
Taglio meccanico: Elementi essenziali della cesoiatura
Come fanno le macchine a tagliare il metallo solido con tanta precisione? Il segreto sta nella cesoiatura meccanica, un metodo che utilizza...
Immaginate di trasformare una lastra di metallo piatta in pezzi precisi con la semplice pressione di un pulsante. Questo articolo approfondisce il processo di taglio a cesoia, una tecnica essenziale nella lavorazione dei metalli che prevede il taglio delle lamiere nelle forme desiderate. L'articolo copre tutti gli aspetti, dalla meccanica del taglio a cesoia ai tipi di attrezzature utilizzate. Alla fine, capirete come il taglio a cesoia massimizzi l'efficienza e la precisione nella produzione, rendendolo una pietra miliare dell'ingegneria moderna. Immergetevi per conoscere gli strumenti e le tecniche che danno forma ai componenti metallici su cui facciamo affidamento ogni giorno.

Il calcolo e la selezione dei parametri del processo di taglio sono riportati nella Tabella 1; il rapporto T/R per alcuni materiali è riportato nella Tabella 2; la temperatura di preriscaldamento per la cesoiatura riscaldata è riportata nella Tabella 3; le condizioni di cesoiatura per diversi gradi e specifiche di materiali sono riportate nella Tabella 4; il gioco ragionevole per le lame di cesoiatura è riportato nella Tabella 5.
Tabella 1 Calcolo e selezione dei parametri del processo di taglio
| Numero di serie | Parametri | Calcolo e selezione |
| 1 | Forza di taglio | Quando si seleziona con precisione tosatura verificare l'entità della forza di taglio per assicurarsi che sia inferiore al tonnellaggio dell'attrezzatura. La forza di taglio può essere calcolata con la seguente formula F=KAτb dove: - F è la forza di taglio (N) - A è l'area di taglio (mm) 2 ) - K è un coefficiente che tiene conto di fattori quali la smussatura della lama, in genere K=1,2~1,7 - τb è la resistenza al taglio del materiale (10MPa), in genere 0,7~0,8 volte la resistenza alla trazione, cioè τ=(0,7~0,8)R m o fare riferimento alla Tabella 2 per il calcolo |
| 2 | Temperatura di taglio | Per i materiali con maggiore resistenza (durezza) e sezioni trasversali più grandi, preriscaldare il materiale prima della cesoiatura. La temperatura di riscaldamento deve essere di: 350~550℃, vedere la Tabella 3 per i dettagli. Fare riferimento alla Tabella 4 per scegliere la condizione di tranciatura e decidere se è necessario un preriscaldamento. |
| 3 | Fessura di taglio | Per garantire la qualità della cesoiatura, è necessario un valore ragionevole di distanza tra le lame superiori e inferiori (vedere la Tabella 5). Un valore maggiore dovrebbe essere utilizzato quando la durezza del materiale è elevata o la sezione trasversale della sezione cesoiata è grande, mentre un valore minore dovrebbe essere utilizzato in caso contrario. Un valore più piccolo dovrebbe essere utilizzato anche quando la cesoiatura è riscaldata. |
Tabella 2 Rapporto di τb a Rm per alcuni materiali
| Materiale | τb/MPa | Rm/MPa | τ/Rm | A (%) | Nota |
| Q195 | 290 | 336 | 0.86 | Ricottura | |
| 375 | Tempra a freddo | ||||
| Q235 | 341.7 | 423 | 0.82 | Ricottura | |
| 410 | Tempra a freddo | ||||
| Acciaio 15 | 280 | 360 | 0.74 | 32 | |
| Acciaio 30 | 356 | 454 | 0.79 | Ricottura | |
| Acciaio 35 | 420 | 540 | 0.78 | Ricottura | |
| Acciaio grado 40, 45, 50 | 460 | Ricottura | |||
| Acciaio 75 | 610 | 1000 | 0.61 | 10.8 | |
| 30CrMnSiA | 750 | 1200 | 0.62 | 13.5 | Tempra |
| Rame puro | 160 | 200 | 0.8 | ||
| H68 | 200 | 300 | 0.66 | ||
| HPb59-1 | 260 | 420 | 0.62 | ||
| Zinco | 150 | 187 | 0.91 | ||
| 2A12 | 130 | 230 | 0.56 | 15 | Ricottura |
| 2A11 | 220~240 | 380~420 | 15~20 | Dopo l'estrusione a caldo | |
| 6A02 | 70 | 130 | 0.54 | 22 | Ricottura |
Tabella 3 Temperatura di preriscaldamento per il riscaldamento del taglio
| Durezza del materiale HBW | 269 | 241 | 229 | 207 |
| Temperatura di preriscaldamento/℃ | 550 | 400 | 380 | 350 |
Nota: la temperatura di preriscaldamento è la temperatura a cui viene preriscaldato il materiale stesso.
Tabella 4 Stato di taglio di materiali di diverse qualità e specifiche
| Grado del materiale | Diametro del vuoto o lunghezza del lato/mm | Durezza HBW | Stato di taglio |
| 35 Acciaio | ≤75 | Taglio a freddo | |
| 80~85 | ≥187 | Cesoia a caldo | |
| <187 | Taglio a freddo | ||
| >85 | Cesoia a caldo | ||
| 45 Acciaio | ≤60 | Taglio a freddo | |
| 65-75 | ≥207 | Cesoia a caldo | |
| <207 | Taglio a freddo | ||
| >75 | Cesoia a caldo | ||
| 40Cr | ≤50 | Taglio a freddo | |
| 55-60 | ≥241 | Cesoia a caldo | |
| <241 | Taglio a freddo | ||
| >60 | Cesoia a caldo | ||
| 45Cr 18CrMnTi 12Cr2NiA | ≤35 | Taglio a freddo | |
| 40~48 | ≥255 | Cesoia a caldo | |
| ≥255 | Taglio a freddo | ||
| >48 | Cesoia a caldo |
Tabella 5 Distanza ragionevole per le lame della cesoia (unità: mm)
| Diametro della barra | Sotto il 20 | 20~30 | 30~40 | 40~60 | 60~90 |
| Distanza tra le lame | 0.2~1 | 0.5~1.5 | 0.8~2 | 1.5~2.5 | 2.0~3.0 |
| Diametro della barra | 90~100 | 100~120 | 120~150 | 150~180 | 180~200 |
| Distanza tra le lame | 2.5~3.5 | 3~4 | 3.5~5 | 4.5~8 | 7~12 |
Le lame del piano di taglio sono costituite da due pezzi, uno fissato sulla sede della matrice inferiore e l'altro montato sulla sagoma superiore, azionati dal cursore per muoversi verso l'alto e verso il basso per ottenere il taglio. I tipi di lame presenti in produzione sono diversi. Le caratteristiche delle lame a scanalatura singola e multipla sono riportate nella Tabella 6, mentre le caratteristiche delle lame a taglio singolo e doppio sono riportate nella Tabella 7.
