
Nozioni di base sui centri di lavoro: Guida completa
Il centro di lavoro è una meraviglia dell'ingegneria che sta rivoluzionando la produzione. Queste macchine ad alta tecnologia combinano più strumenti e processi...
Avete visto come le viti si inseriscono agevolmente nelle macchine? Questa è la filettatura in azione! Questo articolo spiega in modo semplice questa abilità fondamentale. Imparerete a conoscere gli strumenti, i metodi e i suggerimenti per la filettatura. Che siate hobbisti o futuri ingegneri, otterrete un utile know-how. Siete pronti a scoprire le basi della filettatura?

I metodi comuni di filettatura comprendono principalmente la maschiatura (comunemente nota come filettatura) e le filiere (comunemente note come matrici). Il taglio di filettature interne nel foro del pezzo con un rubinetto è chiamato maschiatura. Il taglio di filettature esterne su un'asta cilindrica con una filiera è chiamato filettatura.
Il rubinetto è uno strumento utilizzato per tagliare le filettature interne ed è disponibile in tre tipi: rubinetti a mano, rubinetti a macchina e rubinetti per filettature di tubi. Di solito, un set di maschi a mano per le misure da M6 a M24 è composto da due pezzi, mentre i set per le misure inferiori a M6 o superiori a M24 sono composti da tre pezzi. Indipendentemente dalle dimensioni, i maschi a filettatura fine sono sempre forniti in set da due.
I maschi per macchine sono disponibili in set da due. Ogni serie di maschi ha diametri maggiori, medi e minori uguali (quindi chiamati anche maschi a diametro uguale), che differiscono solo per la lunghezza e l'angolo di conicità della parte tagliente.
La parte tagliente varia da lunga a corta e l'angolo di conicità (2φ) varia da piccolo a grande, indicato in sequenza come conicità di testa (conicità iniziale), seconda conicità (conicità intermedia) e terza conicità (conicità finale). Durante la maschiatura, il cono di testa taglia 60% del metallo, il secondo cono 30% e il terzo cono 10%, che servono a finalizzare il diametro e a lucidare il filetto.
I rubinetti per tubi sono disponibili in forma cilindrica e conica. Il rubinetto con filettatura non sigillata a 55° (comunemente noto come filettatura cilindrica) è simile a un rubinetto manuale, ma ha una sezione di lavoro più corta, generalmente composta da due pezzi per set, in grado di tagliare varie filettature non sigillate a 55°.
Il diametro di un maschietto per tubi a tenuta stagna a 55° aumenta gradualmente dalla parte anteriore a quella posteriore, mentre il profilo della filettatura rimane perpendicolare all'asse centrale del maschietto, garantendo un buon contatto tra il profilo della filettatura interna ed esterna. A causa dell'elevato carico di taglio durante l'operazione, i rubinetti a macchina sono più comunemente utilizzati, sebbene siano disponibili anche rubinetti manuali.
La maschiatura comprende la maschiatura manuale e la maschiatura a macchina.
I principali strumenti per la maschiatura comprendono: maniglie per chiavi (comunemente note come chiavi per rubinetti), mandrini di sicurezza e mandrini di sicurezza a cambio rapido per rubinetti.
L'impugnatura della chiave, nota anche come chiave per rubinetto, è essenziale per la maschiatura manuale con un rubinetto a mano. La struttura dell'impugnatura della chiave è riportata nella Figura 1.
