Il gioco di punzoni e stampi: I segreti per parti perfette
Cosa succederebbe se un minuscolo scarto potesse far decollare o distruggere il vostro prossimo progetto di produzione? Nel mondo della punzonatura e degli stampi...
Avete difficoltà a ottenere tagli al plasma impeccabili? La comprensione dell'interazione tra i tipi di gas, le impostazioni di tensione e la velocità di taglio è fondamentale per ottenere risultati di alta qualità. Questo articolo svela i consigli essenziali per ottimizzare questi parametri e garantire tagli sempre precisi e uniformi. Imparate a selezionare il gas giusto, a regolare accuratamente la tensione e a impostare la velocità di taglio perfetta per migliorare l'efficienza del taglio al plasma. Immergetevi per padroneggiare queste tecniche ed elevare le vostre capacità di taglio al plasma al livello successivo.
Ampere - L'unità di misura del flusso di elettroni (la quantità di elettroni che passano al secondo) in un circuito.
Per un materiale di uno specifico spessore, all'aumentare della corrente di taglio deve corrispondere un aumento della velocità di taglio.
Per un materiale di uno specifico spessore, se la corrente di taglio viene aumentata, la formazione di scorie diminuisce.
Per un materiale di uno specifico spessore, la scelta di una corrente di taglio inferiore si traduce solitamente in una migliore qualità della superficie di taglio e del bordo superiore.
In condizioni normali, la durata dei materiali di consumo a correnti più basse è superiore a quella di correnti più elevate, come è particolarmente evidente quando si utilizza l'ossitaglio.
Tutti Taglio al plasma I dispositivi specificano uno spessore massimo di taglio e uno spessore massimo di perforazione.
| HD3070 100 AMP | Acciaio dolce | 1/2″ | 1/2″ |
| Acciaio inox | 1/2″ | 1/2″ | |
| Alluminio | 1/2″ | 1/2″ | |
| HD4070 200 AMP | Acciaio dolce | 3/4 " (fine), 1" (generale) | 1″ |
| Acciaio inox | 3/4 "Generale | 1″ | |
| Alluminio | 3/4 "Generale | 1″ | |
| MAX 200 200 AMP | Acciaio dolce | 2″ | 1″ |
| Acciaio inox | 2″ | 7/8″ | |
| Alluminio | 2″ | 7/8″ | |
| HT 2000 200 AMP | Acciaio dolce | 2″ | 1″ |
| Acciaio inox | 2″ | 7/8″ | |
| Alluminio | 2″ | 7/8″ | |
| HT4001 400 AMP | Acciaio dolce (O2) | 11/4″ | 1″ |
| Acciaio dolce (N2) | 3″ | 1″ | |
| Acciaio inox | 3″ | 1″ | |
| Alluminio | 3″ | 1″ | |
| HT4400 400 AMP | Acciaio dolce | 2″ | 1 1/4″ |
| Acciaio inox | 2″ | 1″ | |
| Alluminio | 2″ | 1″ |
La purezza del gas utilizzato nei dispositivi al plasma, come condizione fondamentale di utilizzo, deve soddisfare i requisiti elencati nella tabella seguente. In caso contrario, la qualità del taglio potrebbe diminuire, la durata dei componenti consumabili potrebbe ridursi drasticamente e il dispositivo al plasma potrebbe non funzionare correttamente.
Pressione di alimentazione
Per garantire il corretto funzionamento del dispositivo al plasma, sono previsti requisiti rigorosi per la pressione/portata d'ingresso della centralina di controllo del gas. Si raccomanda vivamente di utilizzare un regolatore di pressione altamente affidabile, installato vicino all'ingresso della scatola di controllo del gas.
Selezionare un regolatore di pressione di alta qualità (a 2 stadi) e fare riferimento al manuale del dispositivo di taglio al plasma per i parametri di pressione nominale e portata.
Gli operatori devono effettuare frequenti monitoraggi per capire tempestivamente se la pressione e il flusso sono in grado di soddisfare i requisiti.
Fattori da considerare
Tipo di materiale per il taglio
Qualità di taglio desiderata
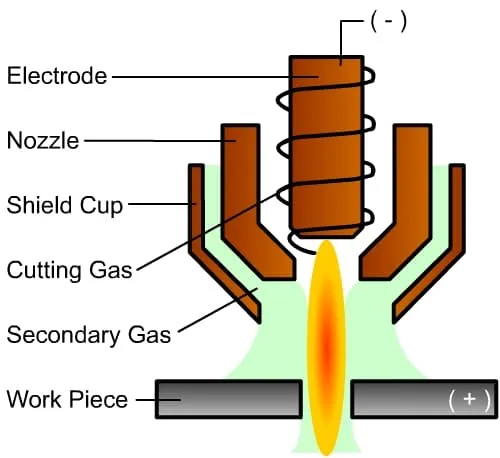
Il gas plasma, utilizzato per il taglio dei materiali, è noto anche come gas di taglio. È il gas ionizzato espulso dall'ugello.

