
Cilindri idraulici: Principi di funzionamento e tipologie
Che cosa alimenta i macchinari pesanti utilizzati nell'edilizia e nella produzione? I cilindri idraulici svolgono un ruolo fondamentale, trasformando l'energia idraulica in...
Come fa una pressa idraulica a esercitare una potenza così immensa? Dalla forza nominale alle dimensioni del piano di lavoro, la comprensione di questi parametri è fondamentale per chiunque si occupi di lavorazione dei metalli. Questo articolo approfondisce gli aspetti tecnici essenziali che definiscono la capacità e le prestazioni di una pressa idraulica, fornendo spunti che possono aiutarvi a scegliere la pressa giusta per le vostre esigenze. Continuate a leggere per scoprire come ogni parametro influisce sull'efficienza e sulla funzionalità della macchina.
I parametri di base sono i dati tecnici fondamentali della pressa idraulica, determinati dall'uso del processo e dal tipo di struttura della pressa idraulica. Riflettono la capacità di lavoro e le caratteristiche della pressa idraulica e stabiliscono essenzialmente le dimensioni di massima e il peso totale del corpo. I parametri di base sono la base principale per gli utenti al momento dell'acquisto.
Ora, prendendo il sistema a tre raggi e quattro colonne pressa idraulica come esempio, vengono introdotti i parametri di base della pressa idraulica.
La forza nominale è generalmente il parametro principale della pressa idraulica, che riflette la sua principale capacità di lavoro. La forza nominale è la pressione massima di lavoro che la pressa idraulica può nominalmente esercitare, numericamente pari al prodotto della pressione massima del liquido e dell'area di lavoro totale dei pistoni di lavoro (arrotondata a un numero intero).
Per sfruttare appieno l'attrezzatura, soddisfare i requisiti di processo e risparmiare il liquido ad alta pressione, generalmente le presse idrauliche di grandi e medie dimensioni dividono la forza nominale in due o tre livelli. Le presse idrauliche azionate direttamente da pompe non hanno bisogno di essere suddivise strutturalmente in livelli di pressione.
La distanza massima di sicurezza H si riferisce alla distanza tra la superficie del piano di lavoro e la parte inferiore della traversa mobile quando questa si ferma nella posizione limite superiore, come mostrato nella Figura 1-1-6.
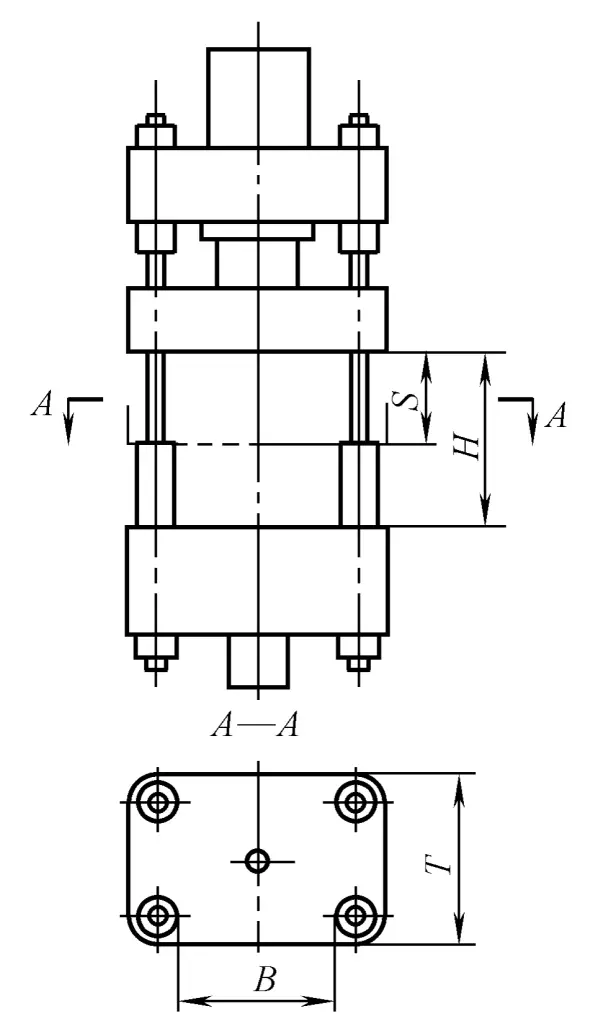
La distanza massima riflette le dimensioni dello spazio di lavoro nella direzione dell'altezza della pressa idraulica. Deve essere determinata in base all'altezza dello stampo (utensile) e del corrispondente distanziatore, alle dimensioni della corsa di lavoro e allo spazio necessario per l'inserimento dei pezzi grezzi e la rimozione dei pezzi, oltre ad altri fattori di processo.