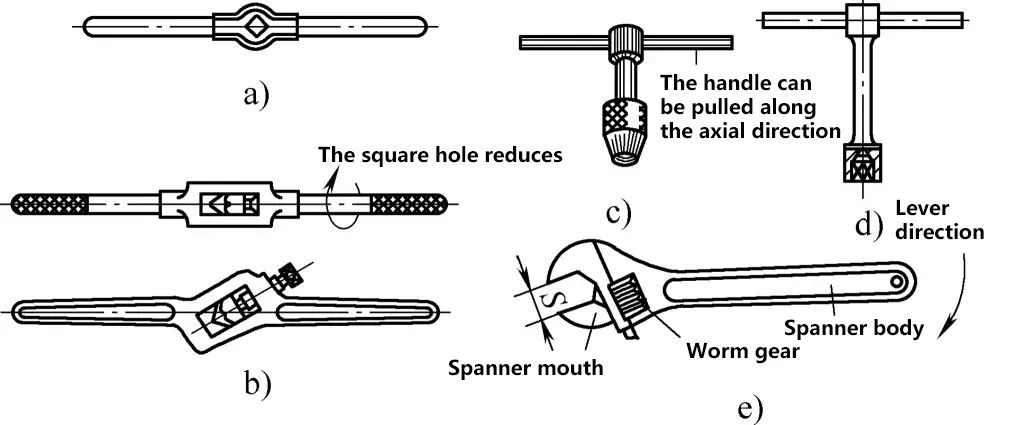
a) Impugnatura fissa della chiave
b) Impugnatura della chiave regolabile
c) Chiave per rubinetto con impugnatura a T
d) Chiave a T
e) Chiave regolabile
In genere, le chiavi fisse sono adatte per la maschiatura di fori di dimensioni M5 e inferiori. Le chiavi regolabili sono disponibili in sei misure, da 150 a 600 mm, e possono maschiettare fori da M5 a M24. Per la maschiatura di fori in prossimità di gradini alti sui pezzi o all'interno di scatole, è necessaria una chiave a T.
Durante la maschiatura su una macchina, un mandrino di sicurezza viene utilizzato per bloccare il rubinetto, fornendo una protezione di sicurezza, evitando rotture e facilitando la sostituzione. Inoltre, consente il ritiro automatico del rubinetto senza modificare la direzione della macchina. I mandrini di sicurezza più comuni sono i seguenti:
1) Mandrino di sicurezza a frizione elastica.
Questo mandrino di sicurezza regola la coppia ruotando un dado di regolazione. Durante la maschiatura, se la coppia di taglio supera improvvisamente la coppia impostata, il manicotto esterno smette di ruotare con il corpo del mandrino, garantendo una protezione di sicurezza. È possibile adattarsi a maschi di dimensioni diverse cambiando il mandrino e l'anello di gomma corrispondenti.
2) Mandrino di sicurezza a cambio rapido.
Questo mandrino genera attrito tra il corpo del mandrino, l'albero centrale e le piastre di attrito stringendo il dado di regolazione e azionando il rubinetto per la filettatura. Il serraggio del dado di regolazione è regolato in base alle dimensioni del rubinetto per garantire che slitti quando si supera una certa coppia, fornendo una protezione di sicurezza.
Durante la maschiatura, il rubinetto non solo taglia il metallo, ma esercita anche una notevole pressione. Per evitare che il rubinetto si inceppi e si rompa, il diametro del foro pretagliato deve essere maggiore del diametro minore specificato nelle norme di filettatura.
Il diametro del foro pretagliato per la filettatura ordinaria dipende dal tipo di materiale lavorato, determinato dalle seguenti formule:
1) Per l'acciaio o i materiali altamente plastici, il diametro di foratura d0 è d0=D-P, dove D è il diametro maggiore della filettatura (mm) e P è il passo (mm).
2) Per la ghisa e i materiali meno plastici, il diametro della punta d0 è d0=D-(1,05~1,1)P.
Il diametro di foratura dei fori pretagliati per le filettature ordinarie può fare riferimento alla Tabella 1.
Tabella 1 Diametri di foratura per fori pretagliati per filettature ordinarie (unità: mm)
| Diametro della filettatura D | Passo P | Diametro della punta d0 | |
| Ghisa, bronzo, ottone | Acciaio, ghisa malleabile, rame puro, tavole laminate | ||
| 2 | 0.4 0.25 | 1.6 1.75 | 1.6 1.75 |
| 2.5 | 0.45 0.35 | 2.05 2.15 | 2.05 2.15 |
| 3 | 0.5 0.35 | 2.5 2.65 | 2.5 2.65 |
| 4 | 0.7 0.5 | 3.3 3.5 | 3.3 3.5 |
| 5 | 0.8 0.5 | 4.1 4.5 | 4.2 4.5 |
| 6 | 1 0.75 | 4.9 5.2 | 5 5.2 |
| 8 | 1.25 1 0.75 | 6.6 6.9 7.1 | 6.7 7 7.2 |
| 10 | 1.5 1.25 1 0.75 | 8.4 8.6 8.9 9.1 | 8.5 8.7 9 9.2 |
| 12 | 1.75 1.5 1.25 1 | 10.1 10.4 10.6 10.9 | 10.2 10.5 10.7 11 |
| 14 | 2 1.5 1 | 11.8 12.4 12.9 | 12 12.5 13 |
| 16 | 2 1.5 1 | 13.8 14.4 14.9 | 14 14.5 15 |
| 18 | 2.5 2 1.5 1 | 15.3 15.8 16.4 16.9 | 15.5 16 16.5 17 |
| 20 | 2.5 2 1.5 1 | 17.3 17.8 18.4 18.9 | 17.5 18 18.5 19 |
| 22 | 2.5 2 1.5 1 | 19.3 19.8 20.4 20.9 | 19.5 20 20.5 21 |
| 24 | 3 2 1.5 1 | 20.7 21.8 22.4 22.9 | 21 22 22.5 23 |
Per la maschiatura di filettature in pollici, il diametro di foratura del foro inferiore viene generalmente calcolato utilizzando le seguenti formule empiriche:
1) Nella lavorazione di acciaio o materiali elastoplastici, d0 = (D-0,9P) × 25,4 mm.