Tabella 6 Caratteristiche delle lame a scanalatura singola e multipla
| Lama | Tipo | Diagramma semplificato | Caratteristiche |
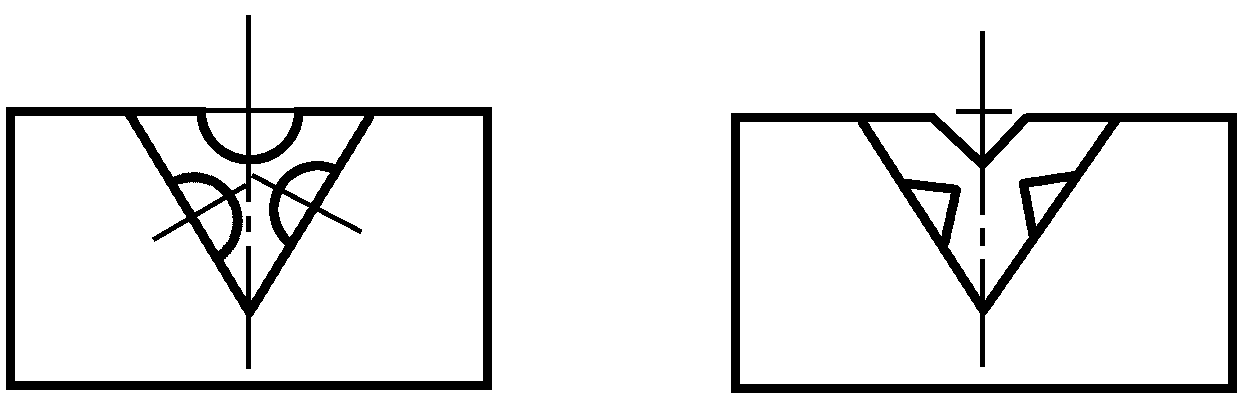
| Lama a scanalatura singola | Tipo integrale | 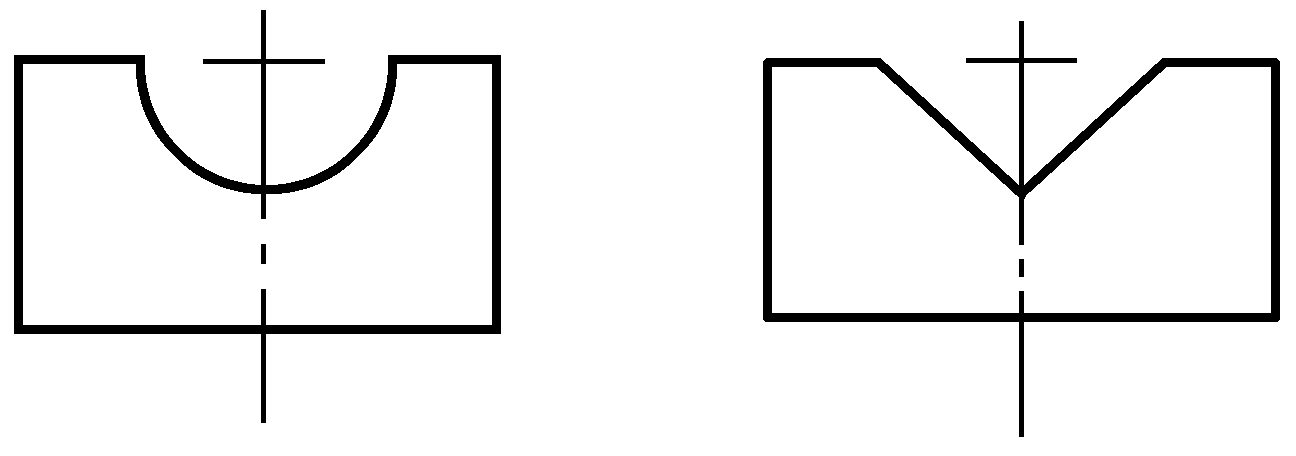 | Sia la lama superiore che quella inferiore della cesoia sono di tipo aperto. |
 | La lama inferiore è di tipo chiuso, che impedisce alla barra di piegarsi, utilizzata per il taglio di barre di piccole dimensioni, mentre la lama superiore (lama mobile) è ancora di tipo aperto. | ||
 | La lama è dotata di taglienti su tutti e quattro i lati, migliorando il tasso di utilizzo della lama. | ||
