Fondamenti di tornitura: Dagli utensili alla manipolazione del pezzo
Immaginate un utensile così preciso da poter modellare un foro alla perfezione. Questa è l'essenza della tornitura a tazza, una tecnica fondamentale nell'ingegneria meccanica. In questo articolo esplorerete le basi della tornitura a tazza, dai suoi principi alle applicazioni pratiche. Preparatevi a capire come questo processo possa migliorare la precisione e l'efficienza dei vostri progetti di lavorazione.
Ultimo aggiornamento:
7 luglio 2024
Condividi il tuo like:
Indice dei contenuti
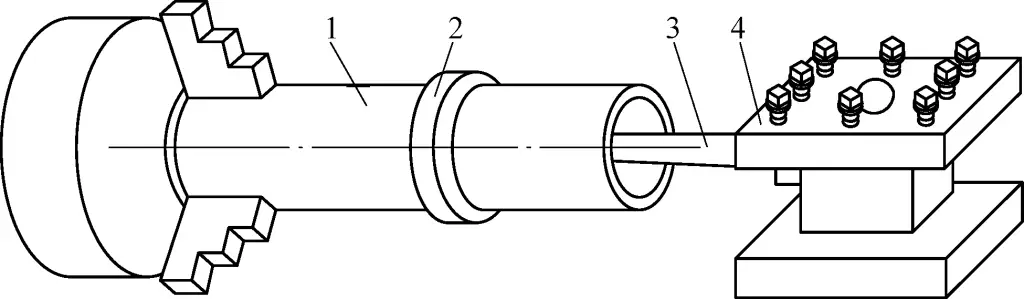
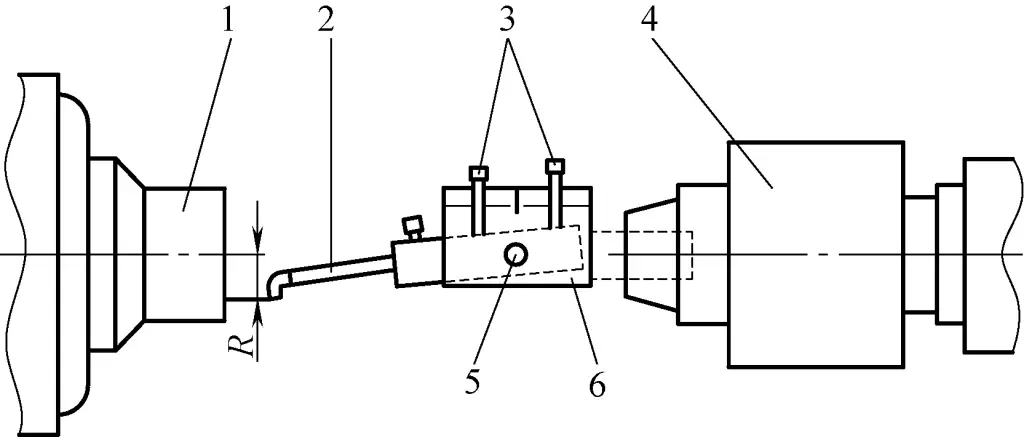
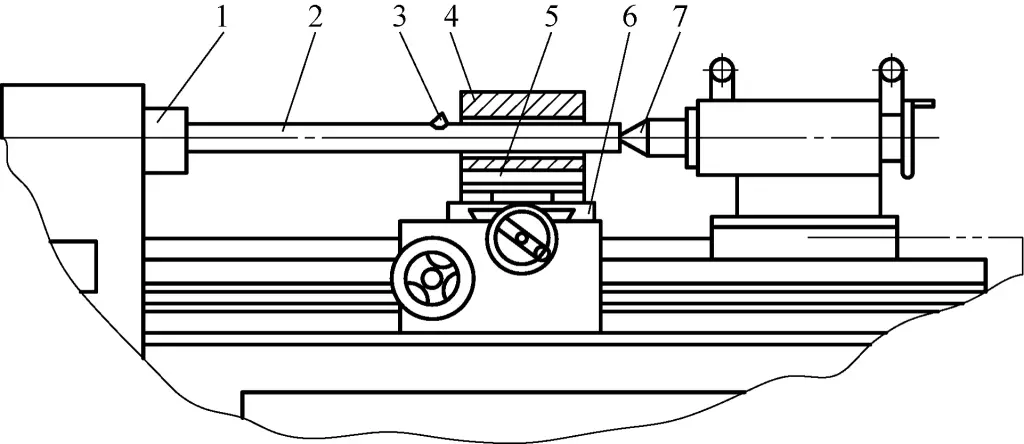
La tornitura di normali pezzi a foro su un tornio è illustrata nella Figura 2-137.
Figura 1 Tornitura di pezzi a foro ordinario su un tornio
1-Anello antivibrazioni 2 pezzi 3-Portautensili di alesatura Postazione a 4 utensili
I. Strumenti di foratura
A causa delle diverse condizioni di foratura e dei diversi materiali del pezzo, anche gli angoli geometrici degli utensili di foratura selezionati differiscono.
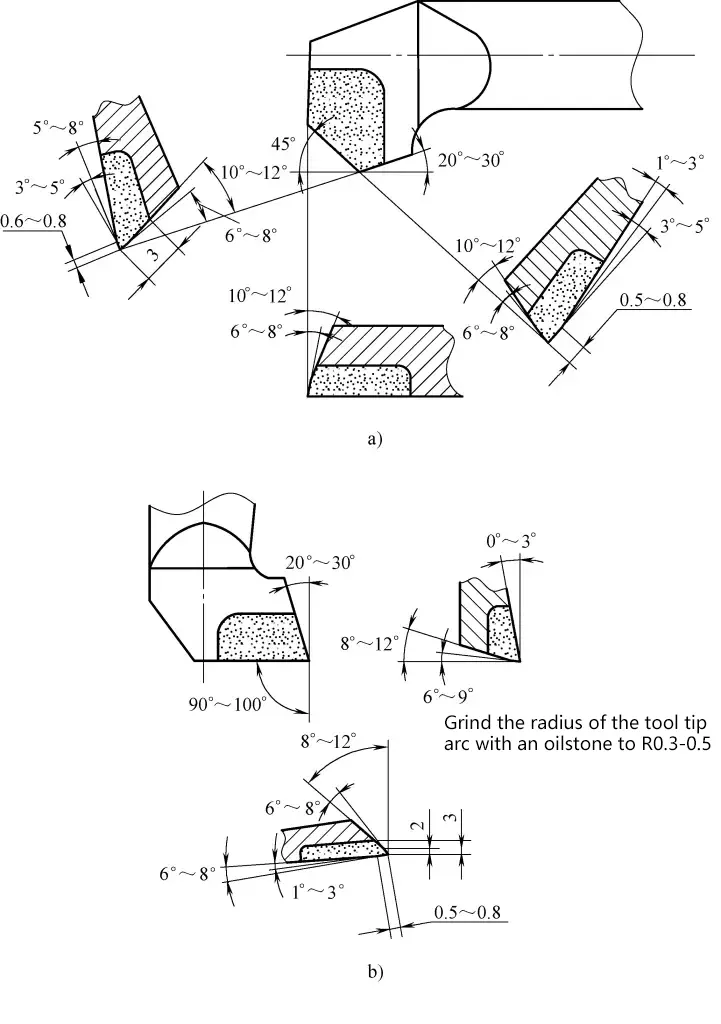
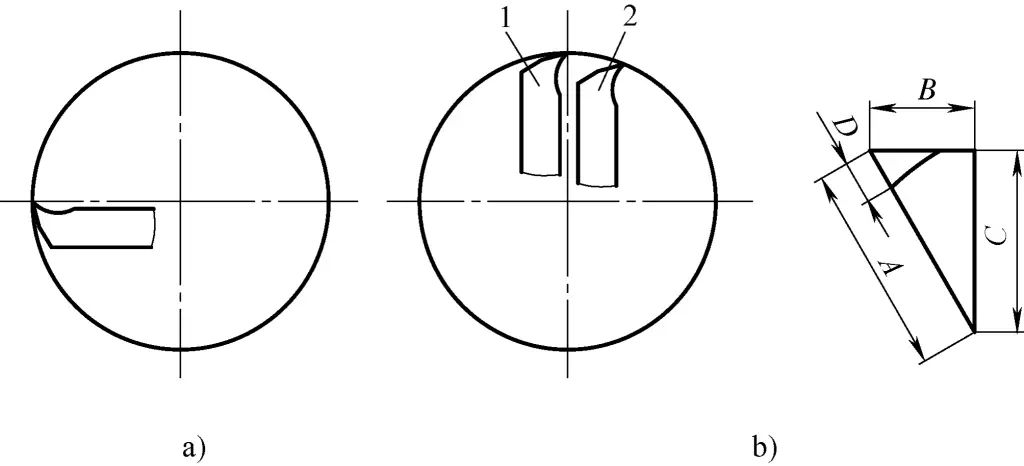
La Figura 2 mostra gli utensili di alesatura utilizzati per la tornitura di fori interni in acciaio temprato (durezza 55-60HRC); la Figura 2a mostra un utensile di alesatura grezzo e la Figura 2b mostra un utensile di alesatura di finitura. Il materiale dell'inserto è il carburo YT30, mentre il portautensili è in acciaio al carbonio di qualità 45, con una durezza di 35-45HRC dopo la tempra.
Figura 2 Utensili di foratura per acciaio temprato
a) Utensile di alesatura grezzo b) Alesatore di finitura
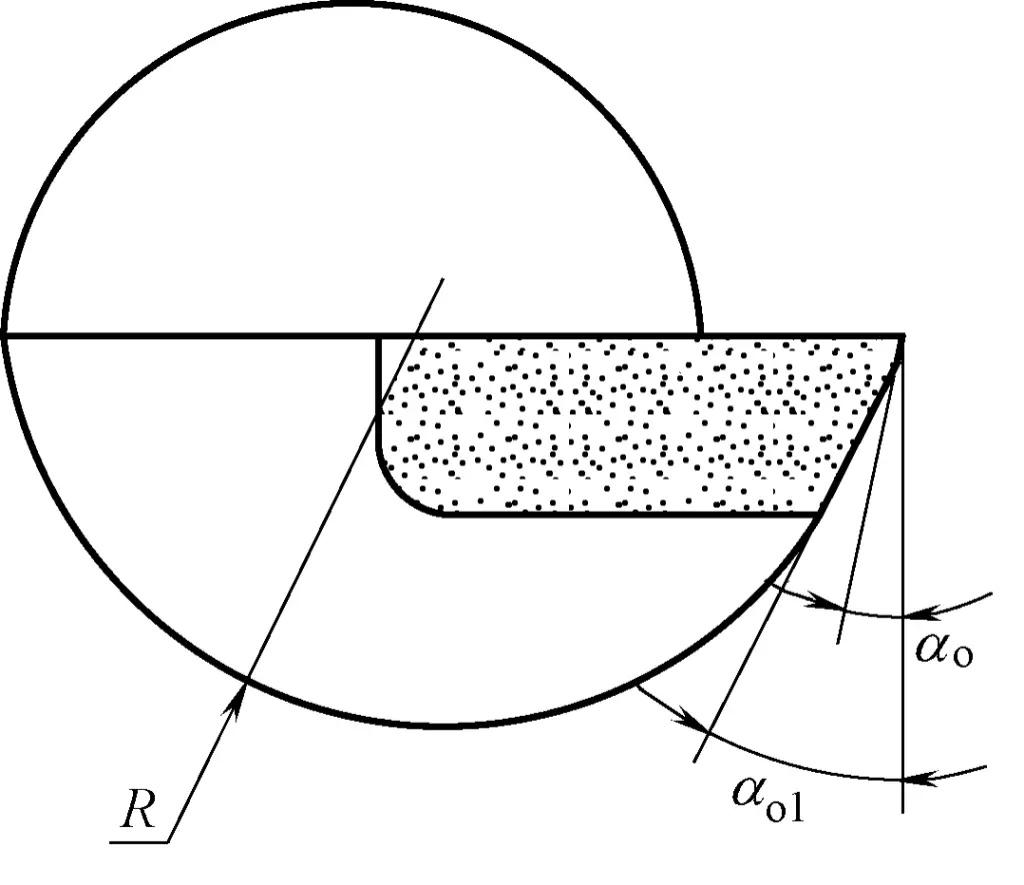
Il valore della rugosità superficiale Ra sul tagliente dell'utensile di alesatura di finitura è di 0,4μm. Durante l'alesatura di piccoli fori, se la superficie inferiore del portautensili entra in contatto e sfrega contro la superficie interna del foro, la parte inferiore del portautensili può essere rettificata in una forma circolare a R, come mostrato nella figura 3.
Figura 3 Fondo del portautensili rettificato a forma di arco circolare
I parametri di taglio utilizzati sono i seguenti. Poiché il pezzo da tornire è in acciaio temprato, i parametri di taglio utilizzati sono i seguenti. velocità di taglio v dovrebbe essere inferiore. Per la foratura di sgrossatura, v=8-12m/min; per la foratura di finitura, v=12-16m/min. Per la foratura grezza, f=0,1-0,15 mm/r; per la foratura di finitura, f=0,05-0,1 mm/r. Per la foratura grezza, la profondità di taglio posteriore a non deve superare 0,05 mm. Fluido da taglio non viene utilizzato.
