Piegatura dei profili: I 4 metodi principali spiegati
Come fanno gli ingegneri a piegare con precisione i profili in forme complesse? Questo articolo analizza quattro metodi principali: piegatura a pressa, piegatura a rulli,...
Perché i profili si raggrinziscono, si deformano o si torcono durante la piegatura? Questo articolo approfondisce le complessità della piegatura dei profili, evidenziando i problemi più comuni, come la formazione di grinze, la distorsione della sezione e la riduzione dello spessore della parete. Offre inoltre soluzioni pratiche, tra cui l'uso di barre d'anima, riempitivi e applicazione di tensioni, per mitigare questi problemi. La comprensione di queste tecniche consente di garantire una qualità superiore nei processi di piegatura dei profili, riducendo i difetti e migliorando l'efficienza complessiva. Siete pronti a migliorare le vostre tecniche di piegatura? Questo articolo fornisce gli spunti necessari.

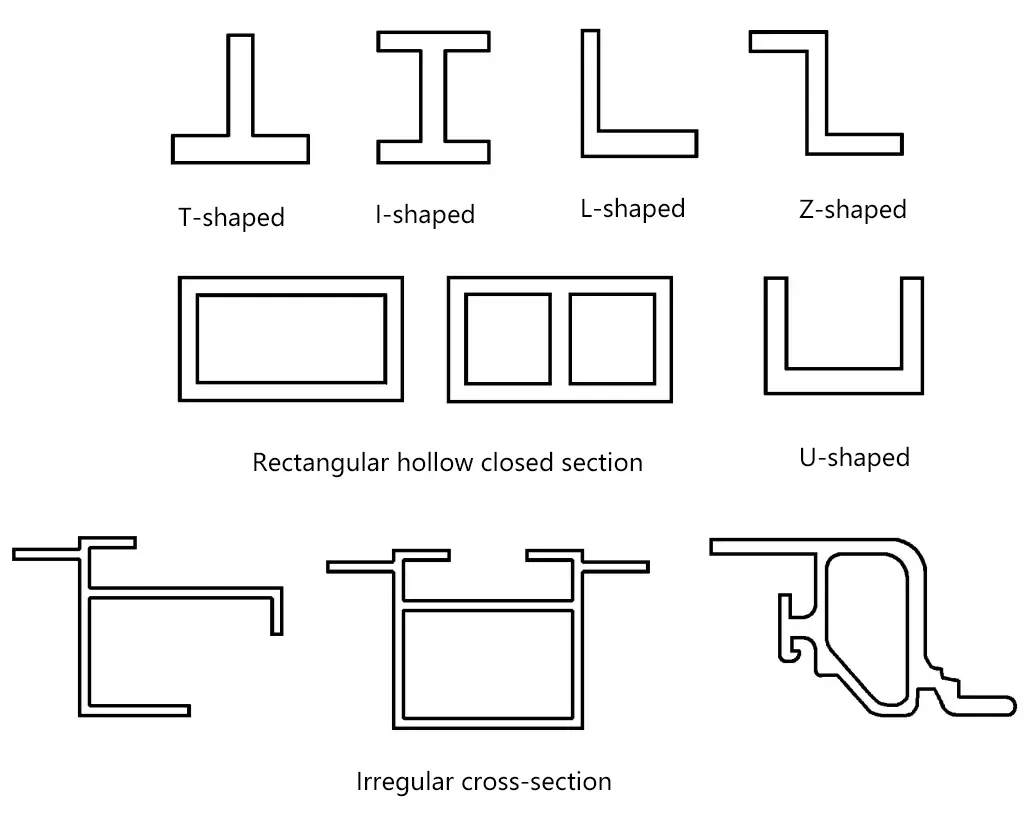
Rispetto alla lamiera, una caratteristica importante dei profili è la varietà di forme della sezione trasversale, come mostrato nella Figura 1. La piegatura dei profili è diversa da quella della lamiera. La piegatura dei profili è diversa da quella delle lamiere. A causa delle loro specifiche forme di sezione trasversale, spesso sorgono molti problemi di qualità speciali, come la distorsione della sezione trasversale, l'increspatura del lato interno, la torsione, ecc.
