
Migliorare la qualità della superficie nella lavorazione: Tecniche chiave
La qualità superficiale della lavorazione si riferisce allo stato della superficie del pezzo dopo la lavorazione. I suoi contenuti principali includono:...


Taglio al plasma è l'uso di un arco equidistante ad alta densità di energia e di un flusso di plasma ad alta velocità per soffiare il metallo fuso lontano dal tagliente e formare un tagliente continuo.
La velocità di taglio dell'arco plasma è rapida e non si verifica la combustione del pezzo durante il taglio con ossigeno e acetilene.
Pertanto, il calore del pezzo è relativamente ridotto e anche la deformazione del pezzo è ridotta.
È adatto al taglio di vari materiali metallici.
Tuttavia, a causa dell'elevata portata dell'arco plasma, il rumore, il fumo e la polvere sono gravi e le condizioni igieniche di lavoro sono scarse.
L'arco al plasma può essere utilizzato per la saldatura, la spruzzatura, il rivestimento e il taglio.
Quando si tagliano piastre di acciaio al carbonio con uno spessore inferiore a 25 mm, il taglio al plasma è circa 5 volte più veloce del taglio ossiacetilenico, mentre quando si tagliano piastre con uno spessore superiore a 25 mm, il taglio ossiacetilenico è più veloce.

1.1 Caratteristiche del taglio al plasma
L'arco al plasma è un arco che comprime l'arco libero tra il catodo (come l'elettrodo di tungsteno) e l'anodo in un arco ad alta temperatura, alto grado di ionizzazione, alta densità di energia e alta portata di fiamma utilizzando una pistola al plasma.
Il taglio al plasma ad arco viene eseguito con un getto ad alta velocità molto caldo; l'arco e il gas inerte vengono forzati attraverso il foro di piccolo diametro per produrre questo getto ad alta velocità.
L'energia dell'arco si concentra in una piccola area, fondendo la lamiera, e il getto di gas espanso ad alta temperatura spinge il metallo fuso attraverso l'intaglio.
Quando si taglia l'acciaio al carbonio o la ghisa, l'aggiunta di ossigeno al flusso di gas può fornire ulteriore energia di taglio.
Il metodo di taglio al plasma ad arco presenta i vantaggi dell'ampio spessore di taglio, della flessibilità di movimento, del semplice bloccaggio del pezzo e delle curve di taglio.
Rispetto al taglio a fiamma dell'ossigeno e dell'acetilene, l'arco al plasma ha un'energia concentrata, una piccola deformazione di taglio, nessun preriscaldamento all'inizio del taglio, può tagliare quasi tutte le metallie la velocità di taglio dell'acciaio al carbonio è superiore a quella del taglio con ossigeno.
Tuttavia, a causa dell'ampio bordo di taglio, viene fuso più metallo. Quando la lamiera è più spessa, il taglio non è così liscio e piatto come quello del taglio ad ossigeno e acetilene.
Per garantire che i lati dell'incisione siano paralleli, è necessario uno speciale ugello di taglio.
Per ottenere una determinata formazione delle scanalature, è necessaria anche una speciale tecnologia di taglio.
Le caratteristiche del taglio al plasma includono principalmente:
Può tagliare diversi materiali metallici difficili da tagliare con l'ossigeno (anche alcuni materiali non metallici possono essere tagliati con l'arco plasma);
② Quando si taglia il metallo con uno spessore ridotto, la velocità di taglio è veloce, soprattutto nel taglio di lamiere sottili in acciaio al carbonio, la velocità può raggiungere 5-6 volte il metodo di taglio a gas;
③ La superficie di taglio è brillante e pulita e la deformazione termica è ridotta, particolarmente adatta alla lavorazione di vari pezzi sagomati;
La larghezza del taglio e l'angolo di smussatura della superficie di taglio sono grandi, ma quando si tagliano lastre sottili, è possibile utilizzare una torcia o un processo di taglio speciale per ottenere una superficie di taglio quasi verticale;
⑤ La capacità di tagliare lastre spesse non è pari a quella del taglio a gas.
