Flange girevoli e fisse: Confronto delle prestazioni
Nel mondo dei sistemi di tubazioni, la scelta della flangia giusta può essere il perno dell'efficienza operativa e della sicurezza. La flangia...

L'operazione di utilizzo di un'asta di spinta o di uno stampo per estendere la parte centrale di una lastra piana, aggrappando il bordo esterno per formare una superficie curva bidirezionale è chiamata curvatura ad arco. Durante il processo di piegatura ad arco, lo spessore della parete del bordo esterno del pezzo aumenta mentre il centro si assottiglia.
Gli strumenti per la curvatura manuale degli archi includono martelli di legno, martelli metallici, incudini, aste di spinta e stampi, come mostrato nella Figura 1.
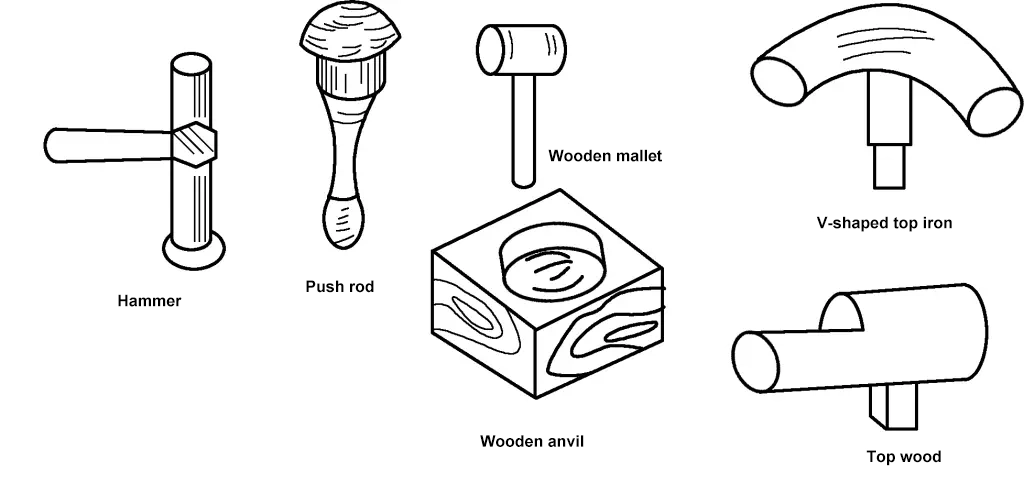
In base ai diversi strumenti utilizzati, i metodi principali di curvatura dell'arco comprendono la curvatura dell'arco con asta di spinta e la curvatura dell'arco con stampo.
La piegatura ad arco con asta di spinta può formare direttamente i pezzi o essere utilizzata come processo successivo per altre piegature ad arco. Ad esempio, quando la formazione dell'arco di curvatura dello stampo raggiunge un punto in cui il martello non può più continuare, è necessario posizionarlo sull'asta di spinta per continuare. Per i pezzi piegati ad arco di grande diametro, l'aggraffatura del bordo esterno sull'asta di spinta può salvare stampi di grandi dimensioni e le correzioni e la lucidatura della superficie esterna possono essere eseguite sull'asta di spinta.
Quando si piega manualmente ad arco un pezzo a forma di semisfera con un'asta di spinta, come mostrato nella Figura 2a, è possibile utilizzare un metodo di ritiro e allungamento alternati. In primo luogo, si creano delle grinze sul bordo della lastra con una pinza per grinze, quindi le grinze vengono appiattite sull'asta di spinta per far piegare la lastra verso l'interno, come mostrato nella Figura 2b. Quindi si picchietta delicatamente e uniformemente il centro con un martello di legno per far sì che la fustella centrale si estenda e si inarchi verso l'alto.
La posizione di battuta deve essere leggermente oltre il punto di appoggio e la posizione di battuta deve essere precisa, altrimenti è facile che si creino ammaccature o addirittura rotture. La forza deve essere leggera e uniforme durante la battitura e i punti di battuta devono essere fitti, ruotando il pezzo grezzo durante la battitura. Regolare la posizione di battuta in qualsiasi momento in base all'ispezione visiva per rendere la superficie liscia e uniforme. Le aree sollevate non devono essere colpite di nuovo, altrimenti più vengono colpite, più sporgono.