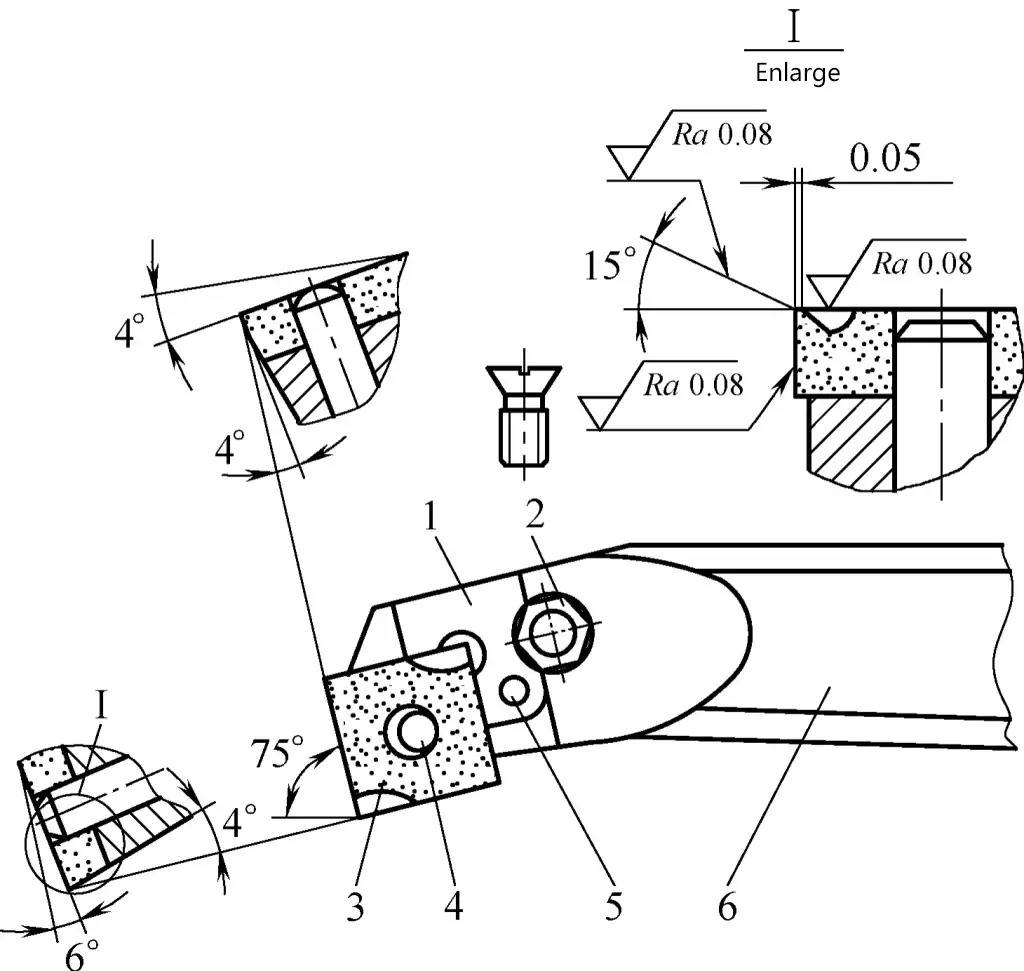
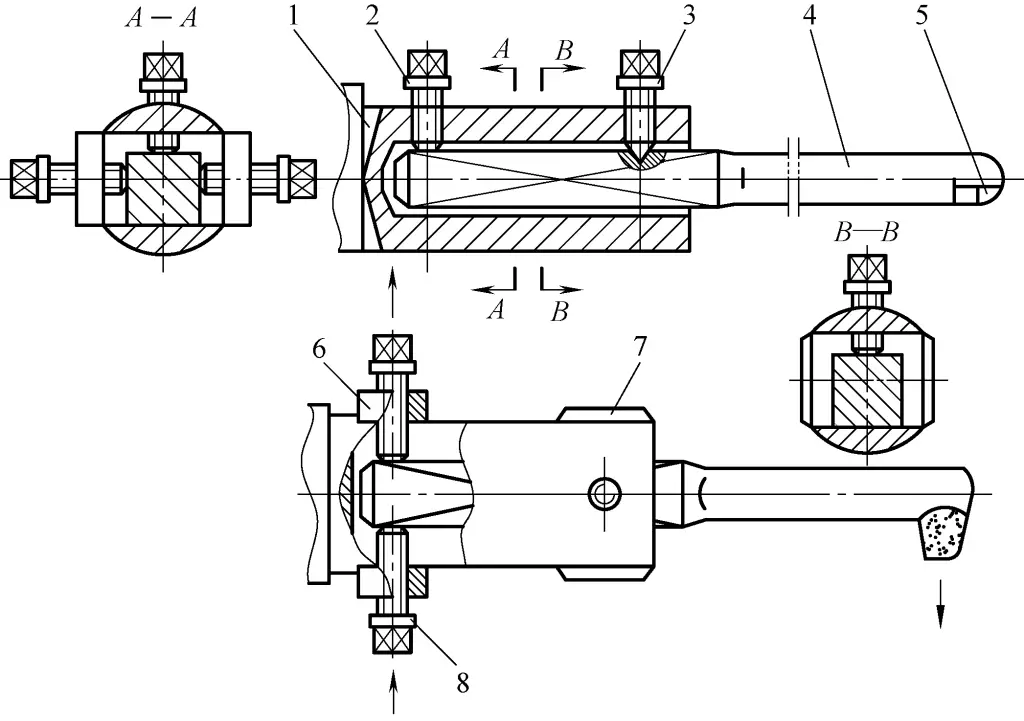
Figura 4 Utensile per l'alesatura di tubi a parete sottile montato a macchina
1-Inserire il blocco di bloccaggio 2-Vite di serraggio 3-Inserimento Perno a 4 cilindri 5-Perno di rotazione Gambo a 6 utensili
La Figura 6 mostra un utensile per l'alesatura di tubi a parete sottile, con angolo di spoglia γ=15°, angolo del tagliente principale K=75°, larghezza della scanalatura rompitruciolo di 2 mm e rugosità superficiale della faccia anteriore Ra <0,8μm. Durante l'alesatura, il taglio è fluido e rapido e i trucioli appaiono di colore bianco-argento. I parametri di taglio selezionati sono: velocità di taglio v=80m/min, velocità di avanzamento f=0,1mm/r.
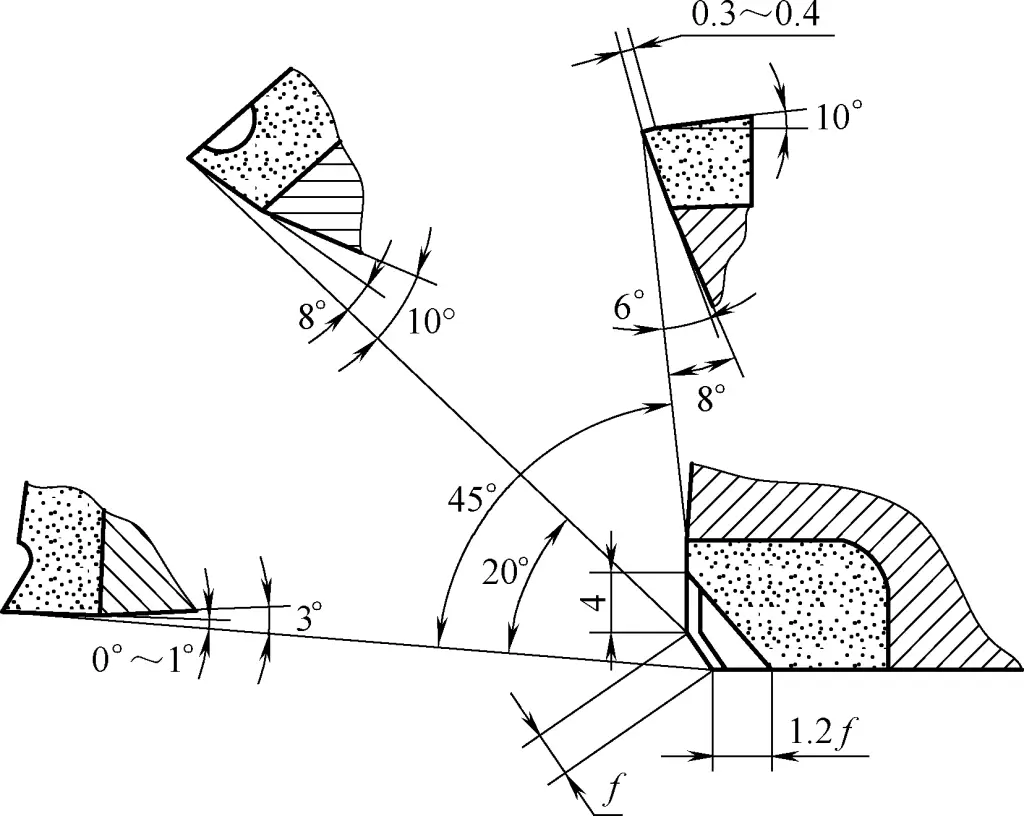
La geometria dell'utensile di alesatura per la tornitura ad alta velocità di fori fusi è illustrata nella Figura 5. L'utensile utilizza inserti in metallo duro di tipo YG. Utilizza inserti in carburo di tipo YG. Il tagliente è costituito da un tagliente principale lungo 4 mm, un tagliente intermedio lungo 1 mm e un tagliente di lucidatura con una larghezza di 1,2f (f è la velocità di avanzamento). Il tagliente principale viene utilizzato per la lavorazione di sgrossatura, il tagliente intermedio per la semifinitura e il tagliente di lucidatura per la lucidatura della superficie interna del foro già tornita.
Figura 5 Utensile di alesatura per la tornitura ad alta velocità di fori fusi
Questo utensile di alesatura ha un angolo di spoglia γ=10°, un angolo di spoglia α=8°, ma l'angolo di spoglia del bordo di lucidatura è di solo 1°. Se sfrega contro la parete del foro durante l'alesatura, la superficie inferiore dell'utensile può essere arrotondata. I parametri di taglio utilizzati sono: velocità di taglio v=200m/min, avanzamento f=0,5mm/r.
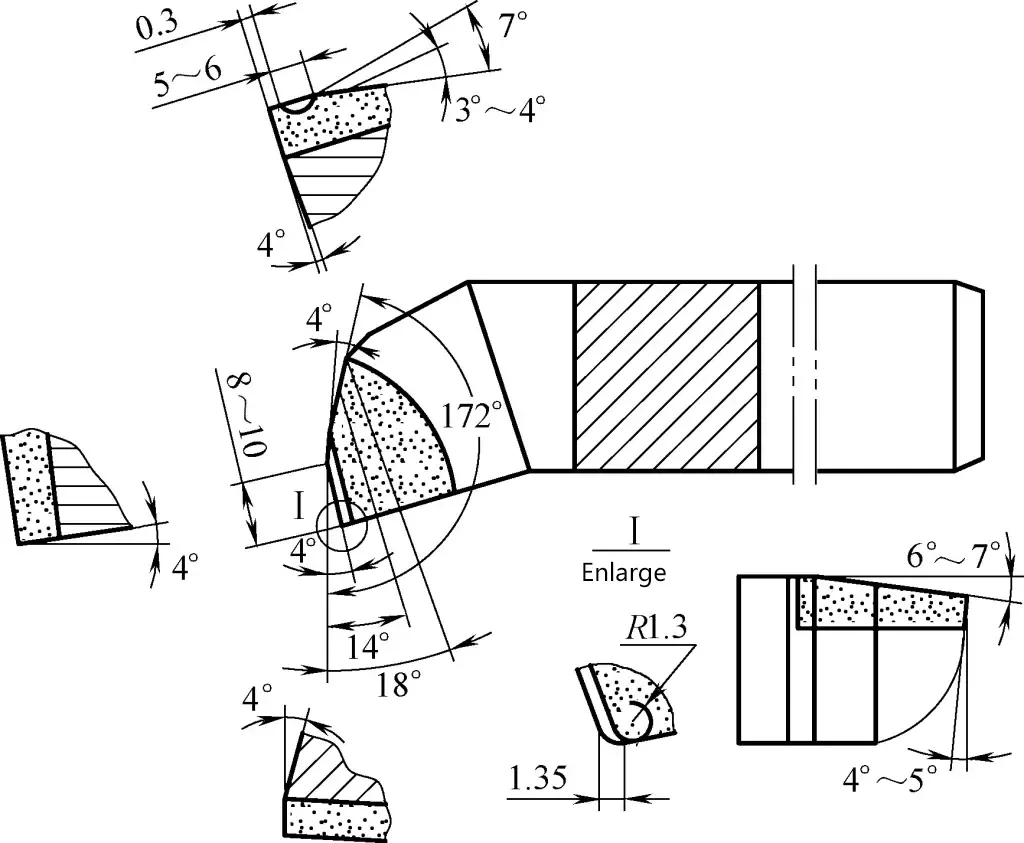
La Figura 6 mostra un utensile di foratura ad alta potenza con tagliente a linea spezzata, che utilizza inserti in metallo duro YT15. Questo utensile di alesatura è molto efficace se utilizzato su torni orizzontali CA6140 e torni di medie dimensioni per la tornitura di fori interni corti e spessi con diametri di 60-150 mm in pezzi di acciaio.
Figura 6 Utensile di alesatura ad alta potenza con tagliente a linea spezzata
Questo utensile per barenatura utilizza angoli di spoglia disuguali e il tagliente principale ha una forma a linea spezzata. Durante l'alesatura, i taglienti destro e sinistro sono soggetti a forze che bilanciano e compensano adeguatamente le forze di taglio, riducono la forza di taglio radiale e rendono il processo di taglio più stabile. Il tagliente principale forma angoli con la piattaforma rompitruciolo e la superficie inclinata di scarico del truciolo, migliorando l'evacuazione del truciolo e consentendo una rottura naturale del truciolo.