Gli svantaggi del taglio al plasma sono: ampia tolleranza di taglio, radiazione dell'arco, fumo e rumore durante il taglio.
Rispetto alla fiamma dell'ossigeno e dell'acetilene, le apparecchiature di taglio al plasma sono costose e la tensione a vuoto dell'alimentazione di taglio è elevata, il che non solo consuma molta energia, ma provoca anche facilmente scosse elettriche agli operatori in caso di scarso isolamento della pistola di taglio.
L'arco di plasma per il taglio si forma comprimendo l'arco con una speciale torcia di taglio.
Il taglio al plasma richiede un'alta tensione d'arco, quindi necessita di un'alimentazione speciale con un'alta tensione a vuoto.
In base al materiale e allo spessore da tagliare, la potenza richiesta è compresa tra 25-200kw.
L'intervallo della corrente di taglio è di 30-1000 A.
Di solito si utilizza argon o un gas misto di azoto e idrogeno e la torcia da taglio deve essere raffreddata con acqua.
Esistono torce di taglio al plasma ad arco per il taglio manuale.
I requisiti tecnici del taglio manuale ad arco ISO sono simili a quelli del taglio manuale ad ossigeno e acetilene.
Tuttavia, per regolare un maggior numero di parametri, è necessaria una maggiore formazione.
Quando si tagliano lastre sottili, la velocità di movimento non deve essere controllata attentamente, quindi la qualità del taglio è migliore.
Il taglio al plasma utilizza un maggior numero di apparecchiature di automazione meccanica.
La torcia di taglio e gli altri accessori sono gli stessi utilizzati per il taglio al plasma manuale. Il sistema di trascinamento è automatizzato.
Il meccanismo di movimento della torcia da taglio è simile a quello utilizzato nel taglio con ossigeno e acetilene, ma richiede una velocità di movimento maggiore.
Le apparecchiature a più torce richiedono un alimentatore e una centralina di controllo aggiuntivi per ogni torcia.
Inoltre, per assorbire il rumore e i fumi, è possibile utilizzare una camicia d'acqua o un serbatoio d'acqua.
1.2 Wprincipio di funzionamento del taglio al plasma
La temperatura dell'arco al plasma per il taglio è generalmente compresa tra 10000-14000 ℃, molto superiore al punto di fusione di tutti i metalli e non metalli.
È possibile tagliare la maggior parte dei materiali metallici e non metallici.
Questo metodo è nato negli anni '50 ed è stato inizialmente utilizzato per tagliare materiali metallici che non potevano essere tagliati dalla fiamma di ossigeno e acetilene, come le leghe di alluminio e l'acciaio inossidabile.
Con lo sviluppo di questo metodo di taglio, la sua applicazione è stata estesa all'acciaio al carbonio e all'acciaio basso legato.
Il design di base della pistola per il taglio al plasma è simile a quello della pistola per la saldatura al plasma.
Quando viene utilizzato per la saldatura, il flusso di gas ionico a bassa velocità viene utilizzato per fondere il metallo di base e formare un giunto saldato;
Quando viene utilizzato per il taglio, un flusso di gas ionico ad alta velocità viene utilizzato per fondere il metallo di base e soffiare via il metallo fuso per formare un intaglio.
La velocità del flusso e l'intensità della fiamma del gas ionico per il taglio dipendono dal tipo di gas ionico, dalla pressione del gas, dalla corrente, dal rapporto tra i canali dell'ugello e dalla distanza tra ugello e pezzo.
La struttura di base della pistola per il taglio al plasma è illustrata nella Fig. 4.1.
Quando si utilizza il taglio ad arco al plasma, si utilizza solo la polarità di corrente del collegamento positivo in corrente continua, cioè il pezzo da lavorare è collegato all'elettrodo positivo dell'alimentatore.
L'arco di trasferimento viene utilizzato per il taglio del metallo. Il metodo di accensione dell'arco di trasferimento è legato alla pistola da taglio.
La pistola da taglio può essere suddivisa in due tipi: la pistola da taglio ad arco con manutenzione e la pistola da taglio ad arco senza manutenzione.
