Macchine per la laminazione delle lastre: Una guida completa
Come fanno le industrie a modellare le lamiere in cilindri e archi precisi? Le macchine per la laminazione delle lamiere sono la risposta. Queste macchine versatili trasformano le lamiere piatte in varie forme curve, essenziali per la produzione nel settore navale, aerospaziale e non solo. Questa guida approfondisce i tipi, i processi e le applicazioni delle macchine per la laminazione delle lamiere, evidenziandone l'efficienza e l'adattabilità. Alla fine, capirete come queste macchine migliorano le capacità produttive e mantengono standard di alta qualità nella fabbricazione dei metalli.
Ultimo aggiornamento:
28 giugno 2024
Condividi il tuo like:
Indice dei contenuti
I. Principi e caratteristiche del processo di laminazione delle piastre
La piegatura di piastre metalliche in forme cilindriche o ad arco, a una o più curvature, può essere effettuata solitamente mediante pressatura o laminazione.
La piegatura a pressa viene eseguita su una pressa idraulica o una pressa piegatrice con l'aiuto di stampi, basandosi principalmente sulla piegatura plastica laterale, e il suo processo di piegatura è una piegatura non continua punto per punto o segmentata; la laminazione viene eseguita su una macchina per la laminazione di piastre cambiando la posizione relativa e il movimento di rotazione dei rulli di lavoro, facendo sì che la piastra subisca una piegatura continua a tre punti e produca una deformazione plastica in uno stato libero.
La rullatura, rispetto alla pressopiegatura, presenta le seguenti caratteristiche:
① Il suo processo di piegatura è una piegatura elastoplastica continua con una certa forza di trazione, con un minore ritorno elastico, ottenendo così una formatura accurata, un'elevata qualità di piegatura e un'alta efficienza di lavoro.
② Non sono necessari stampi, il costo di utilizzo è basso.
③ La forza richiesta per la laminazione è spesso inferiore a quella necessaria per la pressatura, rendendo il costo delle macchine per la laminazione delle lastre inferiore a quello delle presse idrauliche.
Dotata di un dispositivo di ausilio alla posa, è in grado di rullare parti coniche e di realizzare la piegatura e la laminazione di tubi e profili.
Per questo motivo, le macchine per la laminazione delle lamiere sono ampiamente utilizzate in settori come quello delle caldaie, della costruzione navale, del petrolio, della chimica, dell'idroingegneria, delle strutture metalliche e della produzione di altri macchinari. La piegatura e la laminazione di piastre metalliche su un macchina per la laminazione delle lastre si basa sul principio della formazione di un cerchio con tre punti, sfruttando il cambio di posizione relativa e il movimento rotatorio dei rulli di lavoro per produrre una piegatura elastoplastica continua della piastra e ottenere un pezzo di forma predeterminata.
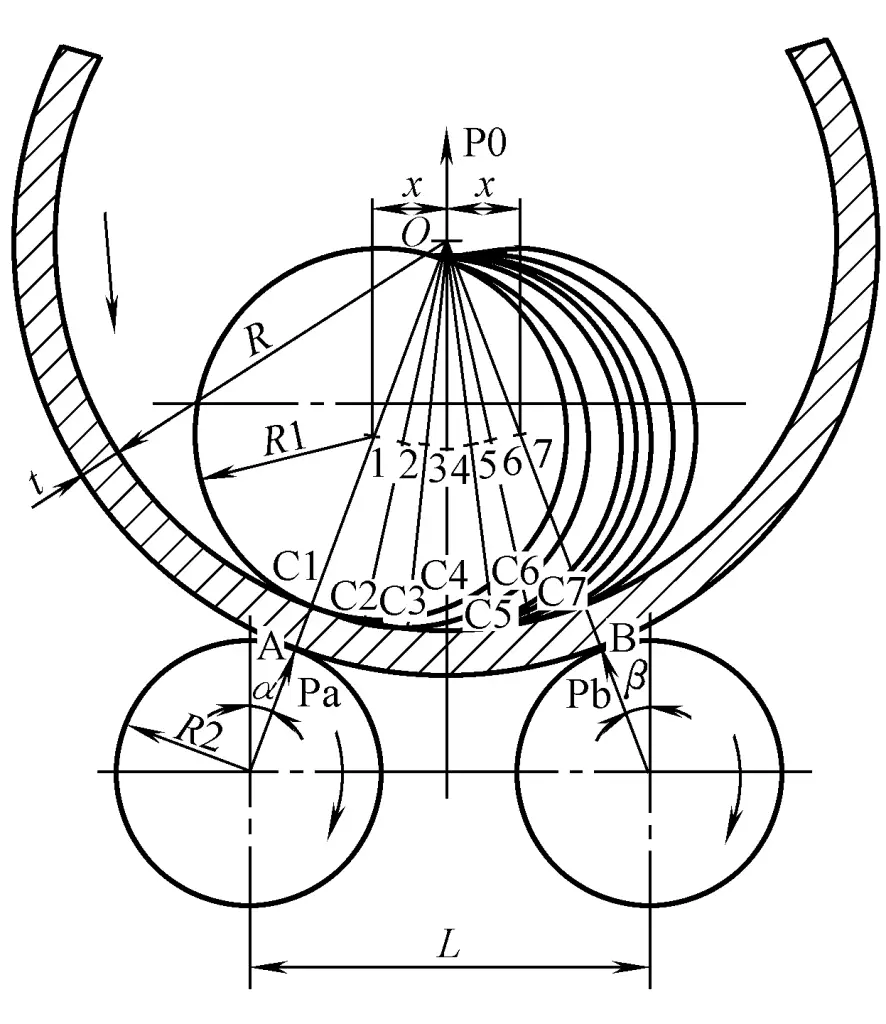
La piastra viene alimentata tra i rulli superiore e inferiore e il rullo superiore o inferiore viene spostato con forza per produrre la deformazione plastica e la piegatura della piastra. Quando il rullo di lavoro ruota, a causa della forza di attrito tra la superficie del rullo di lavoro e la piastra piegata, la piastra viene piegata lungo la sua direzione longitudinale. La piastra ottiene successivamente una deformazione plastica di flessione della stessa curvatura. Il principio della piastra processo di laminazione è illustrato nella Figura 5-6-1.
Figura 1 Principio del processo di laminazione delle lastre
Regolando la posizione relativa dei rulli di lavoro, è possibile ottenere diversi raggi di curvatura. Tuttavia, se la linea di inviluppo formata dallo spostamento di un determinato rullo di lavoro coincide con la superficie interna o esterna del tamburo, ad esempio quando il centro del rullo superiore si sposta arbitrariamente tra le posizioni 1 e 7, la curvatura del cilindro non cambia.
Va notato che solo quando le linee d'asse dei rulli superiore e inferiore e la linea centrale del cilindro sono sullo stesso piano, cioè quando il rullo superiore è bloccato nei punti C1 o C7, l'estremità sinistra o destra del cilindro può essere ben piegata.
La deformazione massima di flessione della piastra che passa ogni volta attraverso il rullo di lavoro è limitata dalla forza di ingranamento. Pertanto, per i pezzi con una dimensione relativamente piccola raggio di curvatura (il rapporto tra il raggio di curvatura e lo spessore della lastra, cioè R/t), è necessario regolare più volte la posizione relativa dei rulli di lavoro, facendo passare più volte la lastra attraverso l'asse dei rulli, aumentando ogni volta il grado di curvatura, fino a ottenere il pezzo laminato desiderato.
Infatti, il raggio di curvatura minimo è limitato non solo dal diametro del rullo superiore e dalla quantità di ritorno elastico, ma anche dalla rigidità dell'albero del rullo, dalla potenza della macchina e dalla limitazione dell'indurimento a freddo del metallo. Per le piastre di acciaio con uno spessore relativo (il rapporto tra lo spessore della piastra e il doppio del raggio di curvatura t/2R) superiore a 3%, si adotta solitamente la laminazione a caldo o la laminazione a caldo.
II. Tipi, forme e parametri di base delle macchine per la laminazione delle lastre
1. Tipi di macchine per la laminazione delle lastre
La macchina per la laminazione di piastre comunemente definita si riferisce a una macchina per la laminazione di piastre a rulli le cui principali parti di lavoro sono rulli paralleli tra loro.
In base al numero di rulli, può essere suddiviso in a due rulli, a tre rulli, a quattro rulli e a più rulli;
In base alla disposizione dei rulli, può essere suddivisa in simmetrica e asimmetrica;
In base alla posizione dell'asse del rullo, può essere suddiviso in orizzontale e verticale;
In base al metodo di regolazione del rullo, si può dividere in regolazione superiore e regolazione inferiore;
In base al metodo di trasmissione, si distingue in meccanica e idraulica;
A seconda che il rullo superiore sia dotato di rulli di supporto e traverse, si distingue in aperto e chiuso (tipo marino);
In base alla funzione, può essere suddiviso in tipo generale e tipo multiuso;
In base al metodo di laminazione, può essere suddiviso in laminazione a freddo, laminazione a caldo e laminazione a caldo;
In base al metodo di controllo, può essere suddiviso in controllo elettrico forte, controllo NC e controllo CNC.
2. Tipi di macchine per la laminazione delle lastre
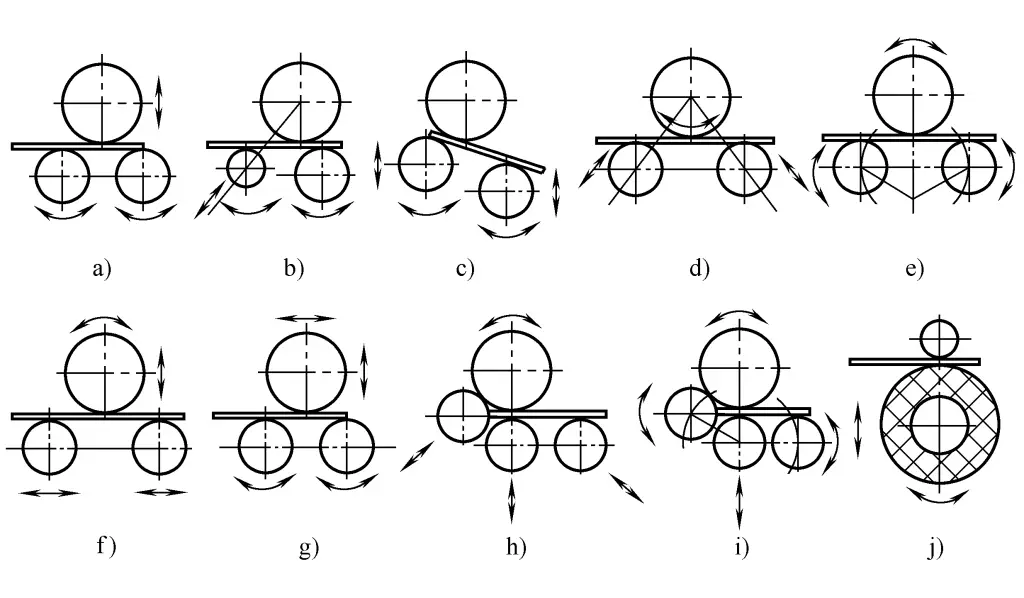
Le macchine per la laminazione delle piastre sono classificate in diversi tipi in base al numero di rulli di lavoro, alla loro disposizione e al metodo di regolazione della posizione, come illustrato nella Figura 2.