2) In caso di lavorazione di ghisa o di materiali a bassa duttilità, d0 = (D-0,98P) × 25,4 mm, dove P è il passo della filettatura in pollici, ovvero il reciproco del numero di denti per pollice. Ad esempio, per 12 denti per pollice, P=1/12.
Quando si maschiano fori ciechi, a causa dell'angolo di conicità della parte tagliente del maschiatore, la profondità H indicata nel disegno di solito comprende solo la parte con filettatura completa. Pertanto, la profondità H1 del foro inferiore deve essere maggiore della profondità del foro filettato H. In generale, H1 può essere determinato come H1=H+0,7D, dove D è il diametro maggiore della filettatura.
I punti e i metodi principali per le operazioni di filettatura manuale sono i seguenti:
1) L'imboccatura del foro inferiore deve essere smussata ed entrambe le estremità del foro passante devono essere smussate per evitare che la filettatura si rompa quando il rubinetto entra ed esce.
2) Il pezzo da lavorare deve essere fissato saldamente e in piano. Durante la filettatura, il rubinetto deve essere posizionato correttamente all'imboccatura del foro, quindi una mano deve premere il rubinetto mentre l'altra gira la chiave. Osservare e regolare continuamente la posizione del rubinetto per garantirne la correttezza. Dopo aver maschiato 3-4 filetti, non è necessario esercitare ulteriore pressione, ma è sufficiente ruotare uniformemente la chiave con entrambe le mani.
3) Quando il rubinetto entra nel foro, deve essere invertito di 0,5 giri per ogni 0,5-1 giro per rompere i trucioli e facilitarne la rimozione dal foro. Questo è particolarmente importante quando si maschiano filettature inferiori a M5, fori profondi o materiali altamente elastici-plastici.
Durante la maschiatura di fori ciechi, ritirare spesso il rubinetto per rimuovere i trucioli dal foro. Quando si raggiunge il foro inferiore, assicurarsi di rimuovere i trucioli per evitare che il rubinetto si blocchi.
4) Utilizzare prima il rubinetto di piombo, poi il rubinetto secondario. Durante il cambio del rubinetto, infilare manualmente il rubinetto nel foro fino a quando non è più possibile girarlo, quindi utilizzare la chiave per girarlo. Applicare un lubrificante durante la maschiatura di fori in materiale elastico-plastico.
5) Quando si ritira il rubinetto, allentarlo prima invertendo il senso di rotazione con la chiave, quindi rimuovere la chiave e ruotarlo manualmente per evitare di danneggiare la finitura superficiale del foro filettato.
I metodi comunemente utilizzati per la filettatura sono i seguenti:
Per la maschiatura a mano di un singolo pezzo, dopo aver praticato il foro inferiore nella macchina perforatrice, utilizzare un mandrino da trapano per bloccare un cono a 60°, sostenere il foro centrale del gambo del rubinetto, utilizzare una chiave per battere alcuni filetti per garantire la verticalità, quindi rimuovere il pezzo e battere a mano il filetto.
Per la maschiatura a macchina, dopo aver praticato il foro inferiore, sostituire con un rubinetto a macchina per maschiatura diretta della filettatura.
Per la maschiatura di un gran numero di parti filettate, per garantire la qualità della maschiatura e migliorare l'efficienza, gli utensili di maschiatura comunemente utilizzati sono illustrati nella Figura 2.