Vantaggi
Svantaggi
Vantaggi:
Svantaggi:
Vantaggi:
Svantaggi:
Vantaggi:
Svantaggi:
Il gas di schermatura viene utilizzato per isolare l'area di taglio dall'atmosfera, ottenendo una superficie di taglio più pulita. Questo gas partecipa anche al processo di taglio al plasma. Circonda l'arco di plasma e lo comprime ulteriormente verso il nucleo, favorendo il raffreddamento dell'ugello di taglio.
Creando un microclima intorno alla superficie di taglio, la isola dall'ossigeno. La scelta del tipo di gas di schermatura dipende dal gas del plasma.
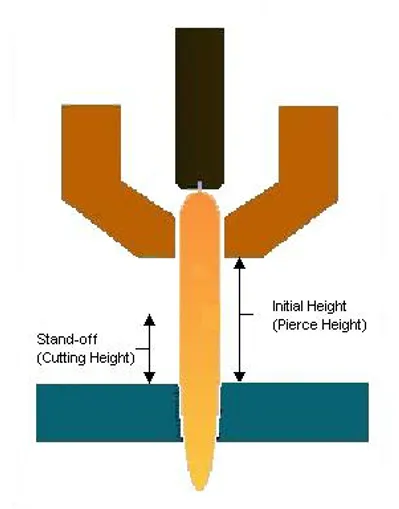
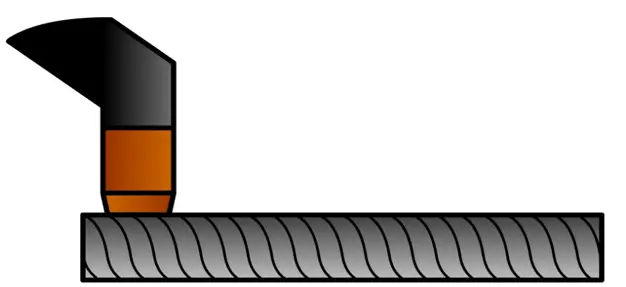
L'altezza di perforazione si riferisce alla distanza iniziale tra la torcia e la superficie del materiale da tagliare durante il processo di perforazione.
L'altezza di taglio, invece, è la distanza che deve essere mantenuta dalla torcia alla superficie del materiale da tagliare durante il processo di taglio.
Il monitor di controllo dell'altezza controlla la tensione del circuito del regolatore di altezza, effettuando le regolazioni necessarie. L'altezza della torcia di taglio influisce sulla perpendicolarità della superficie di taglio e su altri aspetti della qualità del taglio.
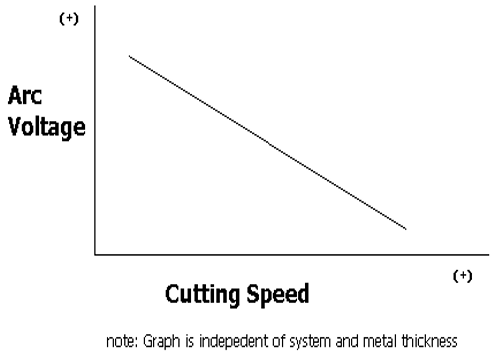
Il controllo dell'altezza della tensione dell'arco garantisce che la torcia di taglio mantenga una distanza (altezza) costante dal pezzo, anche su materiali non uniformi.
Quando la velocità di taglio aumenta, la tensione dell'arco deve essere ridotta e viceversa.
Motivi delle variazioni della velocità di taglio:
Reazioni della torcia alle variazioni di velocità:
La velocità di taglio è adeguata.
L'ottimale spessore di taglio corrispondente alla corrente di taglio deve essere selezionato dalla sezione centrale della tabella dei parametri di taglio.
La velocità di taglio è precisa; l'arco è leggermente in ritardo.
L'altezza di taglio è precisa; la tensione è regolata.
Oltre all'ossitaglio dell'acciaio a basso tenore di carbonio, la forma del bordo di uscita delle superfici tagliate di altri materiali non indica efficacemente la velocità di taglio.
È essenziale considerare l'angolo di inclinazione della superficie di taglio, il grado di adesione delle scorie e altri attributi estetici, oltre alla levigatezza o alla rugosità della superficie, per valutare con precisione la velocità di taglio.
