere eseguito in una direzione specifica e il secondo giro deve essere eseguito in modo trasversale per eliminare la direzione originale dei segni di raschiatura. Altrimenti, i punti di ricerca appariranno in una distribuzione a strisce.
Per aumentare rapidamente il numero di punti di ricerca, quando si raschiano i punti si possono raschiare anche le aree circostanti. In questo modo, quando i punti più alti vengono rimossi, i punti alti secondari circostanti diventano rapidamente visibili, accelerando il processo di raschiatura.
Durante il processo di raschiatura, occorre fare attenzione a non inclinare il raschiatore per evitare di creare graffi profondi sulla superficie raschiata. Man mano che il numero di punti di ricerca aumenta, l'indicatore deve essere applicato in modo sottile e uniforme. Dopo la lappatura, i punti di ricerca lucidi (punti duri) devono essere raschiati più pesantemente, mentre i punti di ricerca opachi (punti morbidi) devono essere raschiati più leggermente, fino a quando i punti di ricerca visualizzati sono uniformemente duri e morbidi.
La raschiatura fine richiede 12-15 punti di contatto per un'area di 25 mm × 25 mm.
Per la raschiatura, utilizzare un utensile per la raschiatura fine con un metodo di raschiatura a punti, in cui la lunghezza del segno dell'utensile è di circa 5 mm. Durante la raschiatura fine, prestare attenzione a: abbassare leggermente l'utensile, sollevarlo rapidamente quando si finisce. Raschiare una sola volta per ogni punto di molatura, non ripetere e raschiare sempre in modo incrociato.
Quando i punti di contatto superano i 20 punti/(25mm×25mm), i punti di rettifica possono essere suddivisi in tre categorie: raschiare completamente i punti più brillanti; raschiare un piccolo pezzo dalla parte superiore dei punti medi; lasciare i punti piccoli non raschiati. Nelle ultime tre passate, i segni incrociati dell'utensile devono essere di dimensioni coerenti e disposti in modo ordinato per dare un bell'aspetto alla superficie raschiata.
Durante la raschiatura fine è necessario prestare particolare attenzione alla pulizia. Durante la lappatura, le impurità presenti al centro causano spesso linee sottili o graffi profondi sulla superficie raschiata, rendendo le riparazioni molto difficili e talvolta causando addirittura uno scarto.
La larghezza del segno dell'utensile può riflettere la profondità di raschiatura, quindi controllando la larghezza del segno dell'utensile si può controllare la profondità di raschiatura. Per una raschiatura grossolana, la larghezza del segno dell'utensile dovrebbe essere da 2/3 a 3/4 della lunghezza della lama; per una raschiatura fine, dovrebbe essere da 1/3 a 1/2 e per una raschiatura di precisione, dovrebbe essere ancora più stretta. Le marcature troppo larghe influiscono anche sul numero di punti di contatto per unità di superficie.
Se sulla superficie raschiata sono presenti fori o fori filettati, controllare il raschiatore per evitare di raschiare direttamente sull'apertura del foro per evitare di abbassarlo. Se sulla superficie raschiata è presente una cornice stretta, prestare attenzione a mantenere l'angolo tra la direzione di raschiatura e il bordo stretto inferiore a 30° per evitare di raschiare il bordo stretto troppo in basso.
Gli scopi della raschiatura decorativa sono: primo, puramente estetico della superficie raschiata; secondo, creare buone condizioni di lubrificazione tra le superfici relativamente scorrevoli e valutare il grado di usura del piano in base alla scomparsa del motivo. Per i pezzi con elevati requisiti di precisione di contatto e molti punti di contatto richiesti, non si dovrebbero raschiare modelli a blocchi di grandi dimensioni, altrimenti non si può ottenere la precisione di raschiatura richiesta.
1) Profondi segni concavi sulla superficie raschiata
Il motivo è che l'arco del tagliente del raschiatore è troppo piccolo e la pressione durante la raschiatura è elevata, con conseguente formazione di segni troppo profondi, oppure che viene applicata una forza non uniforme durante la raschiatura grossolana, causando l'inclinazione del raschiatore.
2) Segni di vibrazione
Quando si raschia ripetutamente in una direzione o quando si raschiano pezzi in acciaio, se l'angolo del cuneo del raschiatore è troppo piccolo e l'angolo anteriore è troppo grande, si formano segni di vibrazione.
3) Segni di lacerazione della superficie
Se la rugosità superficiale del bordo di taglio del raschiatore è elevata, se sono presenti microfessure o se la struttura metallografica del bordo diventa grossolana a causa dell'eccessiva temperatura di tempra, la superficie raschiata presenterà regolarmente segni di raschiatura simili a strisce.
4) Graffi superficiali
Ciò è causato da un indicatore sporco, da impurità miste o da particelle di sabbia, trucioli e altre impurità durante il processo di macinazione.
5) Errori di precisione della forma
Se la pressione non è uniforme durante la lappatura dei punti di rettifica, se il pezzo in lavorazione sporge troppo dal pezzo di riferimento, se la massa del pezzo è asimmetrica, se non si prendono misure durante la rettifica dei punti, se si producono falsi punti alti, se la raschiatura viene eseguita in base a falsi punti alti o se l'errore del pezzo di riferimento è troppo grande, si otterrà una forma imprecisa della superficie raschiata.
La lappatura è un processo che utilizza utensili di lappatura e abrasivi per rimuovere uno strato estremamente sottile di metallo dalla superficie del pezzo, conferendo alla superficie del pezzo dimensioni accurate, precisione geometrica ed elevata qualità superficiale.
La lappatura è un processo di finitura ampiamente utilizzato nella produzione di utensili, calibri (calibri per chiavette) e macchinari di precisione.
Gli utensili di lappatura sono utensili standard che determinano la forma geometrica della superficie del pezzo durante la lappatura. Possono essere realizzati in diverse dimensioni: cilindriche, coniche, ad anello, ecc. Per la lappatura, è necessario che la forma geometrica dell'utensile di lappatura sia il più possibile coerente con il pezzo in lavorazione e che la superficie sia liscia e priva di crepe.
Durante la lappatura, la durezza superficiale dell'utensile di lappatura deve essere leggermente inferiore a quella del pezzo da lappare. In questo modo, le minuscole particelle abrasive del composto di lappatura possono penetrare facilmente e uniformemente nella superficie dell'utensile di lappatura. Queste particelle fini hanno un'elevata durezza e formano numerosi bordi di microtaglio per eseguire microtagli sulla superficie del pezzo. Al contrario, se le particelle si incastrano nella superficie del pezzo, tagliano l'utensile di lappatura durante la lappatura.
