
Migliorare la qualità della superficie nella lavorazione: Tecniche chiave
La qualità superficiale della lavorazione si riferisce allo stato della superficie del pezzo dopo la lavorazione. I suoi contenuti principali includono:...

La macchina per la lavorazione del ferro è un'apparecchiatura di cesoiatura e separazione dei metalli molto diffusa. Può non solo lavorare piastre e profili metallici (tra cui acciaio rotondo, acciaio quadrato, acciaio piatto, acciaio esagonale, acciaio angolare, acciaio per canali, travi a I, acciaio a T e altri materiali in acciaio di forma speciale) mediante cesoiatura e separazione, ma anche eseguire la punzonatura e la fustellatura (o l'intaglio) sulle parti piane di piastre e profili.
Poiché è in grado di eseguire molti tipi di processi di cesoiatura, viene chiamata macchina per la lavorazione del ferro (vedi Figura 1).
1-Punzonatura
Taglio a 2 stampi
Cesoiatura a 3 profili
Cesoia a 4 piastre
In base ai meccanismi di lavoro impostati e alle corrispondenti funzioni di cesoiatura che possono essere svolte, le macchine per la lavorazione del ferro possono essere suddivise nelle seguenti categorie.
Dotata di meccanismi di punzonatura e cesoiatura dei profili, può eseguire lavori di punzonatura su lastre e profili e di cesoiatura su vari profili.
Oltre a essere in grado di completare la funzione di cesoiatura di lastre e nastri, può anche eseguire lavori di separazione di cesoiatura su profili.
In grado di completare le funzioni di cesoiatura dei due tipi di cesoie sopra citati. Può essere suddivisa in una macchina per la lavorazione del ferro con la lama della cesoia posizionata verticalmente e una macchina per la lavorazione del ferro con la lama della cesoia posizionata orizzontalmente; quest'ultima viene utilizzata meno a causa delle limitazioni del campo di lavorazione.
Oltre a poter svolgere la funzione di cesoiamento delle cesoie di cui sopra, può anche eseguire lavori di cesoiatura di lamiere e profili, cioè tagliare determinate forme di intagli sulla parte piana della lamiera o del profilo, al fine di piegare profili come l'acciaio angolare in parti a forma di telaio.
A causa della natura generale di questo tipo di apparecchiatura, con un'ampia gamma di processi, pochi dispositivi ausiliari, pochi meccanismi di regolazione funzionale per migliorare la qualità della cesoiatura e semplici dispositivi di bloccaggio per le parti cesoiate, si ottiene una minore precisione di lavorazione, maggiori errori dimensionali e una maggiore rugosità della superficie di frattura, per cui viene utilizzata soprattutto nelle officine di lavorazione di lamiere e profili e in alcuni reparti di riparazione con molte parti strutturali metalliche in cui i requisiti di precisione non sono elevati, come ponti, caldaie, costruzioni navali ed edili.
Secondo le norme relative al metodo di compilazione dei modelli di macchine per la forgiatura, il parametro principale della macchina per la lavorazione del ferro ad azionamento meccanico è lo spessore massimo della piastra d'acciaio che può essere cesoiata, mentre per la macchina per la lavorazione del ferro ad azionamento idraulico è rappresentato dal valore nominale forza alla punzonatura parte. Alcuni Paesi hanno prodotto macchine per la lavorazione del ferro con uno spessore massimo di cesoiamento di 32 mm, 25 mm, 20 mm, tra cui sono più comuni quelle capaci di 16 mm.
A causa dell'ampia gamma di processi, le macchine per la lavorazione del ferro su larga scala comportano alcune difficoltà nel layout strutturale e, allo stesso tempo, il tasso di utilizzo dell'attrezzatura non è elevato, il che non consente di sfruttare appieno la capacità di lavorazione dell'attrezzatura, per cui la produzione di modelli su larga scala è inferiore.
Il nostro Paese ha formulato gli standard dei parametri tecnici della macchina per la lavorazione del ferro. La Tabella 1 elenca i parametri di base delle macchine per la lavorazione del ferro nel nostro Paese. La maggior parte dei prodotti elencati nella tabella sono già in produzione normale a livello nazionale e i loro parametri tecnici sono riportati nella Tabella 2.
