Comprendere la composizione dei materiali e la qualità del taglio laser
Immaginate un mondo in cui la precisione e l'efficienza sono fondamentali, in cui la minima variazione nella composizione del materiale può...

I parametri principali per taglio laser La potenza e la velocità di taglio del laser, la lunghezza focale dell'obiettivo e la posizione del punto focale, la forma dell'ugello e la distanza tra l'ugello e la superficie del pezzo, nonché il tipo e la pressione del gas di assistenza.
La velocità di taglio è un parametro cruciale per il taglio. Durante il taglio, la velocità di taglio deve essere determinata in base alla potenza del laser, alla pressione del gas e allo spessore del pezzo. La velocità di taglio aumenta con l'aumento della potenza del laser e della pressione del gas e diminuisce con l'aumento dello spessore del pezzo. Ad esempio, per il taglio di una lastra di acciaio al carbonio di 6 mm, la velocità di taglio è di 2,5 m/min, mentre per una lastra di acciaio al carbonio di 12 mm la velocità di taglio è di 0,8 m/min.
Una lente di lunghezza focale minore determina una densità di potenza più elevata ma una messa a fuoco meno profonda, rendendola adatta al taglio ad alta velocità di materiali sottili. Al contrario, una lente di lunghezza focale maggiore determina una densità di potenza inferiore ma una messa a fuoco più profonda, rendendola adatta al taglio lento di materiali spessi.
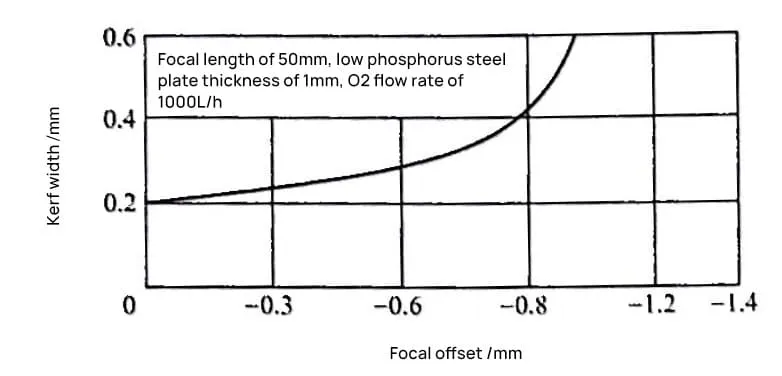
L'impatto della quantità di defocus sull'ampiezza del taglio è mostrato nella Figura 5-3. In genere, il punto focale viene scelto per essere situato a circa 1/3 dello spessore della lastra al di sotto della superficie del pezzo, a questo punto la larghezza del taglio è ridotta al minimo.
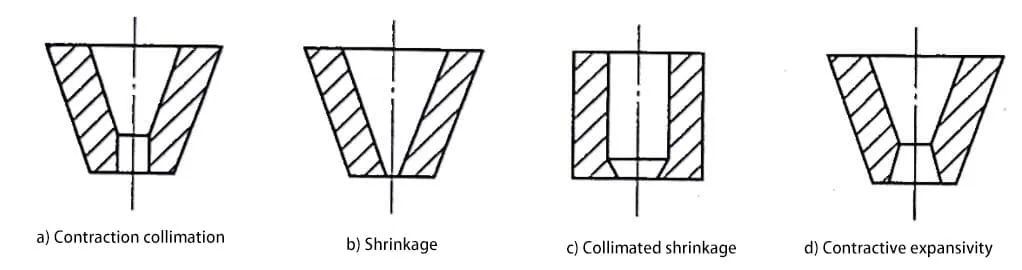
La forma e le dimensioni dell'ugello sono parametri cruciali che influenzano la qualità e l'efficienza del processo di produzione. taglio laser. Metodi di taglio diversi richiedono ugelli di forme diverse. La Figura 5-4 illustra le forme comuni degli ugelli per il taglio laser a ossigeno.
Se l'ugello è troppo vicino alla superficie del pezzo, la capacità di soffiare via gli schizzi di scoria fusa ne risente. Se invece l'ugello è troppo lontano dalla superficie del pezzo, può causare inutili perdite di energia. Per garantire la stabilità del taglio, la distanza tra l'estremità dell'ugello e la superficie del pezzo è generalmente controllata entro 0,5-2 mm.