Tuttavia, l'utensile di lappatura non deve essere troppo morbido, altrimenti le particelle abrasive si incorporano completamente nell'utensile di lappatura e perdono il loro effetto di lappatura. La struttura del materiale dell'utensile di lappatura deve essere fine e uniforme, con una bassa deformazione, una certa elasticità e una buona resistenza all'usura, per garantire che il pezzo lappato raggiunga un'elevata precisione dimensionale e di forma e una bassa rugosità superficiale.
I materiali più comuni per gli utensili di lappatura sono la ghisa grigia, la ghisa sferoidale e possono essere utilizzati anche acciaio dolce, rame, metallo Babbitt e piombo. Questi ultimi due sono utilizzati principalmente per la lucidatura di alberi di precisione in leghe di rame o per la lappatura di parti morbide.
1) Ghisa grigia
È il miglior materiale per gli utensili di lappatura, ha buone proprietà di lubrificazione, un'elevata efficienza di lappatura, è economico e ha una bassa usura. È particolarmente adatto per la lappatura fine e utilizzando la ghisa ad alto tenore di fosforo è possibile ottenere una rugosità superficiale molto bassa. La composizione della ghisa utilizzata come materiale per gli utensili di lappatura è illustrata nella Tabella 18.
Tabella 18 Composizione dei materiali per utensili di lappatura in ghisa
| Composizione del materiale in ghisa per la lappatura di precisione (frazione di massa) | Composizione del materiale di ghisa per la lappatura grezza generale (frazione di massa) | ||
| Carbonio | 2,7%~3,0% | Carbonio | 0,35%~3,7% |
| Manganese | 0,4%~0,7% | Manganese | 0,4%~0,7% |
| Antimonio | 0,45%~0,55% | Antimonio | 0,45%~0,55% |
| Silicio | 1,3%~1,8% | Silicio | 1,5%~2,2% |
| Fosforo | 0,65%~0,7% | Fosforo | 0,1%~0,15% |
2) Acciaio morbido
Ha una resistenza superiore a quella della ghisa grigia, non si rompe né si deforma facilmente e viene spesso utilizzata per lappare filetti e piccoli fori (diametro di 8 mm o inferiore).
3) Rame
Si usa soprattutto per la lappatura grossolana con margini più ampi.
4) Piombo
Adatto alla lucidatura di metalli teneri.
I composti di lappatura si ottengono mescolando abrasivi (polveri di lappatura) e liquidi di lappatura. Le serie di abrasivi comunemente utilizzate e le relative applicazioni sono riportate nella Tabella 19.
Tabella 19 Serie di abrasivi e applicazioni comunemente utilizzate
| Serie | Nome dell'abrasivo | Codice | Caratteristiche | Campo di applicazione |
| Corindone | Corindone marrone | A | Colore marrone. Elevata durezza, elevata tenacità, poco costoso. | Lappatura grossolana e fine di acciaio, ghisa e ottone |
| Corindone bianco | WA | Colore bianco. Durezza superiore al corindone bruno, tenacità inferiore al corindone bruno. | Lappatura fine di acciaio temprato, acciaio ad alta velocità, acciaio ad alto tenore di carbonio e parti a parete sottile | |
| Cromo corindone | PA | Colore rosso rosa o rosso porpora. Maggiore tenacità rispetto al corindone bianco, buona scorrevolezza della macinazione | Lappatura di utensili di misura, parti di strumenti e superfici ad alta precisione | |
| Corindone a cristallo singolo | SA | Colore giallo chiaro o bianco. Durezza e tenacità superiori a quelle del corindone bianco. | Acciaio inossidabile resistente all'usura, acciaio ad alta velocità ad alto tenore di vanadio e altri materiali ad alta resistenza ed elevata tenacità | |
| Carburi | Carburo di silicio nero | C | Nero con lucentezza. Durezza superiore al corindone bianco, fragile e tagliente, buona conducibilità termica ed elettrica. | Lappatura di ghisa, ottone, alluminio, materiali refrattari e materiali non metallici |
| Carburo di silicio verde | GC | Colore verde. Durezza e fragilità superiori a quelle del carburo di silicio nero, con buona conducibilità termica ed elettrica. | Rettifica di leghe dure, gemme di cromo duro, ceramica, vetro e altri materiali duri | |
| Carburo di boro | BC | Nero-grigiastro. Durezza seconda solo al diamante, buona resistenza all'usura. | Smerigliatura e lucidatura fine di leghe dure, gemme artificiali e altri materiali duri | |
| Diamante | Diamante sintetico | JR | Incolore e trasparente o giallo pallido, giallo-verde o nero. Elevata durezza, più fragile del diamante naturale, superficie ruvida. | Macinazione grossolana e fine di leghe dure, gemme artificiali, semiconduttori e altri materiali fragili ad alta durezza. materiali |
| Diamante naturale | JT | Massima durezza, costoso | ||
| Altri | Ossido di ferro | - | Da rosso a rosso scuro, più morbido dell'ossido di cromo | Smerigliatura fine o lucidatura di acciaio, ferro, vetro e altri materiali |
| Ossido di cromo | - | Verde intenso |
I grani abrasivi sono suddivisi in grani grossi e polveri fini in base alla dimensione delle particelle, con i grani grossi contrassegnati da F4 a F220 e le polveri fini da F230 a F2000 (misurati con il metodo della sedimentazione fotoelettrica). La granulometria deve essere selezionata in base all'accuratezza e alla rugosità superficiale del pezzo da lavorare durante la macinazione. La tabella 20 mostra le più comuni granulometrie delle polveri da macinazione.
Tabella 20 Marcature della granulometria della polvere da macinazione e applicazioni comuni
| Marcatura della granulometria della polvere da macinazione | Processo di macinazione categoria | Rugosità superficiale raggiungibile Ra/μm |
| F100~F220 | Utilizzato per il processo di macinazione iniziale | - |
| F280~F360 | Utilizzato per il processo di macinazione grossolana | 0.2~0.1 |
| F400~F600 | Utilizzato per il processo di macinazione semi-grossolana | 0.1~0.05 |
| F800~F2000 | Utilizzato per il processo di macinazione fine | <0.05 |
La funzione del fluido di rettifica è quella di distribuire uniformemente la polvere di rettifica, raffreddare e lubrificare e formare una pellicola di ossido sulla superficie di lavoro, accelerando così il processo di rettifica. I fluidi di rettifica più comuni sono l'olio per macchine n. 15 o n. 32, mentre per la rettifica fine si usa spesso una miscela di 1 parte di olio per macchine e 3 parti di cherosene. Il cherosene viene utilizzato principalmente per la rettifica a velocità elevata e per la rettifica grossolana, quando i requisiti di rugosità superficiale non sono elevati. Lo strutto è più adatto per la rettifica fine.
Inoltre, aggiungendo al fluido di macinazione quantità adeguate di cariche come paraffina e cera d'api, nonché acido oleico, acidi grassi, acido stearico, ecc. altamente viscosi e fortemente ossidanti, si possono ottenere risultati migliori.