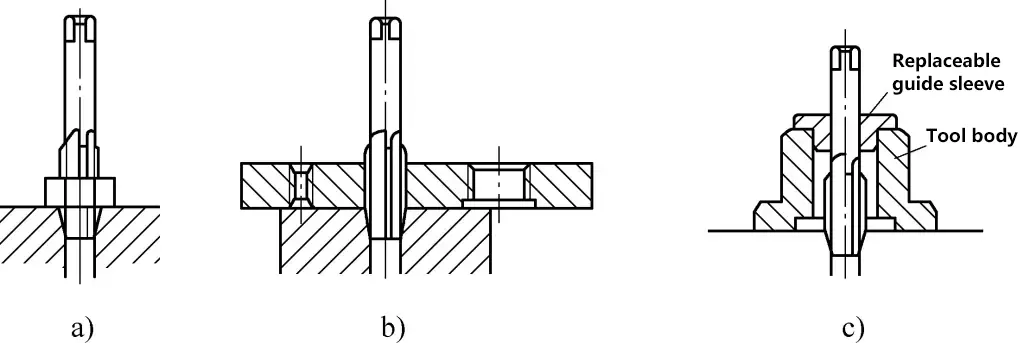
a) Utilizzo di dadi di precisione per allineare i rubinetti
b) Utensili di allineamento multiforo a piastra per rubinetti
c) Strumenti di allineamento multiuso con boccole di guida sostituibili
Quando il rubinetto si consuma durante la filettatura, si possono utilizzare i seguenti metodi per l'affilatura.
Quando l'usura della superficie di taglio anteriore non è grave, utilizzare prima una mola cilindrica per affilare la superficie anteriore delle scanalature dei denti, quindi affilare leggermente la superficie di taglio anteriore con una mola triangolare come mostrato nella Figura 3. Durante l'affilatura, assicurarsi che le punte dei denti non siano arrotondate. Durante l'affilatura, assicurarsi che le punte dei denti non siano arrotondate.

Se il rubinetto è molto usurato, è necessario affilarlo con una smerigliatrice. Controllare l'angolo anteriore durante l'affilatura, come illustrato nella Figura 4.
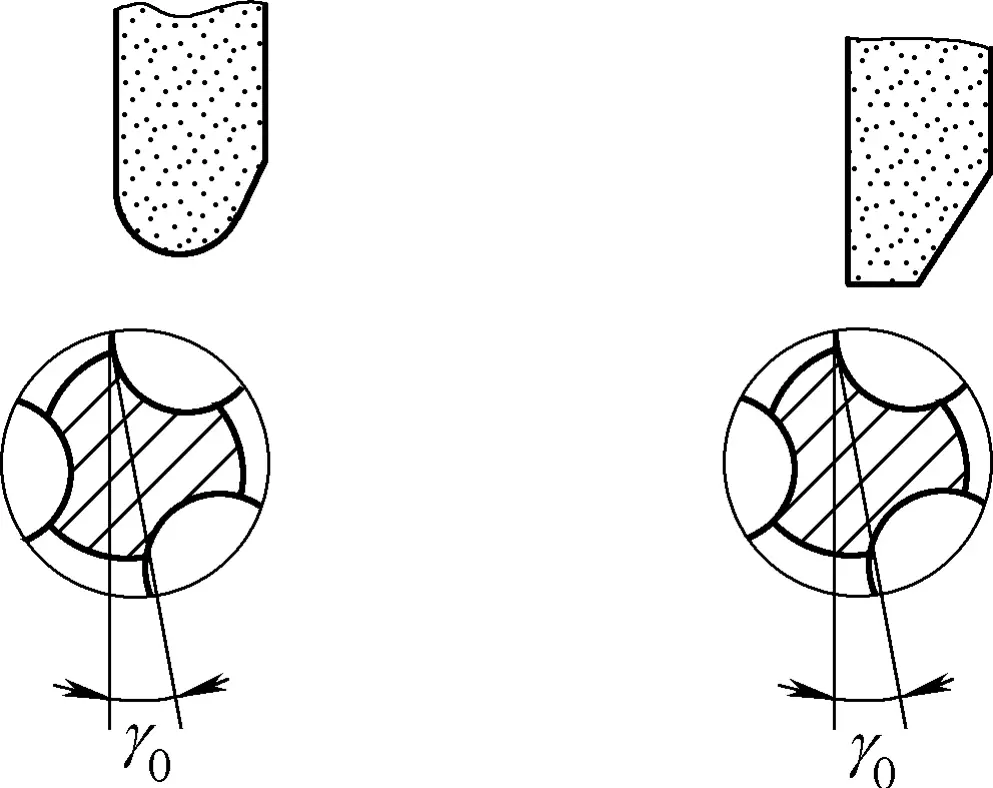
La dimensione dell'angolo anteriore γ0 del rubinetto è determinato principalmente in base alle proprietà del materiale da lavorare. In generale, per la scelta si fa riferimento alla Tabella 2.
