
Elementi essenziali di perforazione e alesaggio: Strumenti e tecniche
In questo articolo scoprirete gli strumenti e le tecniche essenziali utilizzati per la foratura e l'alesatura. Dalla scelta del trapano giusto...
Come fa una semplice lamiera a trasformarsi in un componente complesso e ad alta resistenza? Questo articolo esplora l'affascinante processo di imbutitura, concentrandosi sui calcoli necessari per determinare il lavoro e la potenza necessari per le varie operazioni. La comprensione di questi calcoli è fondamentale per selezionare le attrezzature giuste e ottimizzare l'efficienza produttiva. Immergetevi per scoprire come formule empiriche e misurazioni precise garantiscano il successo di questa tecnica di produzione essenziale.

La forza di imbutitura è una base importante per determinare il tonnellaggio della pressa necessario per i pezzi imbutiti. Nella produzione reale, per determinare la forza di imbutitura si utilizzano comunemente alcune formule empiriche.
Pmassimo =πdp1tRmK1
Pmassimo =πdp2tRmK2
Dove nella formula
Tabella 1 Coefficiente K 1 per la prima imbutitura di pezzi cilindrici (acciaio 08 ~15)
| Spessore relativo t/D0 ×100 | Primo coefficiente di imbutitura m1 | |||||||||
| 0.45 | 0.48 | 0.5 | 0.52 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 | |
| 5 | 0.95 | 0.85 | 0.75 | 0.65 | 0.6 | 0.5 | 0.43 | 0.35 | 0.28 | 0.2 |
| 2 | 1.1 | 1 | 0.9 | 0.8 | 0.75 | 0.6 | 0.5 | 0.42 | 0.35 | 0.25 |
| 1.2 | 1.1 | 1 | 0.9 | 0.8 | 0.68 | 0.56 | 0.47 | 0.37 | 0.3 | |
| 0.8 | 1.1 | 1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | 0.33 | ||
| 0.5 | 1.1 | 1 | 0.82 | 0.67 | 0.55 | 0.45 | 0.36 | |||
| 0.2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | ||||
| 0.1 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | |||||
Nota: 1. Quando il raggio del punzone rp = (4 ~6)t, il coefficiente K1 deve essere aumentato di 5% in base ai valori della tabella.
2. Per altri materiali, correggere i valori di ricerca in base alla variazione della plasticità del materiale (aumentare al diminuire della plasticità).
Tabella 2 Coefficiente K 2 valore per la seconda imbutitura di pezzi cilindrici (acciaio 08 ~15)
| Spessore relativo t/D0 ×100 | Coefficiente m2 per il primo disegno in profondità | |||||||||
| 0.7 | 0.72 | 0.75 | 0.78 | 0.8 | 0.82 | 0.85 | 0.88 | 0.9 | 0.92 | |
| 5 | 0.85 | 0.7 | 0.6 | 0.5 | 0.42 | 0.32 | 0.28 | 0.2 | 0.15 | 0.12 |
| 2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.52 | 0.42 | 0.32 | 0.25 | 0.2 | 0.14 |
| 1.2 | 1.1 | 0.9 | 0.75 | 0.62 | 0.52 | 0.42 | 0.3 | 0.25 | 0.16 | |
| 0.8 | 1 | 0.82 | 0.7 | 0.57 | 0.46 | 0.35 | 0.27 | 0.18 | ||
| 0.5 | 1.1 | 0.9 | 0.76 | 0.63 | 0.5 | 0.4 | 0.3 | 0.2 | ||
| 0.2 | 1 | 0.85 | 0.7 | 0.56 | 0.44 | 0.33 | 0.23 | |||
| 0.1 | 1.1 | 1 | 0.82 | 0.68 | 0.55 | 0.4 | 0.3 | |||
Nota:
1. Quando il raggio del punzone r p = (4~6)t, il K 2 Il valore della tabella deve essere aumentato di 5%.
2. Per i coefficienti K 2 del 3°, 4° e 5° disegno profondo, i corrispondenti m n e t/D 0 I valori ×100 sono ricavati dalla stessa tabella, ma il valore più grande o più piccolo della tabella deve essere scelto in base alla presenza di un processo di ricottura intermedio:
Senza ricottura intermedia, K 2 assume il valore più grande (più vicino a quello sottostante);
Con la ricottura intermedia, K 2 assume il valore più piccolo (più vicino a quello precedente).
3. Per altri materiali, correggere i valori di ricerca in base alla variazione della plasticità del materiale (aumentare al diminuire della plasticità).
Pmassimo =πdptRmKF
Pmassimo =πdKtRmKF
Dove nella formula
Tabella 3 Coefficiente K F valori per la prima trafilatura di trafilati flangiati (da 08 a 15 acciaio)
| dF/dP | Coefficiente di disegno d p /D 0 | ||||||||||
| 0.35 | 0.38 | 0.4 | 0.42 | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | |
| 3 | 1 | 0.9 | 0.83 | 0.75 | 0.68 | 0.56 | 0.45 | 0.37 | 0.3 | 0.23 | 0.18 |
| 2.8 | 1.1 | 1 | 0.9 | 0.83 | 0.75 | 0.62 | 0.5 | 0.42 | 0.34 | 0.26 | 0.2 |
| 2.5 | 1.1 | 1 | 0.9 | 0.82 | 0.7 | 0.56 | 0.46 | 0.37 | 0.3 | 0.22 | |
| 2.2 | 1.1 | 1 | 0.9 | 0.77 | 0. 64 | 0.52 | 0.42 | 0.33 | 0.25 | ||
| 2 | 1.1 | 1 | 0.85 | 0.7 | 0.58 | 0.47 | 0.37 | 0.28 | |||
| 1.8 | 1.1 | 0.95 | 0.8 | 0.65 | 0.53 | 0.43 | 0.33 | ||||
| 1.5 | 1.1 | 0.9 | 0.75 | 0.62 | 0.5 | 0.4 | |||||
| 1.3 | 1 | 0.85 | 0.7 | 0.56 | 0.45 | ||||||
Nota: quando si esegue il flanging, il valore di K F aumenta da 10% a 20%.