| Tipo di inserto | 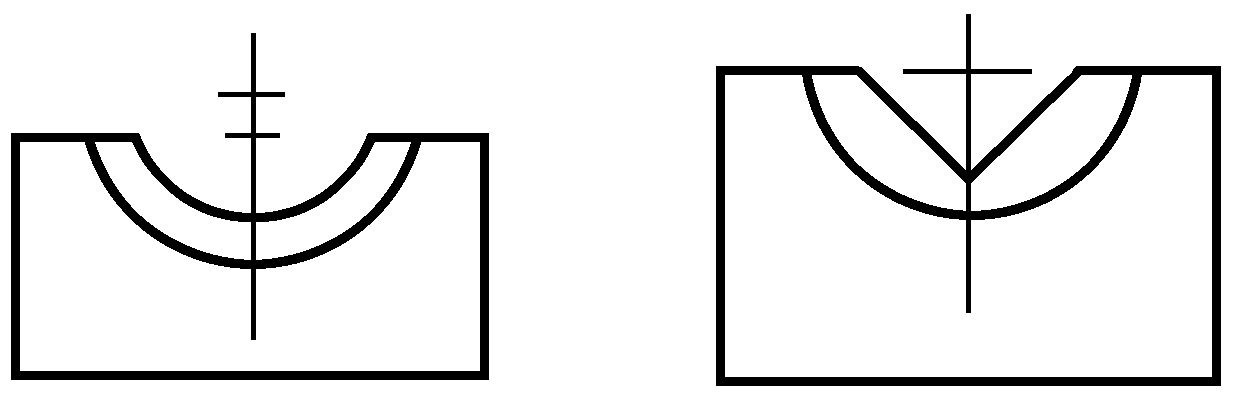 | Può far risparmiare un po' di acciaio, ma richiede un supporto per la lama aggiuntivo. | |
 | Stessi vantaggi e svantaggi di cui sopra, in più può essere utilizzato su tre lati | ||
| Tipo di combinazione | 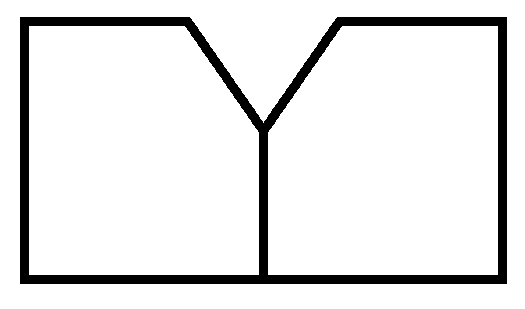 | Può evitare la concentrazione di tensioni agli angoli della lama integrale, migliorando la durata della lama, ma richiede anche un supporto per la lama. | |
| Lama a più scanalature | Stessa forma e dimensione | 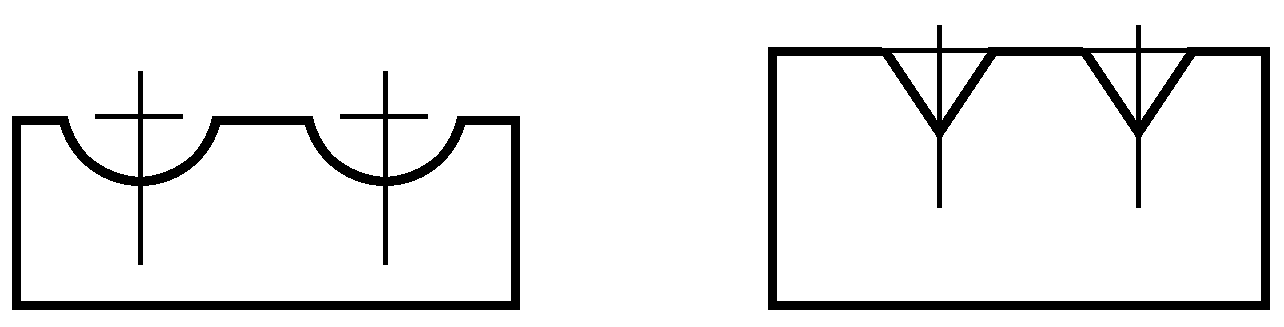 | Può tagliare due barre contemporaneamente, migliorando la produttività, utilizzata per attrezzature di grandi dimensioni per tagliare materiali piccoli |
 | Come sopra, può tagliare tre pezzi contemporaneamente | ||