Le superfici di taglio concave possono essere dovute ad altezze di taglio troppo basse o a un uso eccessivo di materiali di consumo. Al contrario, le superfici di taglio convesse potrebbero indicare altezze di taglio troppo elevate o un uso eccessivo di materiali di consumo.

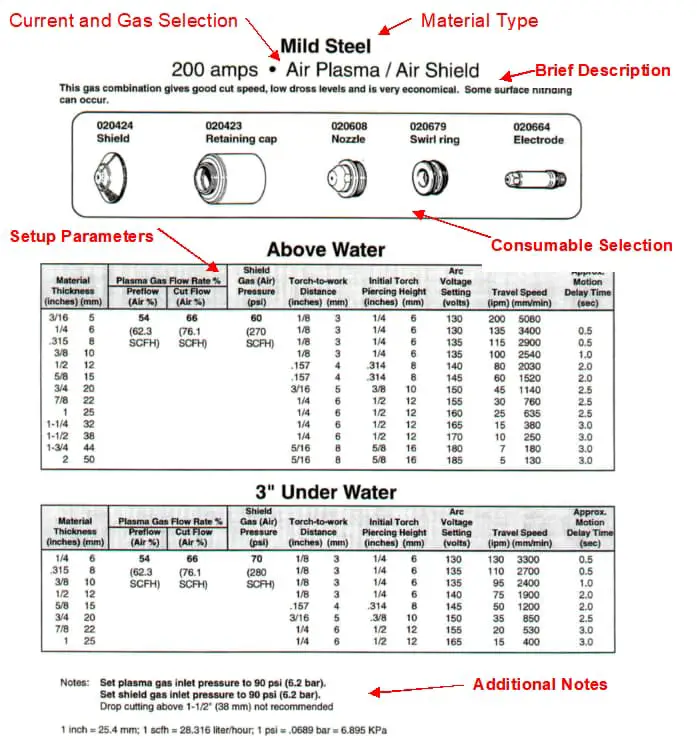
La tabella dei parametri di taglio fornisce i parametri essenziali per il taglio. Il flusso di gas deve essere regolato in base a questa tabella, a meno che istruzioni speciali non richiedano regolazioni aggiuntive per migliorare la qualità del taglio.
È fondamentale apportare leggere modifiche a parametri quali la velocità di taglio, l'altezza della torcia e la pressione dell'arco per ottenere risultati di taglio ottimali. Prima di iniziare il taglio e dopo aver sostituito i materiali di consumo, è necessario soffiare aria per più di un minuto.
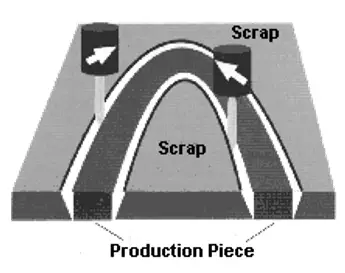
In senso orario: Taglio dei bordi esterni del pezzo.
In senso antiorario: Taglio dei fori interni del pezzo.
La scoria è il materiale che non viene interamente soffiato via dal taglio.
Si manifesta in tre forme:
L'accumulo di scorie sferiche è notevole e consente una rimozione su larga scala, facilmente realizzabile.
Causa:
Soluzione:

L'accumulo di scorie si presenta in rotoli sottili ed è difficile da rimuovere.
Possibili cause:
Soluzioni:
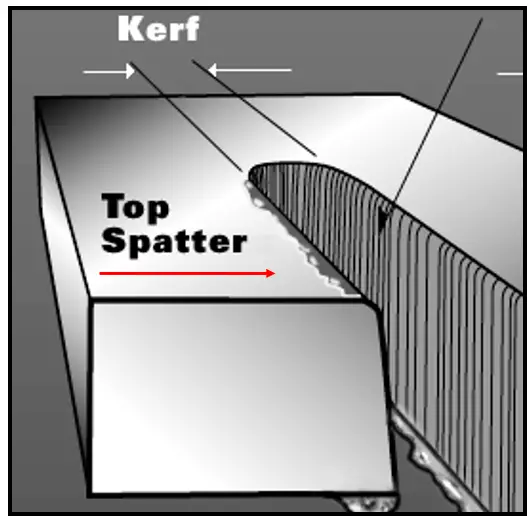
Gli schizzi sul lato superiore, visibili su entrambi i lati del taglio, si verificano tipicamente solo in aria. Taglio al plasma. Ridurre gradualmente la tensione dell'arco (non più di 5 V) fino alla scomparsa degli schizzi sul lato superiore.