Tabella 2 Selezione della dimensione dell'angolo anteriore per i rubinetti [Unità: (°)].
| Materiale di lavorazione | Angolo anteriore (γ0) |
| Bronzo fuso | 0 |
| Ghisa | 5 |
| Acciaio legato | 5 |
| Ottone | 10 |
| Acciaio al carbonio medio | 10 |
| Acciaio a basso tenore di carbonio | 15 |
| Acciaio inox | 15~20 |
| Alluminio e leghe di alluminio | 20~30 |
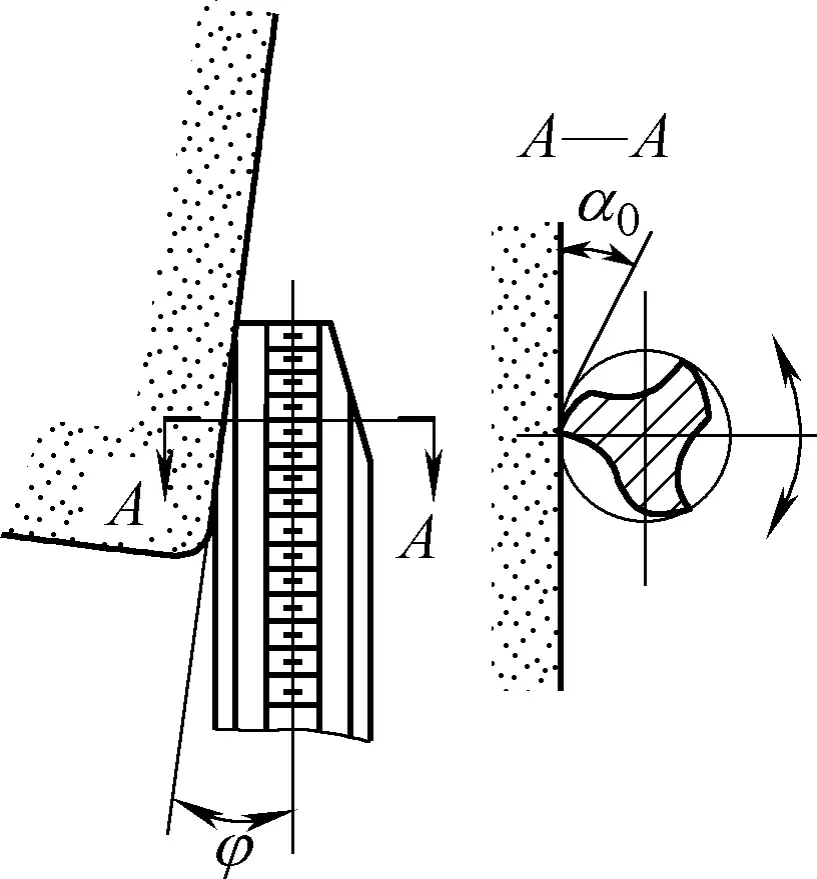
Quando la parte tagliente del rubinetto si consuma, la superficie di taglio posteriore può essere rettificata su una macchina affilatrice per garantire la coerenza dell'angolo del cono di taglio e dell'angolo di rilievo di ciascuna scanalatura del dente del rubinetto. Nella produzione reale, gli operatori possono anche rettificare la superficie di taglio posteriore su una rettificatrice, come mostrato nella Figura 5. Il metodo di rettifica è simile a quello della rettifica della superficie di taglio. Il metodo di rettifica è simile a quello della rettifica del trapano e i requisiti sono sostanzialmente gli stessi.