L'angolo del tagliente principale è doppio e relativamente ampio. Rispetto agli utensili di alesatura generici, aggiunge un angolo di cuneo della punta dell'utensile di 172° ed è rettificato con uno smusso negativo e un raggio della punta dell'utensile, migliorando la resistenza dell'utensile e prolungandone la durata. Il materiale del portautensile è acciaio al carbonio di qualità 45. Trattandosi di un utensile per alesatura ad alta potenza, le dimensioni del portautensili devono essere adeguatamente maggiori per aumentare la rigidità e ridurre le vibrazioni.
I parametri di taglio utilizzati sono: velocità di taglio v=140-150m/min; profondità di taglio posteriore a=12-15mm; velocità di avanzamento f=0,3-0,5mm/r.
Durante l'installazione, l'utensile di alesatura deve essere più alto di 1,5-2 mm rispetto al centro del pezzo.
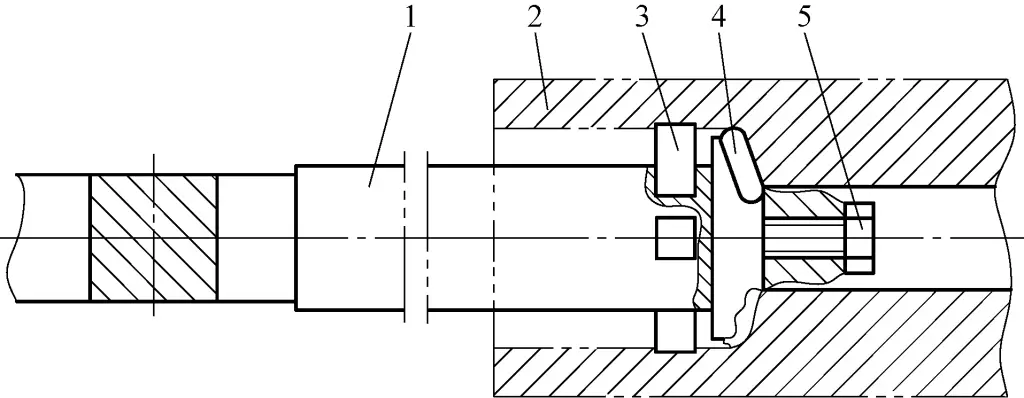
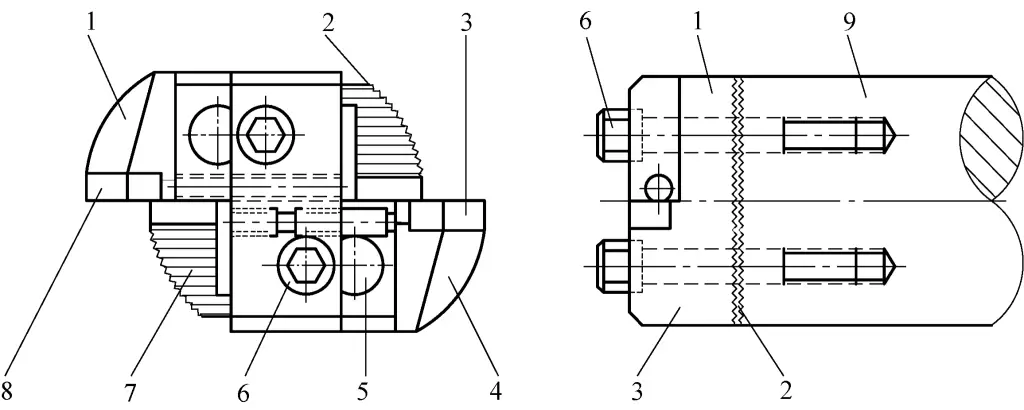
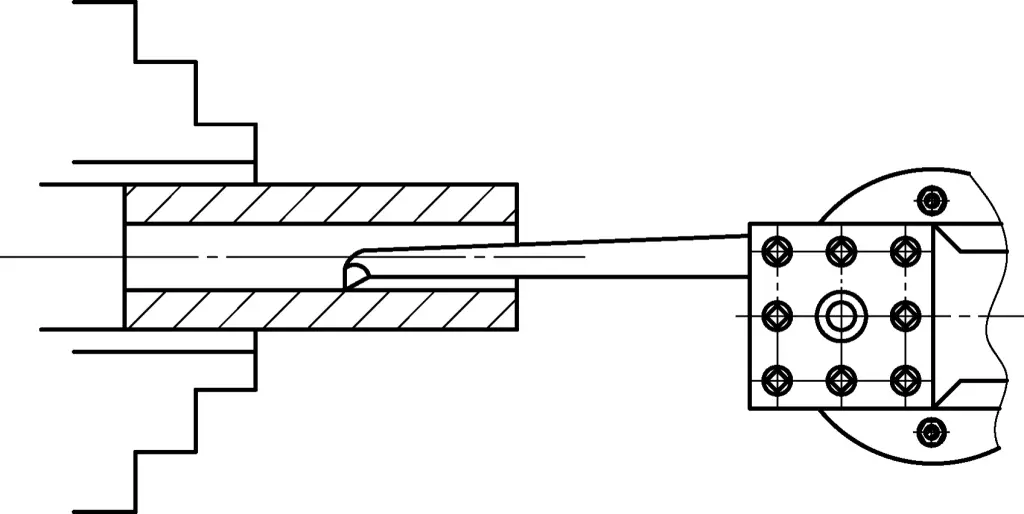
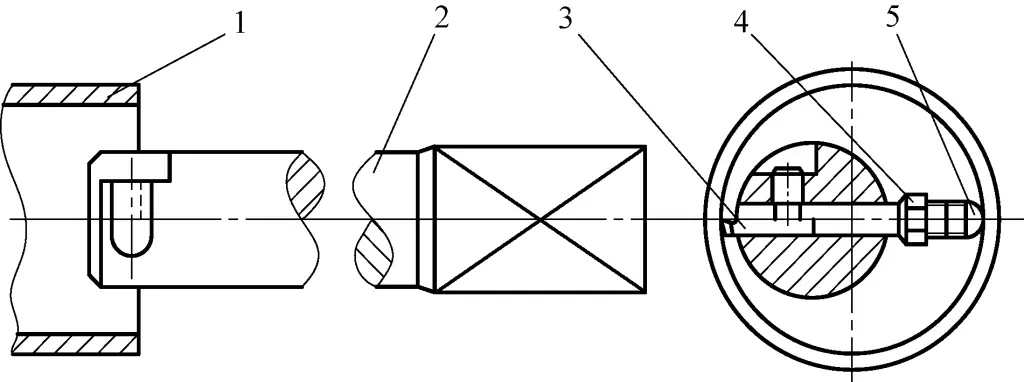
Per la produzione su larga scala, per migliorare l'efficienza e garantire la qualità dell'alesatura, si può utilizzare anche l'utensile di alesatura illustrato nella Figura 7. Si tratta di un utensile di alesatura ad alta efficienza che può essere utilizzato quando la tolleranza di lavorazione è elevata o per la tornitura di fori lunghi con tolleranza di lavorazione non uniforme.
La struttura è quella di una fresa a inserto con testa dell'utensile a doppio taglio. Quattro blocchi di supporto in lega sono saldati uniformemente sul retro della testa dell'utensile; il diametro esterno dei blocchi di supporto in lega è inferiore di circa 0,04 mm rispetto al diametro interno del foro praticato dalla testa dell'utensile.
Figura 7 Utensile di foratura a doppio taglio ad alta efficienza
1-Portautensili 2 pezzi 3-Blocco di supporto in lega 4-Testa dell'utensile di alesatura a doppio tagliente 5-Vite di fissaggio
Durante la lavorazione, il gambo dell'utensile viene bloccato sul portautensili, con l'asse allineato al centro di rotazione. Durante l'alesatura, la testa dell'utensile a doppio taglio taglia per prima, immediatamente seguita dal blocco di supporto in lega che sostiene il foro interno.
Il diametro esterno dei quattro blocchi di supporto in lega deve essere leggermente inferiore al diametro del foro praticato dalla testa dell'utensile. Durante il processo di alesatura, i blocchi di supporto in lega forniscono un sostegno, assicurando la rigidità del gambo dell'utensile e fungendo al contempo da raschiatori per migliorare la cilindricità del foro interno e ridurne la rugosità superficiale.
Quando si lavorano fori lunghi o si eseguono tagli di grande ampiezza, la maggiore ampiezza di lavorazione allarga i trucioli. In questo caso, è possibile rettificare diverse scanalature rompitruciolo dietro il tagliente principale per facilitare la rimozione dei trucioli e garantire l'ingresso del fluido da taglio.
La velocità di taglio v c di questo utensile di alesatura è di 140 m/min, con un avanzamento f=0,2 mm/r. Per i pezzi con una tolleranza di circa 40 mm, il taglio può essere completato in una sola passata.
II. Forme strutturali dei gambi degli utensili
Le strutture degli steli degli utensili per tornio sono diverse, determinate dalle condizioni del pezzo e dai requisiti di lavorazione. Di seguito vengono presentati oltre 10 tipi di codoli per utensili di alesatura da selezionare.
1. Gambo dell'utensile di alesatura ordinario
(1) Gambo dell'utensile 1
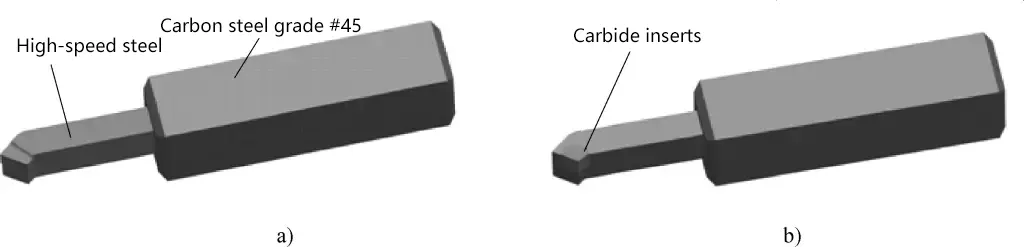
Come illustrato nella Figura 8, viene forgiato da una piastra di acciaio piegata, con una punta in metallo duro saldata alla testa dell'utensile per l'uso; in alternativa, un materiale di acciaio ad alta velocità può essere forgiato integralmente nella forma dell'utensile di alesatura richiesto (senza bisogno di saldare la testa dell'utensile).
Figura 8 Gambo ordinario dell'utensile di alesatura 1
a) Utensile di foratura integrale in acciaio rapido b) Utensile di alesatura saldato
Durante la foratura, utilizzare il quadrante sulla maniglia della slitta trasversale per controllare la profondità di taglio sul retro.
(2) Gambo dell'utensile 2
Come illustrato nella Figura 9, la testa e il gambo di questo utensile di alesatura sono separati. La testa dell'utensile può essere rimossa allentando la vite, in modo da facilitare l'affilatura e la sostituzione dell'utensile.
Figura 9 Gambo ordinario dell'utensile di alesatura 2
a) Modulo I b) Modulo II c) Modulo III
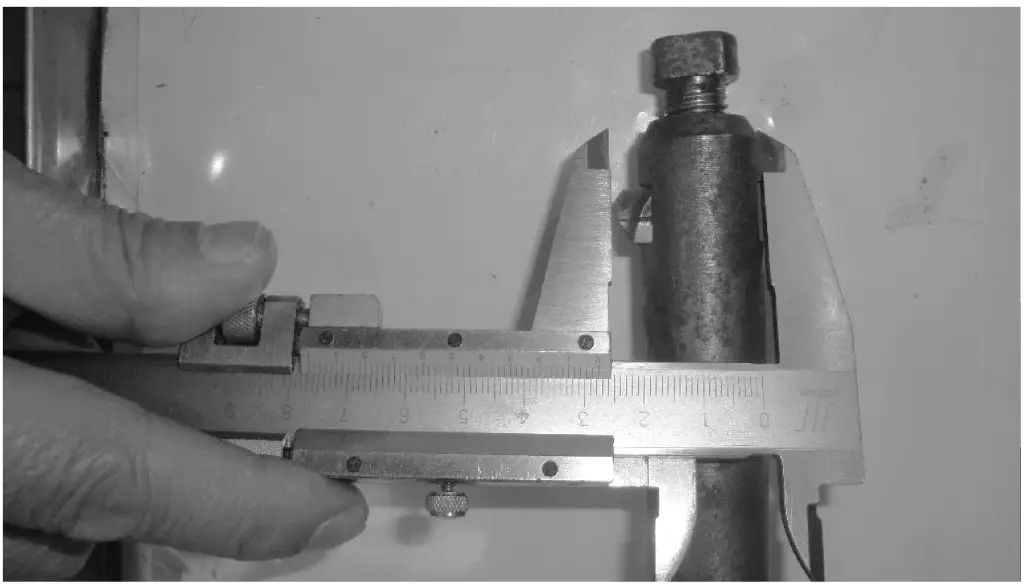
La struttura degli steli degli utensili di alesatura ordinari è la più semplice. Quando si regola la lunghezza di estensione della testa dell'utensile, generalmente si picchietta la testa dell'utensile e poi si usa un calibro per misurare se la lunghezza di estensione soddisfa i requisiti (Figura 10). Se non è adeguata, picchiettare ancora un paio di volte fino a garantire la dimensione del diametro del foro.