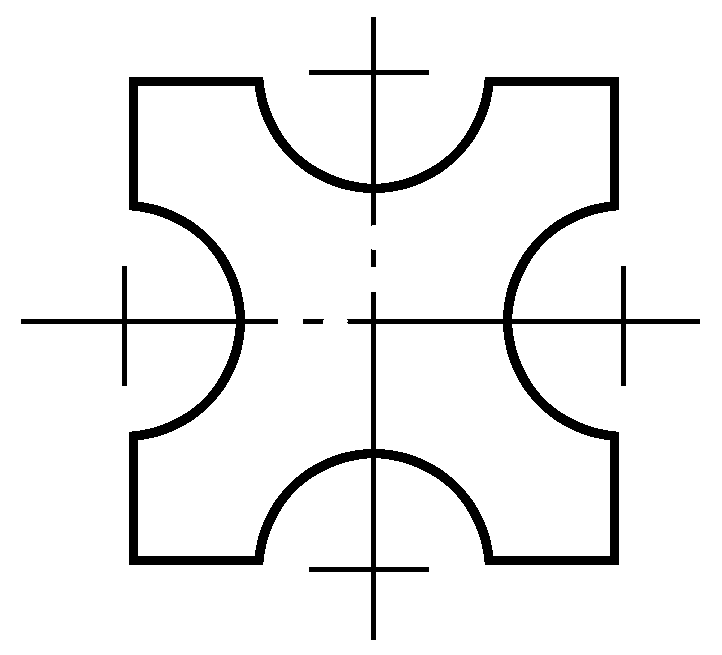
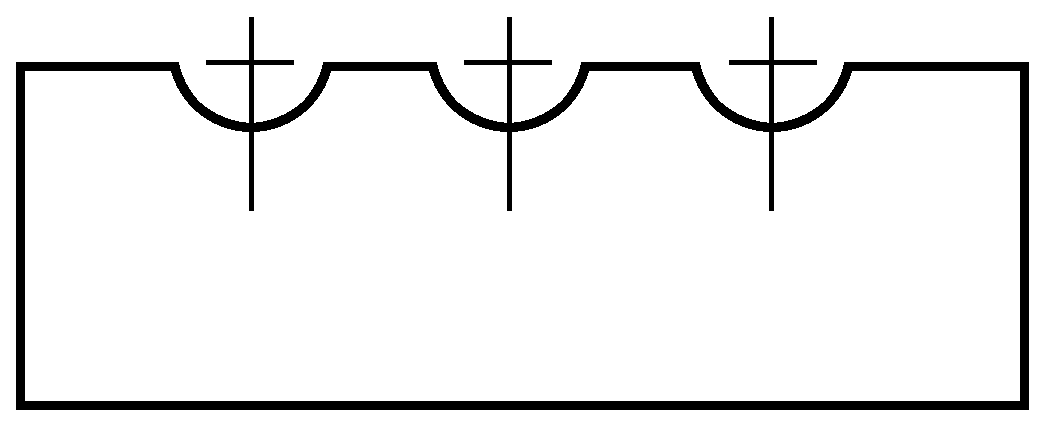
| Stessa forma, dimensioni diverse | 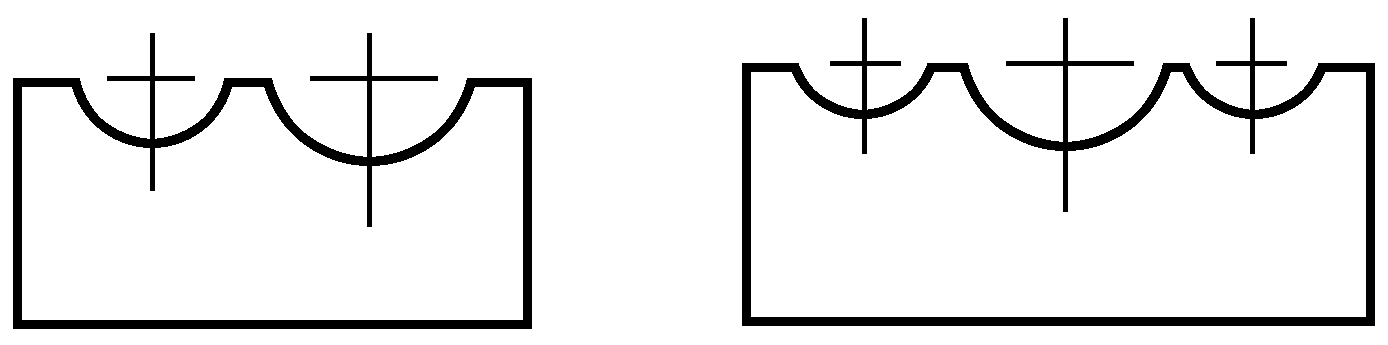 | Può tagliare più pezzi di dimensioni diverse contemporaneamente | |
| Forme e dimensioni diverse | 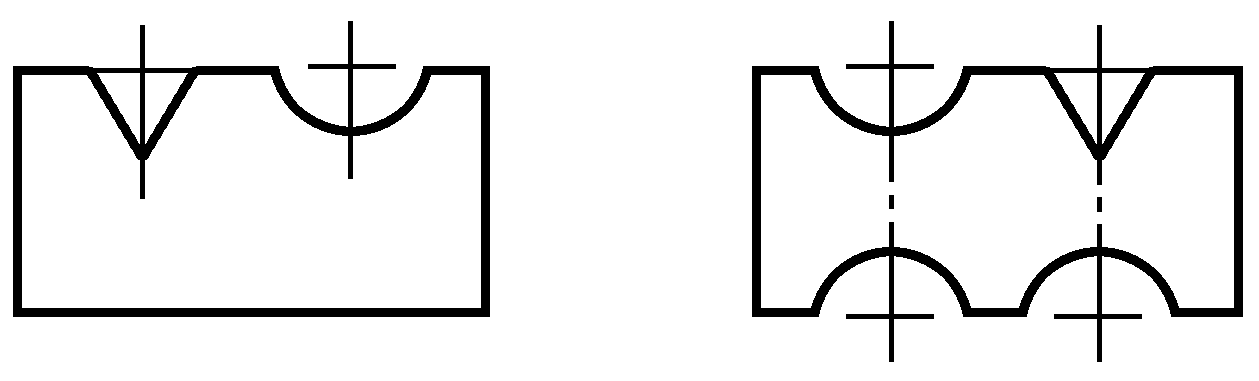 | Può tagliare più pezzi di forme e dimensioni diverse contemporaneamente | |
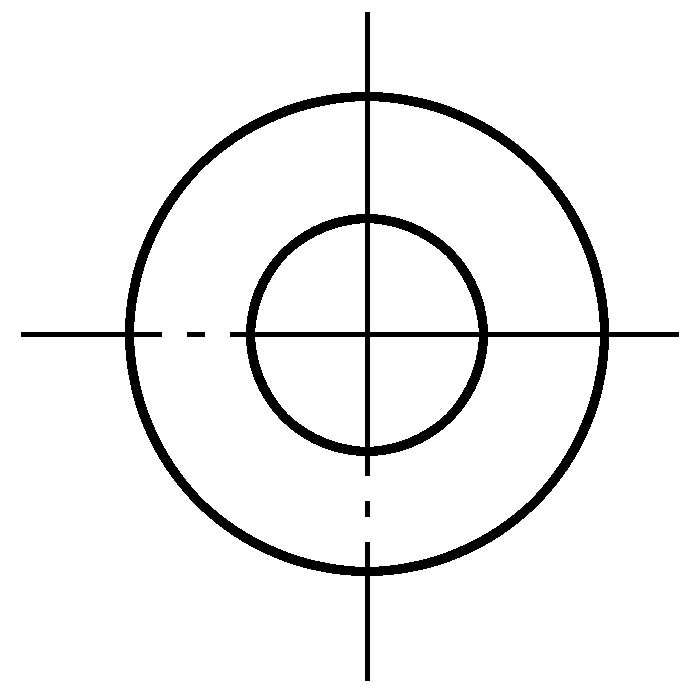
| Tipo chiuso | 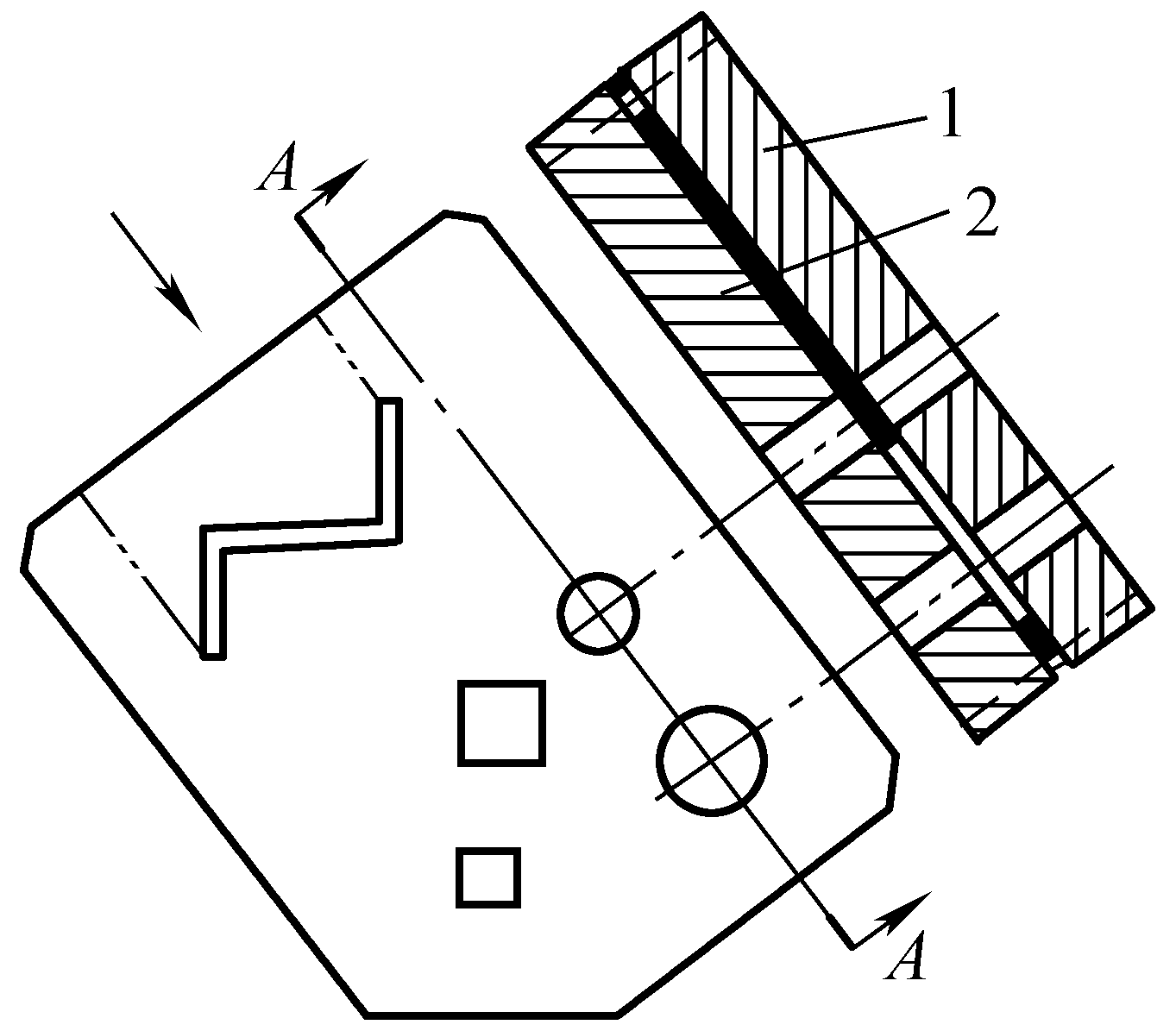 | Senza cambiare la lama, è in grado di tagliare acciaio di diverse forme e dimensioni. macchina per la lavorazione del ferro. Nel diagramma, 2 è la lama in movimento, 1 è la lama ferma. |
Tabella 7 Caratteristiche delle lame a taglio singolo e doppio