Vedere la Fig. 4.2 per il cablaggio del circuito della pistola di taglio ad arco di manutenzione.
Il cablaggio del circuito della pistola da taglio ad arco senza manutenzione non ha un ramo di resistenza e il resto è uguale al cablaggio del circuito della pistola da taglio ad arco con manutenzione.
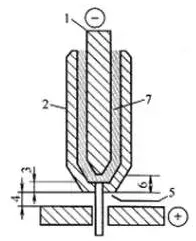
Fig. 1 Struttura di base della pistola da taglio al plasma
1. Elettrodo;
2. Ugello a compressione;
3. Comprimere la lunghezza del canale dell'ugello;
4. Distanza dall'ugello al pezzo;
5. Comprimere l'apertura dell'ugello;
6. Distanza di retrazione dell'elettrodo;
7. Gas ionico.
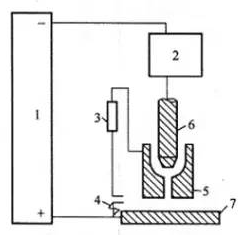
Fig. 2 circuito di base della pistola da taglio ad arco di manutenzione
1. Alimentazione;
2. Avviamento ad arco ad alta frequenza;
3. Resistenza;
4. Contatto del contattore;
5. Spruzzo a compressione;
6. Elettrodo;
7. Pezzo in lavorazione.
La funzione del resistore nella Fig. 2 è quella di limitare la corrente di mantenimento dell'arco al valore più basso che può accendere senza problemi l'arco di trasferimento.
Per accendere l'arco di manutenzione viene utilizzato un dispositivo di accensione ad alta frequenza.
Quando l'arco viene colpito, il contatto del contattore viene chiuso e l'avviatore d'arco ad alta frequenza genera alta frequenza e alta tensione per accendere l'arco di manutenzione.
Dopo l'accensione dell'arco di mantenimento, quando la pistola da taglio si avvicina al pezzo, la fiamma del plasma ad alta velocità proveniente dall'ugello entra in contatto con il pezzo per formare un percorso tra l'elettrodo e il pezzo, in modo da trasferire l'arco tra l'elettrodo e il pezzo.
Una volta stabilito l'arco di trasferimento, l'arco di manutenzione si spegne automaticamente e il contatto del contattore si scollega automaticamente dopo un periodo di ritardo.
Il taglio laser è una tecnologia di taglio avanzata e ampiamente utilizzata nella lavorazione dei materiali.
È un metodo di lavorazione che utilizza un raggio laser ad alta densità energetica come "utensile da taglio" per tagliare termicamente i materiali.
La tecnologia di taglio laser può essere utilizzata per tagliare vari tipi di metallo, piastre non metalliche, materiali compositi e materiali duri come il carburo di tungsteno e il carburo di titanio, ed è stata ampiamente utilizzata nella costruzione della difesa nazionale, nel settore aerospaziale, nei macchinari di ingegneria e in altri campi.
2.1 Lprincipio di taglio dell'aser e classificazione
(1) Principio del taglio laser
Il taglio laser consiste nell'utilizzare un fascio laser focalizzato ad alta densità di potenza per irradiare il pezzo in lavorazione, in modo che il materiale irradiato si sciolga, vaporizzi, ablorizzi o raggiunga rapidamente il punto di accensione; allo stesso tempo, il materiale fuso viene soffiato via dal flusso d'aria ad alta velocità coassiale con il fascio, in modo da tagliare il pezzo in lavorazione.
Il taglio laser è uno dei metodi di taglio termico.
Vedere la Fig. 3 per il principio del taglio laser.