Figura 10 Misurazione della distanza di estensione della testa dell'utensile
2. Gambo dell'utensile per alesatura di piccoli fori
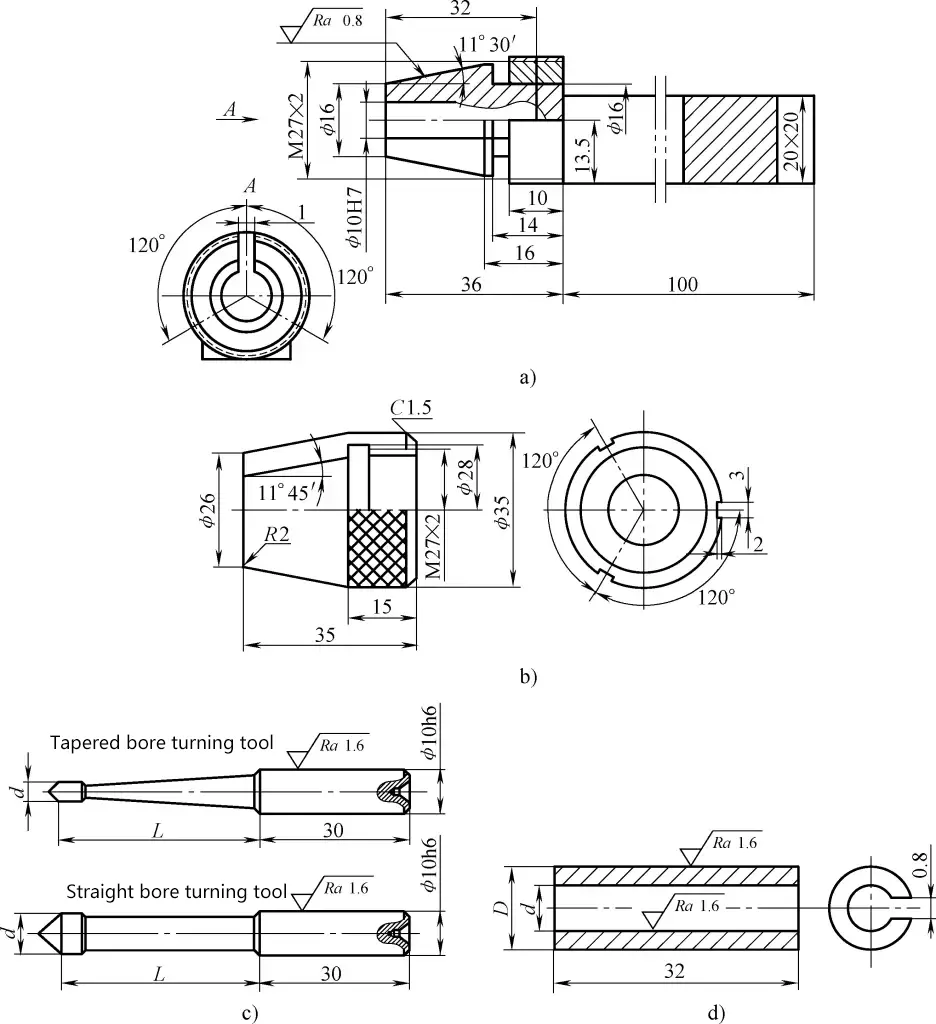
La Figura 11a mostra il corpo principale del gambo dell'alesatore per fori piccoli. Quando si usa, inserire l'utensile per barenatura a foro piccolo (Figura 11c) nel foro del corpo principale e stringere il dado (Figura 11b) per fissare l'utensile per barenatura.
Figura 11 Gambo dell'utensile di foratura piccola
a) Corpo principale del gambo dell'utensile di alesatura b) Dado del gambo dell'utensile di alesatura c) Utensile di foratura per piccoli fori d) Presa aperta
Quando si installa l'alesatore, utilizzare una piccola chiave piegata per agganciare la fessura aperta sul dado. Poiché l'estremità sinistra del corpo principale del gambo dell'alesatore è un corpo elastico temprato, può bloccare saldamente l'alesatore.
Un codolo di alesatore può essere equipaggiato con diverse specifiche di utensili di alesatura per soddisfare le esigenze di lavorazione di piccoli fori di diametro diverso. Questo tipo di codolo di alesatore, se utilizzato con una presa aperta (Figura 11d), può anche contenere punte da centro di piccole dimensioni, punte da trapano, alesatori, ecc. per altre forme di lavorazione.
3. Gambo dell'utensile di alesatura con scanalatura a spirale
Quando si usa, inserire il gambo dell'utensile piccolo nel foro del gambo dell'utensile di alesatura e stringere il dado per fissare il gambo dell'utensile piccolo. Questo tipo di codolo (Figura 12) è molto adatto per l'alesaggio di fori con diametri di 20-40 mm. Durante il taglio è necessario utilizzare abbondantemente il liquido da taglio.
Figura 12 Gambo dell'utensile di alesatura con scanalatura a spirale
1-Dado Morsetto per 2 utensili 3 - Gambo dell'utensile piccolo Foro per 4 utensili 5-Stelo dell'utensile di foratura
Il gambo dell'utensile di alesatura con scanalatura a spirale consente di scaricare i trucioli lungo la scanalatura a spirale, evitando l'intasamento dei trucioli. Per ridurre le vibrazioni e aumentare la profondità di taglio posteriore, il diametro del codolo dell'utensile deve essere opportunamente aumentato in fase di produzione. Il gambo di questo utensile è adatto per l'alesaggio di fori passanti e deve essere utilizzato con fluido da taglio.
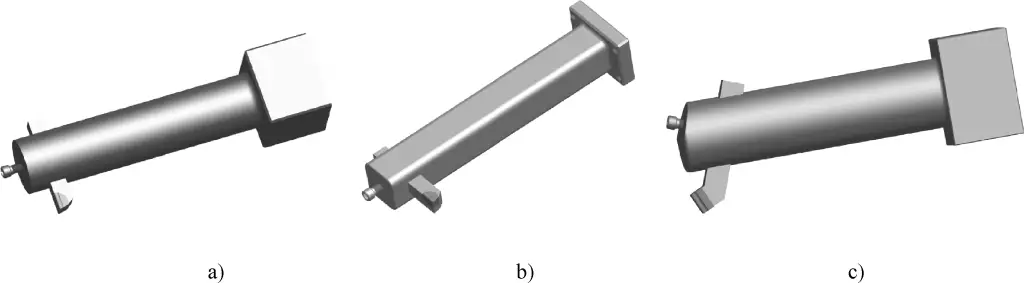
4. Gambo dell'utensile di alesatura regolabile a perno
(1) Gambo dell'utensile 1
Come illustrato nella Figura 13, ruota attorno a un perno che funge da perno. Quando si stringe la vite sinistra e si allenta la vite destra, il diametro di alesaggio aumenta; quando si stringe la vite destra e si allenta la vite sinistra, il diametro di alesaggio diminuisce. Inserire la testa del mandrino nel foro conico della contropunta o rendere conica la parte dell'impugnatura del corpo del mandrino per inserirla direttamente nel foro conico della contropunta.
Figura 13 Gambo dell'utensile di alesatura regolabile a perno 1
1 pezzo 2-Strumento di foratura A 3 viti A 4 pin Corpo a 5 mandrini Testa a 6 mandrini
(2) Gambo dell'utensile 2
Come mostrato nella Figura 14, il gambo di questo utensile di alesatura utilizza una forma quadrata. Quando si usa, si inserisce nel foro quadrato del corpo dell'utensile e si blocca con la vite di fissaggio e la vite di pressione del perno. La vite di pressione del perno funge anche da punto di rotazione. Durante l'uso, ruotare la vite di regolazione per ruotare il gambo dell'utensile di alesatura attorno alla vite di pressione del perno con l'angolo appropriato per la regolazione fine.
Figura 14 Gambo dell'utensile di foratura regolabile a perno 2
1-Corpo dell'utensile 2-Vite di fissaggio 3-Vite di pressione del perno 4-Stelo dell'utensile di foratura Testa a 5 utensili Ferro a 6 piazze 7-Blocco di collegamento 8-Vite di regolazione
Il gambo di questo utensile di alesatura è progettato in base al principio della leva.
5. Gambo dell'utensile di alesatura rotante
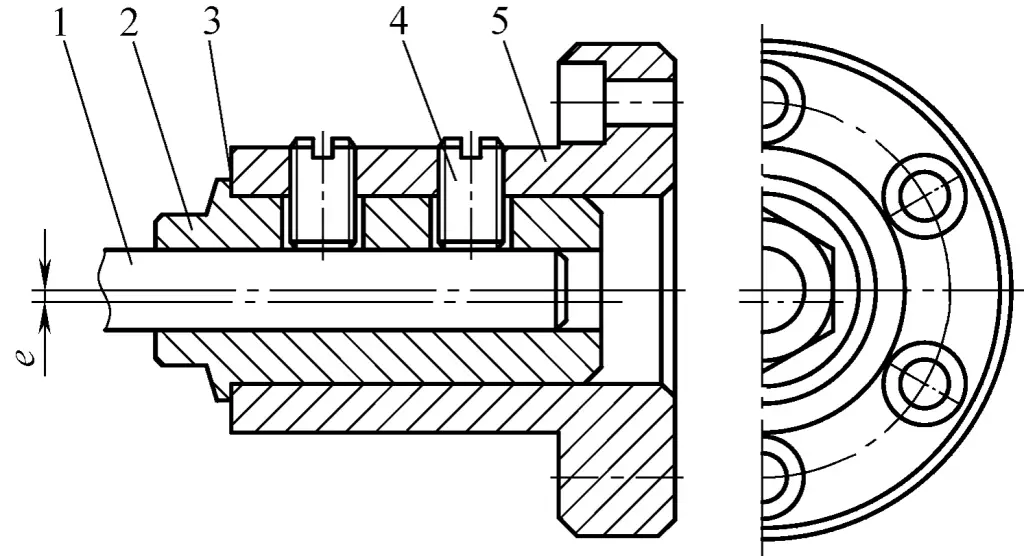
Come mostrato nella Figura 15, il suo corpo principale è collegato alla flangia del mandrino del tornio. Il foro interno del manicotto eccentrico ha un'eccentricità e rispetto al cerchio esterno (l'eccentricità e viene determinata in base alle situazioni specifiche). Per regolare la dimensione dell'alesaggio, allentare la vite di fissaggio e ruotare il manicotto eccentrico.
Figura 15 Gambo dell'utensile di alesatura rotante
1-Stelo dell'utensile 2-Bussola eccentrica Linea a 3 scale 4-Vite di fissaggio 5-Corpo principale
Su entrambe le facce del manicotto eccentrico e del corpo principale sono presenti linee di scala. L'entità della regolazione è visibile dalle linee della scala. Dopo la regolazione, serrare la vite di fissaggio. Il gambo di questo utensile di alesatura è adatto per l'esecuzione di fori relativamente piccoli.
6. Meshing Tool Shank
Come illustrato nella Figura 16, sia sulla faccia finale del gambo dell'utensile di alesatura che sulla parte inferiore della testa dell'utensile sono presenti denti appuntiti equidistanti, che si intrecciano l'uno con l'altro. Due teste di utensili, 1 e 2, sono installate a 180° l'una rispetto all'altra all'estremità anteriore del gambo dell'utensile di alesatura.
Figura 16 Meshing Tool Shank
1-Testa di attrezzo 1 Denti a 2 punte Inserto 3 utensili 2 Testa a 4 utensili 2 Scanalatura a 5 denti 6 viti 7-Strumento di foratura Inserto 8 utensili 1 9-Stelo dell'utensile di foratura
Gli inserti sono saldati sulla testa dell'utensile, che presenta una lunga scanalatura. Per regolare la distanza di estensione dell'inserto, allentare la vite e la testa dell'utensile può muoversi radialmente lungo la scanalatura del dente. Serrare la vite dopo la regolazione. I denti appuntiti devono essere temprati in modo da avere una certa durezza per evitare danni e deformazioni.
7. Spostamenti inclinati per la messa a punto del gambo dell'utensile di alesatura
(1) Gambo dell'utensile 1
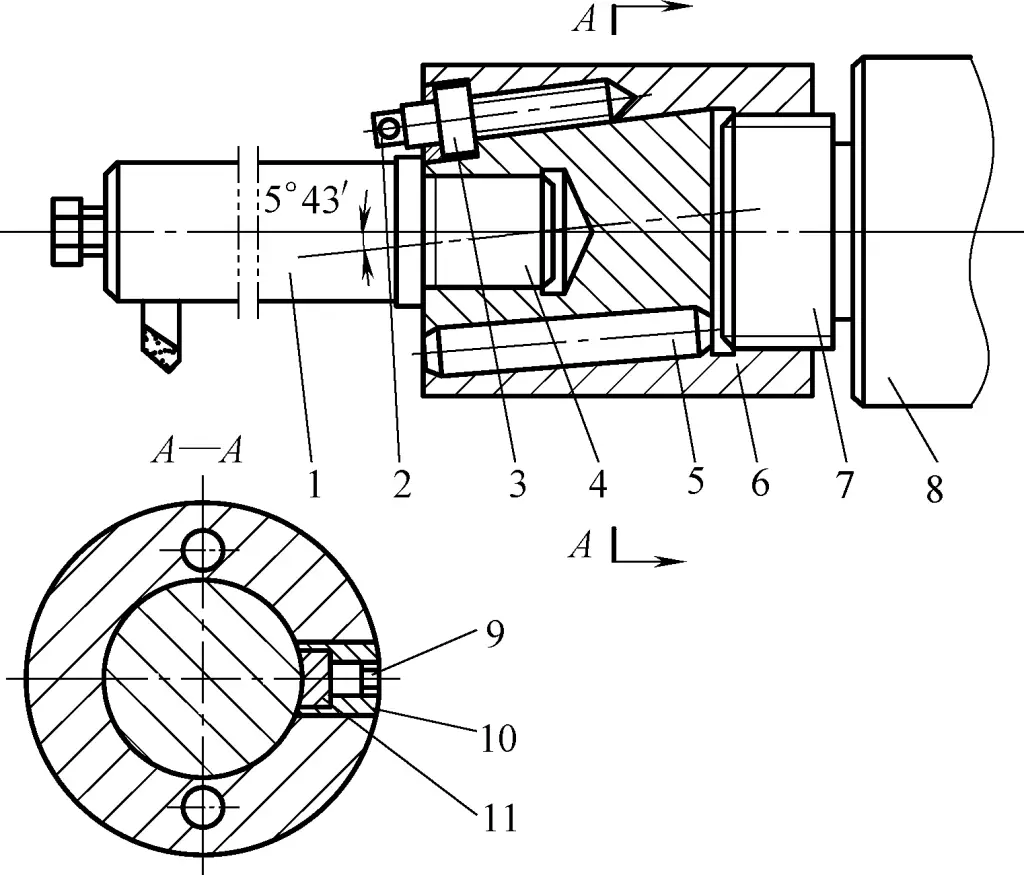
Come mostrato nella Figura 17, il gambo dell'utensile di alesatura 2 è installato nel foro conico del mandrino 1, il gambo dell'utensile 8 è installato nel foro filettato del cilindro interno 5 e il manicotto esterno 3 è collegato al gambo dell'utensile di alesatura 2 tramite filettatura. Il cilindro interno 5 e il manicotto esterno 3 hanno un accoppiamento scorrevole.