| Lama | Diagramma semplificato | Caratteristiche |
| Lama a taglio singolo | 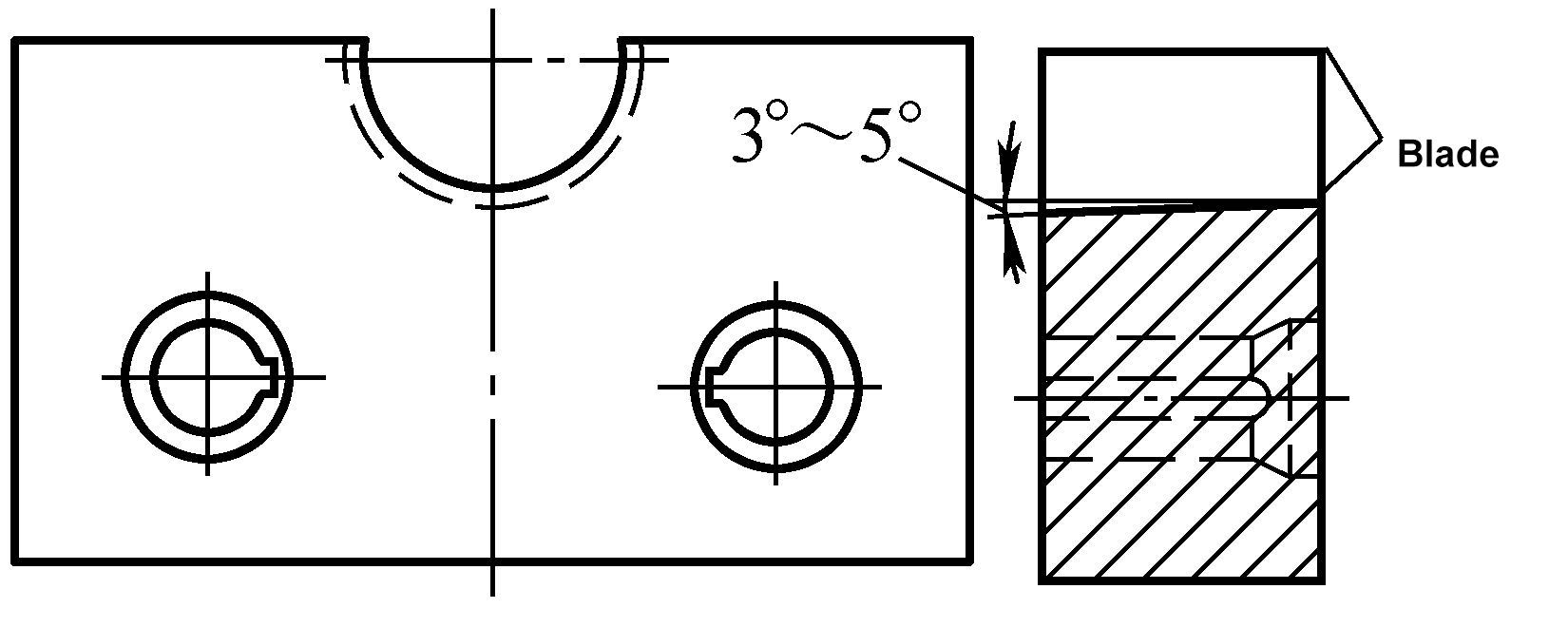 | Può ridurre il braccio di leva, ma durante il taglio la lama preme più a fondo nel materiale scadente, compromettendo la qualità della superficie finale, e può essere utilizzata solo su un lato. |
| Lama a doppio taglio | 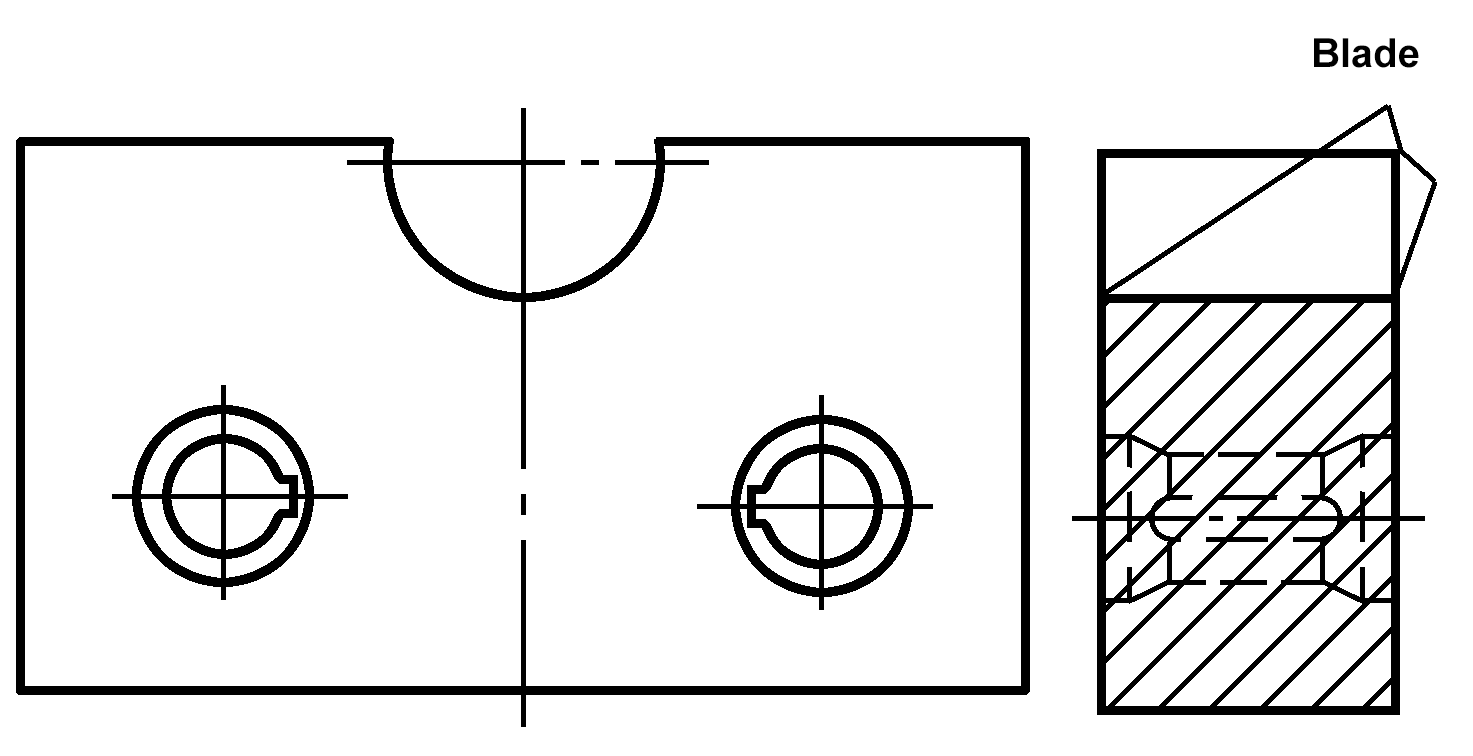 | Utilizzabile su entrambi i lati, migliore qualità della faccia finale |
Quando si progettano le lame, si considerano principalmente due condizioni: le specifiche del processo dell'apparecchiatura e la forma e le dimensioni del materiale da tagliare.
(1) Lama circolare
Il design della lama circolare è illustrato nella Tabella 8.
