
Curvatura di tubi di nuova generazione: Esplorazione di processi innovativi
Immaginate di rivoluzionare il modo in cui curviamo i tubi, spingendo i confini dell'efficienza e della precisione. La nuova generazione di curvatubi...
Che cosa rende le curvatrici per tubi vitali in tutti i settori industriali? Queste macchine, essenziali per la sagomatura dei tubi, sono disponibili in vari tipi, come piegatrici idrauliche, a controllo numerico e multimodali, ognuna adatta a diverse esigenze di piegatura. Dal settore automobilistico a quello aerospaziale, la comprensione del loro funzionamento può ottimizzare l'efficienza e la precisione dei processi produttivi. Scoprite in questa guida la meccanica, i tipi e le applicazioni delle curvatubi e imparate come possono migliorare le vostre capacità produttive.

Esistono molti metodi e dispositivi per la piegatura dei tubi. In base al fatto che la zona di deformazione sia direttamente interessata da uno stampo, si può dividere in formatura con stampo e formatura senza stampo. In base alla temperatura di curvatura, si può dividere in curvatura a freddo e curvatura a caldo. I metodi più comuni di piegatura a freddo includono la piegatura a pressione, la piegatura a rotolo, la piegatura ad avvolgimento e la piegatura per estrusione.
La piegatura a pressione (push) si ottiene con la piegatura laterale della plastica su una pressa o una piegatrice a spinta; la piegatura a rotolo si ottiene con l'aggiunta di stampi su una macchina di macchina per la laminazione delle lastre o mediante piegatura plastica laterale continua punto per punto su una macchina piegaprofili; la piegatura per estrusione si ottiene con una pressa o una macchina di estrusione dedicata; la piegatura ad avvolgimento si ottiene su una macchina piegatubi verticale o orizzontale mediante piegatura con una certa forza di trazione.
I principali metodi di curvatura a caldo dei tubi includono la curvatura a media frequenza e la curvatura a fiamma, che è un processo di riscaldamento, curvatura e raffreddamento continuo dei tubi su attrezzature specializzate. In base alla forma di forza applicata durante la curvatura, può essere suddivisa in curvatura a trazione e curvatura a spinta. Inoltre, la piegatura laser senza stampo può essere ottenuta controllando lo stress termico attraverso un riscaldamento transitorio localizzato con il laser.
La curvatura dei tubi su macchine curvatubi è ampiamente utilizzata in settori quali le caldaie, la cantieristica navale, l'industria automobilistica e aerospaziale, grazie alla sua precisione di formatura, alle dimensioni ridotte e all'elevata qualità del prodotto. raggio di curvaturaAngoli di curvatura di oltre 180 gradi, resistenza alle pieghe, capacità di curvatura continua e facilità di integrazione con il CNC. Di seguito, viene presentata solo la macchina piegatubi wrap pull (di seguito denominata piegatubi).
Come illustrato nella Figura 1, la matrice di curvatura del tubo con una scanalatura semicircolare viene fatta ruotare da un cilindro idraulico attraverso una ruota dentata, una catena e un albero principale. Il tubo viene posizionato all'interno della matrice di curvatura e bloccato dalla matrice di serraggio. Un dispositivo di guida (rullo o scanalatura) viene utilizzato per premere la superficie esterna del tubo nell'area di deformazione.