Figura 17 Spostamento inclinato Messa a punto dell'utensile di alesatura Gambo 1
1 mandrino 2-Stelo dell'utensile di foratura 3 - Manicotto esterno Perno a 4 cilindri 5 Cilindro interno Anello 6-Zero 7-Articolo a vite di regolazione fine Gambo a 8 utensili Vite a testa esagonale 9 10 Manicotto filettato 11-Rondella di fissaggio in ottone
L'asse centrale del foro interno del manicotto esterno 3 è inclinato di 5°43′ rispetto all'asse del gambo dell'utensile di alesatura 2. Per regolare l'utensile di alesatura, allentare innanzitutto la vite ad esagono cavo 9, quindi ruotare l'asta della vite di regolazione fine 7 per far muovere radialmente il cilindro interno 5 all'interno della bussola esterna 3 lungo la linea centrale inclinata. Dopo la regolazione, serrare la vite ad esagono cavo 9.
Lo spallamento dell'asta della vite di regolazione fine 7 presenta graduazioni circolari equidistanti. Quando il suo passo è di 1,5 mm, una rotazione completa determina un movimento radiale a del cilindro 5 di: 15mm×sin5°43’=1.5mm×0.0996=0.1494mm≈0.15mm. Se l'asta della vite di regolazione fine 7 ha 30 graduazioni, il movimento radiale per una graduazione è a/30=0,1494mm/30≈0,005mm.
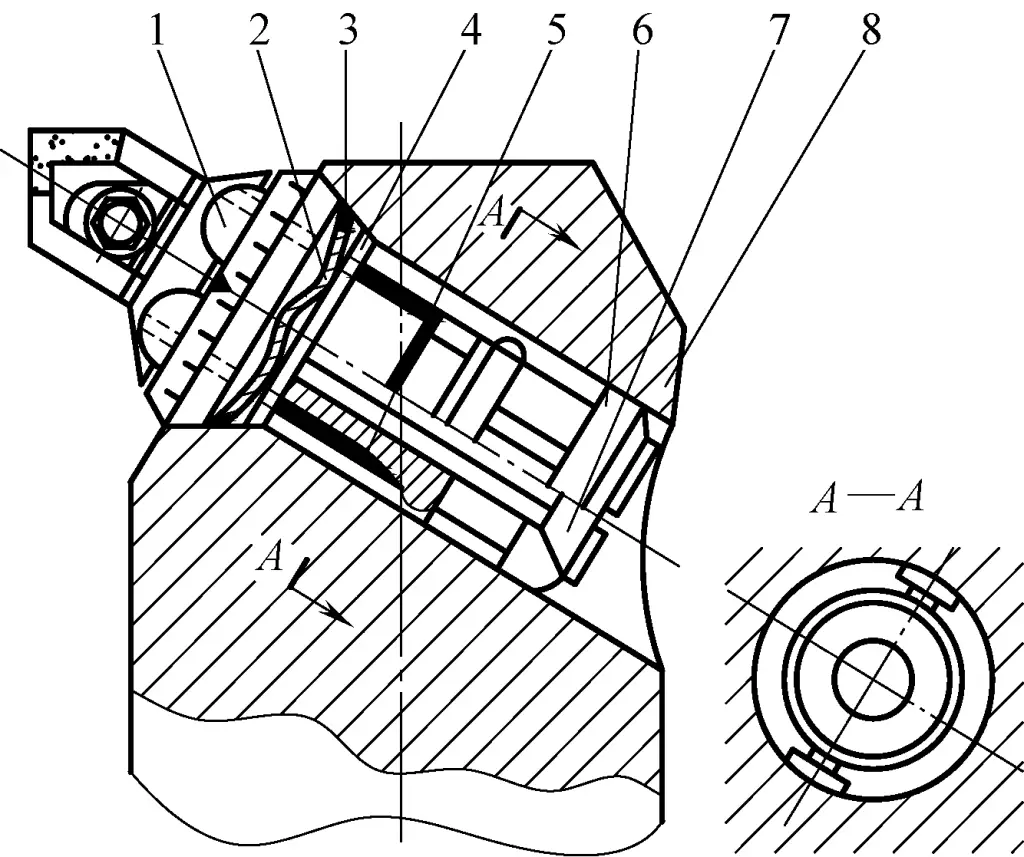
(2) Gambo dell'utensile 2
Come mostrato nella Figura 18, il foro obliquo del gambo di questo utensile di alesatura forma un angolo di 60° con l'asse del gambo dell'utensile. Il foro obliquo ha una doppia cava per la chiave e contiene un'asta per il bloccaggio dell'utensile. La doppia chiave convessa può scorrere nella doppia cava del foro obliquo, con la parte cilindrica che ha un accoppiamento scorrevole con il foro obliquo. La rondella circolare in ferro è fissata nel foro obliquo del gambo dell'utensile di alesatura.
Il dado di indicizzazione viene utilizzato per regolare la distanza di estensione della testa dell'utensile. Dopo aver regolato l'asta della vite di serraggio dell'utensile alla misura desiderata, bloccare insieme la vite e la rondella circolare di ferro. La rondella, la guarnizione di tenuta e l'anello elastico sono utilizzati per la prevenzione e lo smorzamento della polvere.
Figura 18 Spostamento inclinato Messa a punto dell'utensile di foratura gambo 2
1 Dado di indicizzazione 2-Anello elastico 3 - Anello di tenuta 4-Rondella Asta della vite di serraggio a 5 utensili 6-Rondella di ferro circolare 7 viti 8-Stelo dell'utensile di foratura
Sul dado di indicizzazione sono presenti delle graduazioni. Quando il dado di indicizzazione ruota di un giro completo, l'asta della vite di serraggio dell'utensile si sposta di un passo. Ad esempio: se la filettatura è M18×1,5, essendo inclinata di 60° rispetto all'asse del gambo dell'utensile, lo spostamento radiale della punta dell'utensile è di: 1.5mm×sin60°=1.299~1.33mm. Se sulla ghiera sono presenti 65 graduazioni, un grado di rotazione della ghiera determina uno spostamento radiale della punta dell'utensile di 0,02 mm.
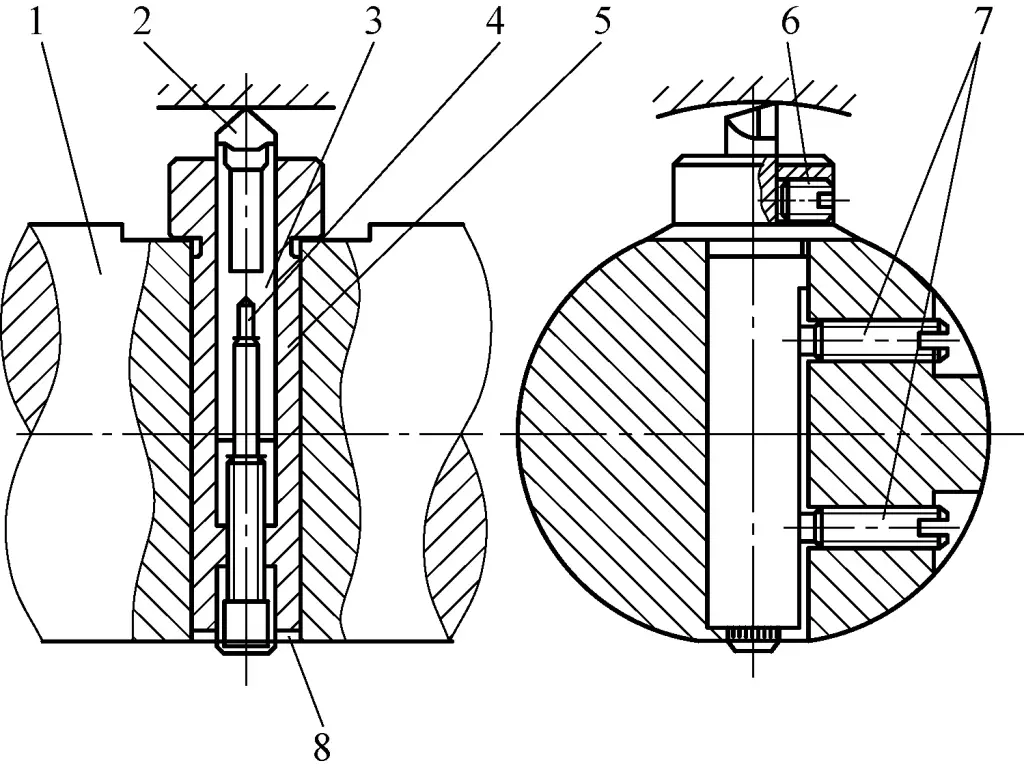
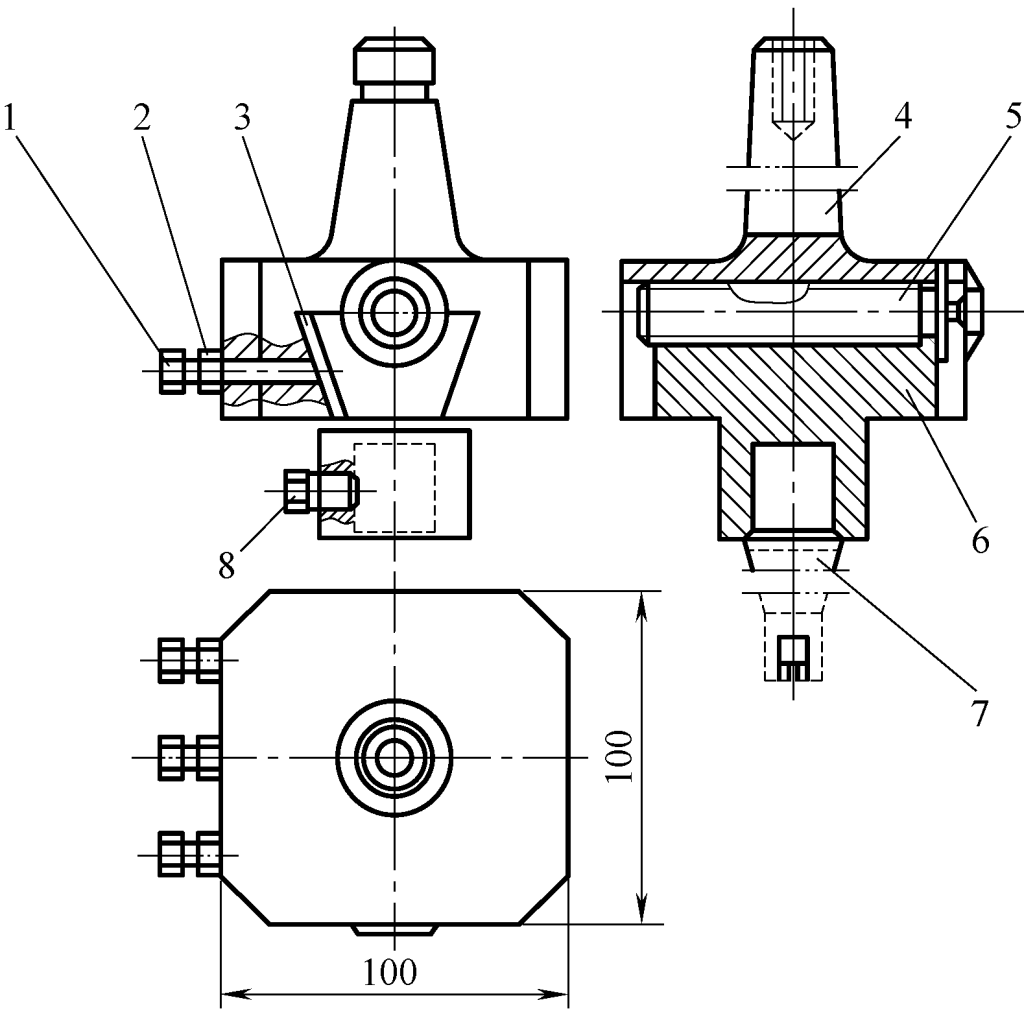
8. Avanzamento verticale della testa dell'utensile Messa a punto del gambo dell'utensile di alesatura
(1) Gambo dell'utensile 1
Come illustrato nella Figura 19, la direzione di regolazione dell'estensione della testa dell'utensile per il gambo dell'utensile di alesatura è perpendicolare all'asse del gambo dell'utensile. Nella figura, il manicotto del corpo principale è montato sul gambo dell'utensile di alesatura e fissato con una vite lunga. La testa dell'utensile è installata nel foro del manicotto di bloccaggio dell'utensile e serrata con una piccola vite.