Tabella 8 Design della lama circolare
| No. | Parametri | Calcolo e selezione |
| 1 | Raggio del bordo R | Il raggio del bordo dipende principalmente dal diametro del tondino da tagliare; un R troppo grande può appiattire eccessivamente la sezione trasversale del tondino, causando a volte anche delle crepe Se R è inferiore alla metà del diametro dell'asta da tagliare, il lato dell'asta presenterà delle rientranze che influiranno sulla durata della lama. Il raggio del bordo della lama può anche fare riferimento alla Tabella 9, che si trova in base al diametro dell'asta da tagliare |
| 2 | Dimensione inferiore della lama A | Acquisire dati empirici dalle specifiche di processo delle apparecchiature 5000kN cesoia, A=120~130mm Macchina cesoia da 10000kN, A=130~140mm |
| 3 | Dimensione della lama superiore B | Quanto più piccolo è il valore di B, tanto meglio è, in condizioni di garanzia della resistenza della lama e di riaffilatura multipla, può essere determinato dalla seguente formula B=H-[S+A+(0,3~0,32)Dmin ] Dove H è l'altezza dell'apertura della lama del letto di taglio (mm) S è la corsa del letto di taglio (mm) |
| 4 | Altezza delle lame superiori e inferiori h 1 e h 2 | L'altezza del bordo della lama superiore e inferiore deve essere uguale. Può essere determinata con la seguente formula h 1 =(H+A-B)/2 + (7~10)mm h 2 =H-h 1 +(15~20)mm |
| 5 | Dimensioni esterne della lama | Spessore della lama C: Considerando principalmente la resistenza e la rigidità della lama, può essere selezionato C = (da 0,25 a 0,5)D dove D è il diametro dell'asta da tagliare (mm) Lo spessore della lama C e la larghezza della lama L possono essere selezionati anche in base al tonnellaggio dell'apparecchiatura, vedi Tabella 2-18. L'angolo di inclinazione α all'apertura della lama può essere considerato pari a 10°. |
| 6 | Fori per bulloni | Fori per il fissaggio della lama, generalmente 4 fori, cioè 2 fori per la lama mobile, 2 fori per la lama fissa; in alcuni casi, 6 fori. Diametri dei fori d e D, interassi l, l 1 , h 3 e il raggio r della scanalatura del perno, tutti correlati al tonnellaggio dell'apparecchiatura, cfr. tabella 10. |
Tabella 9 Raggio del bordo della lama (unità: mm)
| Diametro dell'asta D | 28~32 | 34~36 | 38~42 | 45~50 | 54~56 | 60~65 |
| Raggio del bordo R | 17 | 19 | 22.5 | 26.5 | 29.5 | 34.5 |
| Diametro della barra D | 70~75 | 80~85 | 90~95 | 100 | 110 | 130 |
| Raggio del bordo R | 39.5 | 44.5 | 50 | 53 | 58 | 68 |
Tabella 10 Dimensioni degli inserti tondi (unità: mm)
| Attrezzatura tonnellata/kN | d | D | l | l1 | h3 | r | c | L |
| 5000 | 36 | 55 | 230 | 22 | 55 | 5 | 60 | 419 |
| 10000 | 48 | 72 | 260 | 27 | 60 | 6 | 80 | 479 |
(2) Lame a filo quadrato
L'acciaio squadrato viene generalmente tranciato lungo la diagonale e le lame si dividono in integrali e combinate. Per la progettazione delle lame integrali a spigolo vivo, vedere la Tabella 11.
Tabella 11 Progettazione di lame integrali a spigolo vivo

| No. | Parametri | Calcolo e selezione |
| 1 | Dimensione lama inferiore A | Rilevare i dati empirici in base all'apparecchiatura Per le cesoie da 5000kN e 10000kN, si possono prendere 110~120 mm. |
| 2 | Dimensione della lama superiore B | B = H - [s + A + 0,7a min ] Dove H-altezza dell'apertura della lama di taglio (mm), ottenuta dalle specifiche di processo dell'apparecchiatura corsa s della cesoia (mm), fare riferimento alle specifiche di processo dell'apparecchiatura a min -la lunghezza minima del lato del materiale quadrato tagliato dalla stessa lama (mm), la lunghezza massima consentita del lato del materiale quadrato da tagliare Dovrebbe essere compreso nel seguente intervallo a massimo ≤ 1.25a min |
| 3 | Altezza inferiore della lama h 1 | h 1 = (H + A - B) / 2 + (7 ~ 10) mm |
| 4 | Altezza superiore della lama h 2 | h 2 = H - h 1 + (15 ~ 20) mm |
| 5 | Raggio di raccordo della fessura r | Per evitare la concentrazione di tensioni e il danneggiamento della lama durante la tranciatura, è necessario utilizzare un filetto ad angolo retto, vedere la Tabella 12. |
| 6 | Dimensioni del profilo della lama | La determinazione delle dimensioni del profilo della lama è identica a quella delle lame a bordo circolare. |
| 7 | Fori per bulloni | Il design e le relative dimensioni dei fori per i bulloni sono conformi al design delle lame a bordo circolare. |
Tabella 12 Raggio di raccordo della fessura r (unità: mm)
| Lunghezza del lato del materiale quadrato a | <50 | 50~70 | 75~90 | 90~105 | 110~125 | 130~150 |
| Raggio del filetto r | 7 | 9 | 12 | 15 | 15 | 21 |
(3) Lama a lama piatta
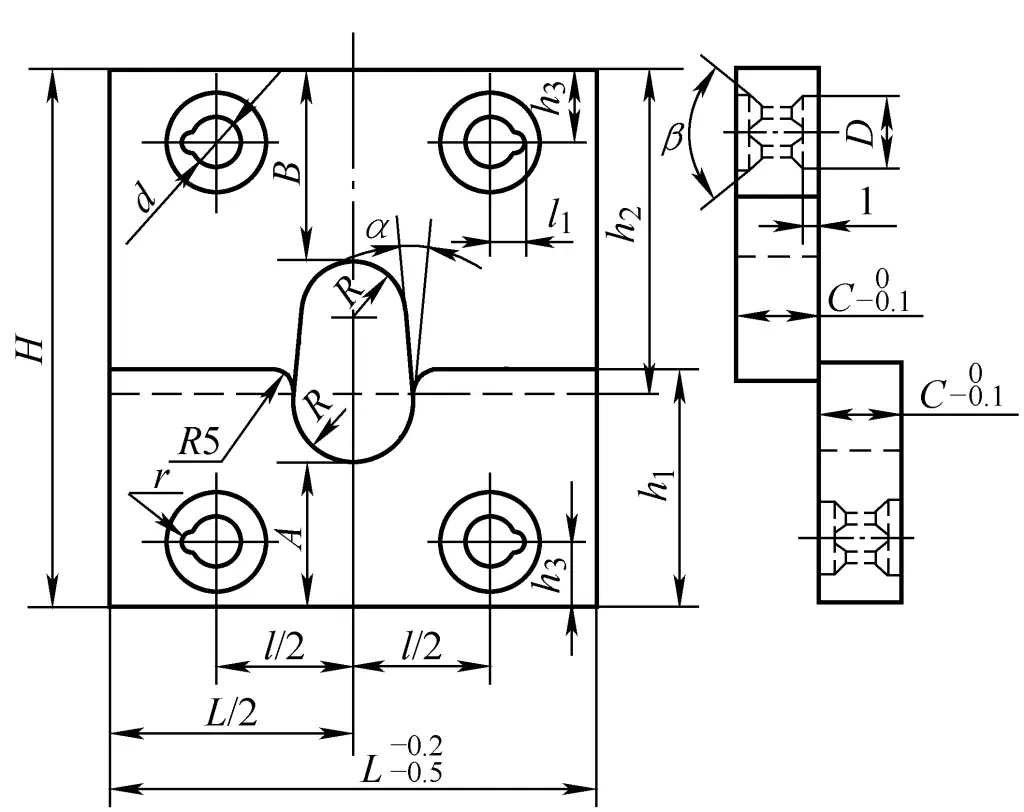
Le lame per il taglio dell'acciaio piatto possono essere realizzate con un bordo piatto, come illustrato nella figura allegata alla Tabella 13. Tipo I, sia la lama superiore che quella inferiore sono dotate di scanalature, utilizzate per il taglio di materiali spessi; tipo II, la lama superiore non ha scanalature, cioè B è uguale a h 2 spesso utilizzati per il taglio di materiali più sottili. Entrambi i tipi tagliano lungo il bordo largo del materiale piatto.