Tabella 1 Parametri di base della macchina per la lavorazione del ferro nel nostro paese (unità: mm)
| Cesoiatura di lamiere | Spessore della piastra a taglio | 8 | 10 | 12 | 16 | |
| Acciaio piatto (taglio singolo) spessore × larghezza | 10×80 | 12×100 | 16×125 | 20×140 | ||
| Cesoiatura del profilo | Diametro dell'acciaio rotondo | 30 | 35 | 40 | 48 | |
| Lunghezza lato quadrato in acciaio | 25 | 30 | 36 | 42 | ||
| Acciaio angolare | Taglio a 90° | 63×63×6 | 80×80×8 | 100×100×10 | 125×125×12 | |
| Taglio a 45° | 50×50×4 | 63×63×6 | 75×75×8 | 90×90×10 | ||
| Modello di trave a I | Trasmissione meccanica | 10 | 12 | 16 | 20b | |
| Trasmissione idraulica | - | - | 10 | 14 | ||
| Modello a canale in acciaio | Trasmissione meccanica | 10 | 12 | 16 | 20 | |
| Trasmissione idraulica | 6.5 | 8 | 10 | 14a | ||
| Fustellatura | Spessore | 6 | 8 | 10 | 12 | |
| Larghezza | 40 | 50 | 50 | 63 | ||
| Lunghezza | 60 | 80 | 80 | 80 | ||
| Punzonatura | Diametro | 22 | 22 | 25 | 28 | |
| Spessore | 8 | 10 | 12 | 16 | ||
| Forza nominale / kN (non inferiore a) | 250 | 315 | 400 | 630 | ||
| Numero di colpi / (tempi/min) (non inferiore a) | Trasmissione meccanica | 42 | 40 | 40 | 32 | |
| Trasmissione idraulica | 28 | 24 | 22 | 20 | ||
| Profondità della gola L (non inferiore a) | Trasmissione meccanica | 315 | 355 | 400 | 450 | |
| Trasmissione idraulica | 225 | 250 | 315 | 340 | ||
| Cesoiatura di lamiere | Spessore della piastra a taglio | 20 | 25 | 32 | |
| Acciaio piatto (taglio singolo) spessore × larghezza | 25×150 | 30×160 | 36×170 | ||
| Cesoiatura del profilo | Diametro dell'acciaio rotondo | 56 | 70 | 75 | |
| Lunghezza lato quadrato in acciaio | 50 | 56 | 63 | ||
| Acciaio angolare | Taglio a 90° | 140×140×14 | 160×160×16 | 180×180×18 | |
| Taglio a 45° | 110×110×12 | 125×125×14 | 160×160×16 | ||
| Modello di trave a I | Trasmissione meccanica | 22b | 28b | 32c | |
| Trasmissione idraulica | 16 | 20b | 25b | ||
| Modello a canale in acciaio | Trasmissione meccanica | 22 | 28b | 32c | |
| Trasmissione idraulica | 16 | 24b | 28c | ||
| Macchina cesoia | Spessore | 16 | 20 | 25 | |
| Larghezza | 63 | 80 | 80 | ||
| Lunghezza | 100 | 100 | 100 | ||
| Punzonatura | Diametro | 31 | 35 | 35 | |
| Spessore | 20 | 25 | 32 | ||
| Forza nominale / kN (non inferiore a) | 800 | 1250 | 1600 | ||
| Numero di colpi / (tempi/min) (non inferiore a) | Trasmissione meccanica | 32 | 26 | 26 | |
| Trasmissione idraulica | 12 | 9 | 7 | ||
| Profondità della gola L (non inferiore a) | Trasmissione meccanica | 500 | 560 | 630 | |
| Trasmissione idraulica | 355 | 400 | 450 | ||
Nota: la resistenza alla trazione σ b < 450MPa.
Tabella 2 Cesoie prodotte in Cina per la cesoiatura longitudinale combinata con la punzonatura
| Nome del prodotto | Modello | Parametri tecnici | ||||||||
| Spessore di taglio/mm | Corse al minuto/(tempi/min) | Specifiche di taglio/mm | Diametro di punzonatura/mm | Spessore della piastra di punzonatura/mm | Potenza del motore/kW | Peso macchina/kg | ||||
| Acciaio tondo | Acciaio quadrato | Acciaio angolare | ||||||||
| Q34-10 | 10 | 40 | Φ35 | 30×30 | 80×50×8 | 22 | 10 | 2.2 | 770 | |
| Q34-16 | 16 | 27 | Φ45 | 40×40 | 125×80×12 | 26 | 16 | 5.5 | 2300 | |
| QA34-25 | 25 | 25 | Φ65 | 55×55 | 150×150×18 | 35 | 25 | 7.5 | 7000 | |
| Q35-16 | 16 | 32 | Φ45 | 40×40 | 125×80×12 | 28 | 16 | 5.5 | 2800 | |
| Q35-20 | 20 | 32 | Φ56 | 50×50 | 160×100×12 | 30 | 20 | 7.5 | 6500 | |
| Q35-25 | 25 | Φ65 | 55×55 | 200×125×16 | 34 | 25 | 13 | 7100 | ||
Nota: la resistenza alla trazione del materiale lavorato σ b ≤450MPa.