L'estremità piccola dell'asta della vite è filettata nel foro filettato del manicotto di bloccaggio dell'utensile e l'estremità grande è filettata nel foro filettato del manicotto del corpo principale. I passi delle estremità grandi e piccole dell'asta della vite sono diversi. Per la regolazione, ruotare
Figura 19: Barra di alesatura con testa dell'utensile regolabile verticalmente 1
1 - Barra di alesatura 2 - Testa dell'utensile 3 - Manicotto portautensili 4 - Asta filettata 5 - Manicotto del corpo principale 6 - Vite piccola 7 - Vite lunga 8 - Linee graduate
Per regolare, allentare prima la piccola vite che fissa la testa dell'utensile. Le linee graduate sulla testa dell'asta filettata consentono un controllo preciso del movimento della testa dell'utensile.
(2) Barra di alesatura 2
Come mostrato nella Figura 20, la testa dell'utensile di alesatura sulla barra è cilindrica. Ruotando la vite di regolazione fine 6, la testa dell'utensile di alesatura 4 si sposta radialmente lungo la barra di alesatura. Stringendo o allentando la vite ad esagono cavo 5 si spostano i blocchi scorrevoli 2 e 3 per bloccare o rilasciare la testa dell'utensile 4.
Figura 20: Barra di alesatura con testa dell'utensile regolabile verticalmente 2
1-Barra di alesaggio 2, 3 cursori 4-Testa di taglio Vite a brugola 5-Hex 6-Vite di regolazione fine
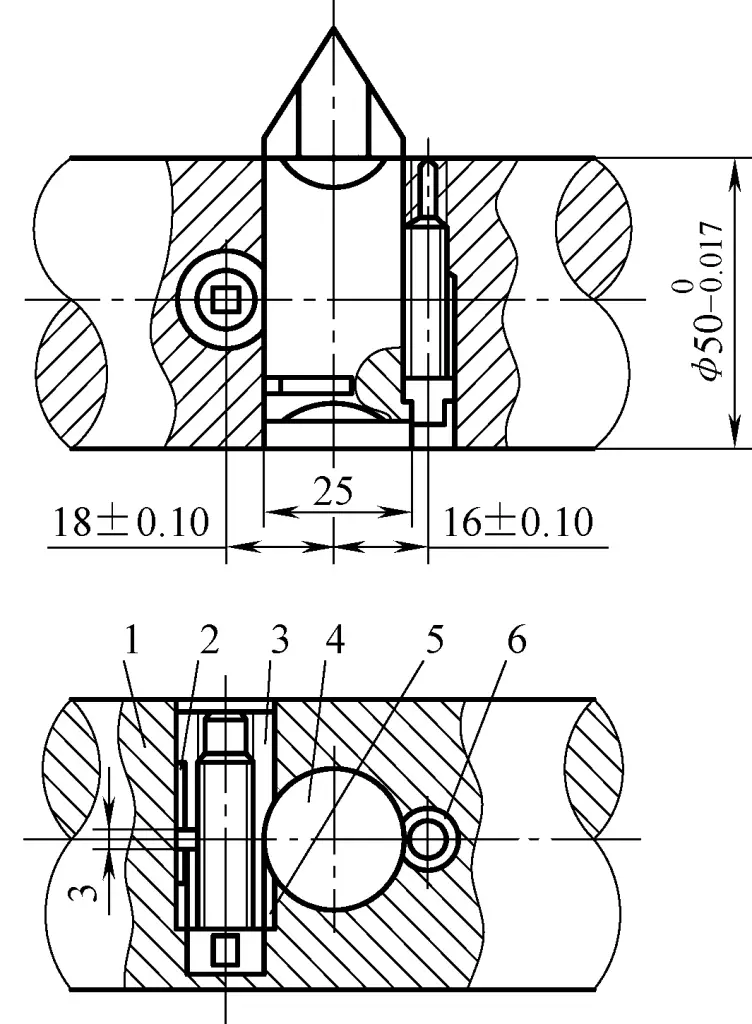
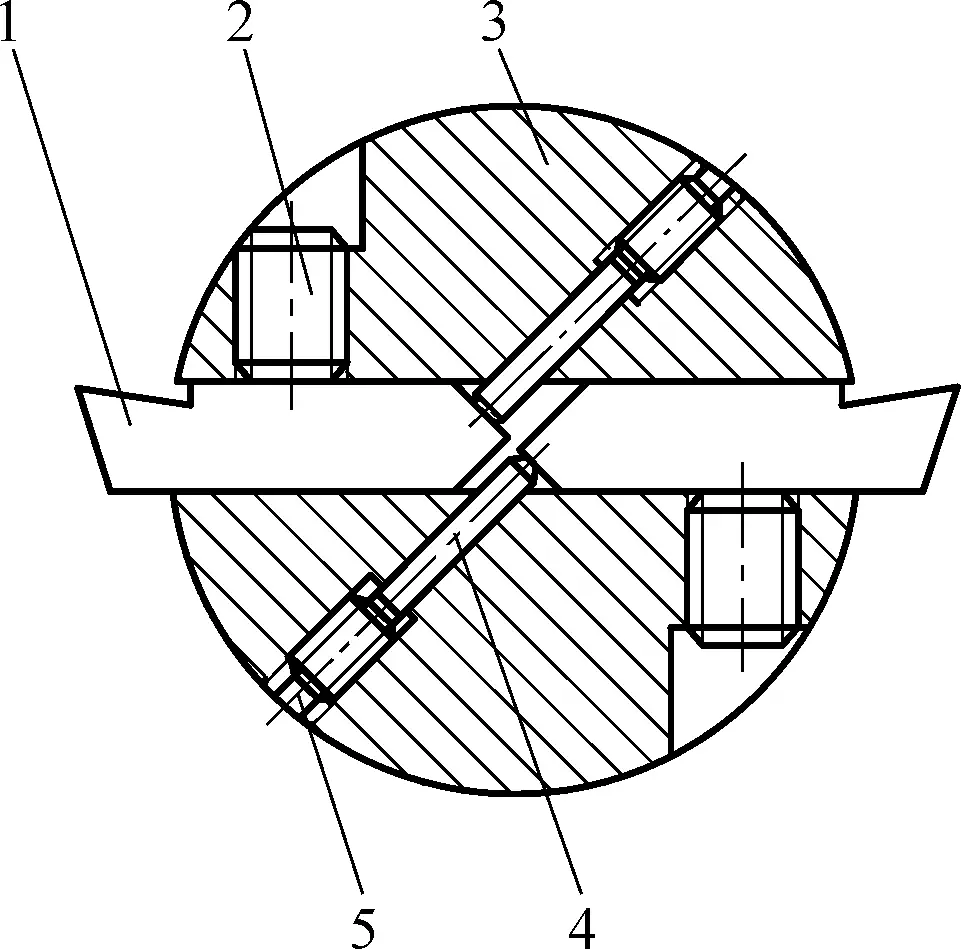
9. Alesatore bidirezionale di precisione
Come mostrato nella Figura 21, un foro quadrato viene lavorato trasversalmente all'estremità della barra di alesatura. Un utensile corto in acciaio ad alta velocità viene inserito da ciascuna estremità. L'estremità interna dell'utensile di alesatura corto viene rettificata a forma di V e fissata con viti di fissaggio. Quando si regola la lunghezza di sporgenza dell'utensile di alesatura corto, la vite di regolazione con un angolo di 45° può essere ruotata per spingere in avanti il perno cilindrico, spostando l'utensile di alesatura corto.
Figura 21 Barra di alesaggio bidirezionale per la regolazione di precisione
1-Strumento di foratura 2-Vite di fissaggio 3-Barra di alesaggio Perno a 4 cilindri 5-Vite di regolazione
Durante l'alesatura, i due utensili corti di alesatura sopportano ciascuno la metà della profondità di taglio posteriore, ovvero uno funge da utensile di alesatura grezza e l'altro da utensile di alesatura fine.
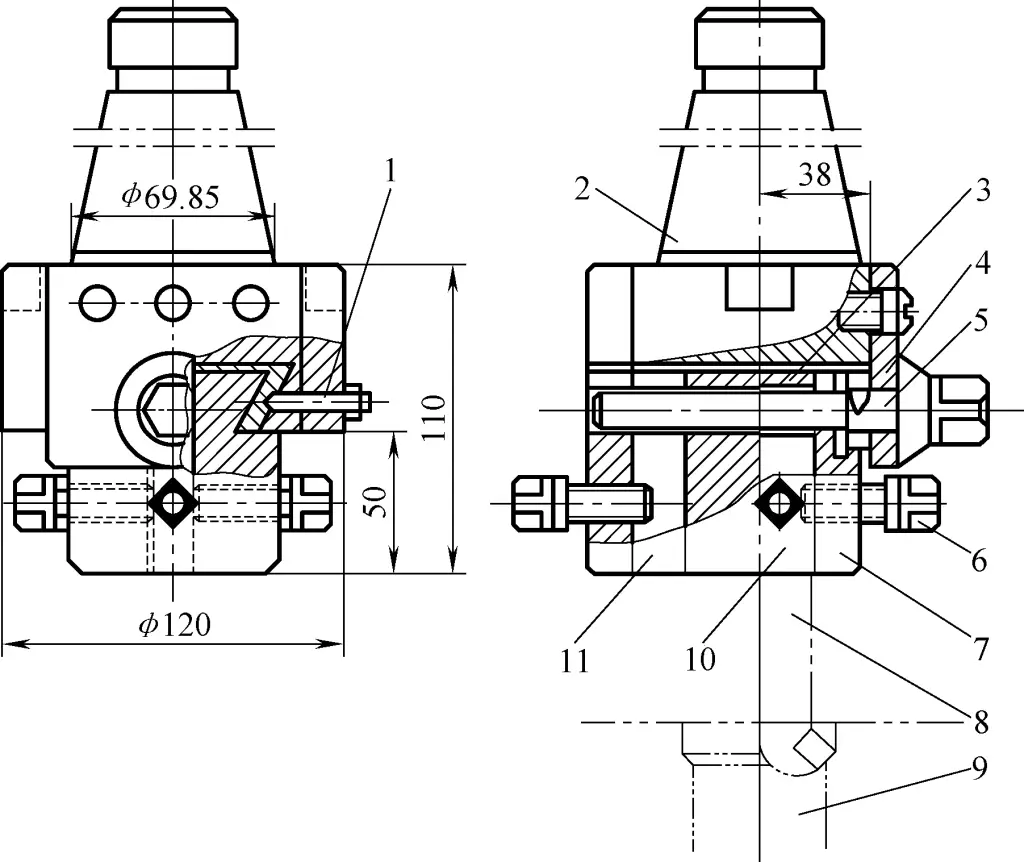
10. Messa a punto della testa di alesaggio
(1) Barra di alesatura 1
(Figura 22) Quando è in uso, il suo gambo conico si adatta al foro conico del mandrino. Dopo averla inserita nel foro conico, utilizzare un timone all'estremità posteriore del mandrino del tornio per tirare la testa di alesaggio, aumentandone la rigidità e impedendone il distacco. Sotto il gambo conico è presente una scanalatura a coda di rondine, in cui scorre un blocco a coda di rondine. Quando si ruota la vite di comando, il blocco a coda di rondine può spostarsi lungo la scanalatura a coda di rondine, regolando il diametro di rotazione della testa di taglio.
Figura 22 Messa a punto della testa di alesaggio 1
1-Vite di bloccaggio 2-Dado di bloccaggio 3-Piastra di regolazione 4-Corpo principale Vite a 5 conduttori 6-Blocco a coda di rondine 7-Barra di alesaggio 8-Vite di fissaggio
Un quadrante graduato è installato a un'estremità della vite di guida per controllare la profondità di taglio posteriore. Il quadrante presenta linee di scala con 100 divisioni. La filettatura della vite di guida è M20×2 e ogni divisione ruotata aumenta la profondità di taglio posteriore di 0,02 mm. La barra di alesaggio è fissata con viti di fissaggio. Per regolare le dimensioni, allentare prima la vite di bloccaggio, quindi ruotare la vite di guida. Dopo la regolazione, serrare la vite di bloccaggio e il dado di bloccaggio.
Nella produzione di questa testa di alesatura, assicurarsi che le filettature interne del blocco a coda di rondine e del corpo principale siano lavorate insieme per garantire un accoppiamento stretto con la vite di guida.
Le strutture della barra di alesatura a regolazione fine sono adatte per l'esecuzione di fori di grande diametro.
(2) Barra di alesatura 2
(Figura 23) Ruotando la vite di piombo, il dado quadrato sposta il blocco a coda di rondine sul portautensili radialmente lungo la scanalatura a coda di rondine, regolando il diametro di rotazione della barra di alesaggio. Dopo ogni regolazione, serrare il dado della vite di bloccaggio.