Tabella 13 Design della lama a bordo piatto
| Dimensioni della lama di tipo I | Dimensioni della lama di tipo II | ||
| Diagramma | 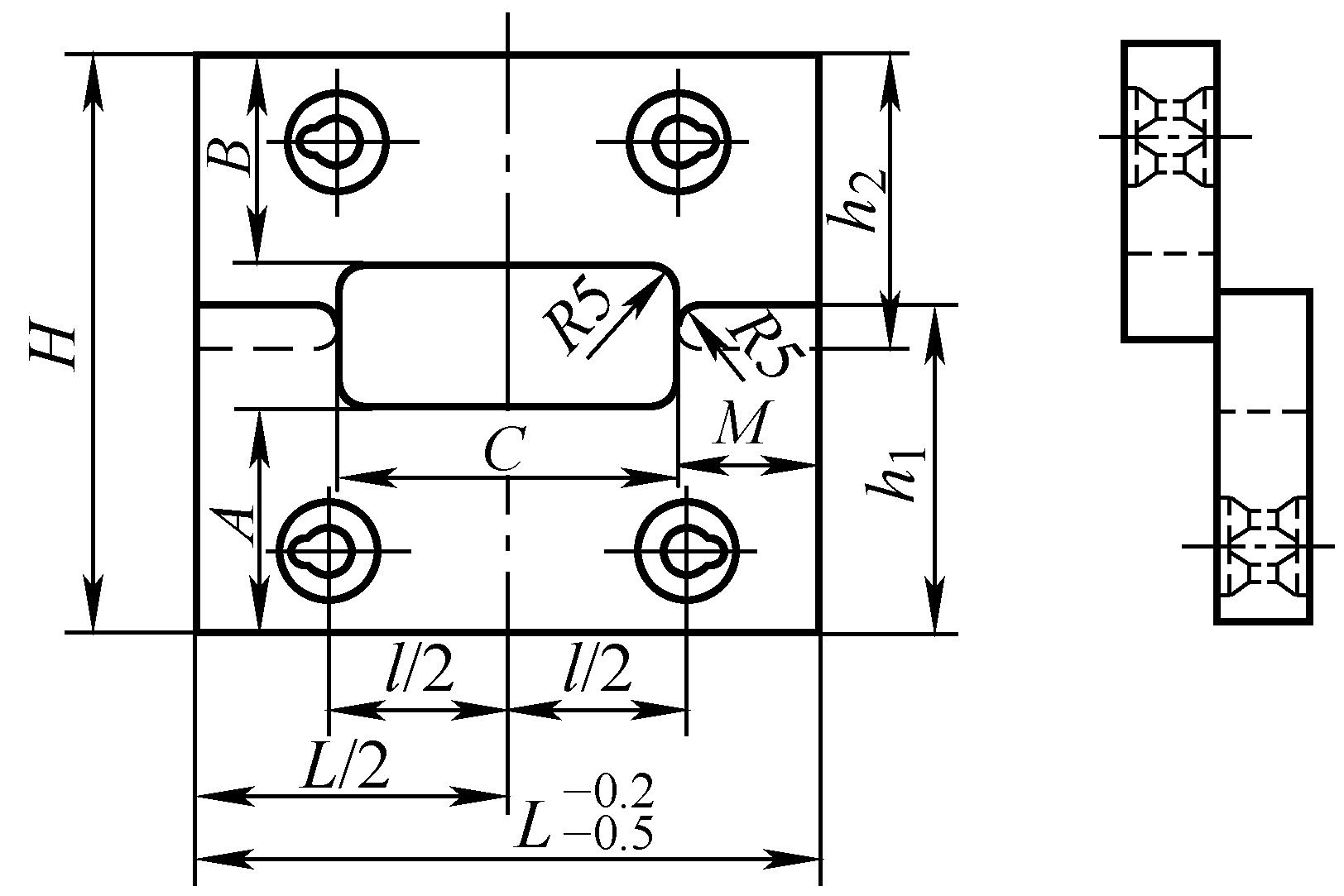 | 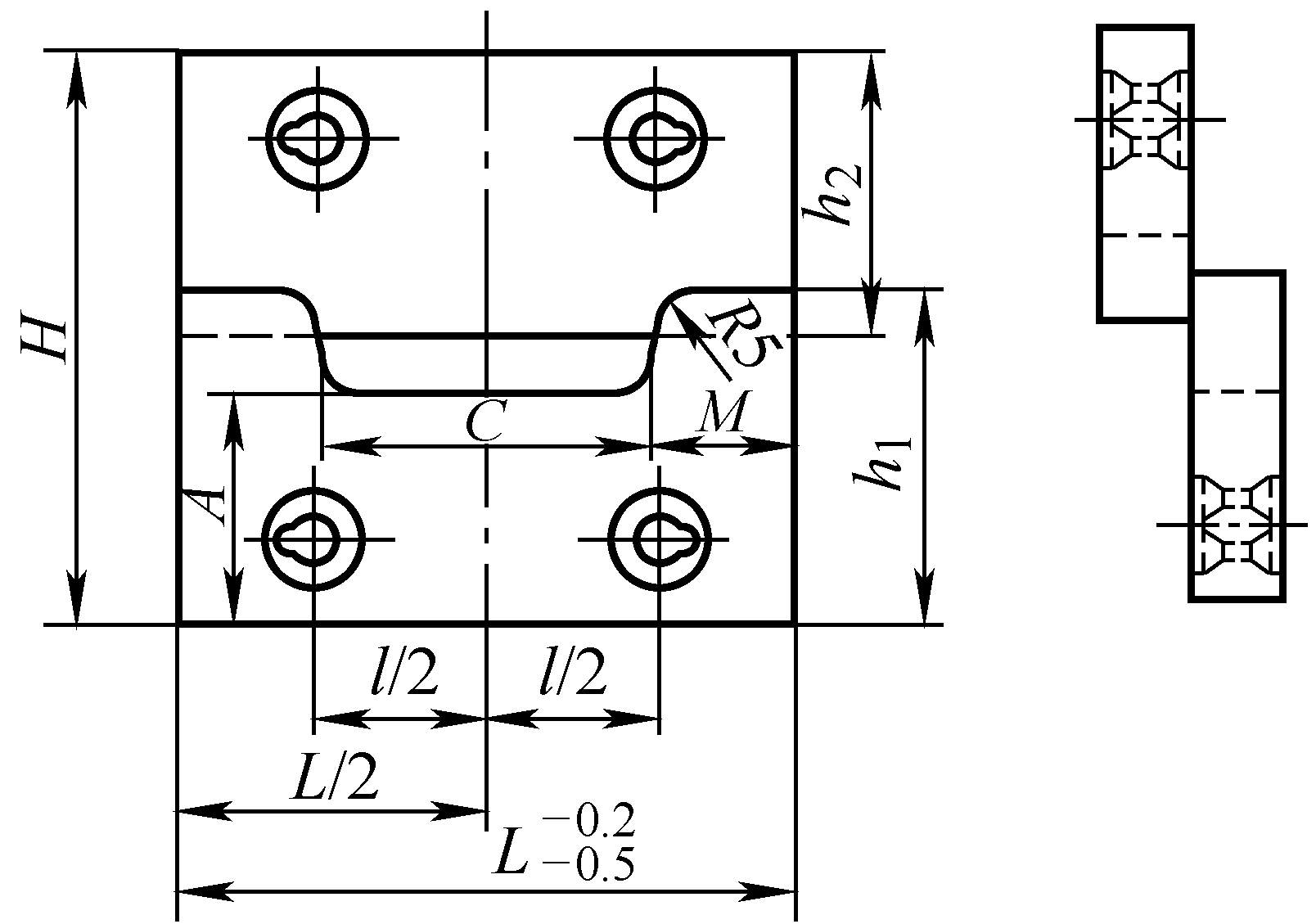 | |
| No. | Parametri | Calcolo e selezione | |
| 1 | Dimensione lama inferiore A | Prendere dati empirici basati sul tonnellaggio dell'attrezzatura Macchina cesoia da 5000kN, A = 175mm Macchina cesoia da 10000kN, A = 190mm | Lama di tipo II e tipo I L'unica differenza è che la lama superiore non ha una scanalatura, cioè B è uguale a h 2 . Per quanto riguarda le dimensioni, determinazione come sopra |
| 2 | Dimensione della lama superiore B | Il bordo della lama superiore (lama mobile) deve trovarsi al di sotto del bordo della lama inferiore al punto morto inferiore della corsa, può essere determinato dalla seguente formula B = H - S - A + (5-10) mm | |
| 3 | Lunghezza del bordo C | La lunghezza del bordo è determinata principalmente dalle dimensioni dell'acciaio piatto da tagliare, per comodità Durante la macinazione, il materiale deve essere leggermente più largo della misura. C = blarghezza + (20~30) mm M = (L - C) / 2 mm | |