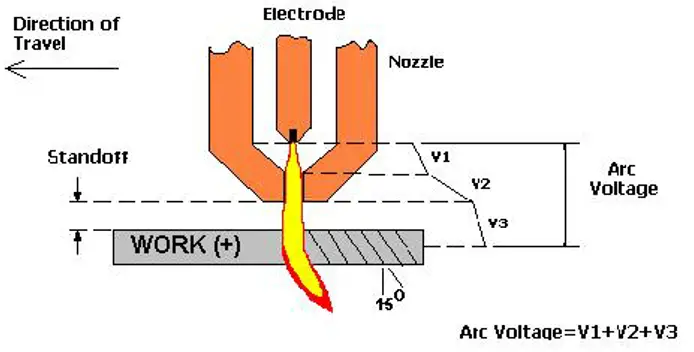
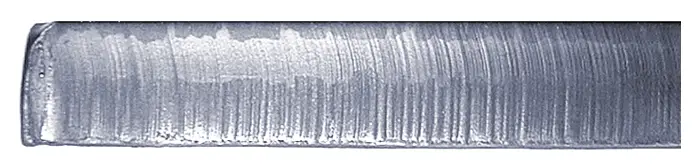
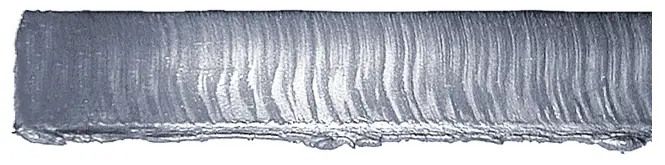
Le linee di fuga si riferiscono alle striature lasciate sulla superficie di taglio durante il processo di taglio. Quanto più liscia è la superficie di taglio, tanto minore è l'ondulazione di corrente emessa dalla sorgente di plasma. La forma di queste striature dipende dal metodo di taglio.
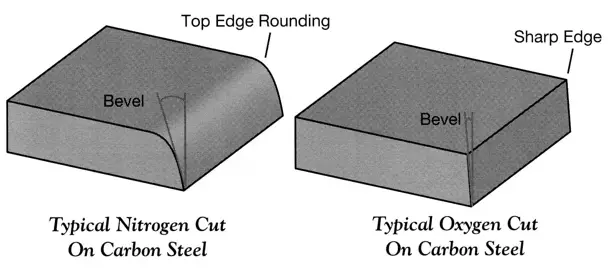
Ad esempio, con una velocità adeguata, utilizzando azoto o argon-idrogeno per il taglio si ottengono striature leggermente curve e inclinate di circa 15 gradi. Al contrario, utilizzando l'ossigeno per il taglio si ottengono striature quasi verticali.
L'utilizzo del confronto del bordo di uscita per determinare la velocità di taglio ottimale è una scelta eccellente.
Un bordo di uscita verticale indica che la velocità di taglio è troppo bassa.

Un bordo di uscita eccessivo indica che la velocità di taglio è troppo elevata.
In genere, quando il bordo di uscita è inclinato di 10-15°, significa che la velocità di taglio è adeguata.

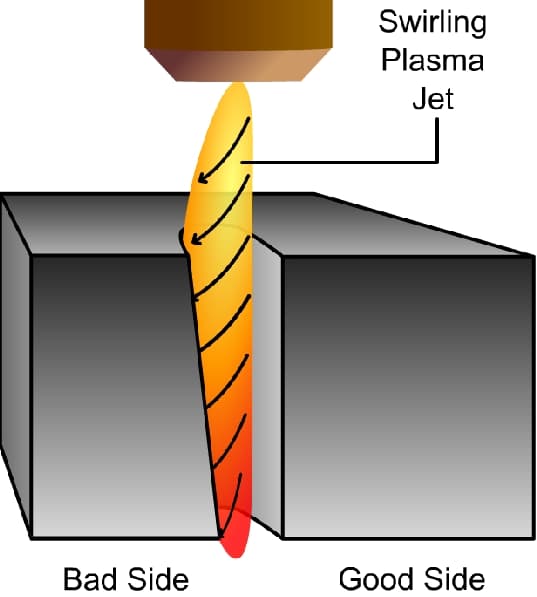
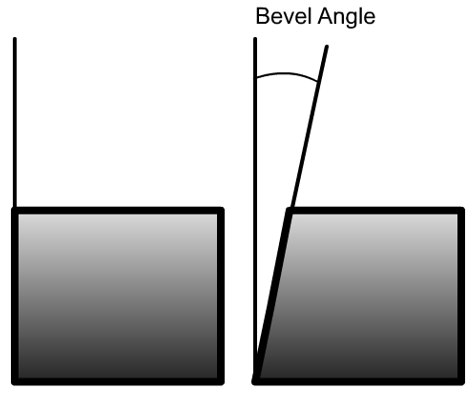
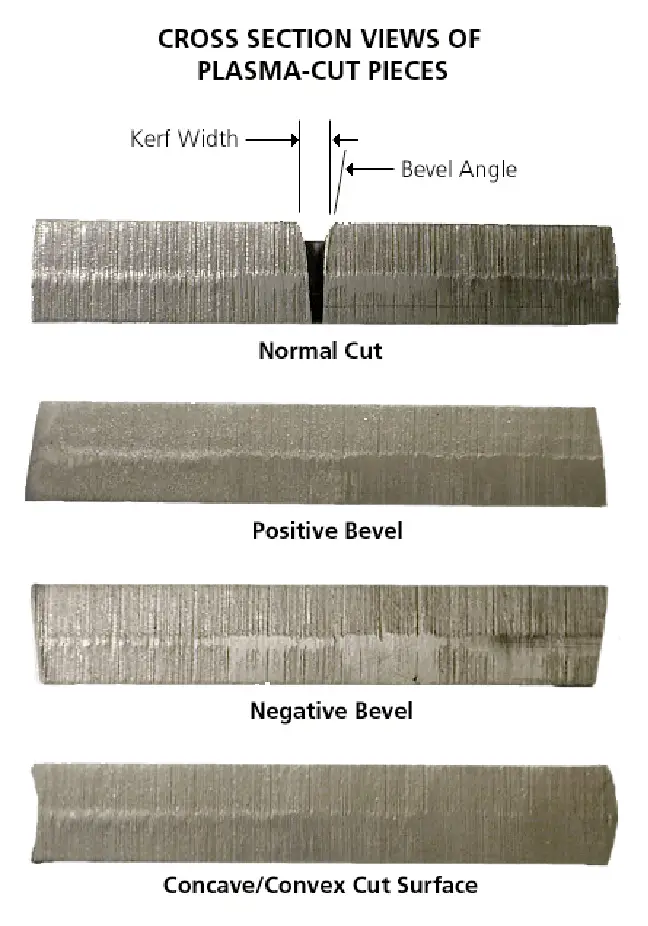
L'angolo di inclinazione della superficie di taglio è l'angolo tra la superficie di taglio e la linea verticale. Se il taglio è perfettamente rettilineo, dovrebbe raggiungere un angolo di 0°.