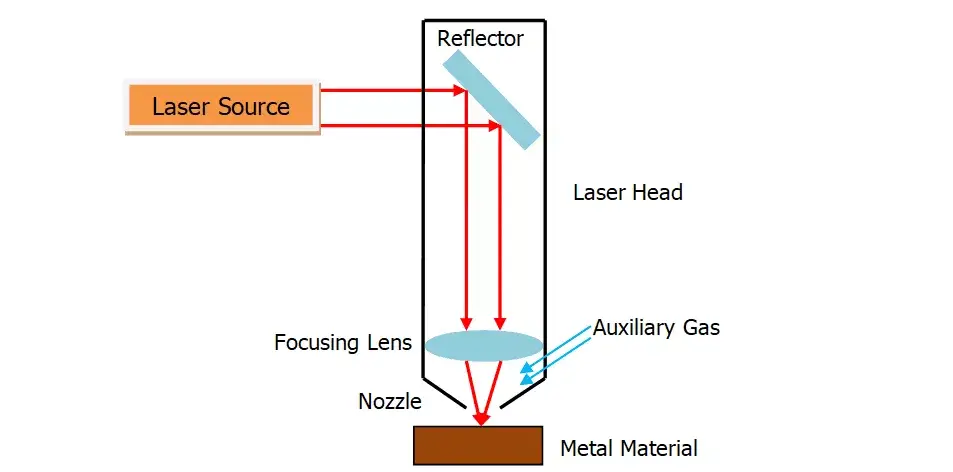
Fig. 3 principio del taglio laser
(2) Classificazione del taglio laser
Il taglio laser può essere suddiviso in taglio a vaporizzazione laser, taglio a fusione laser, taglio a ossigeno laser e incisione laser e frattura controllata.
1) Taglio a vaporizzazione laser
Il pezzo da lavorare viene riscaldato dal fascio laser ad alta densità di energia, in modo che la temperatura aumenti rapidamente, raggiunga il punto di ebollizione del materiale in un tempo molto breve e il materiale inizi a vaporizzare formando vapore.
Questi vapori vengono espulsi ad alta velocità e, contemporaneamente all'espulsione dei vapori, si formano delle tacche nel materiale.
Il calore di vaporizzazione dei materiali è generalmente molto elevato, pertanto il taglio laser a vaporizzazione richiede una grande potenza e densità di potenza.
Il taglio a vaporizzazione laser viene utilizzato soprattutto per tagliare materiali metallici estremamente sottili e materiali non metallici (come carta, stoffa, legno, plastica e gomma).
2) Taglio per fusione laser
Durante il taglio per fusione laser, il materiale metallico viene fuso dal riscaldamento laser, quindi il gas non ossidante (Ar, Hc, N, ecc.) viene soffiato attraverso l'ugello coassiale con il raggio e il metallo liquido viene scaricato dalla forte pressione del gas per formare un intaglio.
Il taglio per fusione laser non richiede la vaporizzazione completa del metallo e l'energia richiesta è solo 1/10 di quella del taglio per vaporizzazione.
Il taglio per fusione laser è utilizzato principalmente per tagliare alcuni materiali o metalli attivi non facilmente ossidabili, come l'acciaio inossidabile, il titanio, l'alluminio e le loro leghe.
3) Taglio laser a ossigeno
Il principio del laser Il taglio con ossigeno è simile al taglio ossiacetilenico. Utilizza il laser come fonte di calore di preriscaldamento e un gas attivo come l'ossigeno come gas di taglio.
Da un lato, il gas soffiato interagisce con il metallo da taglio per produrre una reazione di ossidazione e rilasciare una grande quantità di calore di ossidazione;
D'altra parte, l'ossido fuso e la fusione vengono espulsi dalla zona di reazione per formare un intaglio nel metallo.
Poiché la reazione di ossidazione nel processo di taglio genera una grande quantità di calore, l'energia richiesta per il taglio laser a ossigeno è solo 1 / 2 di quella del taglio per fusione e la velocità di taglio è di gran lunga superiore a quella del taglio per vaporizzazione laser e del taglio per fusione.
Il taglio laser a ossigeno è utilizzato principalmente per materiali metallici facili da ossidare, come l'acciaio al carbonio, l'acciaio al titanio e l'acciaio trattato termicamente.dize, come l'acciaio inossidabile, il titanio, l'alluminio e le loro leghe.