Quando la battitura raggiunge il centro del pezzo grezzo, deve essere ruotata in modo continuo e non concentrata in un unico punto per evitare un'eccessiva estensione e sporgenza centrale. Rastremare i bordi e colpire la parte centrale in sequenza, controllando tra l'uno e l'altro fino a raggiungere la forma desiderata. Si deve tenere conto della deformazione da ritorno elastico durante la levigatura finale, quindi il grado di flessione dell'arco (incluso il ritorno elastico) deve essere leggermente maggiore.
Dopo aver completato la piegatura ad arco, utilizzare un martello a testa piatta sull'asta rotonda per lucidare la parte formata, come mostrato nella Figura 2c. Quindi segnare e tagliare secondo le esigenze, limando i bordi. Durante la lavorazione, se si rileva un indurimento a freddo del pezzo grezzo, è necessario eseguire tempestivamente la ricottura per evitare cricche.
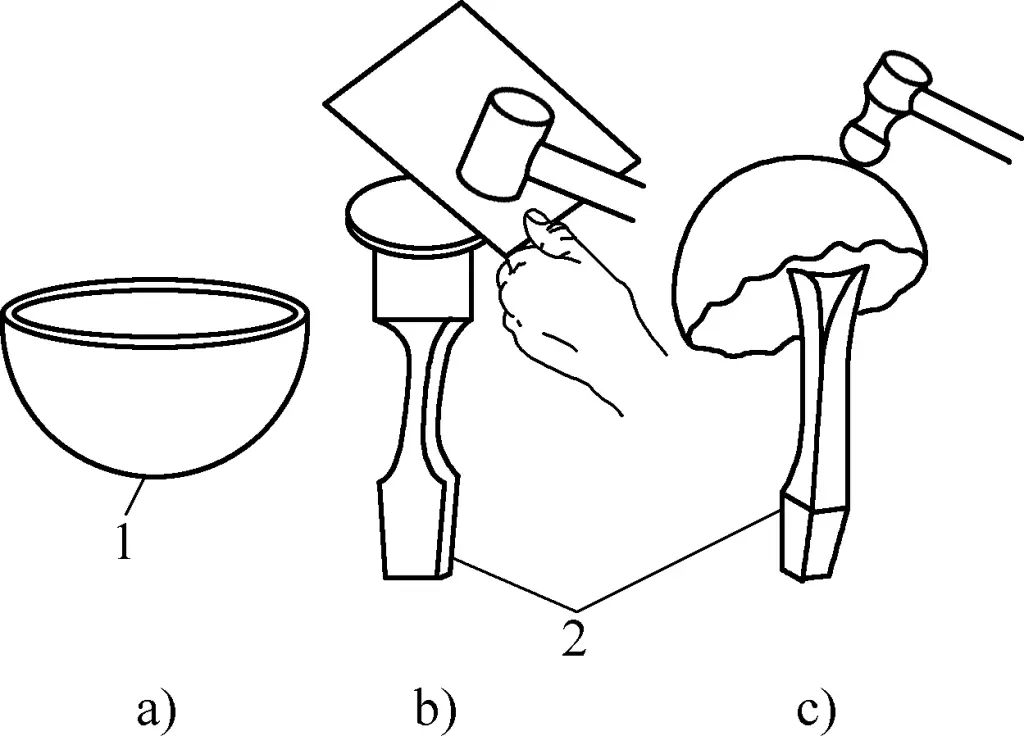
1 parte
Asta a 2 spinte
Come mostrato nella Figura 3, stringere il grezzo sullo stampo e utilizzare un martello di legno per picchiettare gradualmente dal bordo della cavità dello stampo verso il centro, rendendo il grezzo concavo fino a quando non si conforma completamente alla cavità dello stampo. Se la deformazione di curvatura dell'arco è elevata, è necessario procedere in più fasi, utilizzando ogni volta uno stampo diverso. La forma dello stampo è indicata dalle doppie linee tratteggiate nella figura.