La distanza massima di sicurezza ha un impatto significativo sull'altezza complessiva della pressa idraulica, sulla lunghezza delle colonne, sulla stabilità del corpo della pressa idraulica e sull'altezza dell'officina di installazione. Pertanto, l'altezza della pressa dovrebbe essere ridotta al minimo, pur rispettando i requisiti di processo, al fine di ridurne il costo.
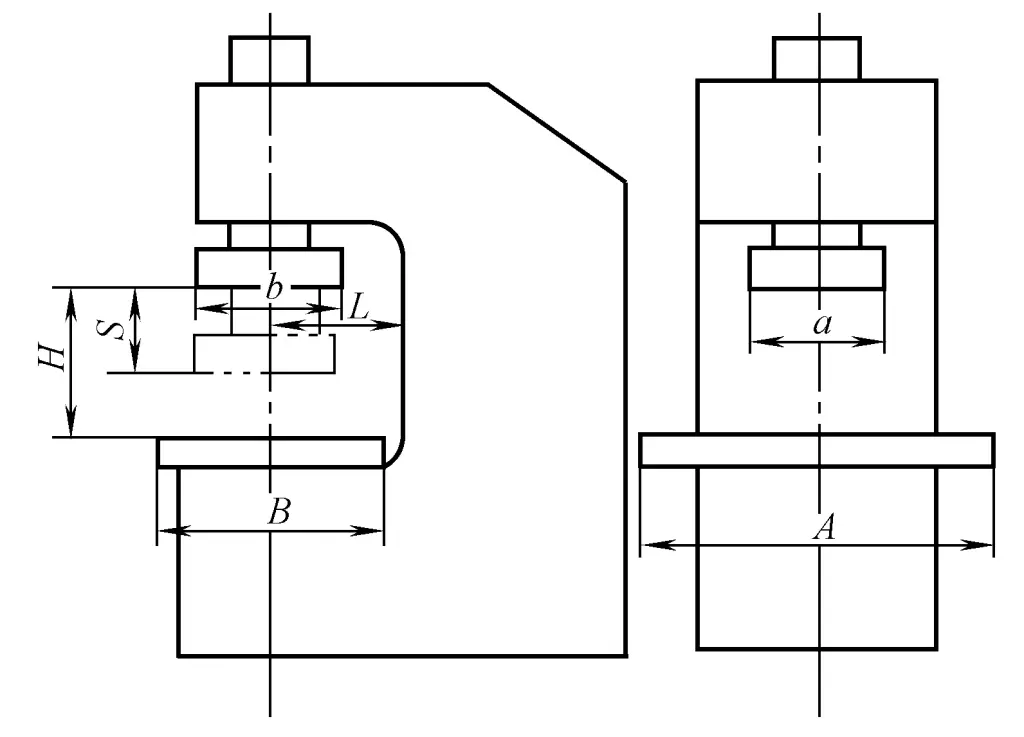
La distanza massima di sicurezza per una pressa idraulica a braccio singolo è la distanza tra la parte inferiore della testa della pressa e la superficie del piano di lavoro, come mostrato nella Figura 1-1-7.
La corsa massima S si riferisce alla distanza dalla superficie inferiore del manicotto di guida della colonna della traversa mobile nella posizione limite superiore alla superficie superiore del manicotto limite della colonna, che è anche la distanza massima che la traversa mobile può spostare.
La corsa massima deve essere determinata in base alla corsa di lavoro massima richiesta durante il processo di formatura del pezzo, in quanto influisce direttamente sulla lunghezza del cilindro di lavoro e del cilindro di ritorno e dei relativi pistoni, nonché sull'altezza complessiva del telaio.