Durante la rettifica, il margine di rettifica non deve essere troppo grande, altrimenti il tempo di rettifica aumenta. In genere, una tolleranza di rettifica compresa tra 0,005 e 0,03 mm è appropriata. Per i pezzi di grandi dimensioni o di alta precisione, il margine può essere maggiore. La rettifica si divide in rettifica manuale e rettifica meccanica.
Nella rettifica manuale, per garantire un taglio uniforme su tutte le parti della superficie del pezzo, è necessario selezionare una traiettoria di movimento ragionevole. Ciò influisce direttamente sull'efficienza della rettifica, sulla qualità della superficie del pezzo e sulla durata dell'utensile di rettifica. Le traiettorie di movimento della rettifica manuale adottano generalmente diversi tipi, come linee rette, spirali, forme a otto e pseudo-figure a otto, come mostrato nella Figura 34.
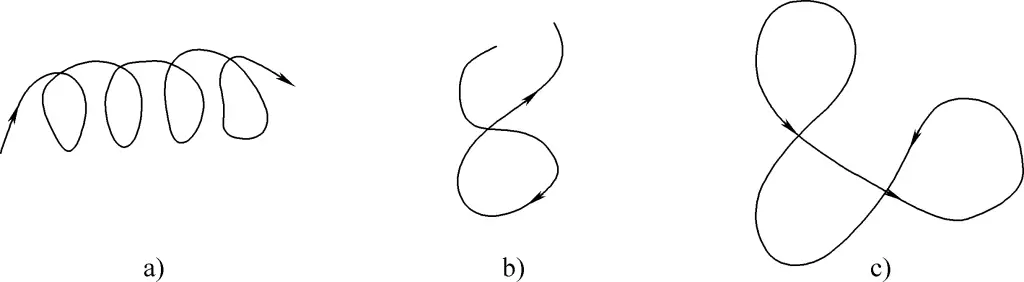
a) Forma a spirale
b) Forma di figura-8
c) Forma della pseudo-figura-8
La traiettoria di rettifica rettilinea consente di ottenere una maggiore precisione geometrica, è adatta per superfici piane strette e lunghe con gradini, ma è difficile ottenere piccoli valori di rugosità superficiale. La traiettoria di movimento a spirale è utilizzata per la rettifica delle facce finali dei pezzi cilindrici e può ottenere una qualità superficiale più elevata. Le traiettorie di rettifica a figura-8 o pseudo-figura-8 sono utilizzate per la rettifica di piccoli pezzi piatti, in grado di mantenere un contatto uniforme tra le due superfici da rettificare, favorendo il miglioramento della qualità della rettifica.
La rettifica di superfici cilindriche viene generalmente eseguita combinando la rettifica manuale con la rettifica meccanica. Gli strumenti di rettifica comprendono anelli di rettifica e aste di rettifica.
La qualità della superficie del pezzo dopo la rettifica non è solo strettamente legata alla corretta selezione degli abrasivi e alla razionalità del processo di rettifica, ma è anche direttamente influenzata dall'attenzione alla pulizia durante la rettifica. Se la pulizia non viene mantenuta, possono verificarsi lievi sfocature o gravi graffi profondi sul pezzo. Pertanto, durante l'intero processo di rettifica, è necessario prestare particolare attenzione alla pulizia per evitare danni alla superficie del pezzo.
Collegare tra loro due o più pezzi utilizzando i rivetti si chiama rivettatura. In generale, la rivettatura si divide in due tipi: rivettatura mobile e rivettatura fissa.
Rivettatura mobile: Le parti collegate possono ancora muoversi l'una rispetto all'altra. Ne sono un esempio strumenti come forbici e compassi. Rivettatura fissa: Le parti collegate sono relativamente fisse l'una all'altra, formando una connessione rigida. In base a scopi e requisiti diversi, la rivettatura fissa può essere ulteriormente suddivisa in:
1) Rivettatura forte (rivettatura rigida): Utilizzata per strutture che richiedono una forza sufficiente e che sopportano forze elevate. Ne sono un esempio le capriate dei tetti, i ponti e le gru.
2) Rivettatura forte e stretta: Si applica a contenitori sigillati a bassa pressione e a varie condutture di liquidi e gas. I contenitori rivettati con questo metodo possono sopportare solo piccole pressioni uniformi, ma le giunzioni richiedono una sigillatura molto stretta per evitare perdite di gas o liquidi. Ne sono un esempio i serbatoi di gas, acqua e petrolio. Questo tipo di rivettatura è caratterizzato da rivetti piccoli e densamente disposti, e spesso vengono aggiunti fogli di gomma o altri riempitivi alle giunture dei rivetti per migliorare la tenuta.
3) Rivettatura rigida e a tenuta: Questo tipo di rivettatura può resistere a pressioni maggiori e richiede giunzioni molto strette, impedendo la fuoriuscita di liquidi o gas anche ad alta pressione. È utilizzata per recipienti ad alta pressione (come caldaie a vapore, serbatoi di aria compressa) e altri contenitori ad alta pressione.
In base ai diversi metodi di rivettatura, la rivettatura può essere suddivisa nei tre tipi seguenti:
1) Rivettatura a freddo: Durante la rivettatura, il rivetto non ha bisogno di essere riscaldato e viene direttamente sconvolto per formare la testa del rivetto. Il materiale del rivetto utilizzato per la rivettatura a freddo deve avere un'elevata plasticità. I rivetti in acciaio con diametro inferiore a 8 mm possono essere rivettati con il metodo della rivettatura a freddo.
2) Rivettatura a caldo: Il riscaldamento dell'intero rivetto a una certa temperatura prima della rivettatura è chiamato rivettatura a caldo. Questo perché il rivetto ha una migliore plasticità quando è riscaldato ed è più facile da modellare. Inoltre, il gambo del rivetto si contrae quando viene raffreddato, aumentando la resistenza del giunto. Nella rivettatura a caldo, il diametro del foro del rivetto deve essere aumentato di 0,5~1 mm per consentire al rivetto riscaldato ed espanso di inserirsi facilmente nel foro. I rivetti in acciaio con diametro superiore a 8 mm sono per lo più rivettati a caldo.
3) Rivettatura mista: Durante la rivettatura viene riscaldata solo l'estremità della testa del rivetto. Per rivetti lunghi e sottili, questo metodo può evitare che il gambo del rivetto si pieghi sotto la forza di rivettatura, cosa che altrimenti impedirebbe la normale rivettatura.
Le forme dei rivetti sono mostrate nella Figura 35, e comprendono rivetti a testa tonda, a testa piatta conica, a testa piatta, a testa svasata e a testa cava, oltre a tipi più recenti come i rivetti ciechi e i rivetti a perno.