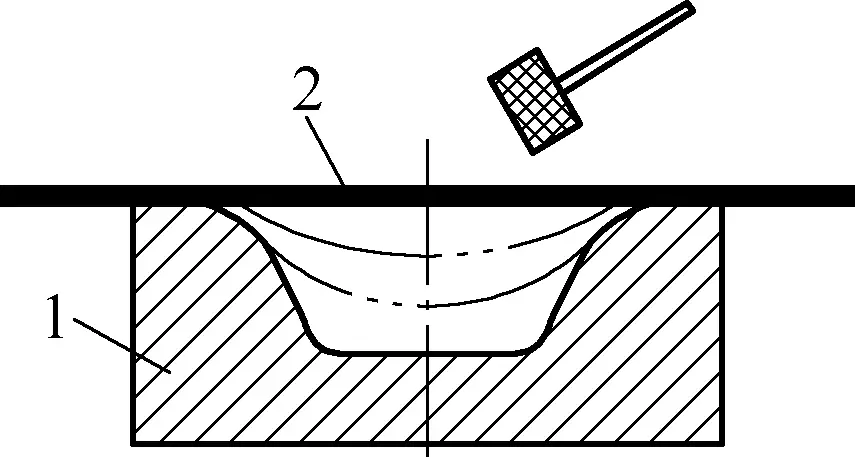
1-Stampo
2-Blank
Durante il processo di piegatura ad arco, gomma, sacchi di sabbia o sughero possono essere imbottiti per aiutare a estendere lo spezzone, ottenendo un'espansione più rapida e una superficie più liscia dei pezzi piegati ad arco. La piegatura ad arco con stampo è adatta alla produzione di pezzi di grandi dimensioni e di profondità ridotta.
Quando si esegue la piegatura dell'arco dello stampo, prestare attenzione a: picchiettare in modo leggero e uniforme per garantire un'espansione uniforme dell'intera superficie lavorata, formando una forma convessa; l'operazione non deve essere troppo frettolosa e deve essere eseguita in più fasi per consentire allo spezzone di conformarsi gradualmente e completamente allo stampo; infine, utilizzare un martello a testa piatta sull'asta di spinta per lisciare e picchiettare i rigonfiamenti.
Durante le operazioni di curvatura dell'arco è necessario prestare attenzione ai seguenti elementi:
1. Per garantire un andamento regolare della curvatura ad arco, il pezzo grezzo deve essere sottoposto a ricottura di distensione prima dell'uso. Se durante la curvatura ad arco si rileva un indurimento da lavoro a freddo, è necessaria una ricottura immediata.
2. La qualità dei pezzi piegati ad arco dipende in larga misura dal calcolo accurato delle dimensioni non piegate, spesso determinate da metodi pratici di confronto e di calcolo.
① Metodo di confronto pratico.
Premere la carta in modo che si pieghi secondo la forma dell'oggetto o dello stampo e avvolgerla intorno all'oggetto o allo stampo. Tagliare la carta lungo il bordo dell'oggetto o dello stampo, quindi le dimensioni del fustellato possono essere ottenute aggiungendo un margine appropriato in base alle dimensioni della carta non piegata.
Se la quantità di prodotto è elevata, le dimensioni ottenute possono essere regolate attraverso una produzione di prova e si può realizzare una sagoma vuota per il taglio in lotti. Questo metodo non è molto preciso e presenta un'ampia tolleranza.
② Metodo di calcolo.
Il metodo di calcolo viene eseguito in base alla forma espansa del pezzo. Per il pezzo piegato ad arco emisferico mostrato nella Figura 4, la sua forma espansa è circolare e per il taglio è necessario solo il diametro del pezzo grezzo. Il diametro del pezzo grezzo può essere calcolato con la seguente formula:
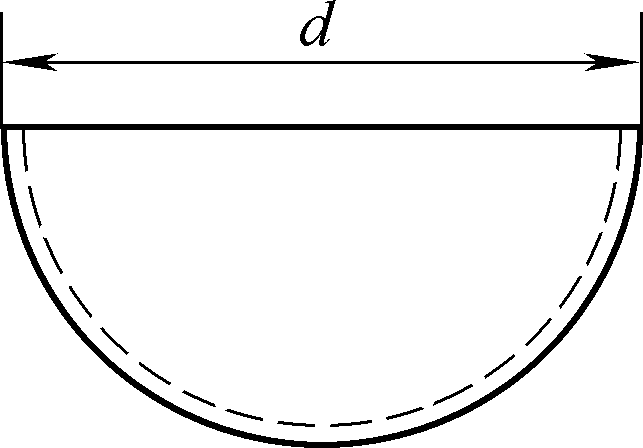
D=√(2d2)=1.414d
Nella formula
Questo algoritmo utilizza valori approssimativi e non tiene conto dell'allungamento del materiale durante la curvatura dell'arco, per cui è necessario rifilare i bordi dopo la curvatura dell'arco e l'eccedenza rappresenta il margine di rifilatura.