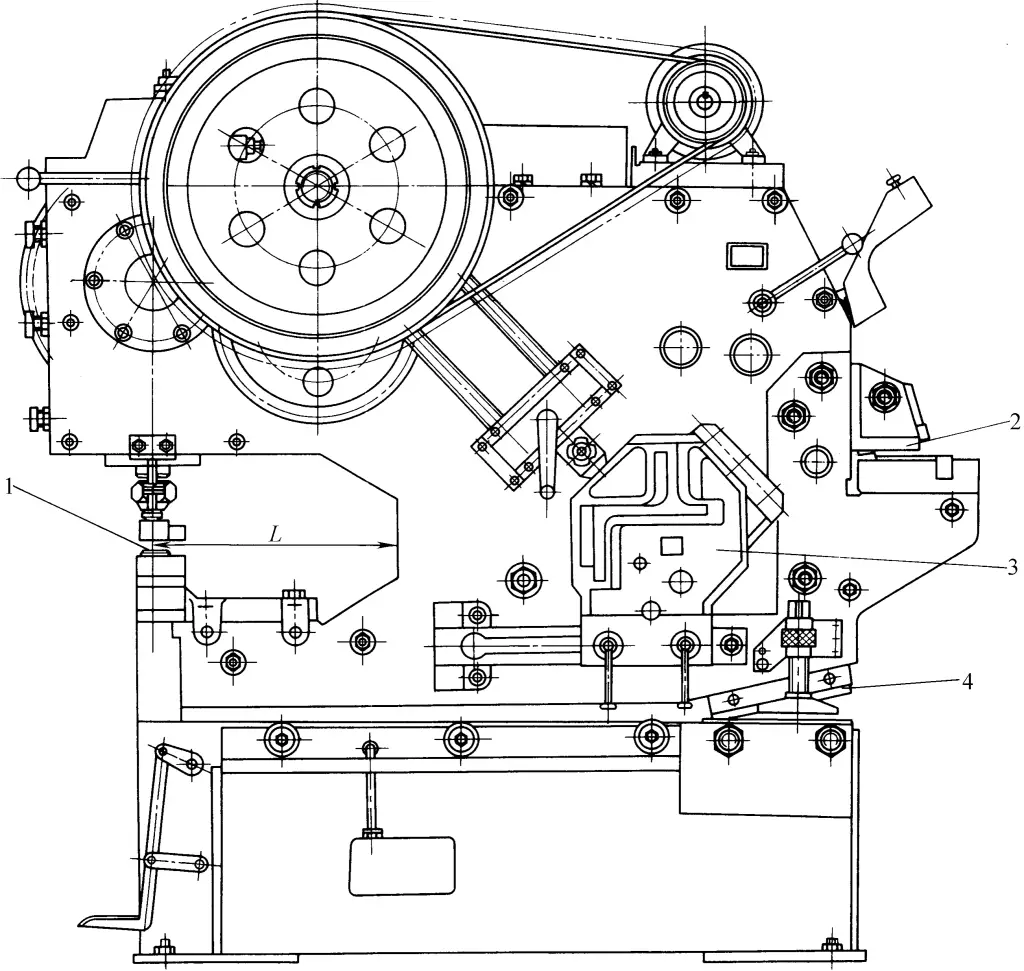
Il principio di funzionamento della macchina per la lavorazione del ferro a trasmissione meccanica è simile a quello della macchina generale. pressa meccanica e cesoiatrice. La punzonatura e la cesoiatura vengono eseguite dal motore che aziona il cursore o la lama attraverso il sistema di trasmissione e il meccanismo di biella a manovella, consentendo al punzone sul cursore o alla lama sulla lama di completare il lavoro di punzonatura o cesoiatura. La Figura 2 mostra il diagramma del principio di funzionamento della macchina per la lavorazione del ferro. La Figura 3 mostra il sistema di punzonatura e processo di cesoiatura diagramma completato dalla macchina per la lavorazione del ferro.
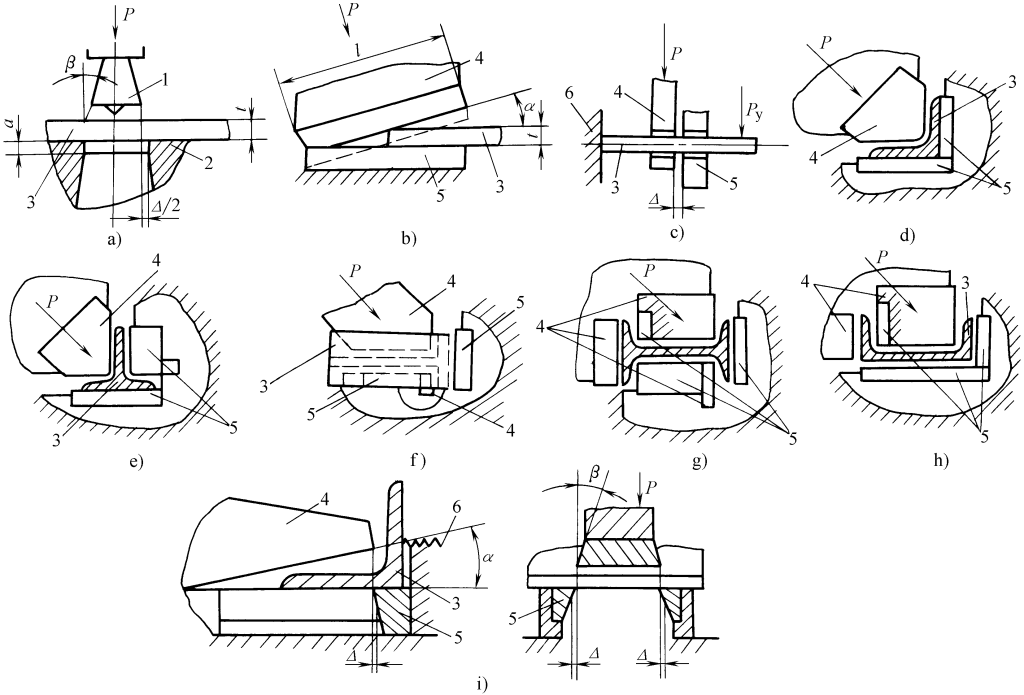
a) Punzonatura
b) Cesoiamento della piastra
c) Cesoiatura di barre
d) Cesoiatura di acciaio angolare
e) Taglio di travi a T
f) Taglio dell'angolo di armatura della barra a T
g) Taglio di travi a I
h) Cesoiamento del canale in acciaio
i) Cesoiatura a stampo
1 Punzone superiore
2 Punzonatura del dado inferiore
billetta a 3 lavorazioni
Lama a 4 punte
Lama a 5 strati inferiore
Meccanismo di blocco a 6 materiali
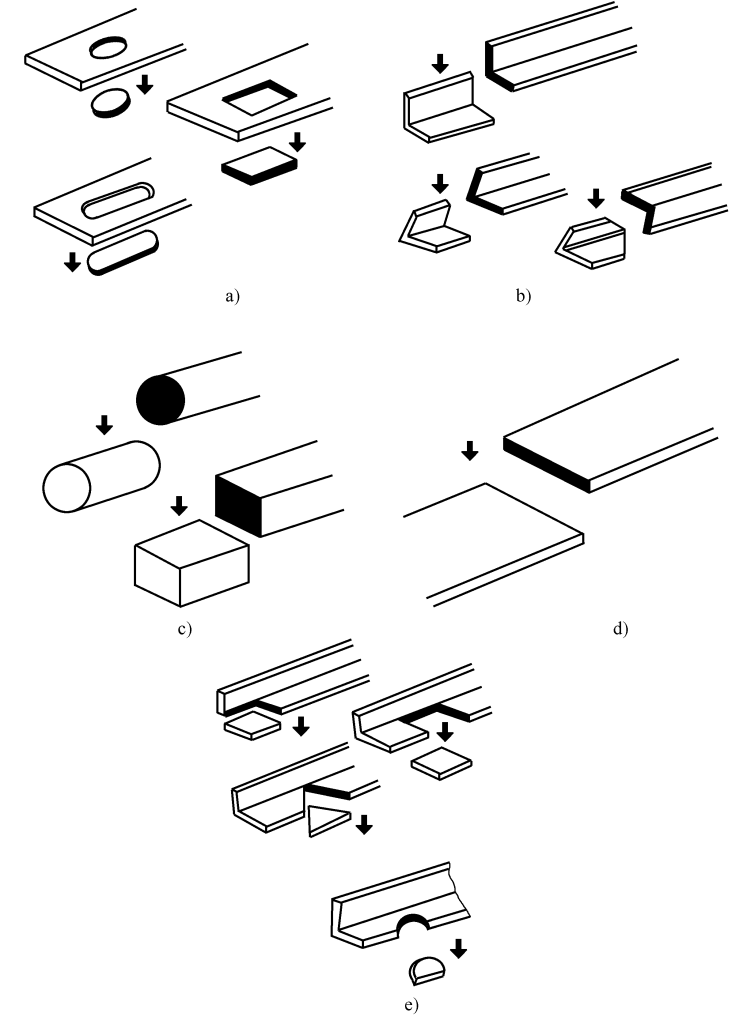
a) Punzonatura di fori rotondi, ovali e rettangolari
b) Cesoiatura dell'acciaio angolare a 90° e 45°