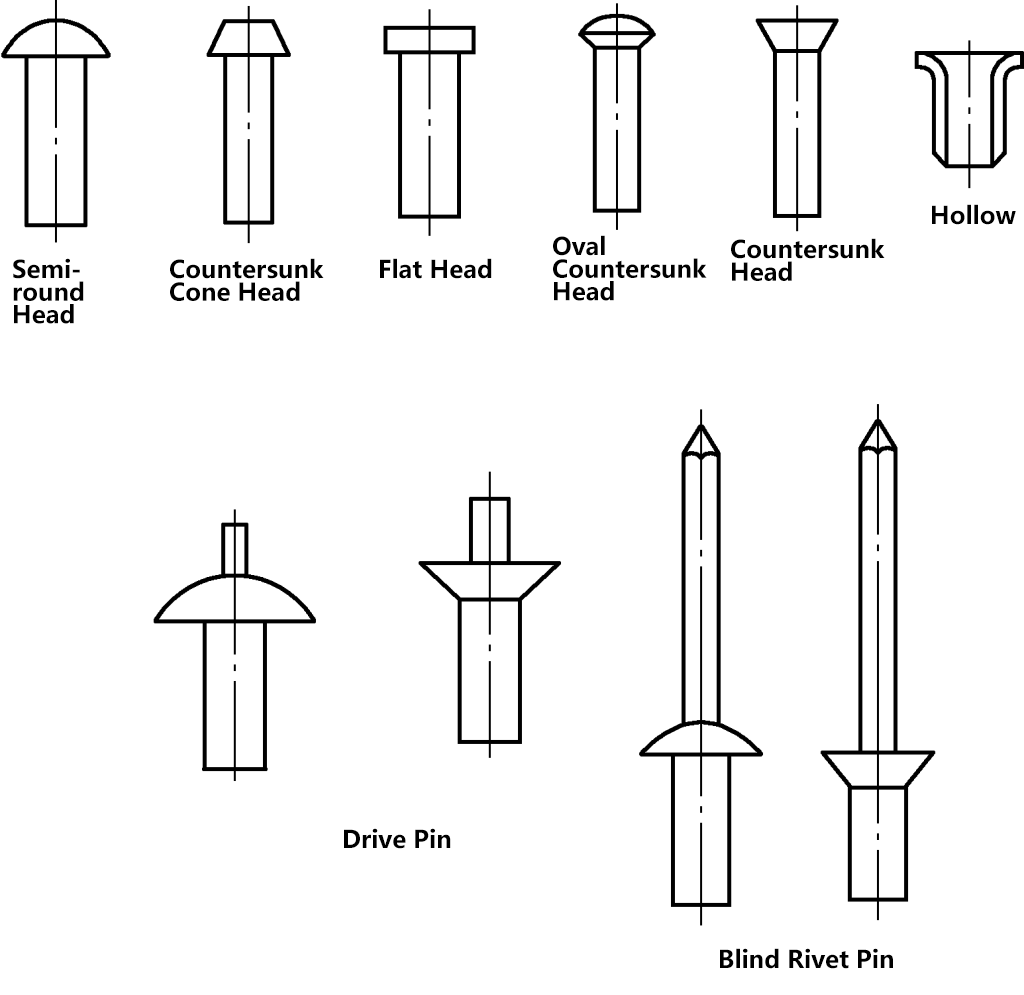
I rivetti sono solitamente in alluminio, ma sono disponibili anche rivetti in acciaio e rame. In genere, i rivetti in acciaio sono utilizzati per la rivettatura mobile e per la rivettatura ad alta resistenza.
Gli strumenti di rivettatura manuali più comuni includono martelli, punzoni a pressione, utensili a scatto e barre di inarcamento. Oggi esistono anche macchine di rivettatura specializzate.
1) Punzone a pressione
Come mostrato nella Figura 36a, dopo l'inserimento del rivetto nel foro, il martello colpisce il punzone a pressione per comprimere i pezzi in lavorazione, evitando che si verifichi la situazione mostrata nella Figura 36b.
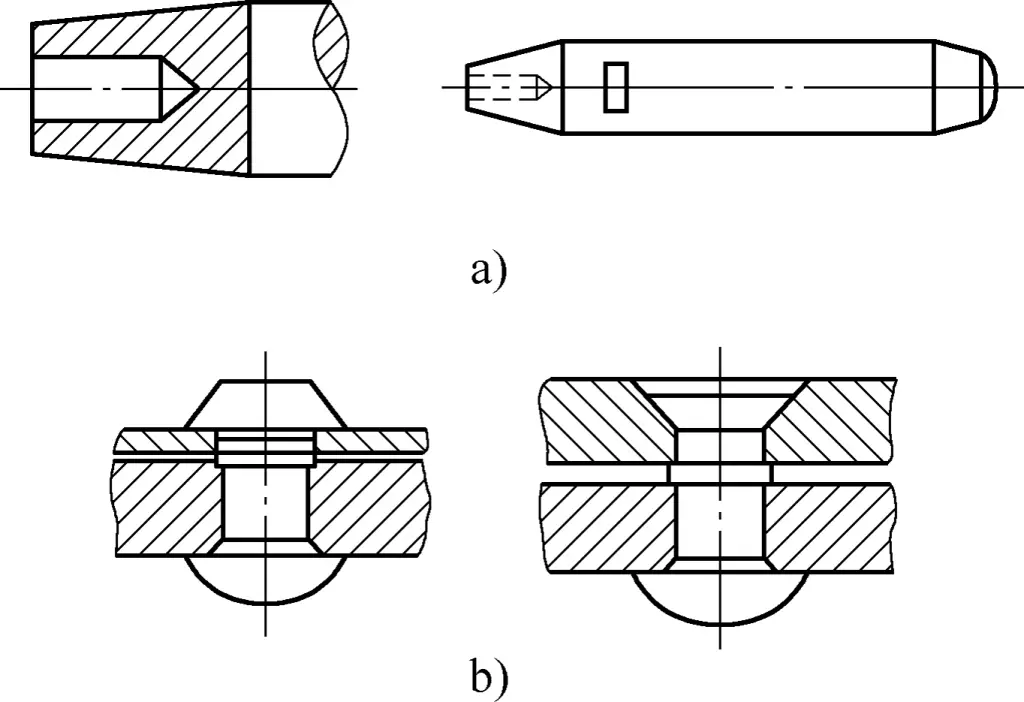
2) Attrezzo a scatto e barra di inarcamento
Come illustrato nella Figura 37, le parti lavoranti sia della matrice del tappo che di quella del fondo sono concave. La forma concava deve essere realizzata in base alla forma della testa del rivetto utilizzato, generalmente una superficie sferica concava, e temprata e lucidata. Durante la rivettatura, la matrice di testa viene utilizzata per formare una testa di rivetto completa, mentre la matrice di fondo viene utilizzata per tenere l'altra estremità della testa di rivetto per evitare la deformazione. Il gambo della matrice inferiore è reso piatto e può essere bloccato in una morsa da banco.