Figura 2 Tipi di macchine per la laminazione delle lastre
a) Simmetrico macchina per la laminazione di piastre a tre rulli b) Laminatoio asimmetrico a tre rulli per lamiere c) Macchina per la laminazione di piastre a tre rulli con regolazione verticale verso il basso d) Laminatoio a tre rulli con regolazione inclinata verso il basso e) Macchina per la laminazione di piastre a tre rulli con regolazione dell'arco verso il basso f) Curvatrice orizzontale a tre rulli con regolazione inferiore g) Movimento trasversale del rullo superiore della macchina per la laminazione di piastre a tre rulli h) Regolazione inclinata verso il basso macchina per la laminazione di piastre a quattro rulli i) Curvatrice a quattro rulli per piastre di tipo Arc-down j) Curvatrice a due rulli per lamiere
(1) Curvatrice a tre rulli simmetrica a regolazione ascendente
I tre rulli di lavoro della piegatrice a tre rulli con regolazione simmetrica verso l'alto sono disposti simmetricamente a forma di "品" (vedere Figura 2a). Il rullo superiore può muoversi verso l'alto e verso il basso per adattarsi ai diversi raggi di curvatura richiesti e può applicare la pressione di curvatura alla piastra. I rulli inferiori ruotano nella stessa direzione per alimentare la lastra.
Durante la piegatura della piastra, i centri dei due rulli inferiori sono fissi, in modo che rimanga un bordo rettilineo alle due estremità della piastra pari a circa la metà della distanza tra i centri dei due rulli inferiori. I pezzi cilindrici richiedono una pre-curvatura delle estremità della piastra con attrezzature e stampi speciali prima della laminazione.
(2) Curvatrice asimmetrica a tre rulli con regolazione verso il basso
La piegatrice a tre rulli asimmetrica con regolazione verso il basso è caratterizzata dalla disposizione asimmetrica dei rulli di lavoro (vedere Figura 2b). I piani verticali formati dagli assi dei rulli di lavoro superiore e inferiore hanno una distanza di offset relativamente piccola e il rullo di lavoro inferiore può muoversi verticalmente, mentre il rullo di lavoro laterale può inclinarsi e muoversi verticalmente.
Durante il funzionamento, le estremità della piastra prima o dopo il punto di serraggio dei rulli superiore e inferiore sono molto corte, con il bordo rettilineo rimanente che generalmente raggiunge solo il doppio dello spessore nominale della piastra, ottenendo buoni effetti di pre-curvatura. Tuttavia, l'altra estremità della piastra pre-curvata deve essere girata.
(3) Piegatrice a tre rulli a regolazione verso il basso
Il tipo di regolazione verso il basso è una modifica e uno sviluppo del tipo di regolazione asimmetrica verso il basso. In base al metodo di regolazione del rullo inferiore, si distinguono quattro tipi: regolazione verticale verso il basso, regolazione inclinata verso il basso, regolazione solitaria verso il basso e regolazione orizzontale verso il basso (vedere figure 2c, 2d, 2e, 2f).
1) La regolazione verticale verso il basso e la regolazione inclinata verso il basso sono tipi simili di piegatrici di lastre. Il rullo superiore è fisso e ruota, solo che le traiettorie di movimento dei due rulli inferiori sono diverse: uno si muove verticalmente e l'altro si muove in modo inclinato. Regolando le posizioni relative dei due rulli inferiori rispetto al rullo superiore, è possibile caricare e scaricare il pezzo una volta sola per completare la piegatura e la precurvatura delle estremità anteriori e posteriori della piastra.
2) La regolazione ad arco è una nuova struttura che integra la regolazione verticale e quella inclinata. Il rullo superiore è fisso e ruota, i due rulli inferiori sono rulli di trascinamento e si muovono ad arco attorno a un asse fisso, rendendo ragionevole la forza di piegatura della piastra. Il pezzo in lavorazione può essere caricato e scaricato una volta per completare la piegatura e la precurvatura delle estremità anteriori e posteriori della piastra.
3) Il rullo superiore della regolazione orizzontale verso il basso può muoversi verso l'alto e verso il basso, mentre i due rulli inferiori possono muoversi orizzontalmente singolarmente o simultaneamente, con tutti e tre i rulli di lavoro come rulli di azionamento o i due rulli inferiori come rulli di azionamento.
Durante il processo di laminazione, i due rulli inferiori si muovono orizzontalmente, ogni rullo inferiore svolge alternativamente la funzione di rullo inferiore e di rullo laterale, cioè formano successivamente una piegatrice a tre rulli asimmetrica, per cui è necessario un solo carico e scarico del pezzo da lavorare per completare il lavoro di precurvatura delle estremità anteriori e posteriori della piastra. È adatta non solo per laminatoi di medie e piccole dimensioni, ma anche per laminatoi di grandi dimensioni.
4) Laminatoio a tre rulli a rulli con movimento trasversale del rullo superiore. Il rullo superiore della macchina per la laminazione di piastre a tre rulli con movimento trasversale può muoversi verticalmente verso l'alto e verso il basso e può anche muoversi orizzontalmente.
(vedi figura 2g). La prepiegatura si ottiene spostando il rullo superiore in orizzontale, in modo che il rullo superiore sia disposto in modo asimmetrico rispetto al rullo inferiore. Questa macchina deve solo regolare il rullo superiore durante il funzionamento, il che è relativamente semplice. È utilizzata principalmente per laminatoi di medie e piccole dimensioni.
5) Laminatoio a quattro rulli. La macchina per la laminazione di lastre a quattro rulli ha generalmente il rullo superiore come azionamento principale, ma anche i rulli superiore e inferiore come azionamento principale o addirittura tutti e quattro i rulli come azionamento principale, con il rullo superiore fisso per la rotazione e il rullo inferiore che può muoversi su e giù verticalmente. In base alla traiettoria di sollevamento dei rulli laterali, le forme principali del laminatoio a quattro rulli sono di due tipi: regolazione inclinata verso il basso e regolazione ad arco verso il basso (vedere figure 2h, 2i). Quando si regola rispettivamente uno dei due rulli laterali, si forma un laminatoio a tre rulli con regolazione asimmetrica verso il basso. Quando si laminano lastre più spesse, i rulli di lavoro possono anche lavorare in modo simmetrico. Pertanto, può essere considerata una combinazione di laminatoi a tre rulli simmetrici e asimmetrici con regolazione verso il basso.
Il laminatoio a quattro rulli è in grado di livellare grossolanamente il materiale della piastra. Allo stesso tempo, la regolazione della posizione dei due rulli laterali tramite l'inclinazione consente di laminare facilmente cilindri conici. Inoltre, i rulli laterali possono anche svolgere un ruolo di alimentazione del materiale. Durante la pre-curvatura e la laminazione di piastre circolari, non è necessario ruotare la testa per la formatura una tantum e il bordo rettilineo rimanente della piastra pre-curvata è ridotto; i rulli superiori e inferiori possono bloccare la piastra d'acciaio, evitando lo slittamento, facilitando la formatura e la piegatura di pezzi ellittici e facilitando il controllo numerico.
6) Laminatoio a due rulli. La macchina per la laminazione di piastre a due rulli piega la piastra metallica premendola radialmente in una deformazione concava su un rullo elastico con un rullo rigido, quindi i due rulli rotolano per ottenere la piegatura della piastra (vedere figura 2j).
I suoi vantaggi sono: elevata precisione di laminazione, alta efficienza; possibilità di prepiegare le estremità delle lamiere; possibilità di laminare diversi materiali e di piegare lamiere punzonate, saldate di testa, goffrate, nonché diversi tipi di acciaio, lamiere in acciaio multistrato, acciaio ondulato, rete metallica, ecc. Lo svantaggio è che quando si laminano piastre di diametro diverso, è generalmente necessario cambiare il rullo superiore o il manicotto del rullo corrispondente; inoltre, può generalmente laminare solo piastre sottili inferiori a 6~10 mm.
7) Laminatoio a tre rulli chiuso (marino). Nell'industria navale e aerospaziale sono comunemente utilizzati laminatoi a tre rulli chiusi (marini), poiché la larghezza di laminazione delle lamiere raggiunge solitamente gli 8~16 m, o anche più di venti metri, per cui i rulli superiori e inferiori sono spesso dotati di rulli di supporto e travi, con il rullo superiore in una struttura chiusa, senza un meccanismo di scarico.
Può laminare varie curvature di forme ad arco e una certa gamma di pezzi conici, e la laminazione di pezzi circolari interi può essere elaborata giuntando insieme due o più pezzi ad arco. Attualmente, i principali tipi di macchine per la laminazione di lastre chiuse includono il tipo con regolazione simmetrica verso l'alto, il tipo con regolazione orizzontale verso il basso, il tipo con movimento trasversale del rullo superiore, ecc.
La disposizione simmetrica dei rulli di regolazione verso l'alto e le caratteristiche sono le stesse della macchina per la laminazione di piastre a tre rulli con regolazione simmetrica verso l'alto. Quando si laminano pezzi con raggi di curvatura più piccoli, è necessario prepiegare le estremità della piastra, ma la struttura è semplice e il costo è basso. Il tipo a regolazione orizzontale verso il basso può realizzare la piegatura ad arco e conica e la prepiegatura delle estremità delle lamiere in un'unica alimentazione. Ha una buona rigidità strutturale, un funzionamento semplice, una manutenzione conveniente e un'elevata precisione di lavoro.
Il tipo chiuso (marino) a rulli superiori incrociati è l'applicazione della struttura della macchina di laminazione a tre rulli a rulli superiori sulla macchina di laminazione a piastre chiusa, che può realizzare la piegatura ad arco e conica e la precurvatura delle estremità della piastra in un'unica alimentazione. Per ottenere la precurvatura della piastra, il rullo di lavoro superiore e il rullo di supporto, la traversa superiore, i telai destro e sinistro, ecc. devono muoversi insieme come un tutt'uno, con conseguente centro di gravità elevato e rigidità strutturale relativamente scarsa.
8) Laminatoio verticale. L'asse dei rulli del laminatoio verticale è perpendicolare al piano orizzontale e, in base al numero di rulli, si distinguono principalmente laminatoi verticali a tre e a quattro rulli.
I suoi vantaggi sono:
La piastra d'acciaio si piega in verticale, il peso proprio ha un impatto minimo sulla precisione, il che è vantaggioso per la laminazione di pezzi a parete sottile e di grande diametro, stretti e lunghi; la ruggine e la limatura di ferro durante la laminazione non rotolano tra la piastra d'acciaio e i rulli, formando delle rientranze, proteggendo efficacemente la superficie della piastra; occupa un'area ridotta e non è necessario occupare molto spazio quando si rimuove il prodotto laminato; dopo la laminazione, può essere saldata direttamente in posizione con la saldatura a elettroerosione.
Gli svantaggi sono:
Per rimuovere il pezzo in lavorazione, è necessario aumentare l'altezza dell'officina; grazie all'attrito tra la parte inferiore della piastra d'acciaio e la superficie di appoggio, è facile formare una forma conica. Oltre alle forme sopra descritte, negli ultimi anni sono state introdotte anche macchine speciali per la laminazione di lamiere per autocisterne e macchine per la laminazione di lamiere con formatura flessibile a più punti.