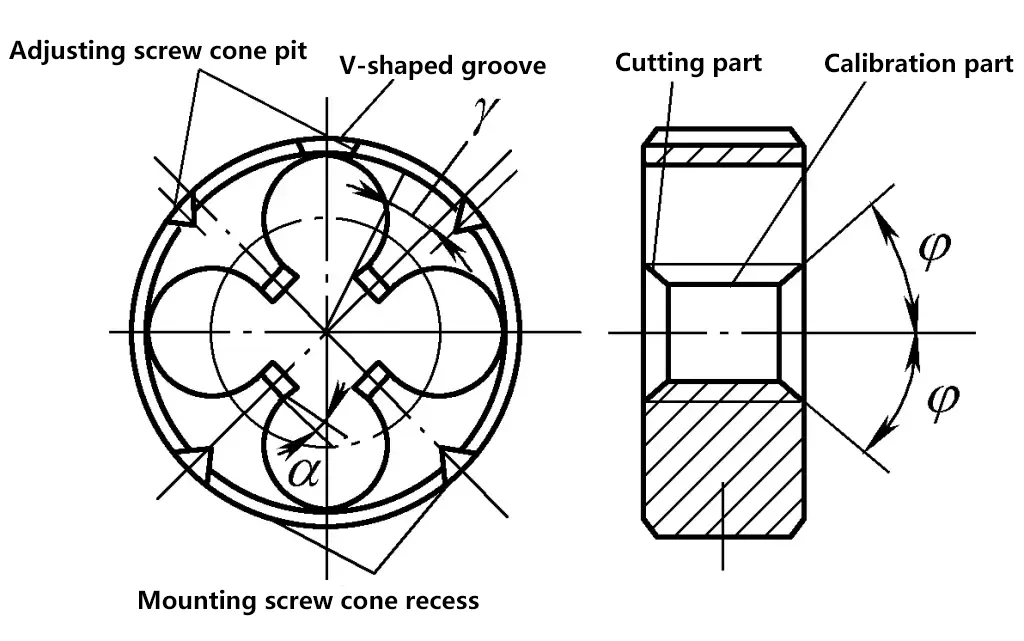
La filiera è uno strumento per la lavorazione delle filettature esterne. A seconda dei diversi tipi di filettatura da lavorare, ne esistono due tipi: le filiere circolari e le filiere per tubi a 55° di tenuta. Sono realizzate in acciaio legato per utensili o in acciaio rapido e sono sottoposte a trattamento di tempra.
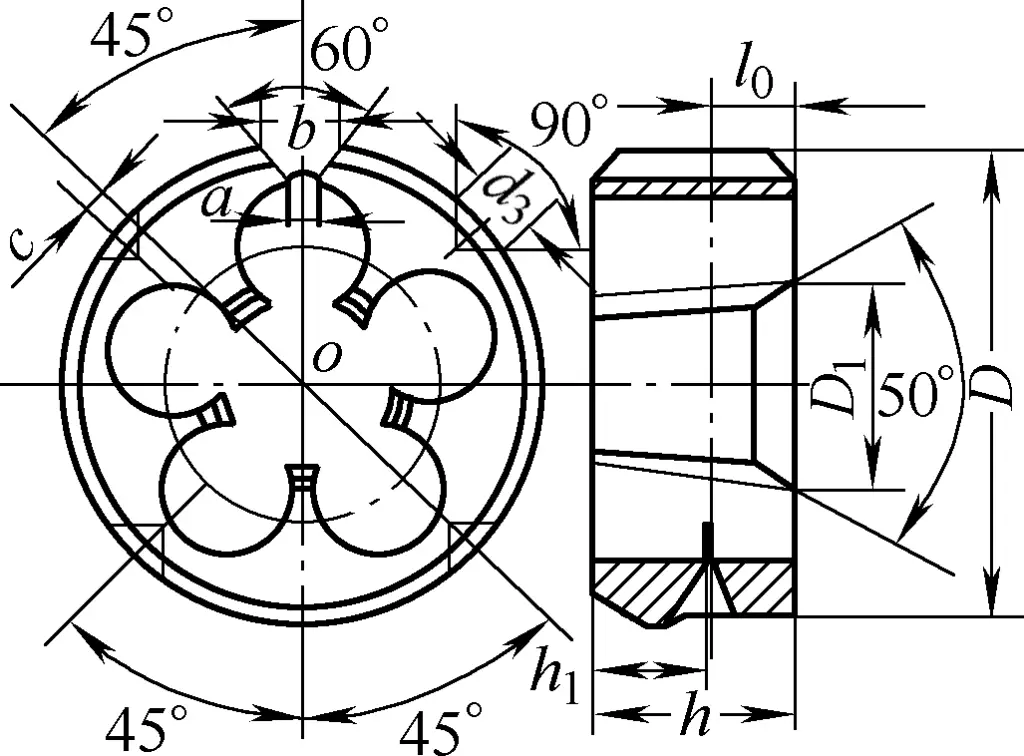
La forma della filiera circolare è simile a quella di un dado, con diversi fori di rimozione dei trucioli praticati in prossimità del diametro maggiore della filettatura per formare i bordi di taglio. La filiera è composta da una parte di taglio e da una parte di calibrazione e la sua struttura è illustrata nella Figura 6.