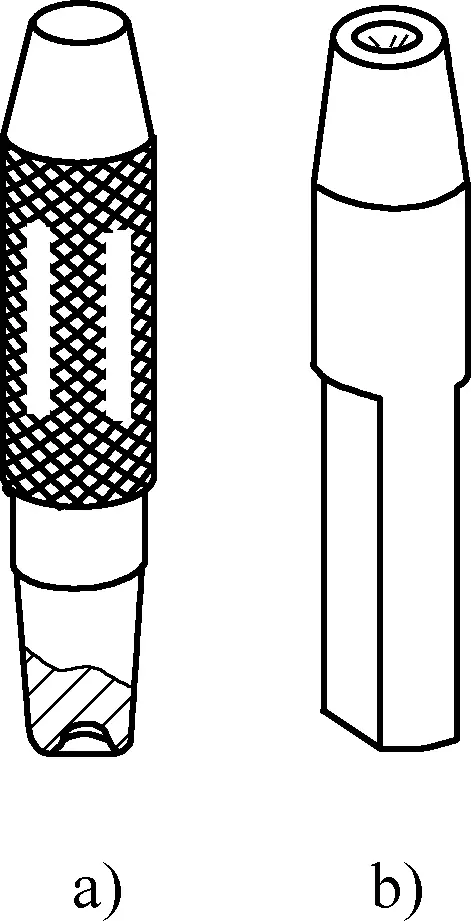
a) Stampo per tappo
b) Stampo inferiore
Ora, alcuni pezzi di piccole e medie dimensioni possono essere rivettati con una rivettatrice. La potenza della rivettatrice è ottenuta tramite un sistema idraulico. Il metodo di applicazione della forza del punzone superiore consiste nel ruotare e premere la testa del rivetto intorno al centro della rivettatrice. Installando diversi punzoni, è possibile unire vari tipi di rivetti. La qualità della rivettatura è più stabile ed efficiente rispetto alla rivettatura manuale.
Il diametro del rivetto viene determinato in base allo spessore del pezzo da rivettare, generalmente pari a 1,8 volte lo spessore del pezzo, quindi arrotondato a un diametro standard. Può anche essere selezionato in base alla Tabella 21.
Tabella 21 Selezione del diametro del rivetto (unità: mm)
| Spessore calcolato del componente | 9.5~12.5 | 13.5~18.5 | 9~24 | 24.5~28 | 28.5~31 |
| Diametro del rivetto | 19 | 22 | 25 | 28 | 31 |
I diametri dei rivetti standard possono essere selezionati in base alla Tabella 22.
Tabella 22 Diametri standard dei rivetti (unità: mm)
| Rivetto Diametro | Nominale Diametro | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 10.0 | 13.0 | 16.0 |
| Tolleranza | ±0.1 | +0.2 -0.1 | +0.3 -0.2 | +0.4 -0.2 | ||||||||
Per determinare la lunghezza del rivetto da utilizzare, oltre a considerare lo spessore delle parti collegate, il materiale rimasto per la formazione della testa del rivetto deve essere sufficiente per realizzare una testa di rivetto completa. La lunghezza del rivetto può essere calcolata con la seguente formula:
Dove
Per la rivettatura fissa, il diametro del foro viene selezionato in base alla Tabella 23. Un diametro del foro più piccolo consente di ottenere una connessione più stretta del rivetto, ma rende più difficile l'inserimento del rivetto; un diametro del foro più grande può causare un facile allentamento del pezzo. Nella pratica, di solito è sufficiente praticare un foro con una punta della stessa dimensione del diametro del rivetto.
Per la rivettatura mobile, il diametro del foro deve essere opportunamente allargato.
Tabella 23 Diametri standard dei rivetti e diametri dei fori (unità: mm)
| Diametro nominale | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | |
| Diametro del foro | Adattamento di precisione | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 |
| Adattamento approssimativo | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 | |
Fasi di rivettatura: Eseguire i fori nel pezzo (il metodo di lavorazione ideale è quello di eseguire i fori con i pezzi collegati insieme) → Inserire il rivetto → Tenere l'estremità inferiore del rivetto con una matrice inferiore, utilizzare un punzone a pressione per far combaciare strettamente i pezzi → Utilizzare un martello per formare una forma grezza → Utilizzare una matrice a cappello per formare una testa di rivetto completa.
Nei pezzi, le barre tonde sono spesso utilizzate come rivetti, il che richiede la formazione di due teste di rivetto.
Le fasi di rivettatura sono simili a quelle dei rivetti a testa tonda (l'angolo di svasatura è generalmente di 90°). In particolare: Inserire il rivetto → Usare il punzone a pressione per far combaciare strettamente i pezzi → Usare il martello per sconvolgere il rivetto → Formare le teste dei rivetti su entrambe le estremità → Appiattire le teste dei rivetti.
Inserire il rivetto cavo nel foro, utilizzare un punzone centrale o un punzone campione scartato per punzonare prima l'estremità del rivetto, facendo sì che il foro del rivetto si espanda e si adatti perfettamente al foro del pezzo, quindi utilizzare un punzone speciale per far sì che la testa del rivetto si adatti perfettamente al pezzo.
Quando si rivettano connessioni mobili, la forza d'impatto del martello non deve essere troppo forte. Controllare regolarmente la rotazione relativa dei pezzi. Se la rivettatura risulta troppo stretta, posizionare un'estremità del rivetto su un cuscinetto con un foro, utilizzare un martello per colpire la testa del rivetto sull'altra estremità alcune volte e aggiungere un po' di olio lubrificante, quindi ruotare i pezzi tra loro alcune volte.
A causa della bassa efficienza e dell'alta intensità di lavoro della rivettatura manuale, i metodi di rivettatura meccanica sono spesso utilizzati nella produzione di massa. Per la rivettatura si utilizzano principalmente pistole e macchine rivettatrici meccanizzate.
L'operazione di piegatura di barre, nastri, piastre, tubi e profili vari nella forma desiderata si chiama piegatura.
Per poter essere piegati, i materiali devono avere un certo grado di plasticità.
Durante il processo di piegatura, la forma del materiale cambia sotto l'azione della forza e anche le proprietà del materiale cambiano. Il materiale diventa più duro e fragile, un fenomeno noto come indurimento da lavorazione a freddo (ad esempio, se un filo di piombo viene piegato avanti e indietro più volte, la parte piegata del filo diventerà più dura). Il fenomeno dell'indurimento a freddo dei materiali può essere eliminato con un trattamento di ricottura.