Il primo è adatto alla laminazione di lastre sottili super larghe (il rapporto tra lo spessore della lastra e la larghezza è molto piccolo) con parti cilindriche multicurvatura per autocisterne, un nuovo tipo di laminatoio a tre rulli simmetrici o orizzontali con regolazione verso il basso, con rulli di supporto del rullo superiore e traverse, tutti e tre i rulli sono azionamenti principali, con un meccanismo di scarico ribaltabile, in grado di laminare parti cilindriche chiuse con una larghezza di 8-12 m; il secondo combina la tecnologia di formatura flessibile a più punti con la tecnologia tradizionale di formatura delle lastre per ottenere un'attrezzatura di laminazione flessibile delle lastre per la formatura flessibile tridimensionale di superfici curve.
3. Parametri di base della macchina per la laminazione delle lastre
(1) I parametri di base di JB/T8797-1998 "Types and Basic Parameters of Small and Medium-sized Three-roller Plate Rolling Machines" (Tipi e parametri di base dei laminatoi a tre rulli di piccole e medie dimensioni) sono riportati nella Tabella 1.
Tabella 1 Parametri di base della macchina per la laminazione di piastre a tre rulli con regolazione simmetrica verso l'alto (JB/T8797-1998)
Specifiche tecniche
Spessore massimo della piastra/mm
Larghezza massima della piastra/mm
Diametro minimo del mandrino alla dimensione massima/mm
Limite di snervamento della piastra/MPa
Diametro del rullo superiore/mm
Diametro del rullo inferiore/mm
Distanza tra i centri dei rulli inferiori/mm
Velocità di laminazione della piastra/(m/min)
Potenza del motore di azionamento principale/kW
20×2000
20
2000
700
245
280
220
360
5.5
15
16×2500
16
2500
12×3200
12
3200
25×2000
25
2000
850
340
280
440
5
30
20×2500
20
2500
16×3200
16
3200
30×2500
30
2500
1100
440
360
580
4
37
40×3200
40
3200
1500
550
420
700
4
45
50×3200
50
3200
1800
580
470
725
3
55
70×3200
70
3200
2000
760
620
900
3
75
100×3500
100
3500
2500
800
680
1000
3
110
120×3500
120
3500
3000
900
720
1200
3
180
140×3000
140
3000
3500
950
760
1350
3
220
(2) Vedere la Tabella 2 per i parametri tecnici della piegatrice a tre rulli arc-down.
Tabella 2 Parametri tecnici della macchina per la piegatura di piastre a tre rulli con regolazione inferiore (JB/T 10924-2010)
Specifiche tecniche
6×2000
12×2500
20×2500
30×2500
50×3200
60×3200
70×3200
Spessore massimo della piastra / mm
Rotolamento
6
12
20
30
50
60
70
Pre-piegatura
3
8
16
20
40
50
60
Larghezza massima della piastra / mm
2000
2500
2500
2500
3200
3200
3200
Diametro minimo del rullo alla specifica massima / mm
550
650
800
1200
4600
2000
2000
Limite di snervamento della piastra / MPa
245
Rullo superiore Dia. / mm
220
280
330
460
640
680
720
Rullo inferiore Dia. / mm
220
280
330
460
590
630
670
Velocità del rullo/ (m/min)
5
5
5
4
3
3
3
Potenza del motore di azionamento principale/ kW
5.5
15
18.5
22
55
55
75
(3) I parametri tecnici della piegatrice orizzontale a tre rulli regolabili verso il basso sono riportati nella Tabella 3.
Tabella 3 Parametri tecnici della piegatrice orizzontale a tre rulli regolabile verso il basso (JB/ T 11195-2011)
Specifiche tecniche
Spessore massimo della piastra/mm
Larghezza massima della piastra/mm
Diametro minimo del rotolo a specifica massima/mm
Limite di snervamento della piastra/ MPa
Diametro del rullo superiore /mm
Diametro del rullo inferiore /mm
Velocità di laminazione della piastra/(m/min)
Potenza del motore di azionamento principale/kW
Rotolamento
Pre-piegatura
80×3200
80
70
3200
2000
245
780
480
3
112
100×3200
100
90
3200
2000
860
480
3
155
120×3200
120
100
3200
2500
950
500
3
210
140×4000
140
130
4000
3000
1100
600
3
4×30
160×3500
160
140
3500
3000
1200
600
3
4×55
200×3500
200
180
3500
3000
1300
1050
3
4×55
250×3000
250
230
3000
3000
1320
800
3
4×55
300×3200
300
250
3200
4500
1400
850
3
4×55
350×3500
350
330
3500
5000
1500
1200
3.5
4×90
(4) I parametri tecnici della macchina per la laminazione di piastre a tre rulli con movimento trasversale del rullo superiore sono riportati nella Tabella 4.
Tabella 4 Parametri tecnici della macchina per la laminazione di piastre a tre rulli con movimento trasversale del rullo superiore (JB/T 10292-2010)
Specifiche tecniche
32×4000
40×4000
60×4000
100×4000
110×4000
120×4000
Spessore massimo della piastra/mm
Rotolamento
32
40
60
100
110
120
Pre-piegatura
28
35
55
85
90
100
Larghezza massima della piastra/mm
4000
4000
4000
4000
4000
4000
Limite di snervamento della piastra/ MPa
245
Pressione del rullo superiore/kN
4300
5400
9300
16000
20000
24000
Diametro del rullo superiore/mm
580
630
780
940
980
1030
Diametro del rullo inferiore/mm
290
340
440
560
580
630
Velocità di laminazione della piastra/(m/min)
4.5
4.5
4
3.5
3.5
3
Potenza del motore di azionamento principale/kW
55
55
75
90
110
150
(5) Per i parametri tecnici della macchina piegatrice a quattro rulli si veda la Tabella 5.
Tabella 5 Parametri tecnici della piegatrice a quattro rulli (JB/T 8778-1998)
Specifiche tecniche
Larghezza massima della piastra/mm
Spessore massimo della piastra/mm
Spessore massimo della piastra di precurvatura/mm
Specifiche minime e massime
Diametro del rullo/mm
Limite di snervamento della piastra/MPa
Diametro del rullo superiore /mm
Velocità di laminazione della piastra/(m/min)
Potenza del motore/kW
30×3200
3200
30
25
1100
245
560
4.5
37
40×3200
3200
40
32
1200
245
660
4.5
45
50×3200
3200
50
40
1200
245
680
4.5
55
60×3200
3200
60
50
1500
245
700
4
55
70×3200
3200
70
60
2000
245
720
3.5
75
80×3200
3200
80
70
2500
245
800
3.5
90
100×3200
3200
100
85
3000
245
930
3.5
100
120×3200
3200
120
100
3000
245
950
3
150
160×4000
4000
160
140
4000
245
1260
3
350
(6) Parametri tecnici della piegatrice a tre rulli chiusa (per nave) vedi tabella 6.
Tabella 6 Parametri della macchina piegatrice a tre rulli per lamiere chiuse (per nave) (JB/T 10927-2010)
Specifiche tecniche
20×8000
25×9000
20×10000
20×12000
30×13500
32×16000
35×21000
Larghezza massima della piastra/mm
8000
9000
10000
12000
13500
16000
21000
Spessore massimo della piastra/mm
20
25
20
20
32
32
35
Spessore massimo della piastra di precurvatura/mm
30
32
Raggio minimo del cilindro alla massima specifica/mm
500
400
500
600
600
750
750
Limite di snervamento della piastra/MPa
245
245
245
245
350
355
355
Diametro del rullo superiore/mm
360
380
420
420
480
500
520
Diametro del rullo inferiore/mm
300
320
350
350
400
420
420
Forza massima del rullo superiore/kN
2800
4500
3300
3800
13000
18000
21000
Velocità di laminazione della piastra/m/min
4
4
3
3
3
3.4
3
Potenza del motore/kW
45
55
2×22
2×22
2×55
2×75
2×90
III. Struttura della macchina per la laminazione delle lastre
I componenti di una tipica macchina per la laminazione di lastre comprendono: telaio, rulli di lavoro, azionamento principale, meccanismo di ribaltamento, sistema di lubrificazione, sistema di controllo e accessori, ecc.
Il telaio e la base sono realizzati in fusione o in lamiera d'acciaio saldata, i rulli di lavoro sono in acciaio al carbonio medio di alta qualità, in acciaio strutturale legato o in acciaio per rulli e sono temprati o induriti in superficie. I supporti alle due estremità del rullo di lavoro utilizzano cuscinetti scorrevoli in materiale composito autolubrificante o cuscinetti volventi. L'utilizzo di cuscinetti volventi consente di ridurre la coppia di attrito e di migliorare la capacità portante complessiva della macchina.