Quando la sezione del profilo è relativamente alta e la relativa raggio di curvatura è piccolo e i parametri di processo non sono impostati in modo ragionevole, possono verificarsi fenomeni di raggrinzimento sul bordo interno o sul nastro del profilo dopo la formatura per flessione. Il motivo del raggrinzimento è che durante il processo di piegatura, la parte al di sotto dello strato neutro è sottoposta a una sollecitazione di compressione longitudinale. Quando la sollecitazione di compressione è eccessiva o la parte compressa non ha un supporto efficace, è probabile che si verifichino grinze longitudinali.
In tratto piegatura e formaturaSe si applica una certa tensione al profilo durante la piegatura, si può evitare la formazione di grinze; anche l'applicazione di una tensione supplementare dopo la piegatura ha un certo effetto antirughe. Inoltre, l'utilizzo di scanalature di limitazione o di prevenzione delle grinze sullo stampo o l'impiego di aste per il riempimento sono misure in grado di prevenire le grinze.
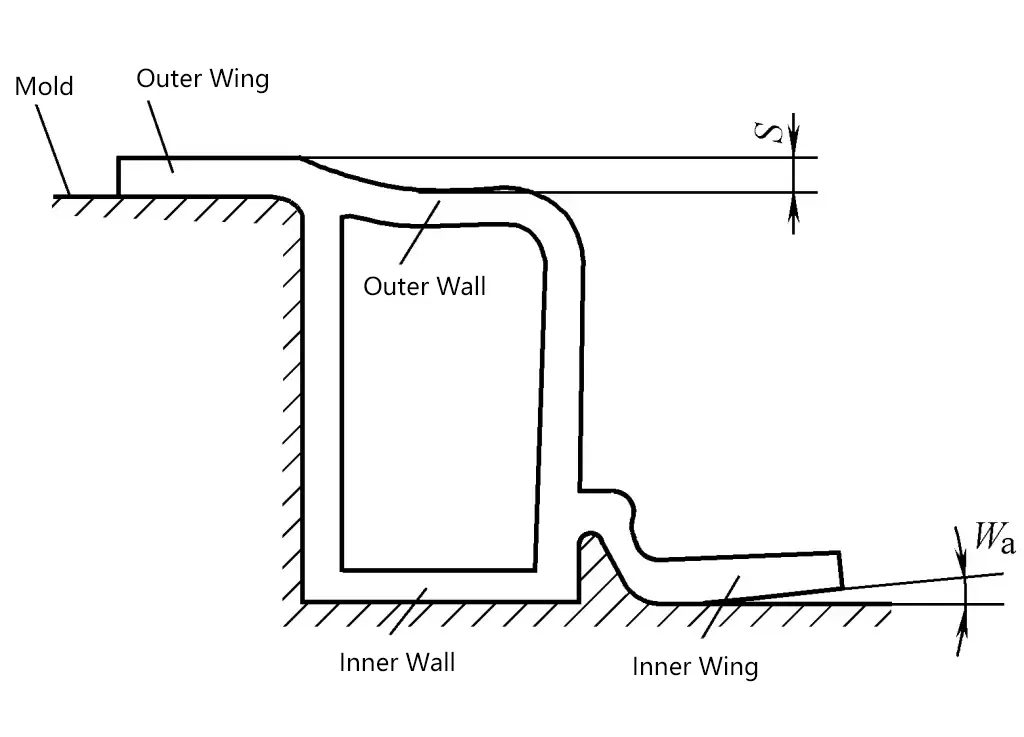
La distorsione della sezione è un problema difficile da evitare nella formatura dei profili. La resistenza alla deformazione di una sezione di profilo è strettamente correlata alla forma della sezione stessa. Durante la piegatura di profili a sezione chiusa, quando la larghezza del nastro è grande, lo spessore della parete è sottile e non c'è un supporto all'interno o il supporto è debole, è facile che si verifichino fenomeni come il collasso del bordo superiore, che causano la distorsione sezionale del profilo, come illustrato nelle Figure 2 e 3. Fenomeni analoghi si verificano durante la curvatura di profili con altre forme sezionali.