c) Cesoiatura di acciaio tondo e rettangolare
d) Cesoiatura di acciaio piatto
e) Tranciatura a 90° e a 45°
La matrice superiore 1 è fissata sul cursore (vedere Figura 2a) e si muove su e giù reciprocamente con il cursore, mentre la matrice inferiore 2 è fissata sul banco di lavoro. Il lavoro di punzonatura e cesoiatura è completato quando lo stampo superiore si sposta verso il basso. La distanza tra lo stampo superiore e quello inferiore varia in base allo spessore e alle proprietà meccaniche del materiale della lamiera. La scelta corretta della distanza tra gli stampi superiore e inferiore è fondamentale per garantire la qualità dei pezzi punzonati; in genere si assume un valore di distanza per uno spessore della lamiera di 3~10 mm.
Δ=(0,06~0,1)t
Nella formula
Quando lo spessore della piastra di punzonatura è superiore a 10 mm, prendere il divario
Δ = (0,1~0,15)t
La profondità della lama della matrice inferiore viene generalmente presa in considerazione
a = 3~5 mm
La punzonatura su una macchina per la lavorazione del ferro riguarda in genere parti punzonate di forma relativamente semplice, come quelle utilizzate sull'anima del materiale in lamiera, sull'acciaio angolare, sull'anima e sulla flangia dell'acciaio dei canali e sull'anima e sulla flangia delle travi a I, come illustrato nella Figura 4.