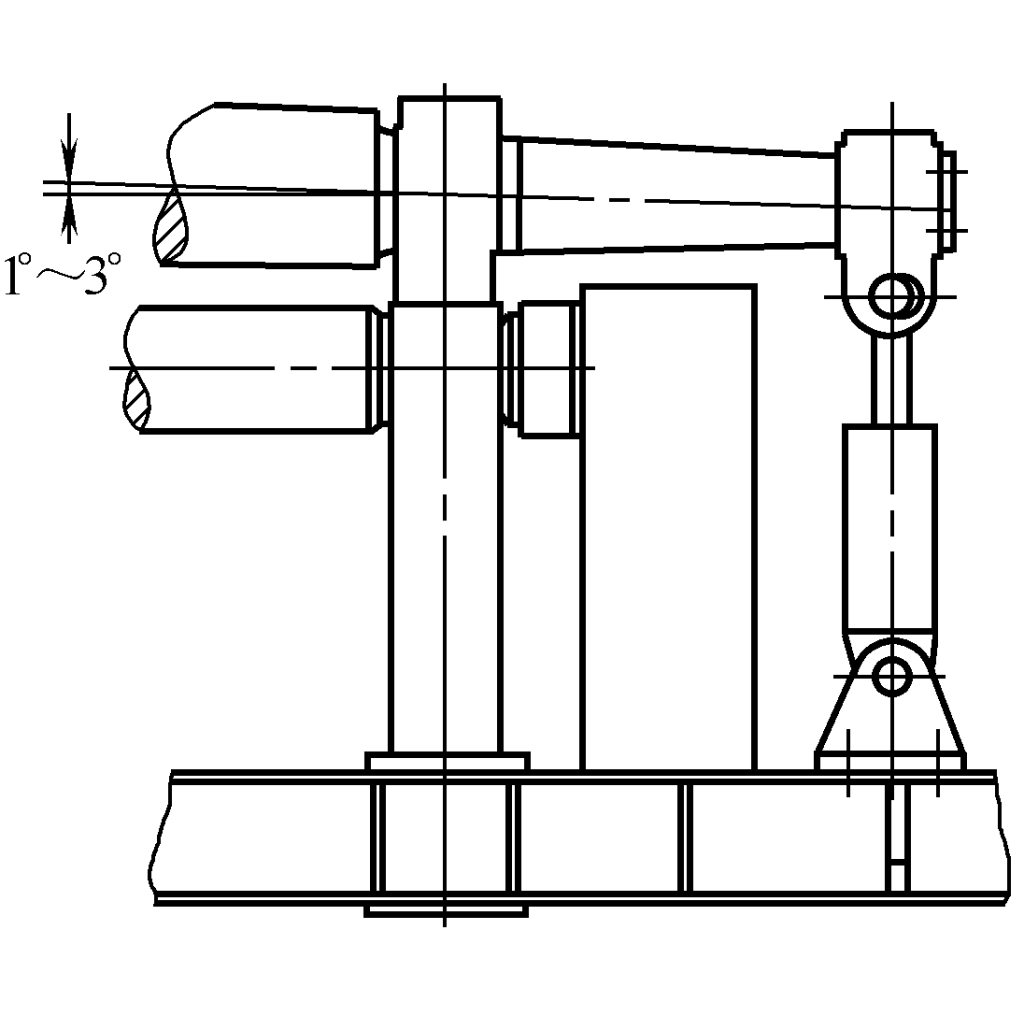
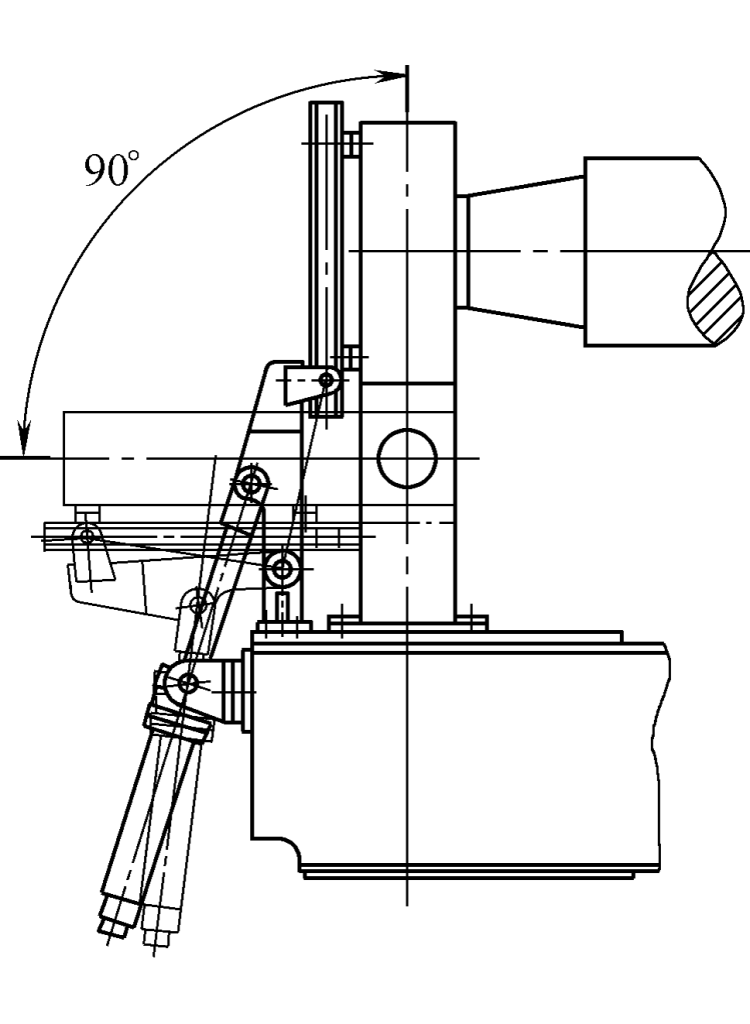
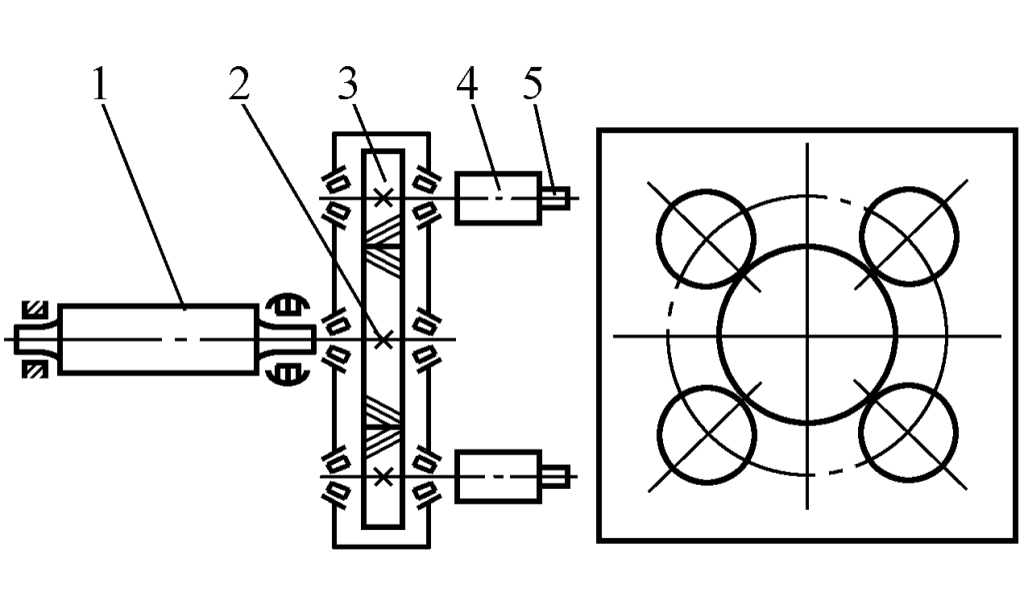
Un meccanismo di sollevamento è installato sul lato di azionamento della macchina; le macchine per la laminazione di lastre di medie e piccole dimensioni utilizzano spesso meccanismi di ribaltamento e di sollevamento manuali; le macchine per la laminazione di lastre di grandi dimensioni utilizzano spesso meccanismi di sollevamento azionati idraulicamente (vedere la Figura 3) e un meccanismo di ribaltamento del tipo a guide di scorrimento azionato idraulicamente è installato sul lato di scarico della macchina (vedere la Figura 4).
Figura 3 Meccanismo di sollevamento a comando idraulico
Figura 4 Meccanismo di ribaltamento a comando idraulico
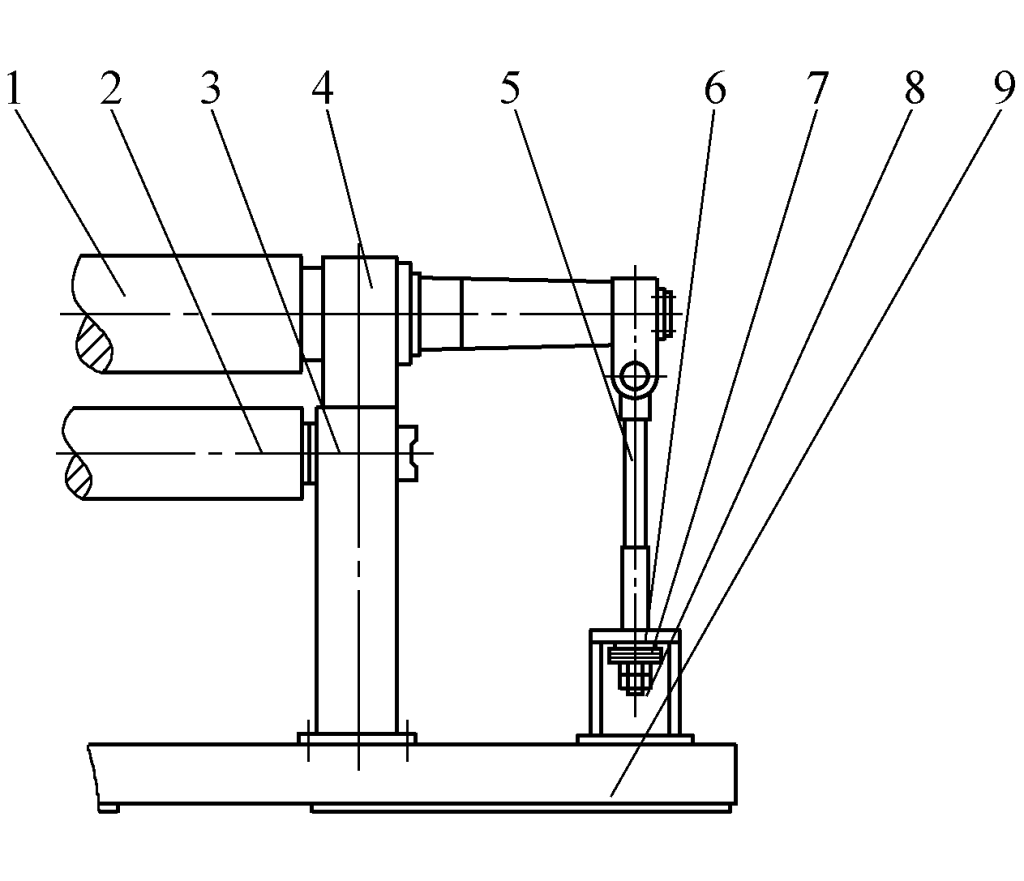
La Figura 5 mostra un meccanismo di bilanciamento della molla a disco. Il meccanismo di sollevamento sul lato di azionamento e il meccanismo di ribaltamento del cuscinetto sul lato di scarico sono utilizzati per scaricare i pezzi cilindrici che sono stati profilati. Il meccanismo di ribaltamento può inclinare il corpo del cuscinetto di 85°~90° e il meccanismo di sollevamento può sollevare il rullo di lavoro superiore di 1°~3°.
Figura 5 Meccanismo di bilanciamento della molla a tazza
1 Rullo superiore 2-Rullo inferiore Telaio a 3 Alloggiamento a 4 cuscinetti Asta a 5 tiranti 6-Supporto Primavera a 7 dischi 8-Dado di regolazione Base a 9 macchine
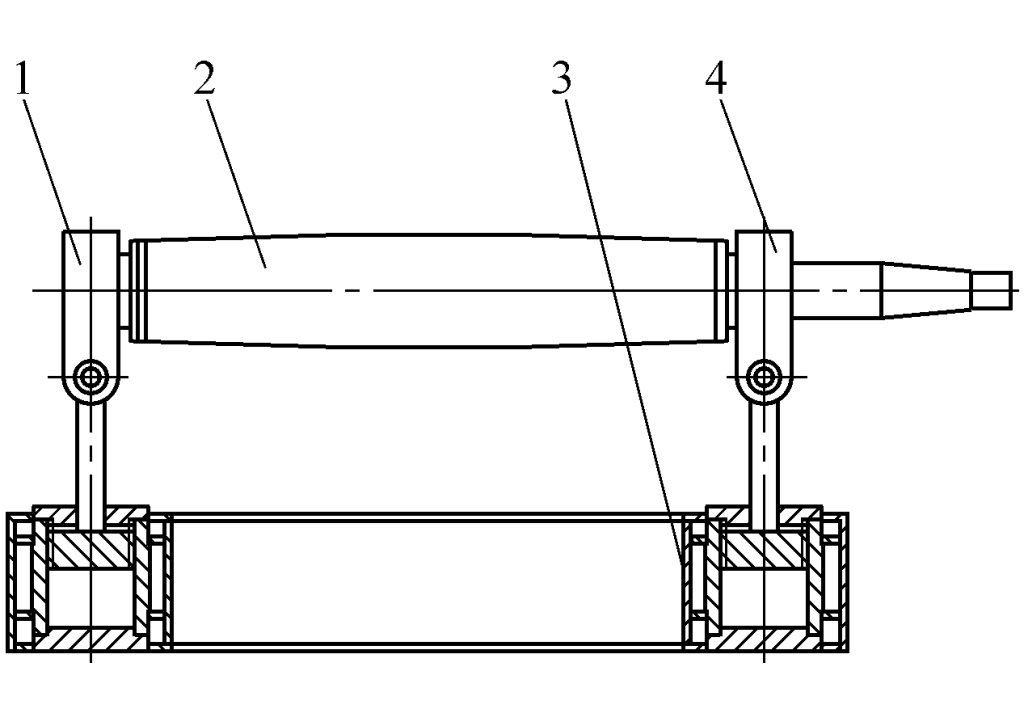
Per le macchine che laminano lastre più larghe, al fine di migliorare la precisione dei pezzi laminati e ampliare la gamma del diametro minimo del rullo, il progetto prevede una compensazione uniforme del carico per la deflessione del rullo superiore a circa 70% della forza massima sul rullo superiore, rendendo così il corpo del rullo a forma di barile (vedere Figura 6); alcune macchine per la laminazione di lastre aggiungono anche un dispositivo di contropressione a entrambe le estremità del rullo superiore per generare una certa deflessione inversa in anticipo, per compensare la deflessione sotto il carico di lavoro. Le macchine per la laminazione di lastre grandi e larghe possono avere una o più serie di rulli di supporto per il rullo inferiore, per aumentare la rigidità del rullo di lavoro.