Questa filiera viene utilizzata specificamente per la filettatura conica all'estremità di tubi di piccolo diametro, come illustrato nella Figura 7. La filiera per filettatura di tubi a tenuta a 55° ha un cono di taglio solo su un lato e può essere utilizzata da sola; le altre parti della sua struttura sono simili a quelle della filiera circolare.
Le filettature vengono solitamente eseguite su aste cilindriche con un'operazione manuale, detta filettatura manuale.
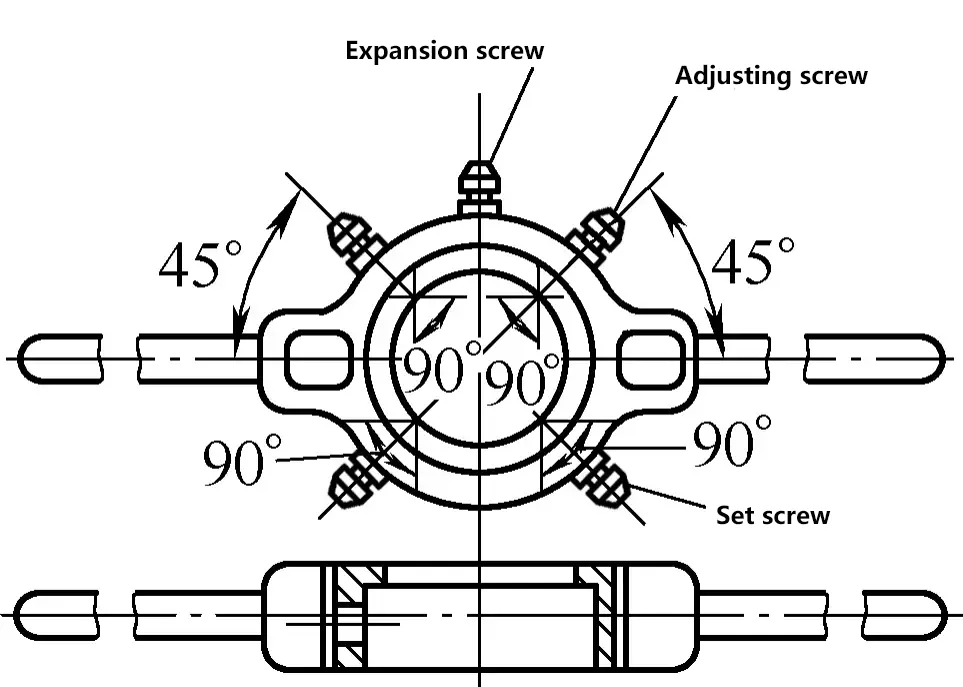
Lo strumento principale per la filettatura manuale è il portastampo circolare. Il portastampo circolare viene utilizzato per installare la matrice e la sua struttura comune è illustrata nella Figura 8. Durante l'uso, stringere la vite 8 e la vite di fermo per fissare saldamente la matrice nel supporto.
Come per la filettatura con un rubinetto, quando si utilizza una filiera circolare per la filettatura su un pezzo, il materiale si deforma a causa della compressione e la cresta della filettatura sarà leggermente sollevata. Pertanto, il diametro dell'asta circolare prima della filettatura deve essere leggermente inferiore al diametro maggiore della filettatura. In genere, il diametro dell'asta tonda viene calcolato con la seguente formula:
d0=d-0,13P
Nella formula:
Il diametro dell'asta rotonda prima della filettatura può essere determinato anche in base alla Tabella 3.