P massimo =πd n (t n-1 -t n )R m K 3
Dove nella formula
Anche il lavoro di imbutitura è una delle basi importanti per la scelta di una pressa. Il carico di pressione della pressa è limitato dalla forza dell'albero motore o degli ingranaggi di trasmissione, mentre il carico di potenza è limitato dall'energia cinetica del volano, dalla potenza del motore o dal suo livello di sovraccarico ammissibile. Pertanto, quando si sceglie una pressa, è necessario considerare in modo completo sia l'entità della pressione che quella del lavoro.
La relazione tra la forza di imbutitura e la corsa di lavoro del punzone è illustrata nella Figura 1. La forza di imbutitura deve corrispondere all'area sotto la curva (parte ombreggiata). Il lavoro di imbutitura dovrebbe essere l'area sotto la curva (parte ombreggiata). Per comodità di calcolo, per calcolare il lavoro di imbutitura si utilizza la seguente formula empirica
A=cPmassimoh×l0-3
Dove nella formula
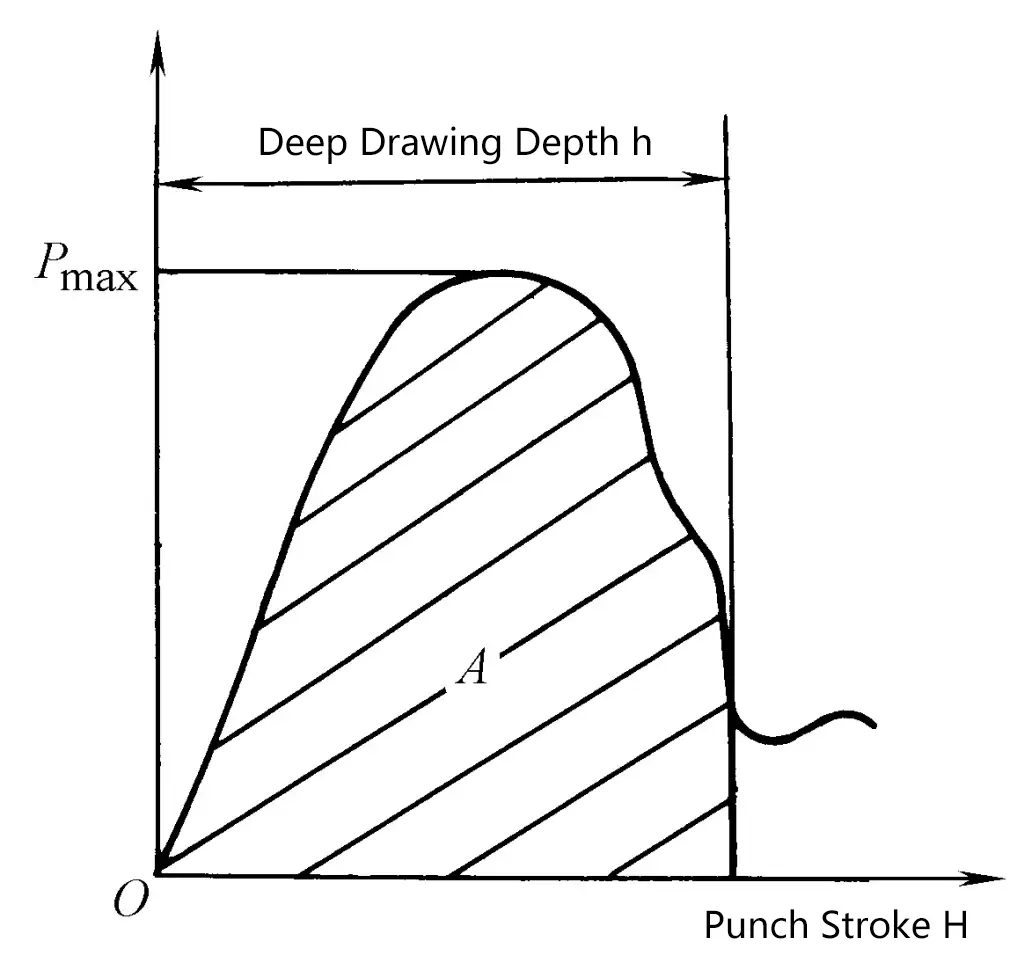
Tabella 4 Relazione tra il coefficiente c e il coefficiente di imbutitura
| Coefficiente di imbutitura m | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 |
| Coefficiente c | 0.8 | 0.77 | 0.74 | 0.7 | 0.67 | 0.64 |
A=Pmassimoh×1,2×l0-3
dove
La potenza del motore della pressa si calcola con la seguente formula
P=KA n /(1.36×60×750×η 1 ×η 2 )
dove