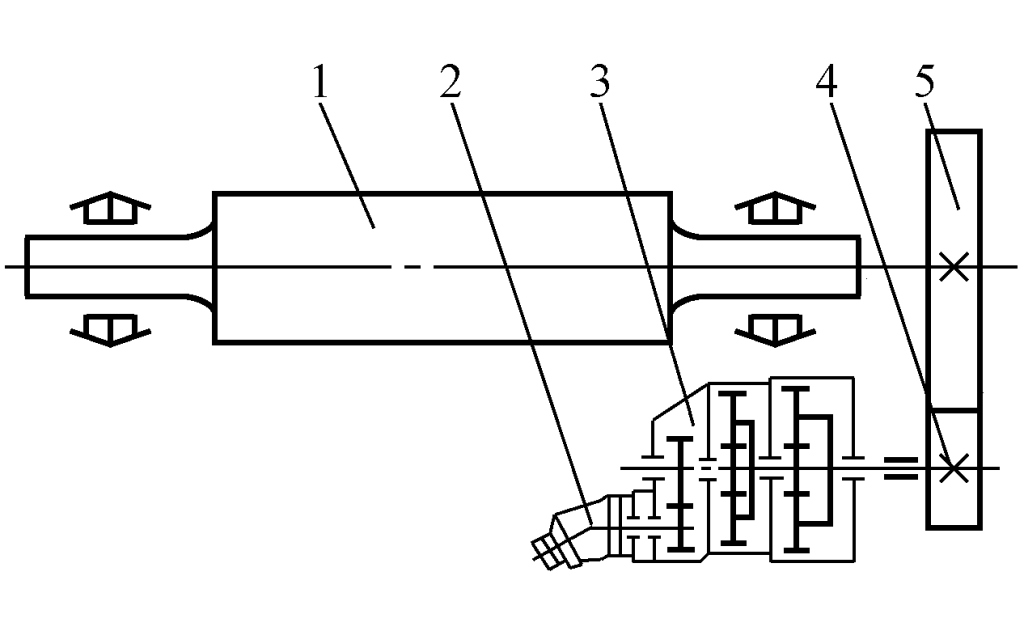
Figura 6 Meccanismo di sollevamento del rullo superiore
1-Cuscinetto basculante 2-Rotolo superiore 3-Cilindro idraulico di base e principale 4 Alloggiamento del cuscinetto destro
Per rendere la generatrice del pezzo parallela all'asse del rullo di lavoro durante l'alimentazione, è possibile aprire una scanalatura di centraggio sul corpo del rullo inferiore o aggiungere un dispositivo di allineamento del materiale.
Gli accessori per la laminazione di pezzi conici possono essere installati sul lato inclinabile dell'estremità superiore del rullo o sul telaio. Poiché lo sviluppo di un pezzo conico è un settore, la laminazione può essere ottenuta premendo l'estremità piccola contro il blocco di attrito o la ruota di attrito per ridurre la velocità, realizzando una velocità di linea più elevata all'estremità grande e più lenta all'estremità piccola, formando così un cono.
La laminazione a caldo e la laminazione a caldo possono ampliare la capacità di lavoro del laminatoio per piastre. In presenza di requisiti per la laminazione a caldo e a caldo, il materiale del rullo di lavoro dovrebbe essere generalmente l'acciaio utilizzato per i rulli di lavoro per la laminazione a caldo, e dovrebbero essere scelti cuscinetti con una buona resistenza al calore, una sufficiente capacità di carico ad alta temperatura, distanze maggiori, misure di isolamento termico per i cuscinetti e altri componenti, parti di tenuta con una buona resistenza al calore e la scelta del grasso dovrebbe essere ragionevole.
L'intervallo di temperatura per la laminazione a caldo delle piastre di acciaio è generalmente 850~1050℃, e la temperatura di fragilità rossa dovrebbe essere evitata; l'intervallo di temperatura per la laminazione a caldo è generalmente 400~600℃, e la temperatura di fragilità blu dovrebbe essere evitata, al di sotto della temperatura di ricristallizzazione.
Attualmente i metodi di controllo delle macchine per la laminazione delle lastre comprendono principalmente il controllo elettrico forte, il controllo NC e il controllo CNC. Nel caso del controllo elettrico forte, il sollevamento e lo spostamento dei rulli utilizzano generalmente una trasmissione meccanica e il funzionamento è manuale; nel caso del controllo NC, il sollevamento e lo spostamento dei rulli utilizzano generalmente una trasmissione idraulica, lo spostamento è misurato da sensori di alta precisione, controllato da PLC, livellato automaticamente, visualizzato sullo schermo, con una precisione di livellamento e posizionamento di ±0,2 mm e con la possibilità di semplici funzioni di archiviazione e modifica dei dati.
Per il controllo CNC, il sollevamento e lo spostamento dei rulli sono azionati da un sistema idraulico, lo spostamento è misurato da sensori di alta precisione, controllati da PLC e computer industriali, visualizzati su un monitor a colori o su un touchscreen.
Inserendo dalla tastiera o dal touchscreen parametri quali lo spessore della lastra, la larghezza della lastra, il diametro del tamburo, il limite di snervamento, il fattore di correzione (relativo al limite di snervamento, ecc.), il computer è in grado di calcolare e ottimizzare automaticamente il numero di tempi di laminazione, la quantità di sollevamento di ciascun rullo, lo spostamento, il raggio di formatura teorico di ciascun sollevamento e il carico su ciascun rullo.
Durante la pre-curvatura, è in grado di fornire il valore minimo teorico del bordo rettilineo rimanente e di scegliere arbitrariamente il numero di curve e la lunghezza del bordo rettilineo pre-curvato. Durante l'arrotolamento dei coni, è possibile visualizzare la quantità di inclinazione del rullo superiore. L'operatore può modificare e memorizzare i parametri di processo calcolati.
1. Laminatoio a tre rulli a regolazione superiore simmetrica
In base ai requisiti di forza e rigidità durante la laminazione delle lastre, questo tipo di macchina ha un rullo superiore più spesso e un rullo inferiore più sottile. Le macchine che laminano lastre più larghe sono dotate di rulli di supporto per migliorare la rigidità del rullo inferiore. Questo tipo di modello ha due rulli inferiori come rulli motori principali e il rullo superiore come rullo passivo. Se dotato di un dispositivo di laminazione a cono, può laminare parti coniche. Grazie alla sua struttura semplice e al funzionamento comodo, è ampiamente utilizzato.
2. Laminatoio a tre rulli a regolazione inferiore asimmetrica
Per questo tipo di macchina, i diametri dei rulli superiore e inferiore sono generalmente uguali, mentre il diametro del rullo laterale è leggermente più sottile. In genere, i rulli di lavoro superiore e inferiore sono l'azionamento principale e il rullo laterale è passivo; esistono anche macchine in cui il rullo inferiore e il rullo laterale sono l'azionamento e il rullo superiore è passivo. Per ottenere il sollevamento dei rulli inferiori e laterali, sul telaio sono presenti superfici di guida scorrevoli verticali e inclinate, che rendono la struttura più complessa.
3. Macchina per la laminazione di piastre a tre rulli con regolazione inferiore
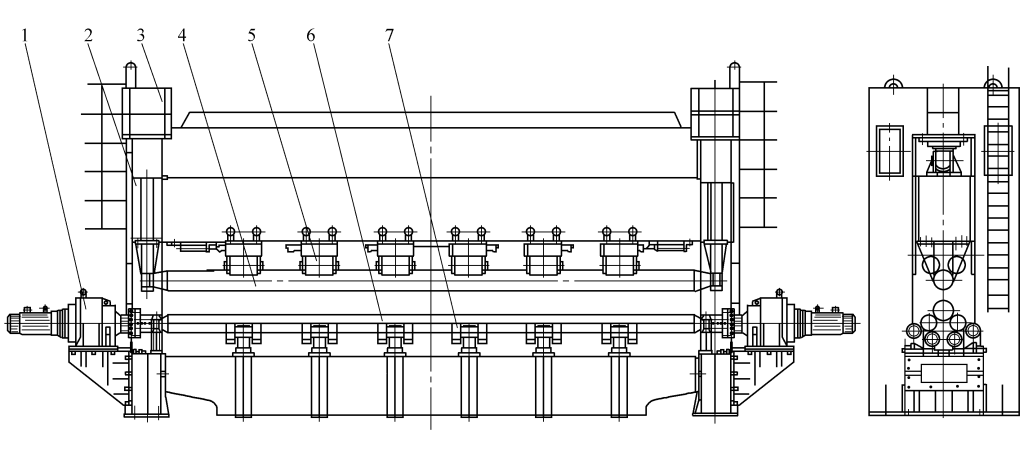
(1) Laminatoio orizzontale a tre rulli con regolazione inferiore
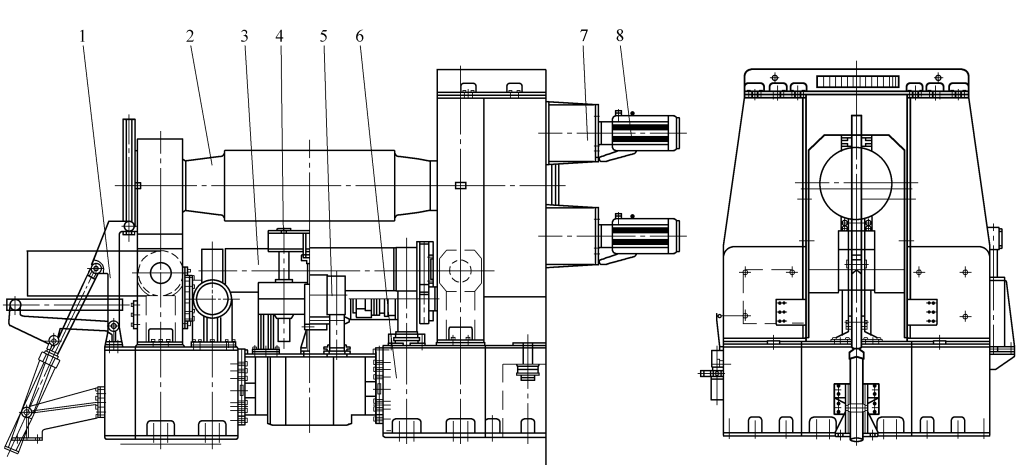
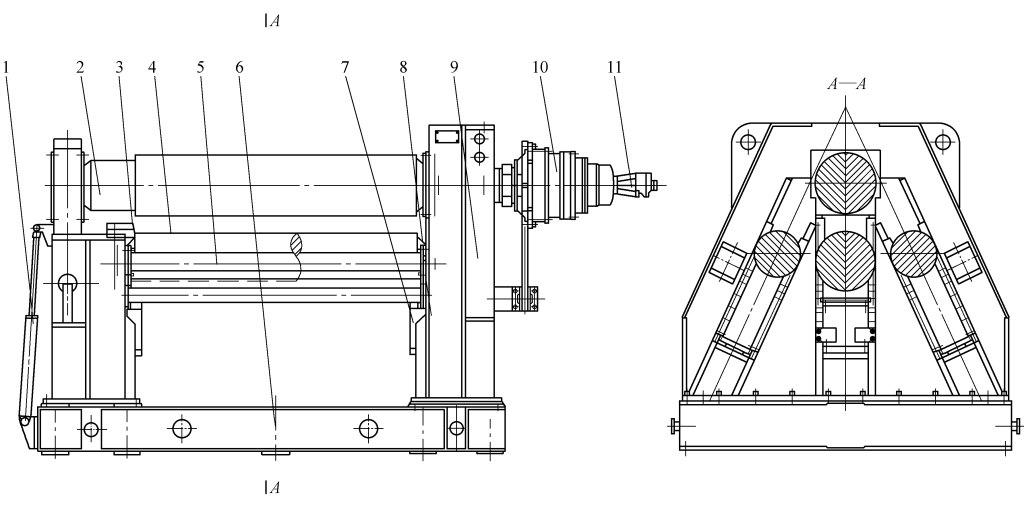
La Figura 7 mostra la piegatrice orizzontale a tre rulli W11XCNC-300/420×3200, progettata e prodotta dalla Changzhi Steel & Iron (Group) Forging Machinery Company (Changzhi Forging Machine Tool Factory). La macchina ha una struttura orizzontale integrale. Il corpo portante è collegato allo stelo del cilindro idraulico principale montato nella base, installato all'interno dei grandi telai destro e sinistro.