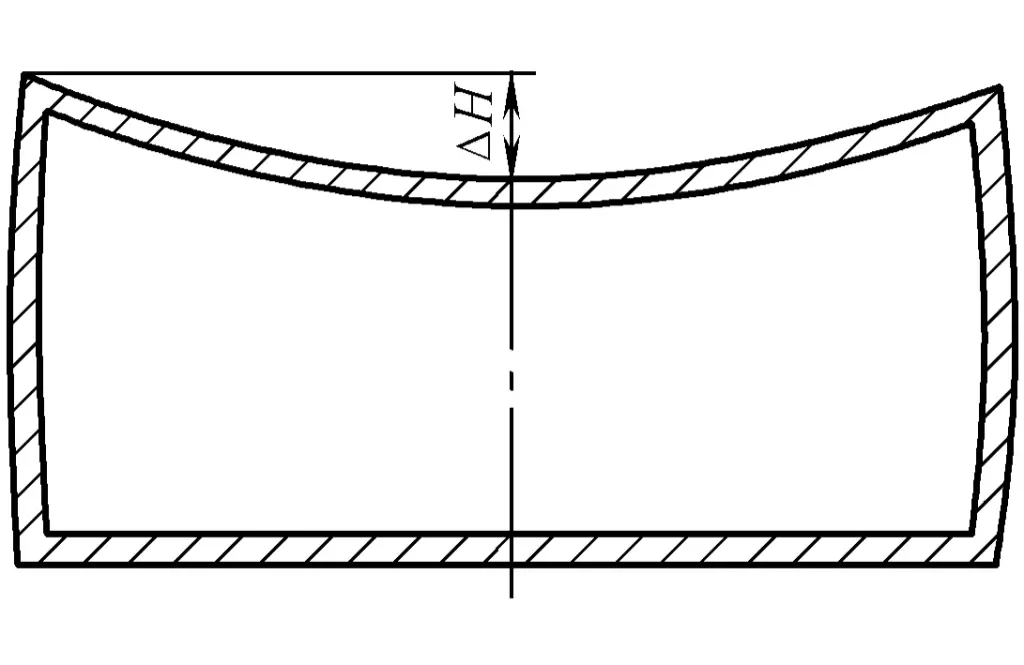
Il verificarsi della distorsione sezionale è molto difficile da controllare e rende più complicato il controllo del ritorno elastico.
Attualmente, i metodi per eliminare o ridurre la distorsione sezionale comprendono, in primo luogo, la determinazione della forma della sezione del profilo in base alla producibilità della struttura delle parti del profilo; in secondo luogo, il sostegno del profilo durante la produzione (aggiunta di un'anima o di un riempimento).