Il piano di lavoro è generalmente fissato sulla traversa inferiore, dove vengono posizionati gli stampi o gli utensili. Le dimensioni del piano di lavoro si riferiscono alle dimensioni effettive disponibili sulla superficie del piano, come B×T nella Figura 1-1-6, o A×B nella Figura 1-1-7. Le dimensioni del piano di lavoro dipendono dalle dimensioni in pianta dello stampo (utensile) e dalla disposizione del processo. Le dimensioni del piano di lavoro dipendono dalle dimensioni planari dello stampo (utensile) e dalla disposizione del processo.
Le presse idrauliche di grandi e medie dimensioni per la forgiatura o lo stampaggio di lamiere spesse sono spesso dotate di un piano di lavoro mobile; la corsa del piano di lavoro mobile e la forza nominale del cilindro di spinta sono legate alla necessità di sostituire lo stampo e al metodo di funzionamento del processo.
Oltre alle dimensioni del piano di lavoro, in alcune presse idrauliche a quattro colonne viene utilizzato come parametro anche l'interasse delle colonne (lato largo e lato stretto). La pressa idraulica a braccio singolo è aperta su tre lati nel piano, e il parametro che influisce sulle dimensioni dell'area di lavoro nel piano è la profondità della gola, che è la distanza dal centro della testa della pressa della pressa idraulica a braccio singolo alla superficie interna del telaio, come mostrato nella Figura 1-1-7 come L.
Nel calcolare la forza necessaria per il ritorno, si deve considerare il peso delle parti mobili, la forza necessaria durante il processo di ritorno (come la forza di trazione dello stampo, la pinza di sollevamento, ecc.), la resistenza del cilindro di lavoro a scaricare il fluido, l'attrito sulle guarnizioni dei cilindri e l'attrito sulla guida della traversa mobile. La forza di ritorno è ottenuta dal fluido ad alta pressione che spinge l'area anulare dell'anello del pistone nella camera inferiore del cilindro del pistone o da un cilindro di ritorno impostato separatamente.
Può essere suddivisa in velocità della corsa di lavoro, velocità della corsa a vuoto (corsa di riempimento) e velocità di ritorno.
La velocità della corsa di lavoro deve essere determinata in base ai diversi requisiti di processo; il suo campo di variazione è ampio e influisce direttamente sulla qualità del pezzo e sulla richiesta di potenza della pompa. Le presse idrauliche per la forgiatura richiedono un'elevata velocità di lavoro, che raggiunge i 50~150 mm/s, mentre la velocità della corsa di lavoro delle presse idrauliche universali e di rifilatura a quattro colonne è di 10~15 mm/s e quella delle presse idrauliche per l'estrusione di elettrodi è solo di circa 3 mm/s.
La potenza di una pompa idraulica ad azionamento diretto è proporzionale alla velocità della corsa di lavoro. La velocità durante la corsa a vuoto e il ritorno può essere generalmente più elevata per migliorare la produttività. Tuttavia, se la velocità è troppo elevata, causerà colpi d'ariete e vibrazioni durante l'arresto o l'inversione di marcia.
In molti processi eseguiti su presse idrauliche, si verificano spesso carichi eccentrici, che si verificano sia sul lato largo che su quello stretto della pressa idraulica. L'eccentricità massima consentita si riferisce all'eccentricità massima consentita quando la resistenza alla deformazione del pezzo si avvicina alla forza nominale. Quando si sceglie una pressa idraulica, questa eccentricità deve essere considerata in base alle caratteristiche del processo.
Alcune presse idrauliche (come le presse idrauliche per la forgiatura e lo stampaggio) sono spesso dotate di espulsori installati nella traversa inferiore per l'espulsione dei pezzi o durante la trafilatura. La forza e la corsa dell'espulsore sono determinate esclusivamente dai requisiti del processo.
Per le varie presse idrauliche con diverse forme strutturali e diversi scopi di processo, esistono diversi parametri di base. Il dipartimento dell'industria meccanica del nostro Paese ha stabilito vari standard per le forme delle presse idrauliche e i parametri di base per i diversi scopi del processo, come la pressa idraulica per lo stampaggio a braccio singolo JB/T2098-2010, la pressa idraulica universale a quattro colonne (JB/T9957.2-1999), la pressa idraulica per la rifilatura (JB/T1881-2010), ecc.