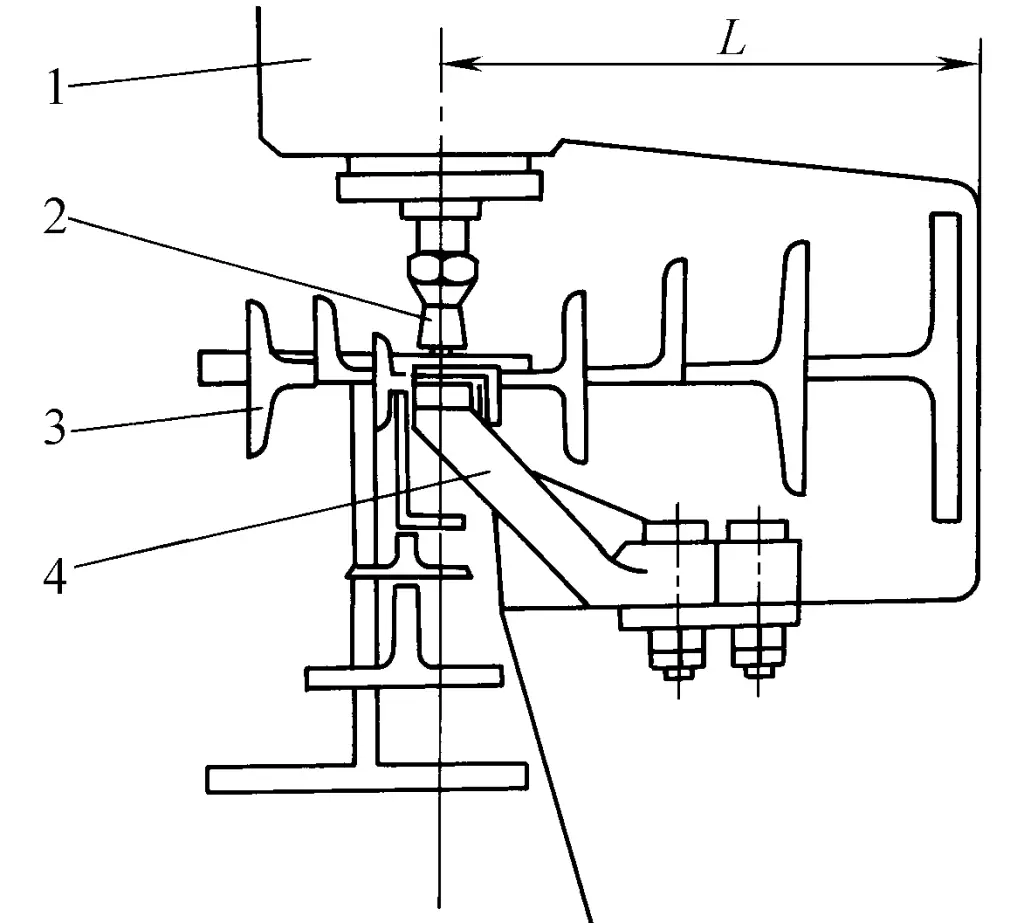
1-Corpo macchina
2-Dado superiore
Profilo a 3
4-Stampo inferiore
Profondità della gola L
A causa della ridotta superficie del piano di lavoro nella posizione di punzonatura e della mancanza di dispositivi ausiliari, la precisione di punzonatura e l'efficienza produttiva sono inferiori a quelle delle presse generiche. Pertanto, viene comunemente utilizzata nelle officine strutturali per processi ausiliari come la punzonatura e la rivettatura dei fori.
La lama superiore è fissata sul portautensili, che oscilla attorno a un punto di rotazione fisso per eseguire la cesoiatura, come mostrato nella Figura 2b. La lama superiore è inclinata di un angolo rispetto alla lama inferiore, noto come angolo di taglio. La dimensione dell'angolo di taglio è direttamente correlata alla forza di taglio; maggiore è l'angolo di taglio, minore è la forza di taglio. Tuttavia, un angolo di taglio maggiore aumenta la deformazione torsionale della lamiera, riducendo la qualità della cesoiatura.
Nella macchina per la lavorazione del ferro che utilizza un portautensili oscillante, l'angolo di cesoiatura diminuisce gradualmente durante il processo di cesoiatura. L'angolo di cesoiatura è generalmente impostato tra 8° e 12°. Se è troppo ampio e la componente orizzontale della forza di cesoiatura supera l'attrito tra la lamiera e la lama inferiore, la lamiera scivolerà in direzione della forza orizzontale, rendendo impossibile la cesoiatura e rischiando di causare incidenti. Pertanto, è importante scegliere l'angolo di taglio corretto.
Anche la distanza tra le lame superiori e inferiori è un fattore importante per la qualità della cesoiatura. Il valore della fessura Δ viene scelto principalmente in base allo spessore della lamiera da cesoiare e alle proprietà meccaniche del materiale, in genere prese
Δ=(0,05~0,1)t
dove
Le applicazioni più comuni sono la tranciatura di barre tonde e quadre, con la piastra portacoltelli cilindrica o quadrata fissa sul corpo macchina e la piastra portacoltelli mobile fissata sul portautensili, che si muove con il portautensili per tranciare il pezzo grezzo (vedere Figura 2c).
Poiché l'apertura (o la lunghezza del lato) della lama sulla piastra portacoltelli non può variare con il diametro (o la lunghezza del lato) della barra cesoiata, cioè il gioco radiale non può essere regolato, e anche il gioco assiale tra le piastre portacoltelli mobili e fisse non può essere modificato con i diversi diametri (o lunghezze laterali) della barra, insieme all'effetto di rigidità della piastra portacoltelli, si ottiene una maggiore deformazione della sezione cesoiata. Pertanto, gli spezzoni cesoiati sulla macchina per la lavorazione del ferro sono per lo più di dimensioni medie o inferiori in termini di diametro o lunghezza laterale, e i requisiti di qualità della cesoiatura non sono elevati, con lotti di dimensioni non troppo grandi.
Il gioco assiale tra le lame di cesoiatura è un fattore importante che influisce sulla precisione di cesoiatura: un valore di gioco troppo grande o troppo piccolo determina una bassa qualità della sezione cesoiata.