Per ridurre la distorsione sezionale, la prima considerazione dovrebbe essere la producibilità strutturale dei pezzi di profilo, che è il metodo più economico. Gli approcci principali sono i seguenti (vedi Figura 4):
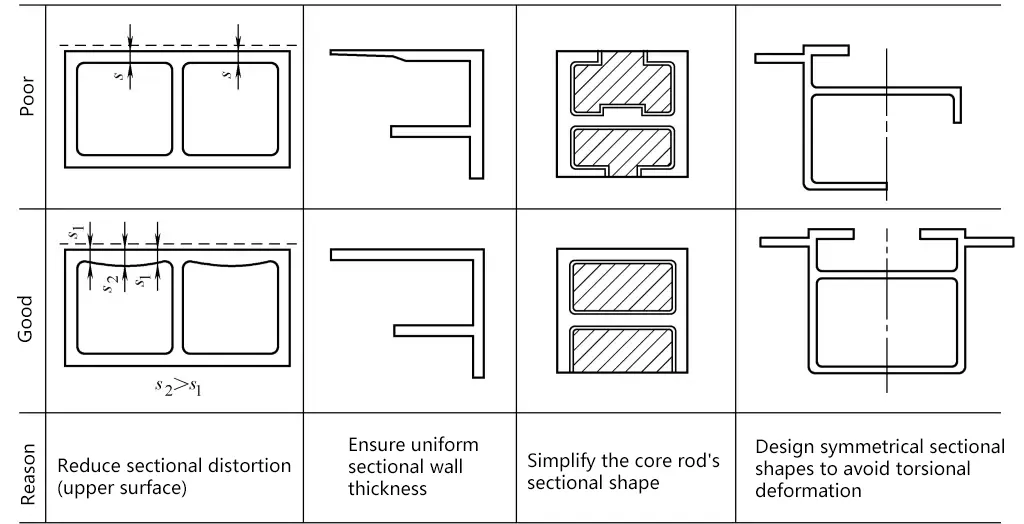
Le specifiche dei profili sono varie. Per le strutture che non presentano requisiti particolari, la priorità va data ai profili con buona formabilità, forme semplici della sezione trasversale e simmetria, come i profili angolari, i profili a T, i profili a sezione cava rettangolare, i profili a forma di arco, ecc.
L'inserimento di un'asta d'anima (pannello laminato, lamiera d'acciaio sottile) o di un riempimento all'interno del profilo può prevenire efficacemente la distorsione della sezione. L'asta d'anima ha una forma uguale o simile alla superficie interna non deformata del profilo, viene inserita all'interno del profilo prima della deformazione, si piega con il profilo o sostiene la parte di piegatura del profilo e viene estratta dall'interno del profilo dopo la formatura. Forme comuni di aste per anime:
(1) L'asta con anima laminata, come mostrato nella Figura 5a, può essere costituita da sottili piastre di acciaio o da materiali come il PVC (cloruro di polivinile), il nylon, ecc. ed è ampiamente utilizzata nella piegatura bidimensionale. Le piastre sottili sono impilate insieme, posizionate all'interno del profilo, piegate con il profilo, gli strati possono scorrere l'uno rispetto all'altro durante la piegatura e, poiché ogni strato è molto sottile, durante la piegatura ogni strato di materiale è in uno stato di deformazione elastica.
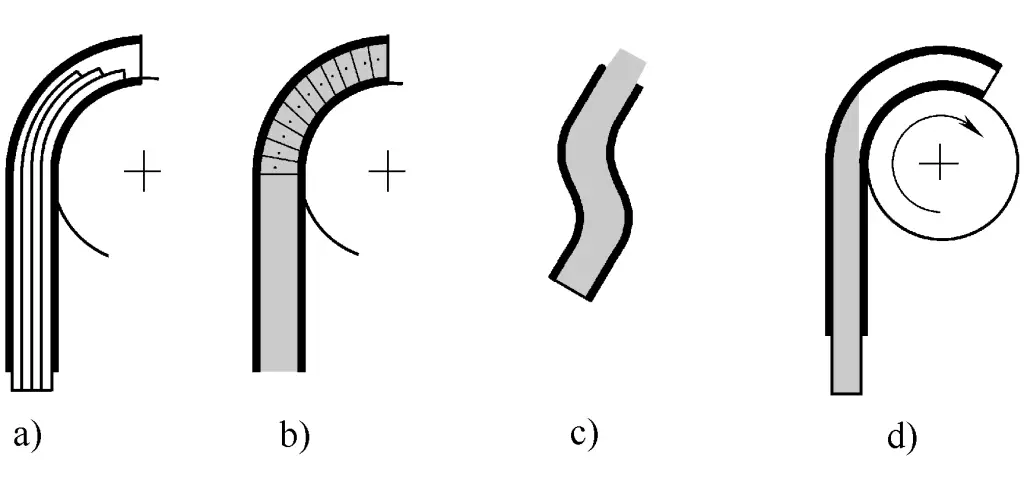
a) Asta con nucleo laminato
b) Asta centrale collegata
c) Asta con nucleo in plastica
d) Asta con nucleo rigido
A causa dell'esistenza di un certo spazio tra l'asta d'anima e la parete interna del profilo, la quantità di distorsione della sezione trasversale del profilo è influenzata dalla dimensione dello spazio. Lo svantaggio di questo tipo di barra d'anima è che non è facile da estrarre a causa della stretta compressione tra la parete interna del profilo e la barra d'anima dopo la piegatura. Inoltre, l'efficienza del lavoro è inferiore durante il processo di produzione.