Figura 7 Piegatrice a tre rulli orizzontali W11XCNC-300/420×3200 regolabile verso il basso
1 Dispositivo di inclinazione 2-Parte superiore del rullo 3-Parte inferiore del rullo 4-Dispositivo di allineamento del materiale 5-Rullo di supporto 6-Parte del telaio 7-Riduttore planetario 8-Motore elettrico
Il rullo inferiore e i telaietti destro e sinistro che si muovono orizzontalmente sono installati sulla base integrale. Un'estremità della macchina è dotata di un meccanismo di ribaltamento, mentre l'altra estremità è dotata di un sistema di trasmissione per tre rulli di lavoro e di un meccanismo di bilanciamento a molla a disco per facilitare lo scarico dei pezzi. Il sollevamento del rullo superiore (vedi Figura 6) e il movimento orizzontale del rullo inferiore (vedi Figura 8) sono azionati idraulicamente.
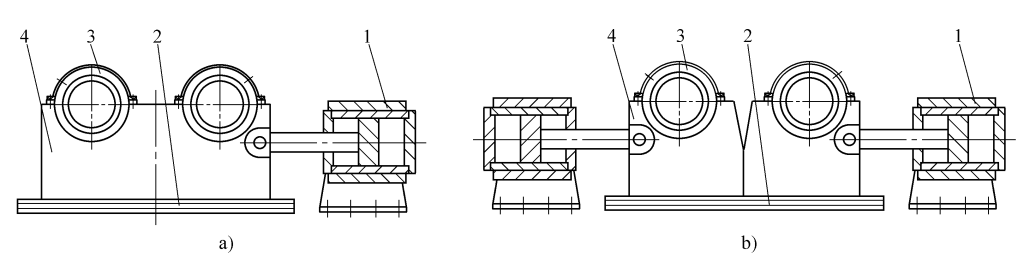
Figura 8 Meccanismo di movimento orizzontale del rullo inferiore
a) Meccanismo di movimento orizzontale individuale per i due rulli inferiori b) Meccanismo di movimento orizzontale simultaneo per i due rulli inferiori 1-Cilindro idraulico del rullo inferiore Rullo di guida a 2 T 3-Rullo inferiore 4-Telaio inferiore del rullo
Esistono due forme di movimento orizzontale per il rullo inferiore, una è il tipo di regolazione simultanea (vedere Figura 8b): l'altra è il tipo di regolazione individuale (vedere Figura 8a). Il primo, grazie all'interasse regolabile, amplia la gamma di capacità di lavorazione della macchina; il secondo, con entrambi i rulli inferiori installati sullo stesso telaio, consente alle forze orizzontali di annullarsi a vicenda durante la laminazione, ottenendo una migliore condizione di forza.
Questa macchina è una macchina a tre rulli a trasmissione completa con rulli superiori e inferiori. Il movimento rotatorio del rullo superiore è azionato da quattro motori elettrici o idraulici attraverso un riduttore planetario. Questo sistema di trasmissione è installato all'interno e all'esterno di una scatola saldata in lamiera d'acciaio e si muove su e giù lungo la superficie di guida del grande telaio insieme al rullo superiore (vedere Figura 9).
Figura 9 Schema dell'azionamento del rullo superiore
1-Rullo superiore 2 - Ingranaggio grande 3 - Ingranaggio piccolo Riduttore 4-Planetario 5-Motore elettrico
Il movimento rotatorio del rullo inferiore è azionato da un motore idraulico attraverso un riduttore epicicloidale (per i modelli più piccoli, può anche essere azionato direttamente da un motore idraulico a bassa velocità e coppia elevata), come mostrato nella Figura 10. Questo sistema di azionamento è installato sul telaio del rullo inferiore e si muove orizzontalmente con il meccanismo di movimento del rullo inferiore. Questo sistema di azionamento è installato sul telaio del rullo inferiore e si muove orizzontalmente con il meccanismo di movimento del rullo inferiore. Sono presenti dispositivi di frenatura nella fase ad alta velocità di entrambi i sistemi di azionamento del rullo superiore e inferiore.
Figura 10 Schema dell'azionamento del rullo inferiore
1-Rullo inferiore A 2 motori Riduttore 3-Planetario 4 - Ingranaggio piccolo Ingranaggio 5-Large
La macchina di laminazione a tre rulli a trazione completa non scivola facilmente quando si laminano lamiere sottili e cilindri di piccolo diametro, ampliando così la gamma di laminazione della macchina.
(2) Macchina di laminazione a tre rulli con curva verso il basso
Il sistema di trasmissione principale fa ruotare i due rulli inferiori attraverso un ingranaggio multistadio azionato da un motore elettrico o idraulico, mentre il rullo superiore è azionato dalla trasmissione a catena. Per adeguare la velocità lineare dei rulli superiori e inferiori durante il processo di piegatura, nel meccanismo di trasmissione a catena è presente un dispositivo di frizione di sicurezza.
Per ottenere un posizionamento preciso durante la prepiegatura della piastra, nello stadio ad alta velocità del sistema di trasmissione è presente un dispositivo di frenatura. Inoltre, è possibile adottare un metodo di trasmissione in cui ciascuno dei tre rulli di lavoro è azionato in modo indipendente da un motoriduttore. Poiché tutti e tre i rulli di lavoro sono azionati, si evita lo slittamento durante la laminazione di cilindri di piccolo diametro e di lamiere sottili.
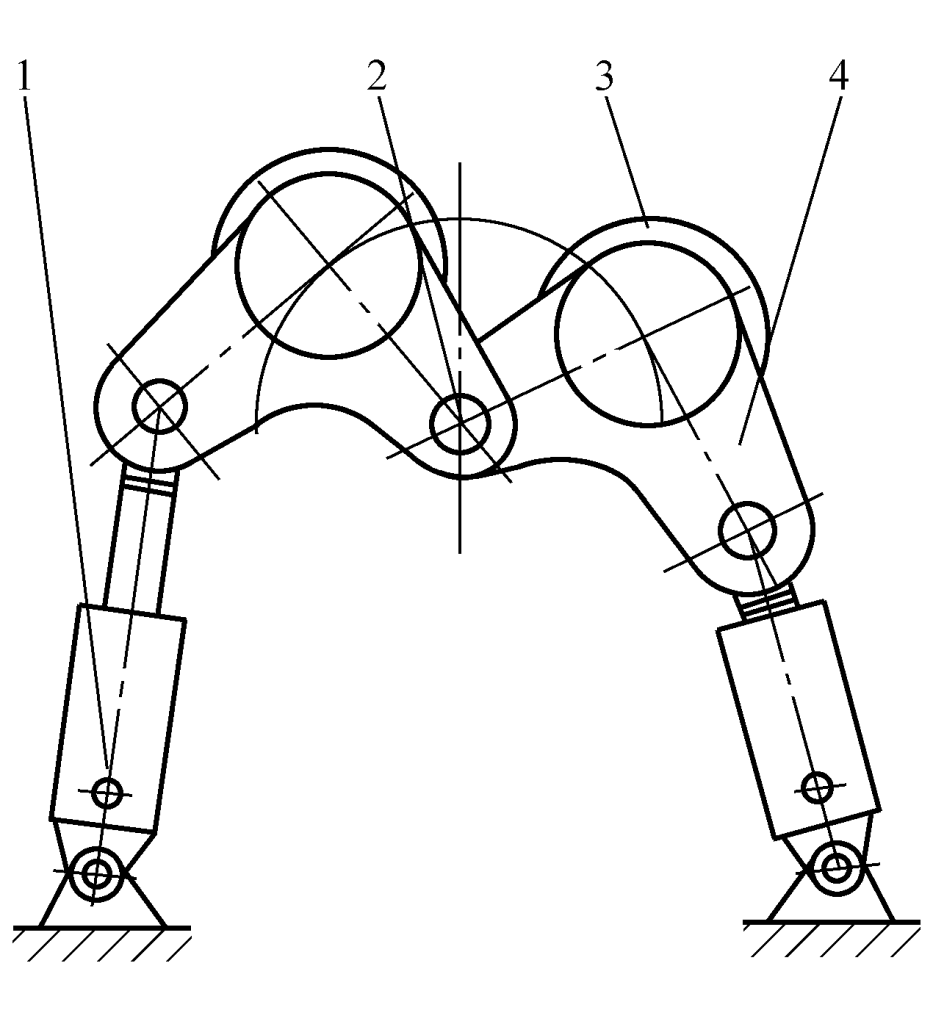
Il sollevamento ad arco del rullo inferiore, il montaggio e l'inclinazione del cuscinetto inclinabile, il ribaltamento e il ripristino del dispositivo di movimentazione dei materiali sono alimentati da una stazione di pompaggio idraulica e controllati da un gruppo di valvole. Il meccanismo di sollevamento ad arco del rullo inferiore è illustrato nella Figura 11. La forza del cilindro idraulico viene incrementata e controllata attraverso un gruppo di valvole. La forza del cilindro idraulico viene aumentata attraverso il braccio rotante, che può ridurre il volume di 1/4 rispetto al cilindro idraulico di sollevamento inclinato verso il basso con le stesse specifiche. Per garantire la precisione della macchina, è necessario che il braccio rotante abbia una resistenza e una rigidità sufficienti.