Quando si utilizza l'ossigeno come gas di assistenza per il taglio di acciai a basso tenore di carbonio, le intense reazioni di ossidazione generano una grande quantità di calore, aumentando la velocità e lo spessore del taglio e producendo tagli senza scorie. Per taglio dell'acciaio inossidabileSpesso viene utilizzata una miscela di ossigeno e azoto, che consente di ottenere una migliore qualità di taglio rispetto all'utilizzo del solo ossigeno.
L'aumento della pressione del gas aumenta la capacità di rimozione delle scorie e può portare a velocità di taglio più elevate. Tuttavia, una pressione eccessiva può causare superfici di taglio ruvide. Vedere la Tabella 5-1 per i principali parametri e caratteristiche del taglio laser.
Tabella 5-1: Parametri e caratteristiche principali del taglio laser
| Materiali del pezzo da lavorare | Spessore del pezzo (mm) | Potenza laser (W) | Velocità di taglio (cm/min) | Gas da taglio | Caratteristiche e applicazioni |
| 99% ceramica di allumina | 0.7 | 8 | 30 | — | Frattura controllata |
| Quarzo cristallino | 0.81 | 3 | 60 | — | |
| Lastra di ferrite | 0.2 | 2.5 | 114 | — | |
| Zaffiro | 1.2 | 12 | 7 | — | |
| Tubo di quarzo | - | 500 | 400 pezzi all'ora | — | Risparmio di materiale e taglio di alta qualità durante il taglio dei tubi di quarzo, adatto alla produzione di tubi per lampade alogene |
| Tessuto | - | 20~250 | 500~300 | Aria | Risparmio di materiale, taglio di alta qualità, elevata efficienza, bordi autobloccanti durante il taglio dei tessuti, adatti alla produzione di nastri per macchine da scrivere, superfici di ombrelli, abbigliamento, ecc. |
| Tubo di vetro | 12.7 | 20000 | 460 | Aria | Taglio di alta qualità dei tubi di vetro senza usura degli utensili |
| Quercia | 16 | 300 | 28 | Aria | Taglio di alta qualità del legno, bordi di taglio puliti, risparmio di materiale, adatto alla produzione di mobili |
| Pino | 50 | 200 | 12.5 | Aria | |
| Pannello in resina epossidica al boro | 8.1 | 15000 | 165 | Aria | Elevata efficienza nel taglio di pannelli in resina epossidica al boro, nessuna usura dell'utensile, adatti alla produzione di componenti aeronautici |
| Acciaio a basso tenore di carbonio | 1.5 3 1.0 6.0 16.25 35 | 300 300 1000 1000 4000 4000 | 300 200 900 100 114 50 | Ossigeno | Taglio di alta qualità, risparmio di manodopera e materiale, può sostituire la fresatura, la punzonatura e il taglio. tosaturautilizzato nella produzione di cruscotti, scambiatori di calore e parti di automobili. |
| 30CrMnSi | 1.5 3.0 6.0 | 500 500 500 | 200 120 50 | Ossigeno | Può sostituire la fresatura, la punzonatura e la cesoiatura, con un'elevata efficienza di taglio e un'alta qualità di taglio, utilizzata nella produzione di componenti per aerei, senza deformazioni di taglio, con risparmio di materiale e manodopera, utilizzata nella produzione di componenti per aerei, rotori di elicotteri, ecc. |
| Acciaio inox | 0.5 2.0 3.175 1.0 1.57 6.0 4.8 6.3 12 | 250 250 500 1000 1000 1000 2000 2000 2000 | 450 25 180 800 456 80 400 150 40 | Ossigeno | Nessuna deformazione da taglio, risparmio di materiale e manodopera, utilizzato nella produzione di componenti per aerei, rotori di elicotteri, ecc. |
| Lega di titanio | 3.0 8.0 10.0 40.0 | 250 250 250 250 | 1300 300 280 50 | Ossigeno | Velocità di taglio elevata, taglio di alta qualità, in grado di sostituire la fresatura, la rettifica e l'incisione chimica, risparmio di manodopera, elevata efficienza di taglio, utilizzata nella produzione di componenti aeronautici. |
| Pannello a nido d'ape in alluminio rivestito in titanio | 30 | 350 | 500 | Ossigeno | Nessuna deformazione di taglio, nessun danno alla superficie del pezzo, velocità di taglio elevata, utilizzata nella produzione di componenti aerospaziali. |
| Piastra d'acciaio rivestita su entrambi i lati | 0.5~2.0 | 350 | 300 | Ossigeno | Risparmio di manodopera e materiale, non danneggia i rivestimenti superficiali durante il taglio, utilizzato nella produzione di aria condizionata |