In fase di piegatura, se il disegno non indica la lunghezza non piegata, è necessario calcolarla prima di tagliare e piegare in forma. Durante la piegatura, lo strato esterno del materiale si allunga, mentre il lato interno viene compresso e accorciato. La lunghezza dello strato intermedio del materiale rimane invariata e questo strato è chiamato strato neutro. Di solito i montatori calcolano la lunghezza del materiale in base allo strato neutro.
Esempio Supponiamo di avere una barra d'acciaio piatta di 4 mm di spessore e 12 mm di larghezza, utilizzata per realizzare un pezzo multiangolo retto come illustrato nella Figura 38. Calcolare la lunghezza del materiale L.
Soluzione L=(2×48)mm+[2×(42-8)+76+(4×4π/4)]mm= (96+68+76+12.56)mm=252.56mm
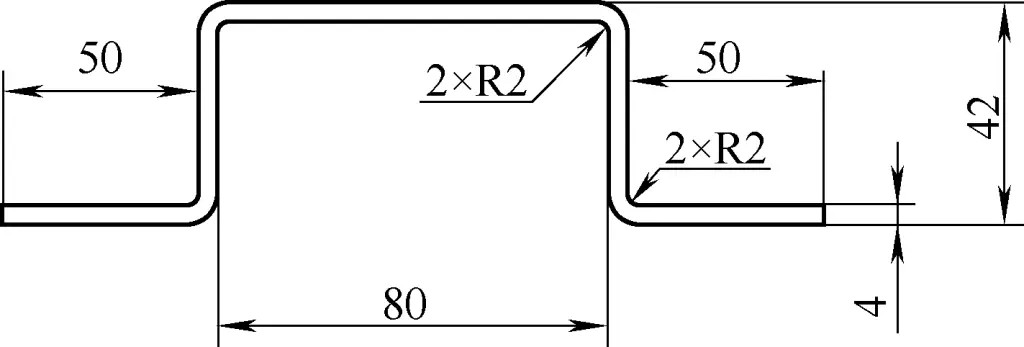
Il metodo per piegare gli angoli retti consiste nel segnare la linea di piegatura, quindi bloccare il pezzo in una morsa da banco con la linea a filo delle ganasce ed entrambi i lati perpendicolari alle ganasce. Con un martello si colpisce la base del pezzo per formare un angolo retto. Se le ganasce della morsa sono più corte della linea di piegatura del pezzo, si può usare un ferro ad angolo retto per tenere il pezzo.
Per le lamiere sottili, si può usare un martello di legno per martellare; per le lamiere più spesse con bordi più corti da piegare, si può usare un blocco di legno duro come cuscinetto prima di martellare; se i requisiti di qualità superficiale del pezzo non sono elevati, si può usare direttamente il martello. Quando si martella, colpire vicino al punto di piegatura della piega, non all'estremità superiore del materiale. Per piegare un pezzo come mostrato nella Figura 39, procedere come segue:
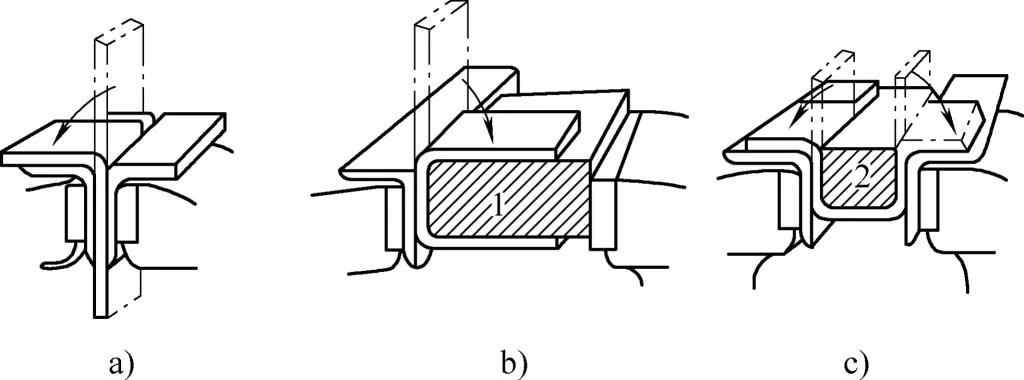
Il metodo per la piegatura di pezzi a forma di arco è mostrato nella Figura 40, dove le frecce indicano i punti di martellamento. Le frecce più lunghe indicano che la forza di martellamento deve essere maggiore e i punti di martellamento devono essere più vicini; le frecce più corte indicano che la forza di martellamento deve essere minore e i punti di martellamento devono essere più distanziati.
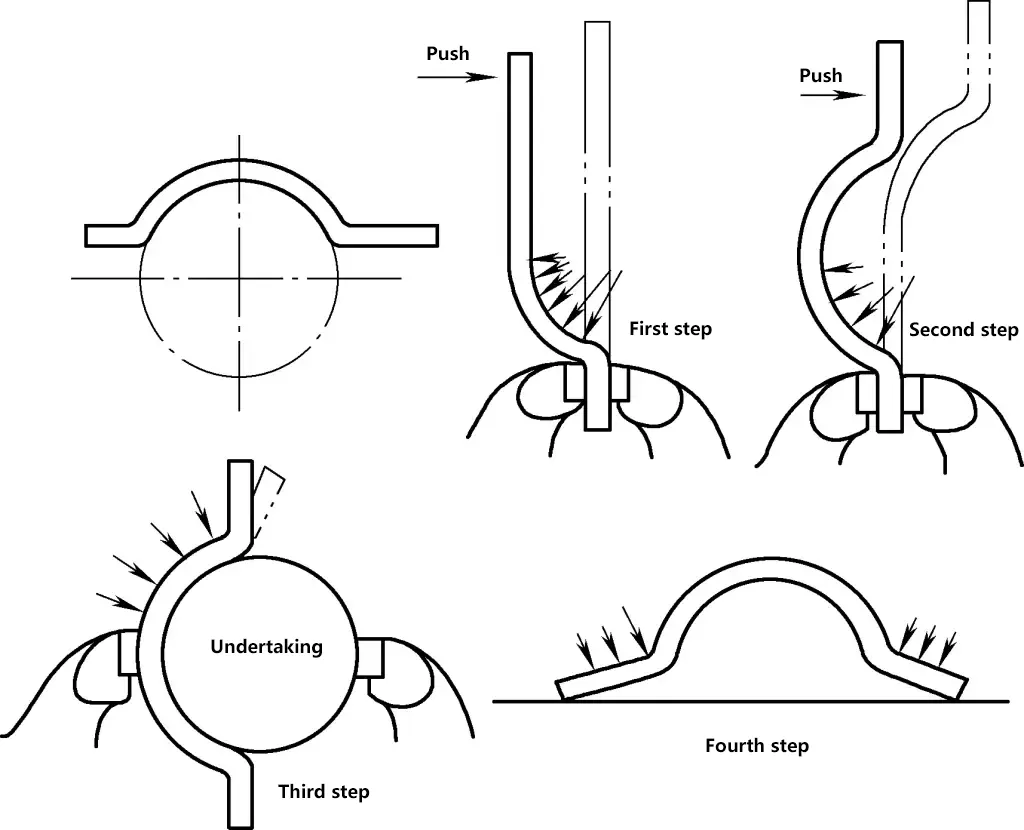
Quando il diametro interno del tubo è grande (superiore a 10 mm), utilizzare il metodo di riempimento del tubo con sabbia, come mostrato nella Figura 41a. Prima della piegatura, riempire il tubo con sabbia asciutta (picchiettare continuamente la parete del tubo durante il riempimento per garantire la compattezza) e tappare entrambe le estremità con tappi di legno. Se il tubo presenta una giuntura, posizionare la giuntura nella posizione dello strato neutro, come mostrato nella Figura 41b.