Figura 11 Meccanismo di sollevamento dell'arco del rullo inferiore
1-Cilindro idraulico 2-Asse centrale 3-Rullo inferiore 4-Braccio girevole
Il meccanismo di bilanciamento del rullo superiore adotta uno stile di pressione dall'alto, che assicura che il rullo superiore rimanga orizzontale dopo la caduta dell'alloggiamento del cuscinetto laterale inclinabile. Il meccanismo è composto da bussola, cuscinetto volvente, vite di regolazione, vite di bloccaggio, ecc. All'estremità del rullo superiore sul lato di ribaltamento è installato un accessorio per l'avvolgimento di pezzi conici.
4. Piegatrice a quattro rulli
Il rullo superiore della piegatrice a quattro rulli ha un diametro maggiore, il diametro del rullo inferiore è generalmente leggermente inferiore o uguale a quello del rullo superiore e i rulli laterali hanno un diametro inferiore a quello del rullo superiore. Il rullo inferiore e i rulli laterali sono collegati tra loro attraverso i corpi dei cuscinetti e i cilindri idraulici alle due estremità, installati in due telai. Nel telaio sono presenti scanalature di guida scorrevoli, azionate da cilindri idraulici o da una trasmissione meccanica per spostare il rullo di lavoro inferiore e il rullo di lavoro laterale in linea retta nelle scanalature di guida.
La parte inferiore degli alloggiamenti dei cuscinetti dei rulli inferiori e laterali adotta una struttura autoallineante a forma di arco per accogliere l'inclinazione e il sollevamento dei rulli di lavoro. L'azionamento principale è generalmente azionato da un motore elettrico o idraulico attraverso un riduttore planetario o un riduttore a ingranaggi cilindrici e una trasmissione a ingranaggi di primo stadio (vedere figura 12). Quando l'azionamento è effettuato da un motore idraulico attraverso un riduttore epicicloidale, di solito si adotta una struttura con il riduttore epicicloidale direttamente collegato all'estremità dell'albero del rullo superiore e dotato di un braccio di coppia.
Figura 12 Piegatrice a quattro rulli per lamiere
1 Dispositivo di inclinazione 2-Rullo superiore Dispositivo di rotolamento a 3 coni 4-Rullo inferiore Rullo a 5 lati Base 6 7-Cilindro idraulico del rullo inferiore Cilindro idraulico a 8 rulli laterali Telaio 9 10-Riduttore planetario 11-Motore idraulico
Il telaio è composto da un telaio chiuso e da un telaio aperto, realizzati con componenti saldati in lamiera d'acciaio. Nelle piegatrici a quattro rulli di grandi e medie dimensioni, al centro del rullo inferiore è posizionato un dispositivo di supporto per aumentare la forza di sostegno del rullo inferiore durante la pre-curvatura dell'estremità della lamiera e per compensare la deformazione di deflessione del rullo inferiore. Il rullo di supporto è posizionato sul cilindro idraulico e la regolazione della forza di supporto è realizzata mediante azionamento idraulico.
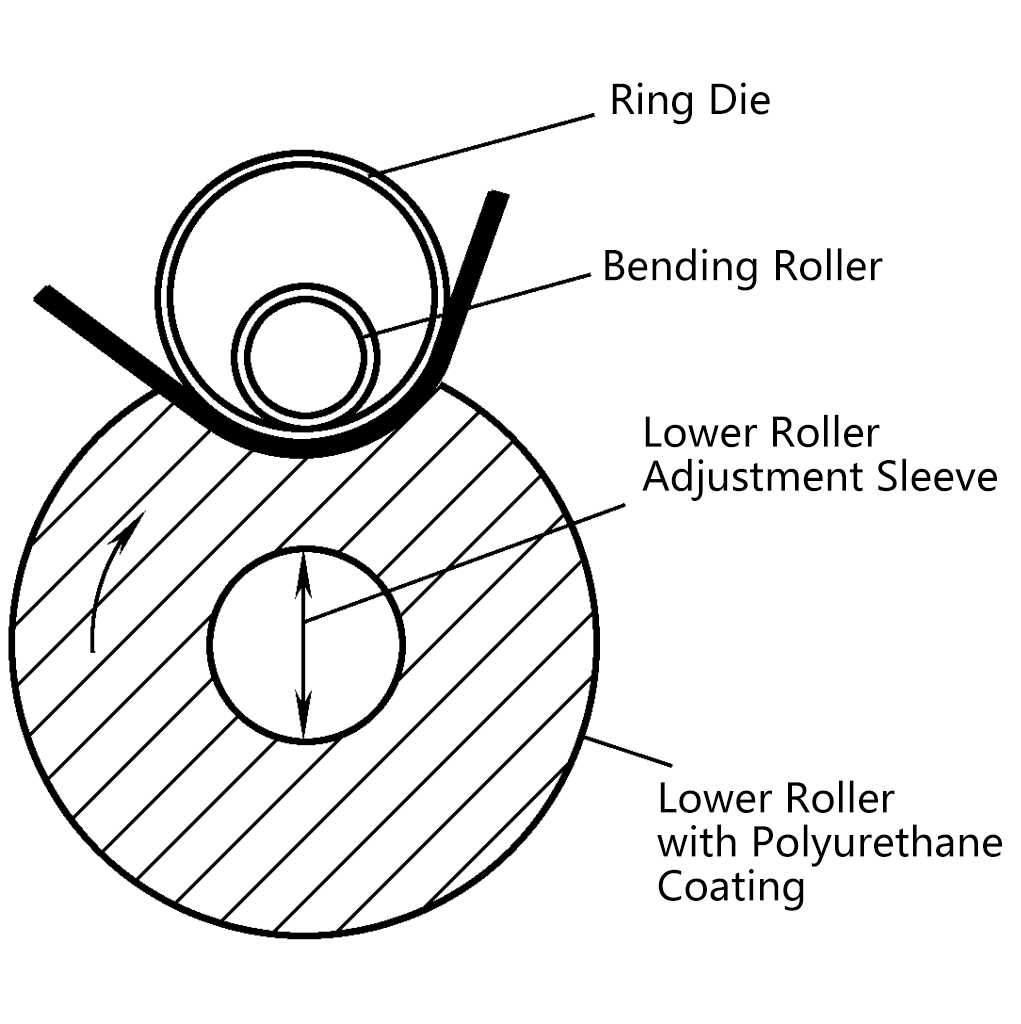
5. Piegatrice a due rulli
La Figura 13 mostra il principio di funzionamento della piegatrice a due rulli. Durante la piegatura, il rullo superiore agisce come un punzone rotante e il rullo inferiore come uno stampo mobile. La profondità della pressatura del rullo superiore nel rullo inferiore, ovvero la quantità di deformazione dello strato elastico, è il principale parametro di processo che determina il raggio di curvatura formato. Maggiore è la quantità di pressatura, minore è il raggio di curvatura, ma quando la quantità di pressatura raggiunge un certo valore, il raggio di curvatura non è più influenzato dalla quantità di pressatura e tende a stabilizzarsi.
Figura 13 Schema del principio di funzionamento della macchina piegatrice di piastre a due rulli
All'interno del "campo stabile", l'entità della pressione applicata al rullo è la base principale per determinare il diametro del rullo, calcolare il momento flettente e la potenza di azionamento. Il materiale di rivestimento del rullo elastico è generalmente un polimero di poliuretano.
6. Curvatrice a tre rulli chiusa (marina) per lamiere
La macchina è costituita da un telaio (telaio destro e sinistro, base, travi di collegamento, ecc.), traversa superiore, rullo di lavoro superiore, rullo di supporto superiore, rullo di lavoro inferiore, rullo di supporto inferiore, dispositivo di sollevamento del rullo superiore, lubrificazione, impianto idraulico, elettrico e altre parti. In genere, i due rulli inferiori sono i rulli di guida.
(1) Curvatrice a tre rulli a regolazione simmetrica (marina) chiusa
La Figura 14 mostra la vista esterna della piegatrice a tre rulli W11TNC-32×13500 chiusa (marina). I due rulli inferiori di questa macchina sono azionati da motori elettrici o idraulici attraverso riduttori da entrambe le estremità. La macchina ha una struttura semplice, è facile da usare ed è la più utilizzata.
Figura 14 Piegatrice a tre rulli W11TNC-32 ×13500 chiusa (marina)
1-Azionamento principale A 2 scomparti 3-Cilindro idraulico principale 4-Rullo superiore 5-Supporto del rullo superiore 6-Rullo inferiore 7-Supporto del rullo inferiore
(2) Piegatrice orizzontale a tre rulli chiusa (marina) e regolabile verso il basso
La piegatrice a tre rulli orizzontale chiusa (marina) regolabile verso il basso comprende due strutture: i due rulli inferiori possono essere regolati in modo indipendente (con interasse regolabile) e i due rulli inferiori possono muoversi orizzontalmente allo stesso tempo (con interasse fisso).
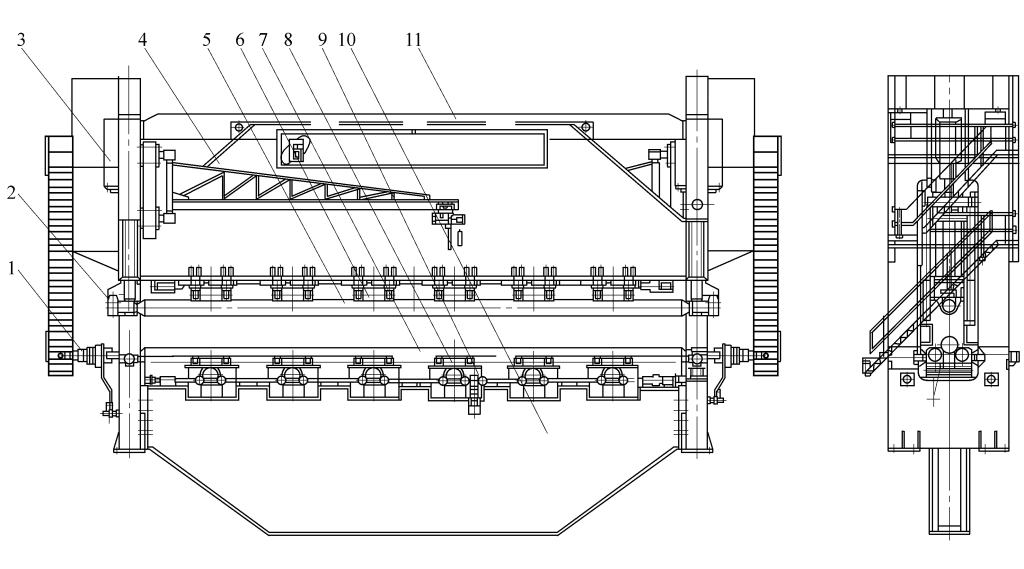
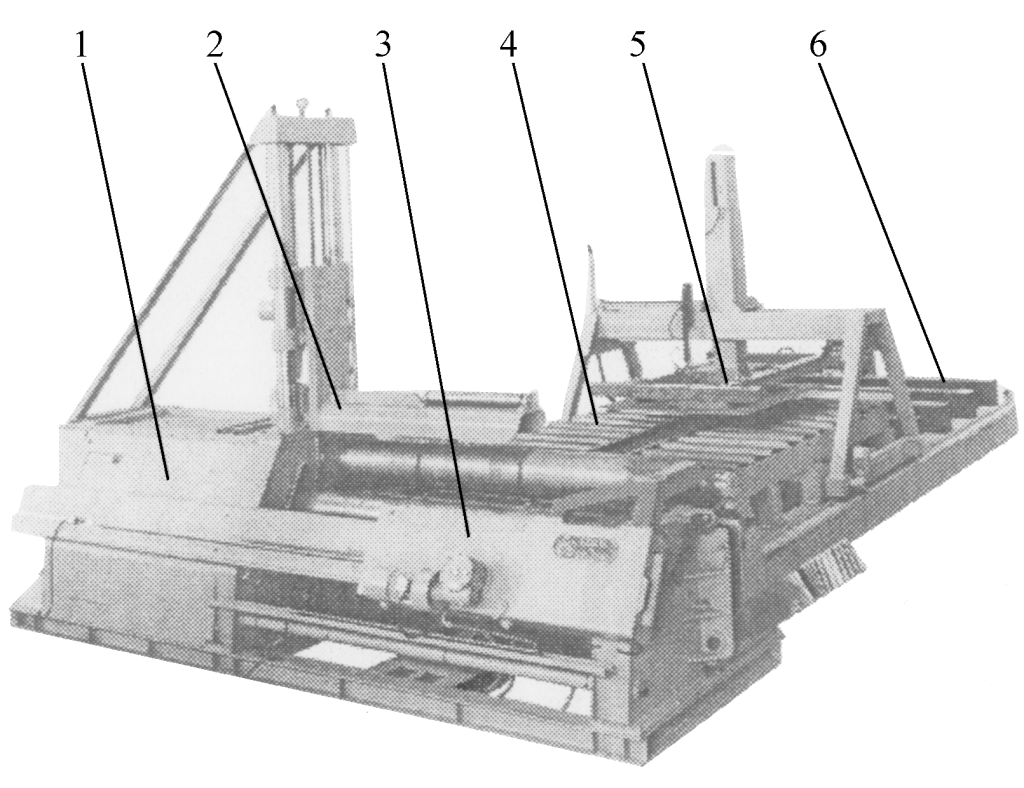
La figura 15 è una nuovissima struttura di piegatrice orizzontale chiusa regolabile verso il basso sviluppata da Changzhi Steel & Iron (Group) Forging Machinery Manufacturing Co. Ltd. (Changzhi Forging Machine Tool Factory), modello W11TXNC-22000kN×16000mm. Questa macchina può essere utilizzata in modo flessibile come piegatrice di piastre per la piegatura e la precurvatura di pezzi ad arco o conici entro un determinato intervallo; può anche essere utilizzata come pressa piegatrice, piegatura di piastre di acciaio con l'ausilio di stampi di piegatura.