Tabella 3 Diametro dell'asta durante la filettatura con la matrice
| Filettatura metrica grossa | Filettatura in pollici | Filettatura del tubo a 55° non sigillante | |||||||
| Diametro della filettatura d/mm | Passo della filettatura P/mm | Diametro dell'asta tonda d0/mm | Diametro della filettatura /in① | Diametro dell'asta tonda d0/mm | Diametro della filettatura /in① | Diametro esterno del tubo d0/mm | |||
| Diametro minimo | Diametro massimo | Diametro minimo | Diametro massimo | Diametro minimo | Diametro massimo | ||||
| M6 | 1 | 5.8 | 5.9 | 1/4 | 5.9 | 6 | 1/8 | 9.4 | 9.5 |
| M8 | 125 | 7.8 | 7.9 | 5/16 | 7.4 | 7.6 | 1/4 | 12.7 | 13 |
| M10 | 1.5 | 9.75 | 9.85 | 3/8 | 9 | 9.2 | 3/8 | 16.2 | 16.5 |
| M12 | 1.75 | 11.75 | 11.9 | 1/2 | 12 | 12.2 | 1/2 | 20.5 | 20.8 |
| M14 | 2 | 13.7 | 13.85 | - | - | - | 5/8 | 22.5 | 22.8 |
| M16 | 2 | 15.7 | 15.85 | 5/8 | 15.2 | 15.4 | 3/4 | 26 | 26.3 |
| M18 | 2.5 | 17.7 | 17.85 | - | - | - | 7/8 | 29.8 | 30.1 |
| M20 | 2.5 | 19.7 | 19.85 | 3/4 | 18.3 | 18.5 | 1 | 32.8 | 33.1 |
| M22 | 2.5 | 21.7 | 21.85 | 7/8 | 21.4 | 21.6 | 1.125 | 37.4 | 37.7 |
| M24 | 3 | 23.65 | 23.8 | 1 | 24.5 | 24.8 | 1.25 | 41.4 | 41.7 |
| M27 | 3 | 26.65 | 26.8 | 1.25 | 30.7 | 31 | 1.875 | 43.8 | 44.1 |
| M30 | 3.5 | 29.6 | 29.8 | - | - | - | 1.5 | 47.3 | 47.6 |
| M36 | 4 | 35.6 | 35.8 | 1.5 | 37 | 37.3 | |||
| M42 | 4.5 | 41.55 | 41.75 | ||||||
| M48 | 5 | 47.5 | 47.7 | ||||||
| M52 | 5 | 51.5 | 51.7 | ||||||
| M60 | 5.5 | 59.45 | 59.7 | ||||||
① in è un'unità di misura non legale, 1in = 25,4 mm.
I metodi principali e i punti chiave dell'operazione di infilatura manuale sono i seguenti:
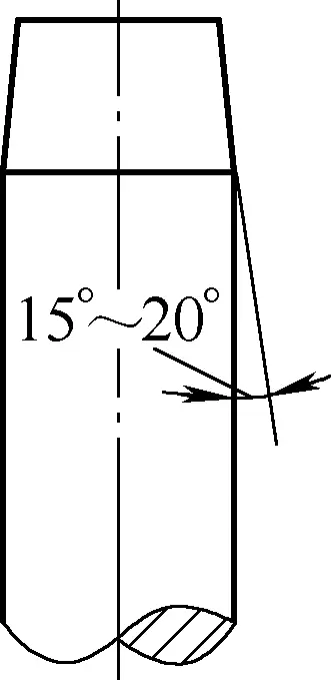
1) Prima della filettatura, l'estremità dell'asta rotonda deve essere smussata con un angolo di 15°~20°, come mostrato nella Figura 9. Il diametro minimo dell'estremità superiore deve essere inferiore al diametro minore della filettatura, per facilitare l'allineamento e il taglio. Il diametro minimo dell'estremità superiore deve essere inferiore al diametro minore della filettatura, per facilitare l'allineamento e il taglio della filiera.
2) Durante la filettatura, la coppia di taglio è molto elevata e la parte filettata dell'asta tonda deve essere vicina alla ganascia. Per il serraggio, utilizzare legno duro o una spessa lastra di rame come ganasce per bloccare l'asta tonda, assicurandosi che sia stretta senza danneggiare la superficie dell'asta tonda.
3) Durante la filettatura, la faccia della matrice deve essere perpendicolare all'asse dell'asta rotonda. Premere la filiera con il palmo della mano sinistra e ruotare il supporto della filiera con la mano destra. Una volta che la filiera ha iniziato a filettare il tondino, smettere di applicare la forza e ruotare in modo uniforme. Per rompere i trucioli, invertire frequentemente. Utilizzo fluido da taglio durante la filettatura di aste in acciaio per migliorare la finitura superficiale della filettatura e prolungare la durata della filiera.