(2) Asta d'anima a maglie, come mostrato nella Figura 5b. L'asta d'anima è composta da molte unità collegate, la forma di ogni unità della catena è simile alla parete interna del profilo e l'asta d'anima può deformarsi con la flessione del profilo. L'effetto di riduzione della distorsione della sezione trasversale è molto evidente. Lo svantaggio è che è difficile da produrre e costoso.
(3) L'asta centrale in plastica, realizzata con materiali plastici come il polietilene, ha buone prestazioni di scorrimento e facilita l'inserimento e l'estrazione. Durante la flessione si trova in uno stato elastico, come mostrato nella Figura 5c. Lo svantaggio dell'asta con anima in plastica è che il suo modulo elastico e la sua durezza sono relativamente bassi, il che comporta una minore limitazione della distorsione della sezione trasversale del profilo, soprattutto quando il raggio di curvatura è piccolo. Inoltre, la vita utile di questo tipo di materiale polimerico è breve.
(4) Asta d'anima rigida, come mostrato nella Figura 5d. Non si piega con il profilo, analogamente all'asta d'anima utilizzata nella formazione della curvatura con i tubi. L'asta d'anima rigida in metallo viene inserita nella cavità interna del profilo fino alla parte in cui si verifica la deformazione di curvatura, fornendo un supporto rigido alla piastra superiore della pancia del profilo durante la curvatura, prevenendo efficacemente il verificarsi della distorsione della sezione trasversale. Questo tipo di barra d'anima è adatto alla piegatura di profili a curvatura costante.
Oltre all'aggiunta di un'asta centrale, per i profili a sezione chiusa è possibile riempire alcuni materiali facilmente rimovibili per sostenere la parete interna del profilo, come mostrato nella Figura 6. Questo metodo è semplice e facile da implementare.
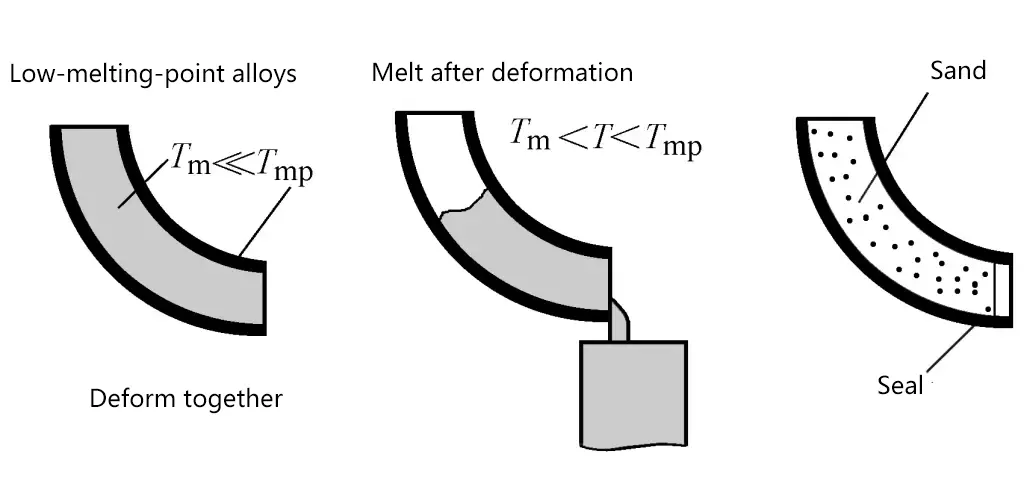
I materiali di riempimento più comunemente utilizzati sono le leghe a basso punto di fusione e la sabbia umida. Per il riempimento con leghe a basso punto di fusione, l'interno del profilo viene riempito con una lega a basso punto di fusione prima della piegatura e, dopo la piegatura, viene riscaldato per fondere e far fuoriuscire la lega. Lo svantaggio di questo metodo è che le leghe a basso punto di fusione sono generalmente morbide e forniscono un supporto debole durante la piegatura del profilo. Se si utilizza la sabbia, l'effetto sarebbe ancora peggiore e richiede più lavoro manuale, con conseguente bassa efficienza.