La scelta del valore del gioco dipende principalmente dal diametro, dalla lunghezza del lato e dalle proprietà meccaniche della barra. Per i materiali ad alta resistenza e fragilità, è opportuno scegliere un valore di gioco inferiore, altrimenti un valore di gioco superiore. Il valore del gioco per la tranciatura di barre dello stesso diametro dovrebbe essere più piccolo ad alta velocità che a bassa velocità.
Per l'acciaio a medio tenore di carbonio, l'acciaio ad alto tenore di carbonio e l'acciaio debolmente legato con una resistenza alla trazione inferiore a 800MPa, il valore del gioco tra le lame viene generalmente considerato
Δ = (0,02~0,06)d
dove
La scelta corretta del gioco assiale tra le lame è una condizione importante per ottenere sezioni tranciate di alta qualità.
Le figure 2d, 2e, 2f, 2g, 2h mostrano il taglio di acciaio angolare, acciaio a T, travi a I e acciaio per canali. La forza di taglio P agisce sul piano di taglio in una direzione di circa 45° rispetto al piano orizzontale del profilo, che può aumentare la superficie di taglio pura del tagliente, riducendo la lacerazione e la deformazione.
Nella parte superiore della lama di cesoia della macchina per la lavorazione del ferro, viene spesso allestita una stazione di cesoia per stampi, come mostrato nella Figura 2i, in cui lo stampo superiore 4 si muove con la lama e lo stampo inferiore 5 è fissato sul corpo della macchina, in grado di tagliare intagli rettangolari, triangolari o semicircolari in lamiere e profili (come mostrato nella Figura 3e).
La cesoiatura a stampo è utilizzata principalmente per intagliare vari profili per la produzione di componenti come i telai, come illustrato nella Figura 5.
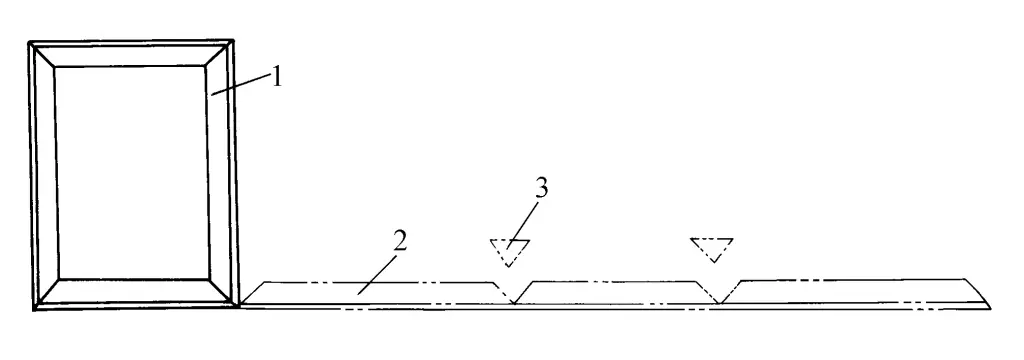
1 Telaio
2-Blank
3 - Taglio dei rottami
Lo spazio tra i bordi di tranciatura degli stampi è cruciale per la qualità della tranciatura, in genere preso
Δ=(0,05~0,1)t
Nella formula
L'angolo di inclinazione della lama della fustella è mostrato nella Figura 2i.
α=8°~12°
L'angolo di inclinazione del tagliente
β = 2°~3°
La cesoiatura della lamiera è una parte fondamentale della macchina per la lavorazione del ferro e la condizione combinata per ogni stazione è che il lavoro di cesoiatura e la potenza di ogni stazione di cesoiatura siano uguali. Per rendere ragionevole la disposizione della struttura, sfruttare appieno la potenza del motore, evitare che la macchina sia troppo ingombrante e garantire la sicurezza di funzionamento, nonché per agevolare la manutenzione, la macchina per la lavorazione del ferro non può completare più processi di cesoiatura contemporaneamente, ma deve lavorare separatamente secondo un determinato diagramma del ciclo di lavoro, come illustrato nella Figura 6.