L'angolo standard per una forma rettangolare deve essere ≤4° su tutti e quattro i lati.
Un'altezza di taglio maggiore corrisponde a un angolo di inclinazione della faccia di taglio positivo, mentre un'altezza di taglio minore corrisponde a un angolo di inclinazione della faccia di taglio negativo.
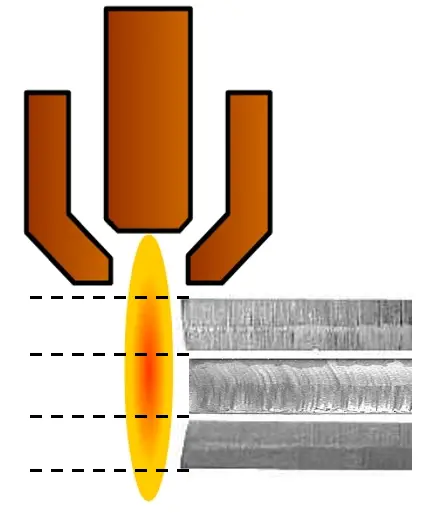
Smussamento eccessivo della superficie di taglio
L'impatto dell'altezza della torcia sull'angolo di smusso nei processi di taglio.
Rispetto al taglio con azoto, il risultato del taglio con ossigeno presenta bordi distinti intorno al pezzo con scorie minime.
I pezzi ottenuti dal taglio al plasma di ossigeno sono relativamente più puliti, con saldabilità, formabilità e lavorabilità superiori sulle superfici tagliate.
Il taglio è lo spazio (o il materiale rimosso) che si forma durante il processo di taglio.
La larghezza del taglio è fondamentale per la precisione dimensionale del pezzo.
Larghezza Kerf = 1,5-2,0 x diametro dell'ugello di taglio
Velocità più bassa = taglio più largo
Corrente più elevata = taglio più ampio
Regola: Il diametro del foro da tagliare deve essere almeno il doppio dello spessore del materiale da tagliare. Quando si eseguono fori più piccoli, è possibile che si formi un foro conico.