4) Scrittura laser e frattura controllata
Il laser scribing consiste nell'utilizzare un laser ad alta densità di energia per scansionare la superficie di materiali fragili, in modo che i materiali vengano riscaldati ed evaporati da una piccola scanalatura, quindi applicare una certa pressione e i materiali fragili si romperanno lungo la piccola scanalatura.
I laser per il laser scribing sono generalmente laser Q-switched e laser CO2 laser.
La frattura controllata consiste nell'utilizzare la distribuzione ripida della temperatura generata dalla scanalatura laser per generare uno stress termico locale nei materiali fragili e rompere i materiali lungo piccole scanalature.
2.2 Caratteristiche del taglio laser
Rispetto ad altri metodi di taglio termico, il taglio laser si caratterizza per la velocità di taglio e l'alta qualità.
Si può riassumere come segue.
(1) Buona qualità di taglio
A causa delle piccole spot laser, alta densità di energia e velocità di taglio, il taglio laser può ottenere una migliore qualità di taglio..
L'incisione di taglio laser è sottile e stretta, i due lati della fenditura sono paralleli e perpendicolari alla superficie e la precisione dimensionale dei pezzi tagliati può raggiungere ± 0,05 mm.
La superficie di taglio è pulita e bella e la rugosità superficiale è di poche decine di micron.
Anche il taglio laser può essere utilizzato come ultimo processo, senza lavorazione meccanica, e i pezzi possono essere utilizzati direttamente.
Dopo che il materiale è stato tagliato dal laser, la larghezza della zona colpita dal calore è molto piccola, le prestazioni del materiale vicino alla giunzione di taglio non sono praticamente influenzate e la deformazione del pezzo è piccola, la precisione di taglio è elevata, la geometria della giunzione di taglio è buona e la forma della sezione trasversale della giunzione di taglio presenta un rettangolo regolare.
La tabella 1 mostra il confronto tra i metodi di taglio laser, ossiacetilenico e al plasma.
Il materiale di taglio è una lastra di acciaio a basso tenore di carbonio di 6,2 mm di spessore.
Tabella 1: confronto tra taglio laser, ossiacetilenico e al plasma
| Metodo di taglio | Larghezza della fessura / mm | Larghezza della zona interessata dal calore / mm | Forma della fessura | Velocità di taglio | costo dell'attrezzatura |
| Taglio laser | 0.2~0.3 | 0.04~0.06 | parallelo | Veloce | Alto |
| Taglio ossiacetilenico | 0.9~1.2 | 0.6~1.2 | Relativamente parallelo | lento | Basso |
| Taglio al plasma | 3.0~4.0 | 0.5~1.0 | Modellato e inclinato | Veloce | Centro |
(2) Alta efficienza di taglio
A causa delle caratteristiche di trasmissione del laser, il macchina per il taglio laser è generalmente dotato di più piani di lavoro a controllo numerico e l'intero processo di taglio può essere completamente controllato numericamente.
In funzione, è necessario solo modificare il programma di controllo numerico e può essere applicato al taglio di pezzi con forme diverse, che possono essere sia bidimensionali che tridimensionali.
(3) Velocità di taglio elevata
Un laser con una potenza di 1200 W viene utilizzato per tagliare una lastra di acciaio a basso tenore di carbonio di 2 mm di spessore e la velocità di taglio può raggiungere i 15000 px/ pioggia;
La velocità di taglio può raggiungere i 15000 px / min quando si taglia una lastra di polipropilene spessa 5 mm.
I materiali non devono essere bloccati e fissati durante il taglio laser, il che consente di risparmiare utensili e attrezzature, nonché il tempo necessario per il riempimento e la tranciatura.
(4) Taglio senza contatto
Durante il taglio laser non c'è contatto tra la torcia di taglio e il pezzo da tagliare e non c'è usura dell'utensile.
Per lavorare pezzi con forme diverse, non è necessario cambiare l'"utensile", ma solo modificare i parametri di uscita del laser.
Il processo di taglio laser ha una bassa rumorosità, basse vibrazioni e nessun inquinamento.