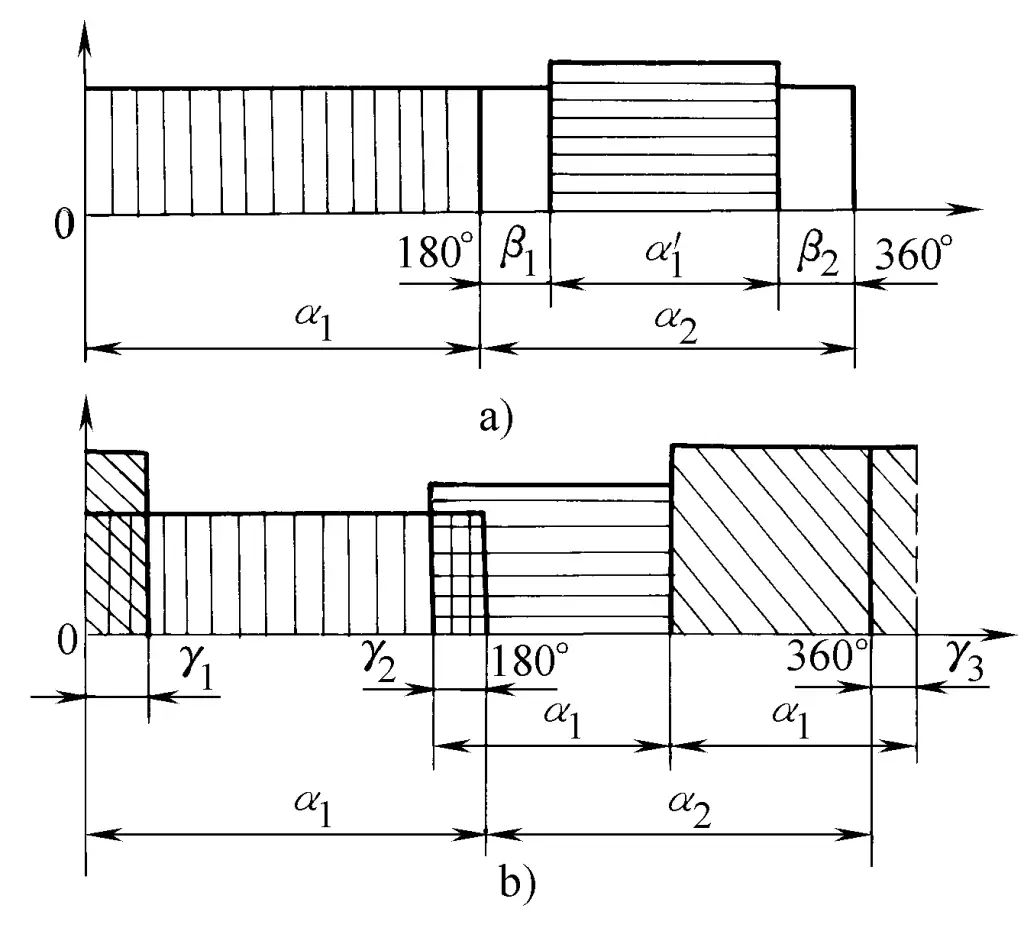
a) Macchina per la lavorazione del ferro a doppia funzione
b) Macchina trivalente per la lavorazione del ferro
Nella cesoiatura della lamiera, l'angolo massimo di lavoro dell'albero eccentrico è di 180°, seguito dalla corsa di ritorno a vuoto della lama della cesoia. Sulla macchina per la lavorazione del ferro a doppio uso, il ciclo di lavoro è mostrato nella Figura 6a, dove α 1 è l'angolo di rotazione dell'albero eccentrico durante la cesoiatura della lamiera, e α 1 ' è l'angolo di rotazione dell'albero eccentrico durante la punzonatura (o la tranciatura del profilo).
Il diagramma del ciclo di lavoro della macchina per la lavorazione del ferro a triplo scopo è mostrato nella Figura 6b. Esiste una sovrapposizione tra l'inizio e la fine delle stazioni, che si riflette negli angoli di sovrapposizione γ 1 e γ 2 sull'angolo di rotazione dell'albero eccentrico, generalmente considerato di 15°.
La struttura della macchina per la lavorazione del ferro viene scelta in base alle esigenze del processo. Ad esempio, nell'area di punzonatura si utilizza un corpo di tipo aperto con una certa profondità della gola per facilitare la punzonatura e la cesoiatura di fori in diverse posizioni sulla superficie di lamiere o profili. Anche la distanza di apertura tra il piano di lavoro e il cursore nell'area di punzonatura deve essere ampia per facilitare l'installazione di stampi di punzonatura e cesoiatura per acciaio a canali, travi a I e altri materiali in acciaio di forma speciale.
Le aree di cesoiatura delle lamiere e di tranciatura degli stampi sono situate sul lato opposto del corpo macchina, facilitando il carico e lo scarico e la cesoiatura di lamiere a nastro lunghe. Poiché i profili sono per lo più a forma di tondino, come l'acciaio angolare, l'acciaio per canali, l'acciaio tondo, ecc., la dimensione della sezione trasversale cesoiata è piccola e la dimensione della lunghezza è grande, quindi la posizione del bordo di cesoiatura è spesso collocata nella pancia del corpo macchina, come mostrato nella Figura 7, in una struttura chiusa. L'intero corpo macchina è disposto in modo compatto, il che migliora anche la rigidità del corpo macchina, favorendo il miglioramento della precisione di taglio della sezione trasversale.
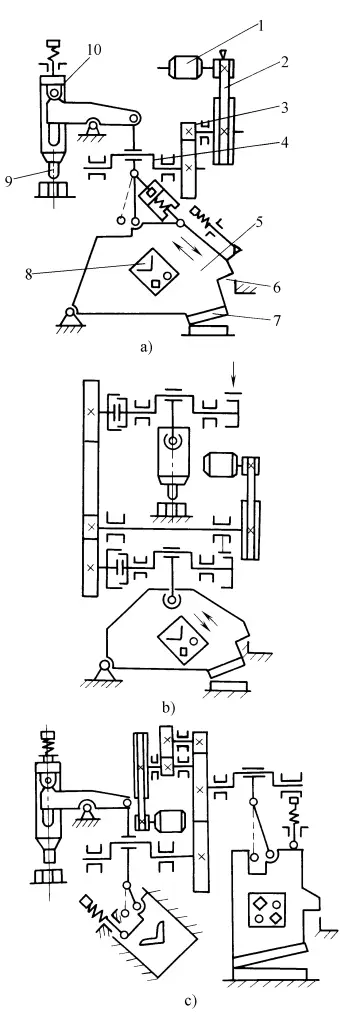
a) Tipo ad albero singolo eccentrico
b), c) Tipo a doppio albero eccentrico
1-Motore elettrico
Trasmissione a cinghia 2-V
Sistema di riduzione a 3 marce
4-Albero eccentrico
5-Portacoltelli a taglio
6-Cesoiatura degli stampi
Lama a 7 tagli
Cesoiatura a 8 profili
9-Punzonatura dello stampo superiore
Cursore a 10 punzoni
Il sistema di trasmissione della macchina per la lavorazione del ferro comprende principalmente il tipo ad albero eccentrico singolo (vedi figura 7a) e il tipo ad albero eccentrico doppio (vedi figure 7b e 7c). Il tipo ad albero eccentrico singolo ha una struttura semplice, è leggero ed è più comunemente utilizzato. Il tipo a doppio albero eccentrico ha una struttura più complessa, è più pesante e alcune grandi macchine per la lavorazione del ferro utilizzano questa struttura.