Figura 23 Messa a punto della testa di alesaggio 2
1-Vite di bloccaggio, dado Gambo conico 2 3-Dado quadrato Piastra di posizionamento a 4 posizioni Vite a 5 conduttori 6 viti Supporto per 7 utensili 8-Barra di alesaggio 9 pezzi 10-Foro di montaggio del primo utensile 11-Foro di montaggio del secondo utensile
Sul portautensili sono presenti due fori di montaggio, con distanze diverse dal centro del gambo conico della barra di alesatura. Quando si eseguono fori grandi, installare la barra di alesatura nel secondo foro di montaggio; per i fori piccoli, utilizzare il primo foro di montaggio. Sul lato di ciascun foro di montaggio, è presente una vite (o possono esserne utilizzate due) per fissare l'utensile di alesatura.
La vite di piombo ha una filettatura rettangolare con un passo di 3 mm. Il quadrante conico presenta 100 linee di scala equidistanti. Ogni tacca ruotata sposta il portautensili di 0,03 mm.
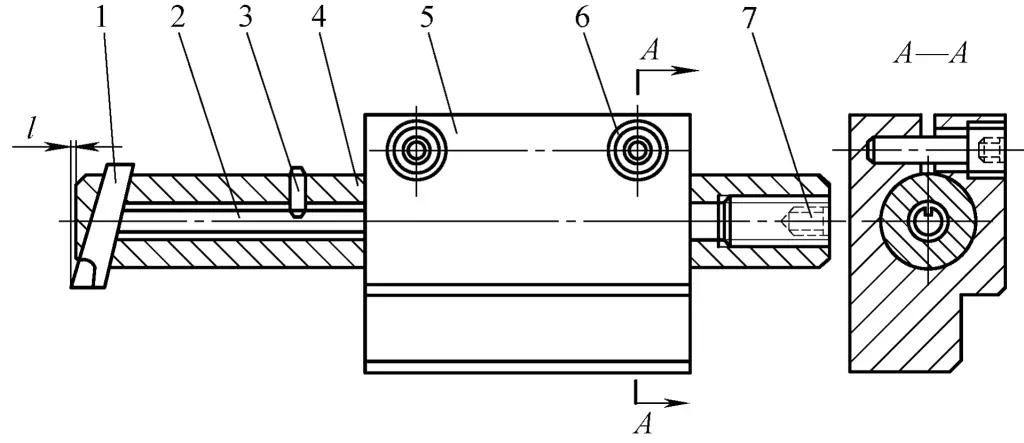
11. Barra di foratura per fori grandi
Per l'alesatura di fori di grande diametro, è possibile utilizzare la barra di alesatura per fori grandi (detta anche barra di alesatura combinata) illustrata nella Figura 24. Rimuovere la slitta piccola del tornio e installare il corpo principale della barra di alesatura per fori grandi. Bloccare la barra di alesatura nel corpo principale, inserire la testa di alesatura nel foro quadrato all'estremità sinistra della barra di alesatura, serrare la vite di fissaggio e fissare la testa di alesatura con l'asta di spinta. Allentare la vite ad esagono cavo per modificare la lunghezza di sporgenza della barra di alesatura.
Figura 24 Barra di foratura per fori grandi
1-Testa di foratura 2-Asta di spinta 3-Perno di posizionamento 4-Barra di alesaggio 5-Corpo principale Vite a brugola 6-Hex 7-Vite di fissaggio
La lunghezza del perno di posizionamento che si estende nella barra di alesaggio deve consentire all'asta di spinta di muoversi liberamente all'interno della barra di alesaggio. Dopo aver regolato la lunghezza della sporgenza della barra di alesaggio, serrare la vite ad esagono cavo.
Il corpo principale della barra di alesatura per fori grandi è realizzato in ghisa e garantisce buone proprietà di smorzamento delle vibrazioni.
III. Tornitura di pezzi comuni con foro
1. Metodi di base per la tornitura di pezzi con foro
La Figura 25 mostra il metodo più elementare utilizzato per l'alesatura al tornio. Quando il pezzo da lavorare è troppo grande o lungo per essere montato comodamente sul tornio, si utilizza spesso il metodo di montaggio del pezzo sulla slitta composta per l'alesatura.
Figura 25 Pezzo montato sulla slitta composta per l'alesatura
1 mandrino 2-Barra di alesaggio 3-Testa di taglio 4 pezzi 5-Apparecchiature 6-Scivolo composto 7-Centro della contropunta
Rimuovere la slitta piccola e il montante dell'utensile dalla slitta composta. L'attrezzatura 5 viene fissata alla slitta composta tramite scanalature a T. La barra di alesatura è installata tra i centri del mandrino e della contropunta, consentendo alla barra di alesatura di ruotare mentre il pezzo rimane fermo per la lavorazione.
Per determinare la posizione di foratura, è possibile tracciare linee di lavorazione su entrambe le estremità del pezzo. Un ago in filo d'acciaio è fissato alla testa di taglio 3. Ruotare il mandrino e la barra di alesatura per allineare la punta dell'ago con i segni delle linee di lavorazione su entrambe le estremità del pezzo per il posizionamento. La posizione laterale del pezzo viene regolata tramite la slitta composta, mentre l'altezza viene regolata utilizzando spessori o piastre di riempimento.
Questo metodo di alesatura richiede fori di centratura di alta precisione su entrambe le estremità della barra di alesatura 2 e si devono utilizzare centri fissi (i centri rotanti presentano errori di rotazione maggiori).
2. Metodi per aumentare la profondità di taglio posteriore durante l'alesatura di precisione
Durante l'alesatura di precisione, quando la profondità di taglio posteriore deve essere aumentata di una piccola quantità (ad esempio 0,05~0,1 mm), è difficile controllarla utilizzando la scala sull'impugnatura della slitta composta.
In questo caso, oltre al metodo di controllo del comparatore precedentemente introdotto e alla rotazione dell'angolo della slitta piccola per controllare l'avanzamento radiale, è possibile utilizzare il metodo di montaggio verticale dell'utensile mostrato nella Figura 26b. Questo metodo posiziona la testa di alesatura verticalmente sul pezzo (anziché orizzontalmente come mostrato nella Figura 26a), consentendo all'utensile di alesatura di tagliare nella parte superiore del pezzo. Quando la slitta composta avanza, si muove tangenzialmente lungo il foro da lavorare.
Figura 26 Metodi di montaggio degli utensili di alesatura di precisione
a) Metodo di montaggio normale b) Metodo di montaggio verticale 1-Posizione dell'utensile prima della lavorazione 2-Posizione dell'utensile dopo la lavorazione
Nella Figura 26b, D è la tolleranza di lavorazione del foro e C è il movimento del montante utensile necessario per ottenere la tolleranza di lavorazione D. In questo caso:
3. Prevenzione delle vibrazioni durante l'alesaggio
Durante l'alesatura, l'utensile lavora in uno stato semichiuso e la parte sporgente della barra di alesatura è relativamente lunga, quindi è probabile che si verifichino vibrazioni.
Le cause delle vibrazioni possono essere molteplici, come il serraggio improprio del pezzo, la scarsa rigidità dell'attrezzatura, la forte usura dei cuscinetti del mandrino, l'usura della guida, l'allentamento della regolazione del gioco della slitta, i taglienti opachi, l'eccessiva sporgenza della barra di alesatura (Figura 27), l'insufficiente rigidità della barra di alesatura, i parametri di taglio errati o i metodi di lavorazione impropri. Quando si rilevano vibrazioni, la causa deve essere identificata e affrontata di conseguenza.
Figura 27 Sporgenza eccessiva della barra di alesaggio
Per prevenire e risolvere le vibrazioni durante l'alesaggio, è possibile adottare le seguenti misure dal punto di vista del sistema tecnologico:
(1) Metodo di supporto interno per migliorare la rigidità della barra di alesaggio
Se la barra di alesatura manca di rigidità, non solo si verificheranno vibrazioni durante l'alesatura, ma anche un fenomeno di "deviazione dell'utensile", con il risultato di un foro rastremato con diametro decrescente verso l'interno. Se non ci sono problemi di precisione del tornio, è necessario ricorrere a metodi per aumentare la rigidità della barra di alesatura.
I metodi per aumentare la rigidità della barra di alesaggio includono l'aumento della larghezza e dello spessore della barra, ma questo può renderla troppo ingombrante e potrebbe non risolvere completamente il problema. Un altro approccio consiste nell'utilizzare supporti ausiliari. I metodi seguenti presentano alcune variazioni strutturali, ma funzionano secondo lo stesso principio.
Come mostrato nella Figura 28, praticare un foro filettato M10 nella barra di alesaggio e avvitare un bullone a testa tonda di lunghezza adeguata. Durante l'alesatura, eseguire prima un taglio di prova per creare un preforo lungo 20-30 mm, quindi arrestare la macchina e regolare il bullone a testa tonda sulla barra di alesatura in modo che la testa tonda tocchi la parete del foro preesistente. Fissare il bullone a testa tonda con un dado di bloccaggio (non mostrato nella figura) e procedere con l'alesatura.
Figura 28 Utilizzo di un bullone a testa tonda per aumentare la rigidità della barra di alesaggio
1 bullone a testa tonda 2-Barra di alesaggio
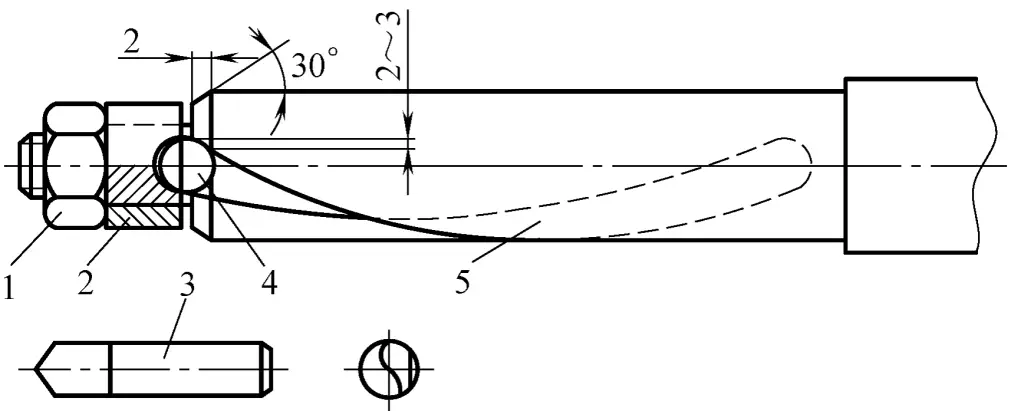
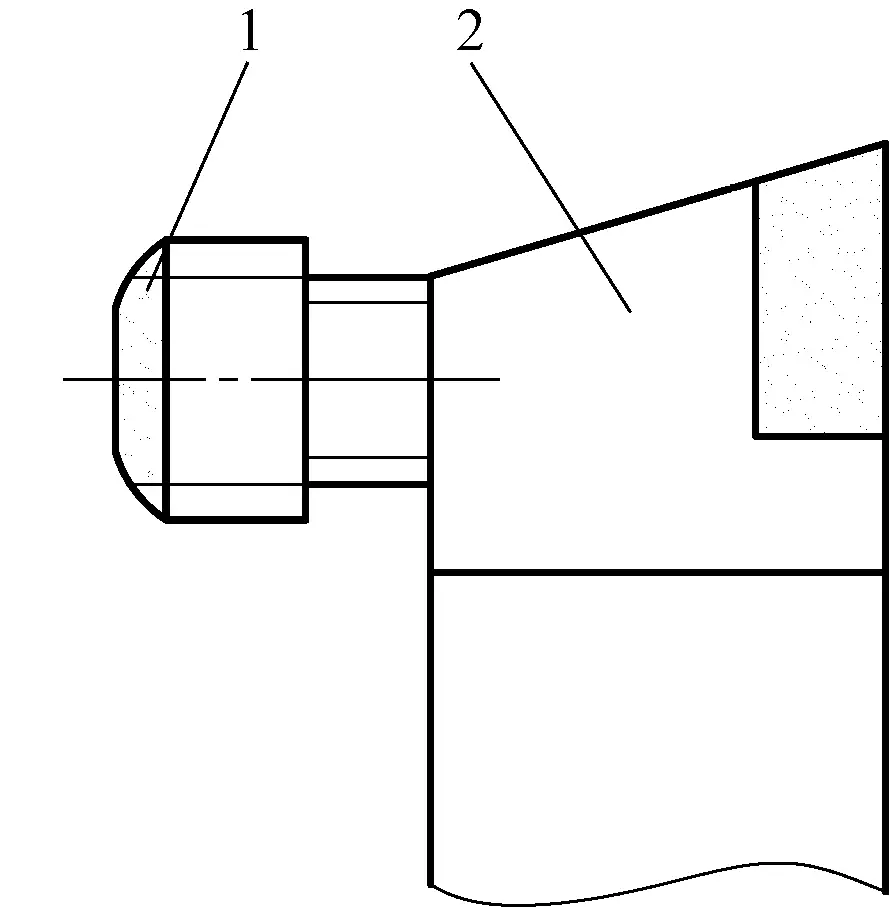
Come mostrato nella Figura 29, installare un connettore tubolare filettato sulla faccia posteriore della punta dell'utensile di alesatura a 180°. Il connettore tubolare filettato è dotato di una sfera in acciaio. Durante l'alesatura, la sfera d'acciaio può ruotare liberamente e mantenere il contatto con la superficie lavorata, migliorando la rigidità della barra di alesatura.