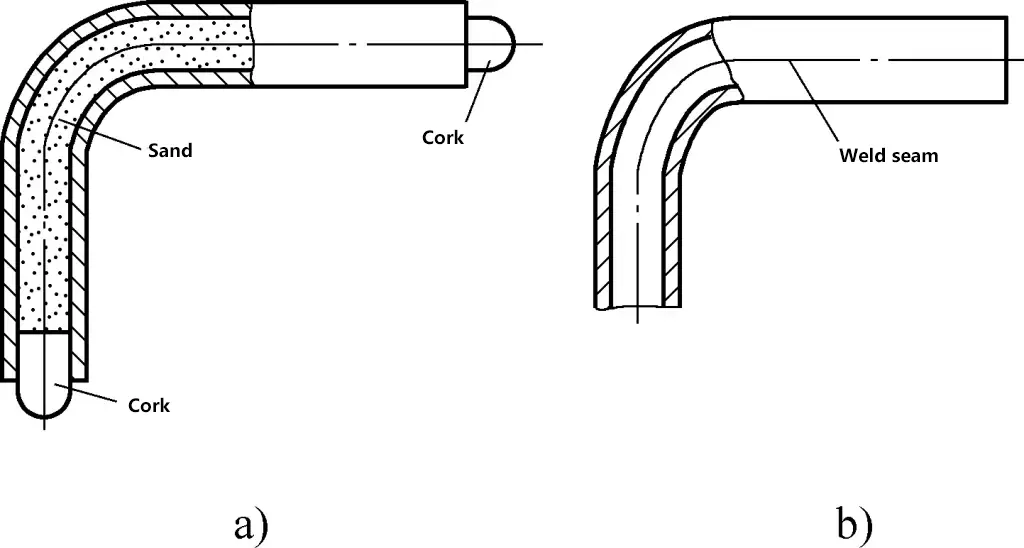
La cosa migliore è piegare i tubi utilizzando una piegatura dei tubi utensile. Il raggio della scanalatura dell'arco sulla piattaforma girevole e sul supporto dell'utensile per la curvatura dei tubi deve essere determinato dal diametro esterno del tubo da curvare, mentre la dimensione della piattaforma girevole deve essere basata sul diametro esterno del tubo. raggio di curvatura. Quando si usa, inserire il tubo nella scanalatura dell'arco, agganciare il tubo con il gancio, quindi azionare la maniglia per piegare.
A causa dello stoccaggio, del trasporto, della lavorazione, del trattamento termico e di altre ragioni, i materiali in lamiera, l'acciaio quadrato, l'acciaio rotondo e altri pezzi spesso sviluppano difetti quali piegatura, deformazione o torsione. Il processo di utilizzo di un martello o di alcune macchine per eliminare le deformazioni e ripristinare lo stato originale di pezzi o materiali deformati è chiamato raddrizzamento.
Il materiale da raddrizzare deve avere una certa plasticità; i materiali fragili non sono adatti alla raddrizzatura.
I metodi di raddrizzamento comunemente utilizzati comprendono la flessione diretta inversa, lo stiramento e la pressatura.
1) Metodo di piegatura diretta inversa
Il metodo di piegatura diretta inversa prevede il raddrizzamento diretto della parte deformata del materiale. Questo metodo è adatto alla raddrizzatura di barre.
Nel caso di barre contorte, utilizzare una chiave per ripristinarle direttamente, come illustrato nella Figura 42. Quando si raddrizza, bloccare il pezzo in una morsa da banco e utilizzare una chiave speciale per riportare il pezzo alla sua forma originale. Per le barre piegate, utilizzare il metodo mostrato nella Figura 43 per raddrizzare direttamente la parte piegata.
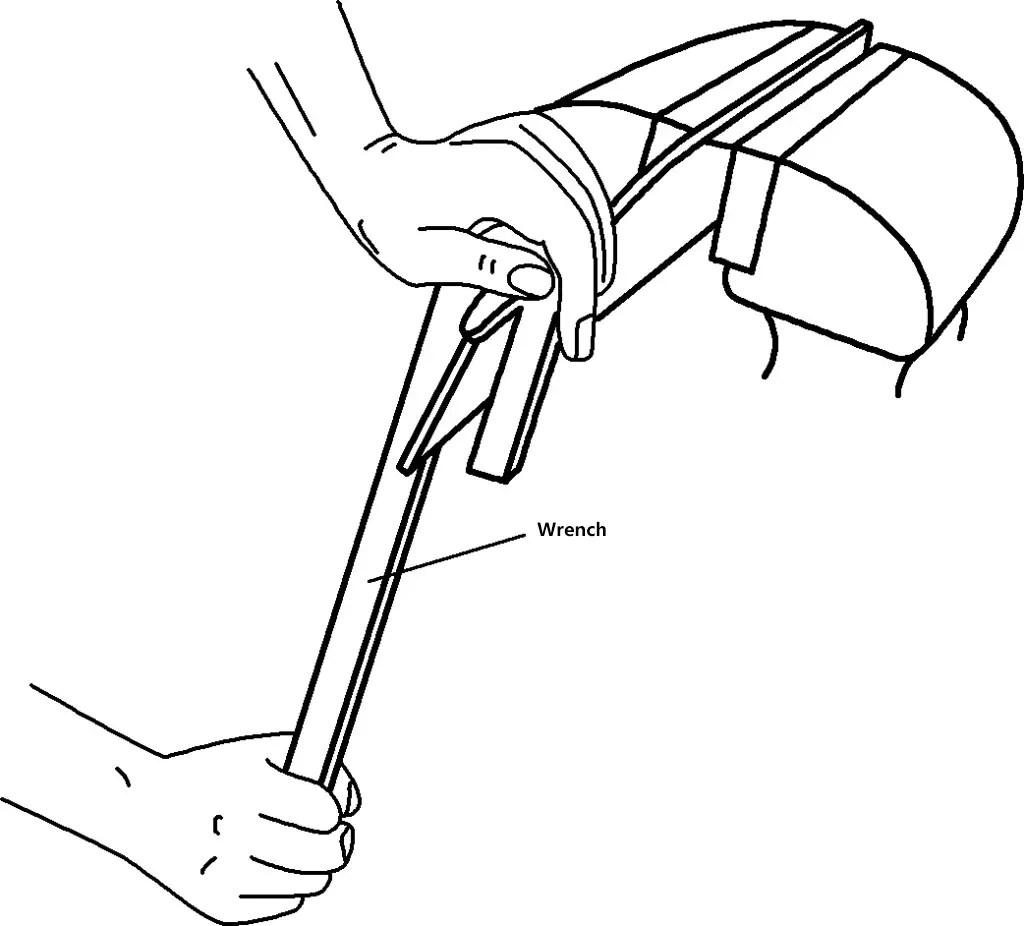
Quando si utilizza il metodo illustrato nella Figura 43a, la morsa da banco deve essere bloccata vicino alla parte piegata della barra per evitare che si verifichino più piegature. Dopo aver raddrizzato leggermente la barra con una chiave, bloccatela dritta nelle ganasce della morsa (Figura 43b), quindi posizionatela su una piastra piana e continuate a martellarla dritta (Figura 43c).