Nel sistema di trasmissione, il cursore della parte di punzonatura e il portautensili della parte di cesoiatura sono azionati da un motore elettrico attraverso una cinghia trapezoidale, un sistema di riduzione degli ingranaggi, un albero eccentrico, una biella e un meccanismo a leva per convertire il moto rotatorio in moto lineare alternato o oscillante, azionando il cursore e il portautensili, facendo sì che lo stampo superiore di punzonatura, la lama superiore di cesoiatura, lo stampo superiore della parte di cesoiatura dello stampo e la lama mobile della parte di cesoiatura del profilo eseguano rispettivamente il lavoro di punzonatura e di cesoiatura secondo il diagramma del ciclo di lavoro.
Sulla parte superiore del cursore di punzonatura e del supporto dell'utensile di tranciatura sono installate delle molle per bilanciare il peso del cursore e dello stampo di punzonatura, del supporto dell'utensile e della lama, assicurando il funzionamento regolare e sicuro del sistema di trasmissione.
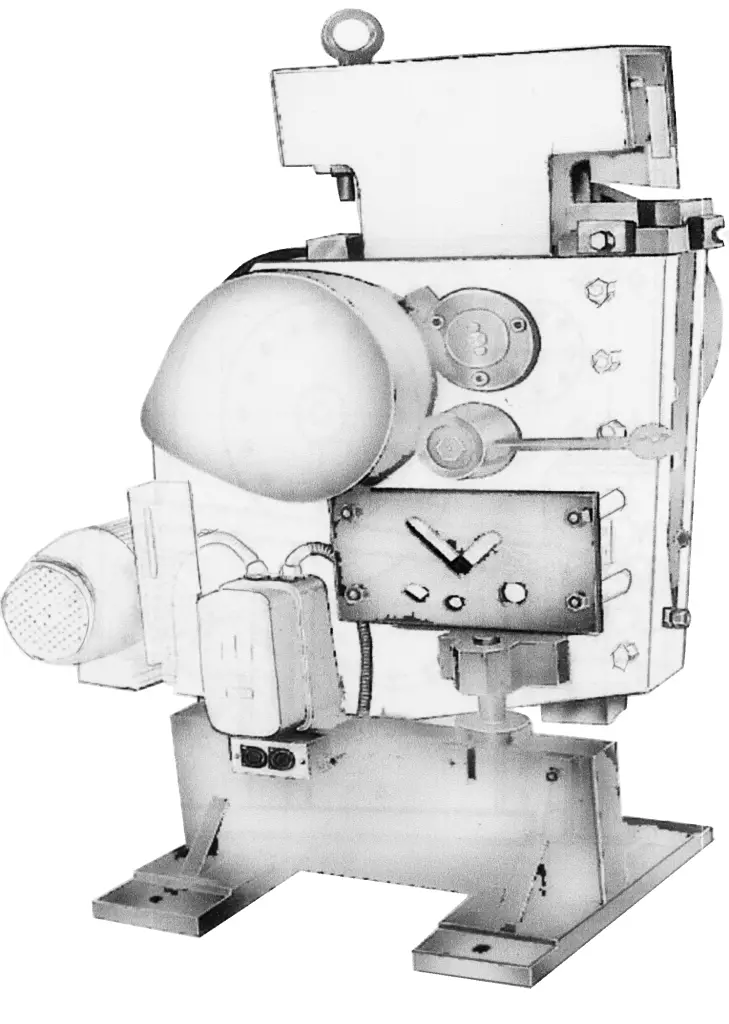
Oltre alla struttura generale della macchina per la lavorazione del ferro, i produttori nazionali hanno sviluppato la cesoia verticale per lamiere e profili del tipo QR32-8, come illustrato nella figura 8, con un aspetto innovativo, una struttura relativamente compatta, un volume più piccolo, un peso più leggero e un ingombro ridotto, che la rendono conveniente per un'ampia gamma di utenti nell'industria della produzione di macchinari, nell'edilizia e nell'artigianato.
La macchina per la lavorazione del ferro è un'apparecchiatura multifunzionale per il taglio e la punzonatura dell'acciaio per la produzione di più varietà e di piccoli lotti. Rispetto alle presse, alle cesoie e ad altre apparecchiature, ha un numero inferiore di componenti funzionali ausiliari, con conseguente minore precisione di lavorazione e livello di automazione, per cui è meno utilizzata da alcune imprese di produzione su larga scala.