Anche l'iniezione di liquido all'interno dei profili a sezione chiusa può ridurre la distorsione della sezione. Il controllo della pressione del liquido durante la formatura della curvatura ha un effetto significativo sulla riduzione della distorsione, ma lo svantaggio è la necessità di aumentare i dispositivi di pressurizzazione e di tenuta.
L'entità della pressione dipende dal materiale del profilo, dalla forma e dalle dimensioni della sezione e dal grado di piegatura. La pratica ha dimostrato che la pressione non deve essere molto elevata per avere un effetto apprezzabile; una pressione troppo alta può causare un rigonfiamento inverso. Per ridurre la distorsione della sezione si possono riempire non solo i liquidi ma anche i gas.
Quando il raggio di curvatura è troppo piccolo o si aggiunge una forza di trazione tangenziale supplementare per ridurre il ritorno elastico e impedire la formazione di grinze sulla parete interna, si verifica una maggiore sollecitazione di trazione sulla sezione, soprattutto sulla parete esterna, che provoca un assottigliamento eccessivo dello spessore della parete esterna e persino la rottura.
Quando l'altezza della sezione del profilo è relativamente grande e il raggio di curvatura è piccolo, il fenomeno dell'assottigliamento è più grave. Nel processo di piegatura del profilo, l'assottigliamento eccessivo o addirittura la rottura della parete esterna è una delle manifestazioni dei limiti della piegatura del profilo.
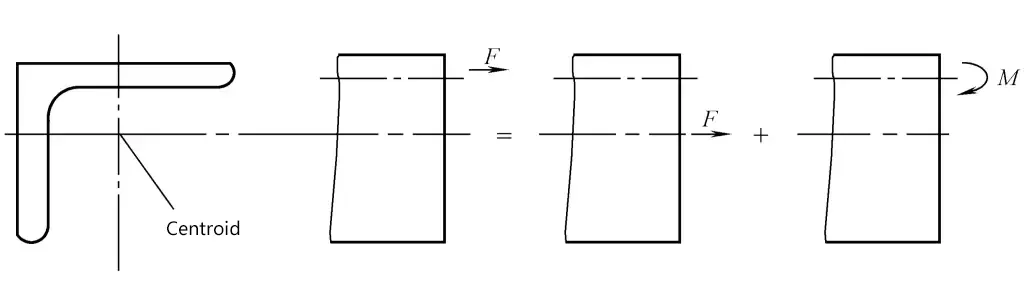
Per i profili con forme di sezione asimmetriche, oltre ai problemi comuni come rottura, grinze, ritorno elastico e distorsione della sezione durante la formatura, possono verificarsi anche deformazioni e torsioni. Pertanto, durante l'allungamento e la piegatura dei profili, il centro di trazione del blocco pinza deve coincidere con il centroide della sezione del profilo, per evitare che i momenti di flessione aggiuntivi causino la deformazione longitudinale del profilo, come mostrato nella Figura 7. In caso di piegatura, il punto di applicazione della forza di piegatura deve essere il più vicino possibile al centro di piegatura per evitare deformazioni torsionali.