Figura 15 W11TXNC-22000kN × 16000mm Piegatrice orizzontale a tre rulli chiusa (marina) regolabile verso il basso
1-Sistema di trasmissione principale Telaio 2 3-Cilindro idraulico principale Traversa superiore 4 5-Rullo di lavoro superiore 6-Rotolo di supporto superiore 7-Rullo di lavoro inferiore 8-Rotolo di supporto inferiore 9 Dispositivo di spostamento laterale del rullo inferiore 10-Traversa inferiore 11-Collegamento della trave
La macchina è dotata di un dispositivo idraulico di precurvatura regolabile, che spinge il rullo di supporto con un meccanismo a cuneo di diverse pendenze attraverso il cilindro idraulico, facendo sì che i rulli di lavoro superiori e inferiori si precurvino e compensino la deformazione delle travi superiori e inferiori. Le posizioni dell'interasse longitudinale dei due rulli di lavoro inferiori e dei loro rulli di supporto possono essere regolate relativamente e il movimento orizzontale dello stesso rullo di lavoro e del corrispondente rullo di supporto è sincronizzato attraverso il riduttore del motore e il meccanismo di sollevamento a vite.
Il sollevamento verticale e inclinato del rullo di lavoro superiore, del rullo di supporto e della trave superiore è azionato da un cilindro idraulico principale installato sulla parte superiore del telaio e da due cilindri idraulici di ritorno installati all'interno del telaio; sia il cilindro idraulico principale che i cilindri di ritorno adottano una struttura a cilindri a pistone. I due rulli di lavoro inferiori della macchina sono i rulli di guida, ciascuno azionato da un motore idraulico indipendente e da un riduttore planetario in entrambe le direzioni.
Questa macchina è controllata da un microcomputer e può impostare parametri quali la pressione del rullo superiore, la posizione orizzontale del rullo inferiore e la quantità di compensazione delle travi superiore e inferiore in base a parametri di processo quali lo spessore della piastra, la larghezza della piastra, il limite di snervamento e il raggio minimo di laminazione durante la laminazione o la piegatura.
IV. Unità di lavorazione flessibile per la laminazione delle piastre
L'unità di lavorazione flessibile per la laminazione delle lamiere è generalmente costituita da una macchina per la laminazione delle lamiere a controllo numerico dotata di pretrattamento del materiale delle lamiere nella parte anteriore e di attrezzature per il trasporto del prodotto finito nella parte posteriore, controllate da un sistema di controllo composto da uno o più computer, che formano un'unità di lavorazione automatica per la laminazione delle lamiere. Questa unità integra il flusso di informazioni e il flusso di materiale nel sistema di laminazione a controllo numerico delle lamiere, in grado di realizzare l'automazione della lavorazione di piccoli lotti, rendendolo un sistema di produzione ideale ad alta precisione, alta efficienza e alta flessibilità.
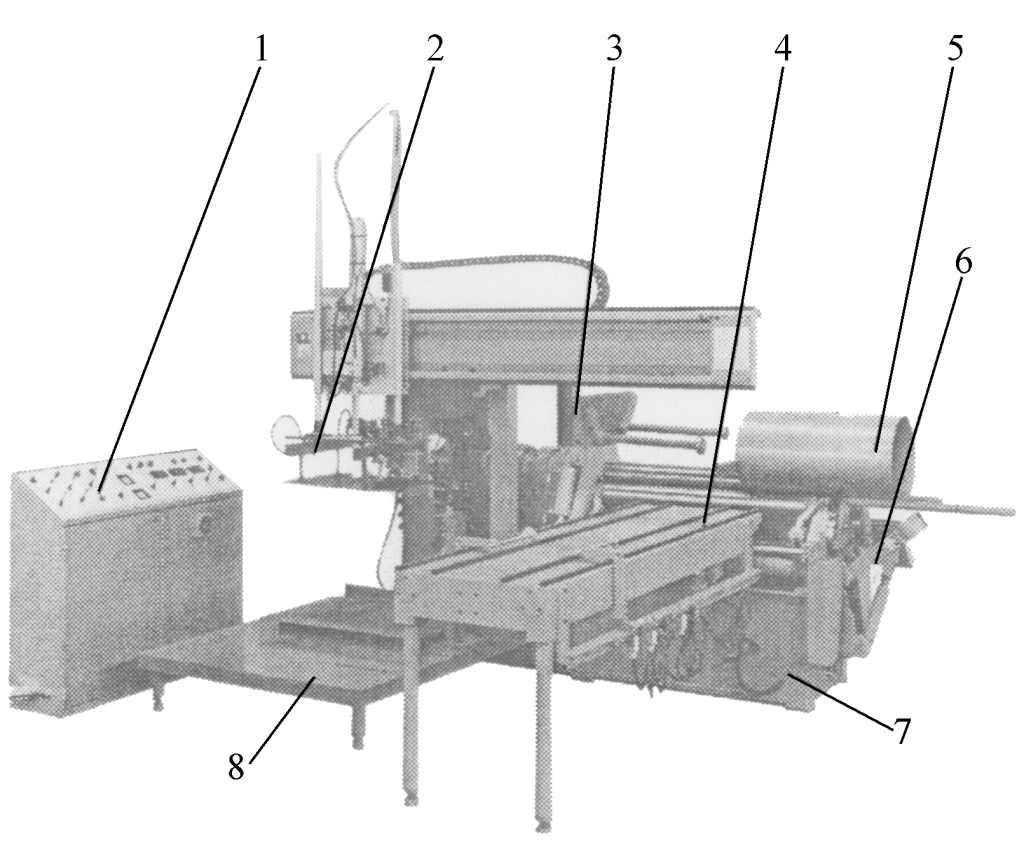
Le figure 16 e 17 mostrano il layout dell'unità di lavorazione flessibile per la laminazione delle lastre. L'unità è composta principalmente da una piattaforma di stoccaggio delle lastre, una postazione di carico con braccio robotico, un dispositivo di supporto e un dispositivo di scarico. Durante la laminazione delle lastre, il braccio robotico di caricamento porta il materiale dalla piattaforma di stoccaggio delle lastre alla postazione di caricamento, dove il braccio robotico allinea il materiale delle lastre e lo alimenta nella macchina di laminazione delle lastre.
Figura 16 Unità di lavorazione flessibile per la laminazione delle piastre (I)
1-Cabina elettrica 2-Braccio robotico di caricamento 3-Dispositivo di supporto 4-Banco da lavoro di carico 5 pezzi 6-Dispositivo di scarico 7-Centrale della macchina di laminazione Tavolo di impilamento in metallo a 8 fogli
Figura 17 Unità di lavorazione flessibile per la laminazione delle piastre (II)
1-Centrale della macchina per la laminazione delle lastre 2-Dispositivo di supporto 3-Dispositivo di scarico 4-Rulliera di alimentazione 5-Robot di caricamento Tavolo impilabile in metallo a 6 fogli
Durante il processo di laminazione, in base alla forma, allo spessore e al diametro del cilindro del pezzo laminato, il braccio del robot si attacca sempre all'interno o sia all'interno che all'esterno del pezzo (impostazione completamente automatica) e sostiene e aderisce continuamente al pezzo al variare della sua curvatura, fino alla formazione del pezzo.
Successivamente, l'alloggiamento del cuscinetto del meccanismo di inclinazione della macchina principale si inclina verso il basso, il braccio robotico di scarico spinge fuori il pezzo, il braccio robotico di scarico afferra il pezzo e lo invia al banco di lavoro del prodotto finito, e la macchina principale e i bracci robotici in varie posizioni tornano alle loro posizioni originali, pronti per la laminazione del pezzo successivo. Oltre alla configurazione sopra descritta, alcune unità di lavorazione per la laminazione flessibile delle lamiere possono essere dotate di strutture per l'allineamento delle lamiere, l'ispezione cilindrica, la saldatura, ecc.
Non dimenticatevi che condividere è un'opera di carità! : )
Perché alcuni produttori dominano il settore delle macchine per la laminazione delle lastre, mentre altri fanno fatica? Questo articolo analizza i 10 principali...
Come si trasformano le lamiere piatte in parti curve? La chiave è la piegatura del metallo. Questo articolo svela gli strumenti, le tecniche e i trucchi che...
Cosa rende le curvatubi di vitale importanza in tutti i settori industriali? Queste macchine, essenziali per la sagomatura dei tubi, sono disponibili in vari tipi, come...
Vi siete mai chiesti come i diversi tipi di attrezzature per lo stampaggio dei metalli plasmino il mondo che ci circonda? Questo blog approfondisce gli elementi essenziali...
Cosa trasforma il metallo piatto nei prodotti che usiamo quotidianamente? La fabbricazione di lamiere è fondamentale! Questo articolo esplora i materiali...
I nostri ingegneri di vendita sono prontamente disponibili a rispondere a qualsiasi domanda e a fornirvi un preventivo immediato e adatto alle vostre esigenze.