Figura 29 Utilizzo di una sfera d'acciaio per aumentare la rigidità della barra di alesaggio
1 pezzo 2-Barra di alesaggio 3-Testa di taglio Connettore filettato a 4 tubi Sfera a 5 acciai
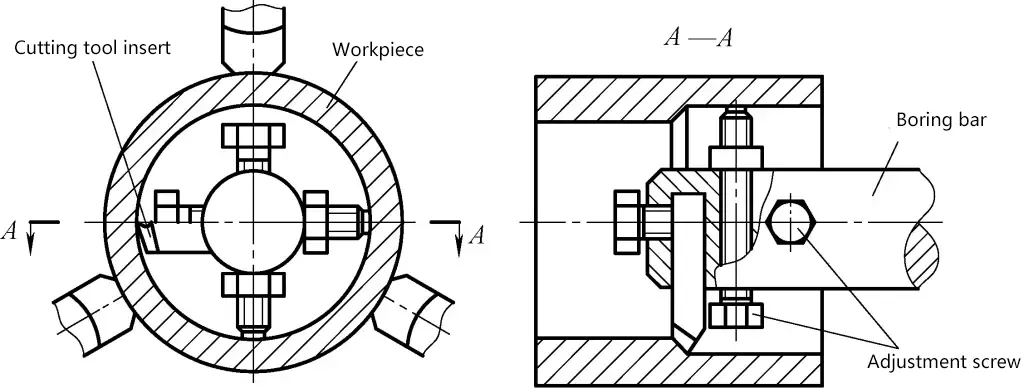
Per fori di grande diametro e lunghezza, durante l'alesaggio è possibile utilizzare il metodo illustrato nella Figura 30. Installare una vite di regolazione a 180° dietro la punta dell'utensile di alesatura e un'altra perpendicolare ad essa. La testa di una vite si trova sulla stessa superficie di rotazione della punta dell'utensile di alesatura, mentre l'altra è leggermente arretrata.
Figura 30 Utilizzo delle teste delle viti per migliorare la rigidità della barra di alesaggio
Dopo aver regolato ogni volta la distanza di sporgenza delle teste delle viti, serrare i controdadi. Durante l'alesatura, le teste delle viti entrano in contatto con la superficie lavorata, fornendo un supporto alla barra di alesatura.
Il metodo di utilizzo di supporti ausiliari per aumentare la rigidità della barra di alesaggio è adatto per l'alesaggio di sgrossatura e l'alesaggio di semi-finitura.
(2) Metodo di supporto esterno per migliorare la rigidità del pezzo in lavorazione
Per la tornitura di pezzi con fori più lunghi, è possibile utilizzare un appoggio fisso per sostenere il pezzo e aumentarne la rigidità, come mostrato nella Figura 31.
Figura 31 Utilizzo di un appoggio fisso per aumentare la rigidità del pezzo in lavorazione
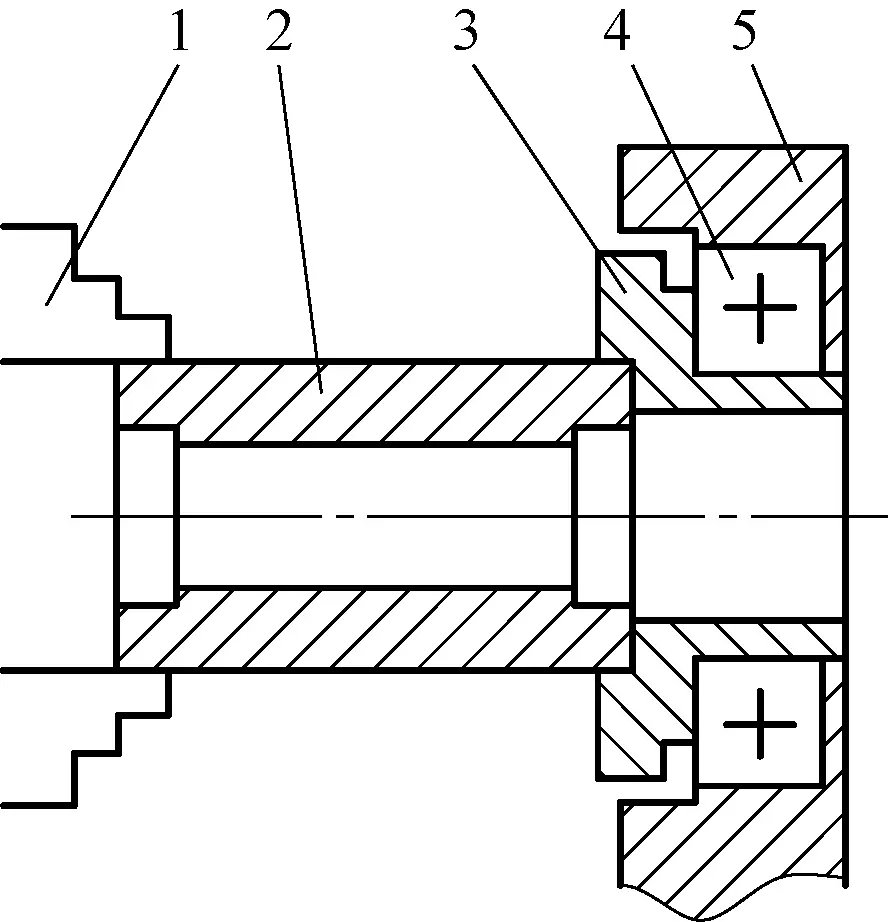
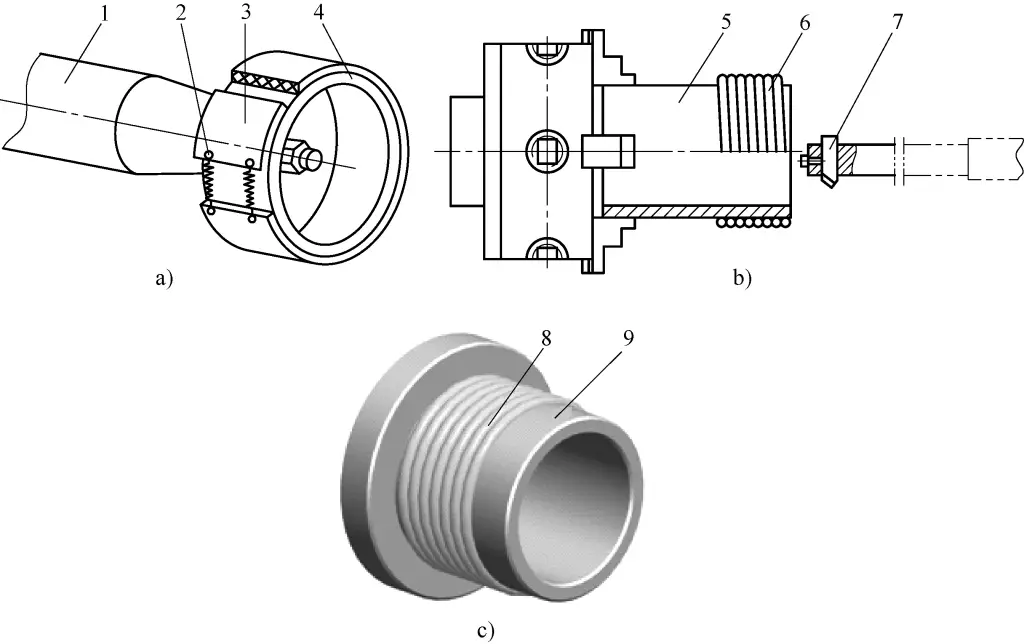
Per la lavorazione in serie di pezzi con fori di diametro inferiore, è possibile utilizzare il metodo del supporto ausiliario illustrato nella Figura 32. Durante l'alesatura, fissare il supporto ausiliario sul piano del tornio (come se si trattasse di un appoggio fisso), con la scanalatura dell'anello di supporto a contatto con la faccia finale e il diametro esterno del pezzo (il diametro del foro dell'anello di supporto deve essere maggiore del diametro di alesatura). In questo modo, quando il pezzo ruota, anche l'anello di supporto ruoterà durante l'operazione di alesatura.
Figura 32 Utilizzo del supporto ausiliario per aumentare la rigidità del pezzo in lavorazione
1-Ganasce per mandrino 2 pezzi 3-Anello di supporto 4-Cuscinetto a rulli 5-Supporto ausiliario
(3) Metodo di smorzamento delle vibrazioni con materiale in gomma
La Figura 33a mostra un foglio di gomma (o un elastico) di 5 mm di spessore avvolto attorno al cerchio esterno del pezzo, stretto da una molla, che può ottenere un buon effetto di smorzamento delle vibrazioni. A seconda del diametro e della larghezza del pezzo tubolare a parete sottile, è possibile cucire e applicare un elastico tubolare sul cerchio esterno del pezzo, come mostrato nella Figura 33b, seguito da una lavorazione di precisione dei fori.
Figura 33 Utilizzo di materiali in gomma per lo smorzamento delle vibrazioni
a) Utilizzo di fogli di gomma per lo smorzamento delle vibrazioni b) Utilizzo della banda elastica per lo smorzamento delle vibrazioni c) Utilizzo di un tubo di gomma per smorzare le vibrazioni 1-Mandrino 2-Primavera 3-Foglio di gomma 4, 5 Pezzo di lavoro 6-Banda elastica 7-Strumento di foratura 8-Tubo di gomma 9 - Pezzo tubolare
La Figura 33c mostra l'avvolgimento di un tubo di gomma attorno al cerchio esterno del pezzo, che può avere un certo effetto. Poiché i materiali in gomma sono tutti elastomeri, equivalenti a un riduttore di vibrazioni smorzanti, utilizzano lo smorzamento per dissipare l'energia, ridurre l'ampiezza della risonanza e ottenere l'eliminazione o la riduzione delle vibrazioni.
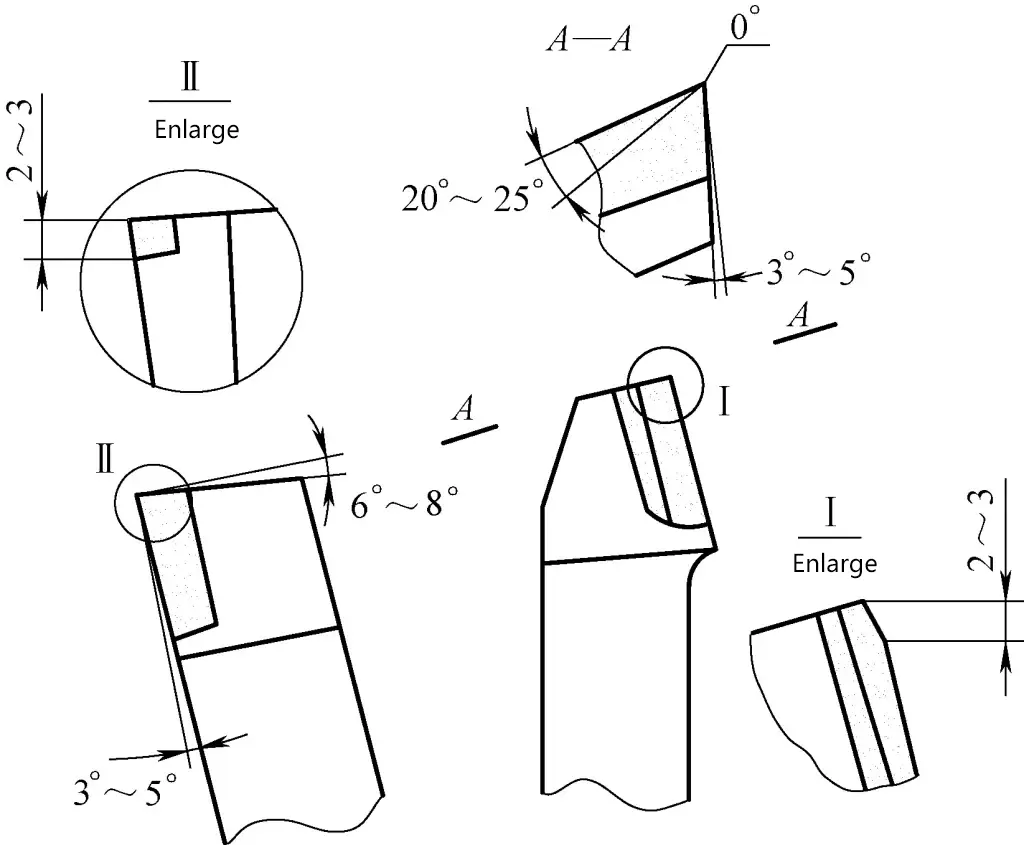
(4) Utilizzando il metodo dell'angolo di rilievo di 0°
Dopo aver rettificato gli angoli dell'utensile di alesatura sulla mola, rettificare un angolo di 0° per 2-3 mm vicino al tagliente principale della punta dell'utensile, come mostrato nella Figura 34. Lo scopo è che durante il processo di taglio, a causa della deformazione elastica dell'utensile, si formerà un piccolo angolo di rilievo sulla punta dell'utensile, che favorisce il taglio e riduce le vibrazioni. Lo scopo è che durante il processo di taglio, a causa della deformazione elastica del gambo dell'utensile, si formerà un piccolo angolo di rilievo sulla punta dell'utensile, che favorisce il taglio e riduce le vibrazioni.
Figura 34 Angoli della geometria dell'utensile di foratura
Vi siete mai chiesti come gli oggetti di tutti i giorni ottengano le loro forme uniche? Dalle lattine di bibite alle parti di automobili, la piegatura dei metalli è un...
Come fanno gli ingegneri a creare quelle linee esatte sulle parti metalliche? È tutta una questione di marcatura, un'abilità fondamentale nell'ingegneria meccanica. Questo...
I nostri ingegneri di vendita sono prontamente disponibili a rispondere a qualsiasi domanda e a fornirvi un preventivo immediato e adatto alle vostre esigenze.