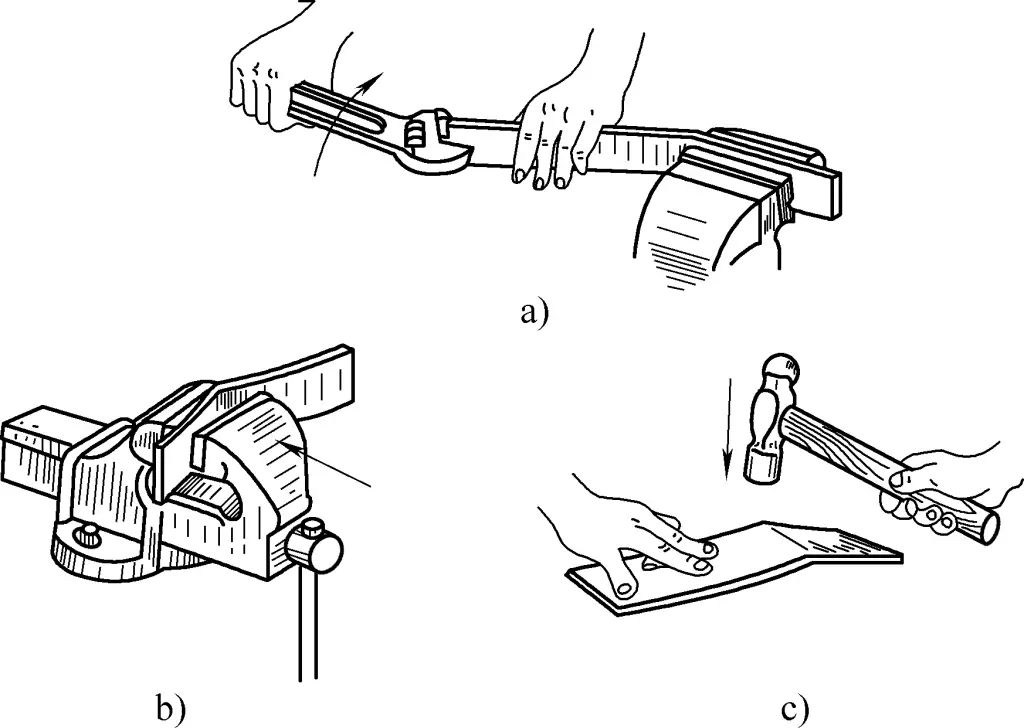
2) Metodo di allungamento
Il metodo di stiramento consiste nel martellare alcune parti del materiale per allungare ed espandere il materiale sotto l'area martellata, raggiungendo così l'obiettivo di raddrizzare la parte deformata.
3) Metodo di pressione
Il metodo della pressatura è spesso utilizzato per raddrizzare gli alberi piegati. Gli alberi sottili possono essere raddrizzati con una pressa a vite manuale, mentre per gli alberi di diametro maggiore si utilizza una pressa a vite. pressa idraulica. Sostenere l'albero su due blocchi a V, con i blocchi a V non troppo distanti. Usare un comparatore per trovare il punto piegato, quindi girare la vite della pressa o usare la pressa idraulica per premere sul punto più alto dell'albero. Continuare a premere e misurare fino a quando l'albero non è dritto.
4) Metodo di allungamento
I materiali in filo sottile piegato possono essere raddrizzati con il metodo dello stiramento, come mostrato nella Figura 44. Per raddrizzare, bloccare un'estremità del filo in una morsa da banco, avvolgere il filo intorno a un blocco di legno rotondo vicino alle ganasce della morsa, tirare indietro il blocco di legno con la mano sinistra e raddrizzare il filo con la mano destra tirandolo in tensione.
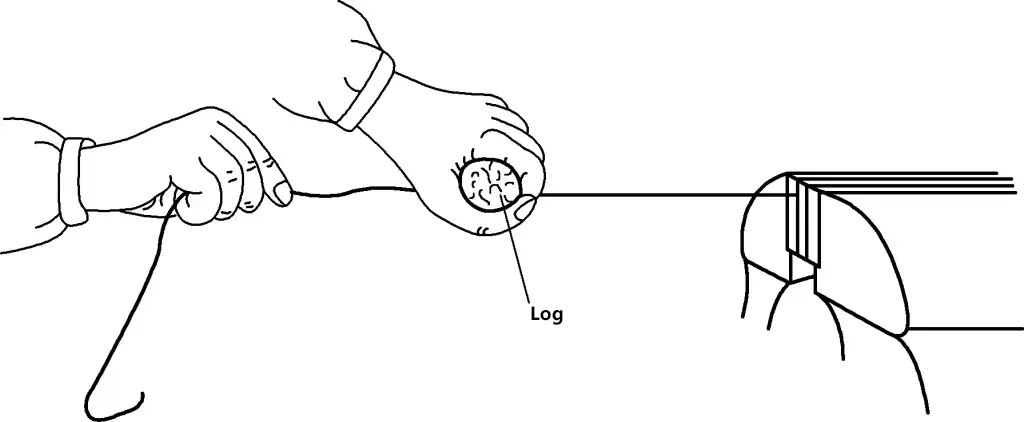
Le lamiere sottili deformate possono essere appiattite con un martello di legno. Per le lamiere più sottili, è possibile posizionare la lamiera deformata su un piatto, premere un'estremità della lamiera con la mano sinistra e utilizzare la mano destra per tenere un blocco di legno piatto contro la lamiera deformata, appiattendola con forza verso l'esterno.