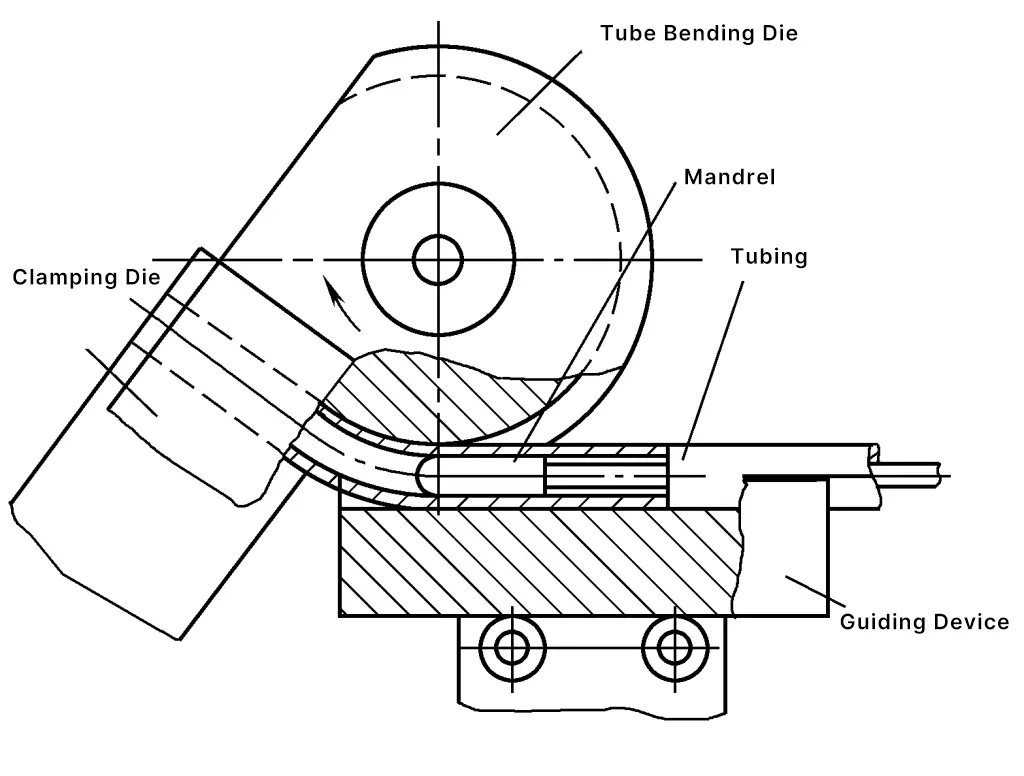
Una testa di mandrino installata sul dispositivo di mandrino si estende nel foro interno del tubo, situato in corrispondenza o leggermente davanti alla linea centrale della matrice di piegatura. Quando il tubo viene bloccato dalla matrice di serraggio e ruota insieme alla matrice di piegatura, si piega strettamente contro la matrice di piegatura.
Quando il tubo ha diametri e raggi di curvatura diversi, è necessario uno stampo di curvatura diverso. L'angolo di curvatura del tubo è controllato da un blocco di arresto meccanico (o da un display digitale); quando la matrice di curvatura ruota fino a un certo angolo, colpisce il blocco di arresto (o il programmatore) che invia un comando per fermare il cilindro idraulico, arrestando così la matrice di curvatura e completando la curvatura del tubo richiesta.
Le forme più comuni di curvatubi includono principalmente: curvatubi idraulici (planari), curvatubi CNC (tridimensionali, monomodali) e curvatubi CNC dual-mode (o multi-mode). Inoltre, esistono piegatrici a spinta CNC, piegatrici a doppia testa CNC, piegatrici a serpentina CNC e piegatrici a disposizione dei tubi.
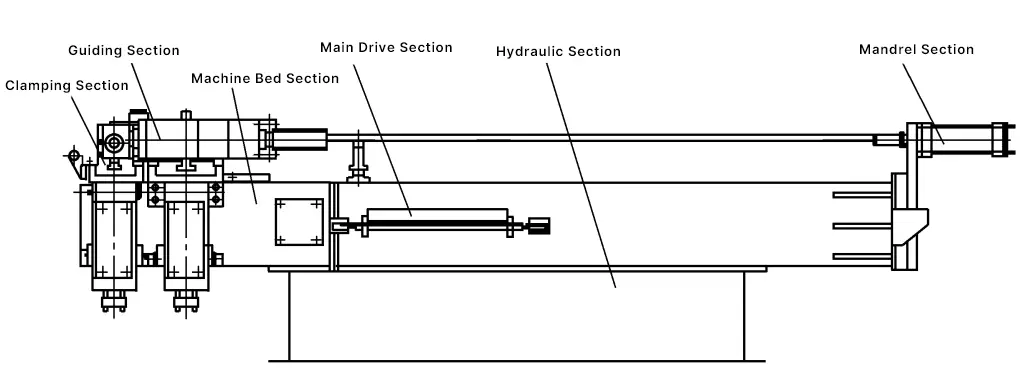
La Figura 2 mostra la composizione strutturale della curvatubi idraulica (planare). La macchina è costituita da un basamento, un azionamento principale, un sistema di bloccaggio, una guida, un mandrino e sistemi di controllo elettrici e idraulici. Viene generalmente utilizzata per la curvatura di tubi planari bidimensionali con un unico raggio di curvatura. Con dispositivi ausiliari aggiuntivi, può anche piegare forme di tubo spaziali.
Questo tipo di macchina è in grado di piegare tubi a raggio di curvatura singolo nello spazio tridimensionale e la sua composizione strutturale comprende la struttura di base della piegatubi idraulica di cui sopra. Inoltre, la sua struttura più tipica è che la macchina ha tre assi di movimento: l'asse Y per la distanza di avanzamento lineare, l'asse B per l'angolo di rotazione dello spazio del tubo e l'asse C per l'angolo di piegatura del piano del tubo.
Tutti e tre gli assi coordinati sono controllati con precisione da un computer, mentre gli assi Y e B sono azionati e controllati da servomotori CA o idraulici. L'asse C è azionato e controllato da una servovalvola elettroidraulica. Le curvatubi CNC più piccole hanno tutti e tre gli assi controllati da servocomandi elettrici.
La Figura 3 mostra le posizioni di montaggio degli assi delle coordinate di movimento e degli stampi della curvatubi CNC. Il sistema di curvatubi CNC è dotato di un terminale di visualizzazione touch screen in grado di inserire e visualizzare vari dati e comandi della curvatubi. Lo schermo può cambiare il suo stato di lavoro e ha forti capacità di editing, consentendo agli operatori di selezionare e richiamare liberamente varie velocità di movimento per ogni asse coordinato di movimento e di memorizzarle.
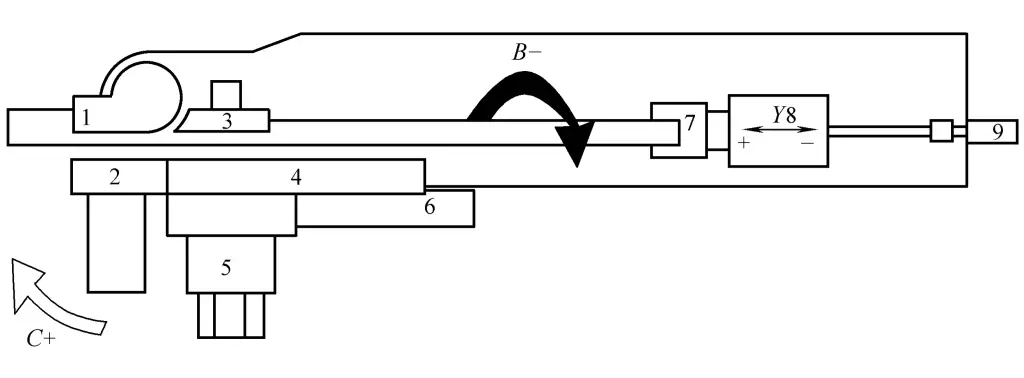
1-Stampo di piegatura
A 2 morsetti
3-Piastra antirughe
Piastra a 4 guide
Cursore a 5 guide
Blocco a 6 cilindri
7-Collet
Carrello da 8
Cilindro idraulico a 9 steli
Le buone capacità di editing della macchina consentono all'operatore di aggiungere o modificare i dati del tubo nel programma. Compensazione del ritorno elastico che si verifica durante curvatura dei tubi è realizzabile. Il computer è inoltre dotato di blocchi di sicurezza e funzioni diagnostiche, che bloccano automaticamente la macchina e visualizzano i risultati diagnostici in caso di errori operativi o altri problemi.
Questo tipo di macchina può piegare tubi con due o più raggi di curvatura nello spazio.
Oltre alle caratteristiche strutturali delle curvatubi CNC e idrauliche, aggiunge anche i movimenti dell'"asse X" e dell'"asse Z". L'asse X modifica il raggio di curvatura, grazie al movimento laterale della testa di curvatura o della contropunta. L'azionamento e il controllo dell'asse X sono realizzati da un servomotore CA.
Asse Z: asse di sollevamento verticale. L'albero del nucleo, i manicotti si muovono verso l'alto e verso il basso per il posizionamento sugli stampi utilizzati durante la piegatura. Azionato da un servo idraulico o da un servo elettrico.
I parametri della curvatubi idraulica e della curvatubi CNC sono implementati secondo gli standard JB/T2671.1-1998 "Pipe Bending Machine Parameters" e JB/T5761-1991 "CNC Pipe Bending Machine Parameters".