| 4 | Altezza della lama superiore e inferiore h 2 e h 1 | h1=(H+A-B)/2 + 10 mm h2=H-h1+20mm | |
| 5 | Dimensioni della lama | La determinazione delle dimensioni è la stessa che per i bordi delle lame circolari | |
| 6 | Fori per bulloni | Il disegno e le dimensioni dei fori per i bulloni sono mostrati nel disegno del bordo circolare della lama. | |
Gli elementi di fissaggio delle lame comprendono principalmente bulloni, perni di posizionamento e dadi, progettati in base al tonnellaggio dell'apparecchiatura, cfr. Tabella 14 e Tabella 15.
Tabella 14 Dimensioni dei bulloni e dei perni di fissaggio
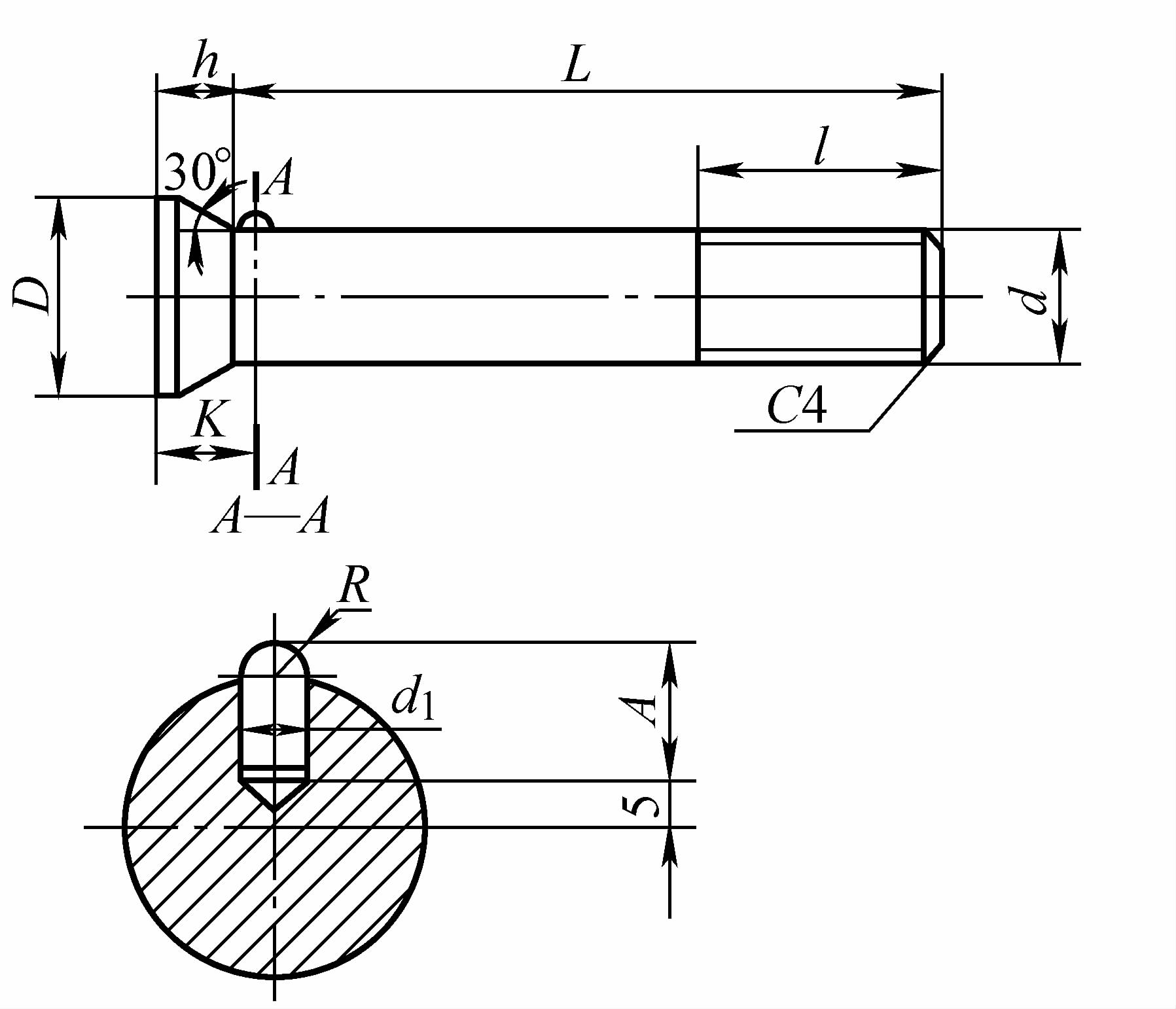
| Tonnellaggio della cesoia | Bullone | Dimensioni del bullone e del perno di fissaggio/mm | ||||||||
| d | L | l | h | D | K | A | R | d1 | ||
| 5000kN | Bullone superiore | M33 | 200 | 70 | 20 | 52 | 25 | 17 | 4.5 | 9 |
| Bullone inferiore | M33 | 260 | 70 | 20 | 52 | 25 | 17 | 4.5 | 9 | |
| 10000kN | Bullone superiore | M42 | 270 | 90 | 28 | 70 | 34 | 26 | 5.5 | 11 |
| Bullone inferiore | M42 | 360 | 90 | 28 | 70 | 34 | 26 | 5.5 | 11 | |
Tabella 15 Dimensioni dei dadi
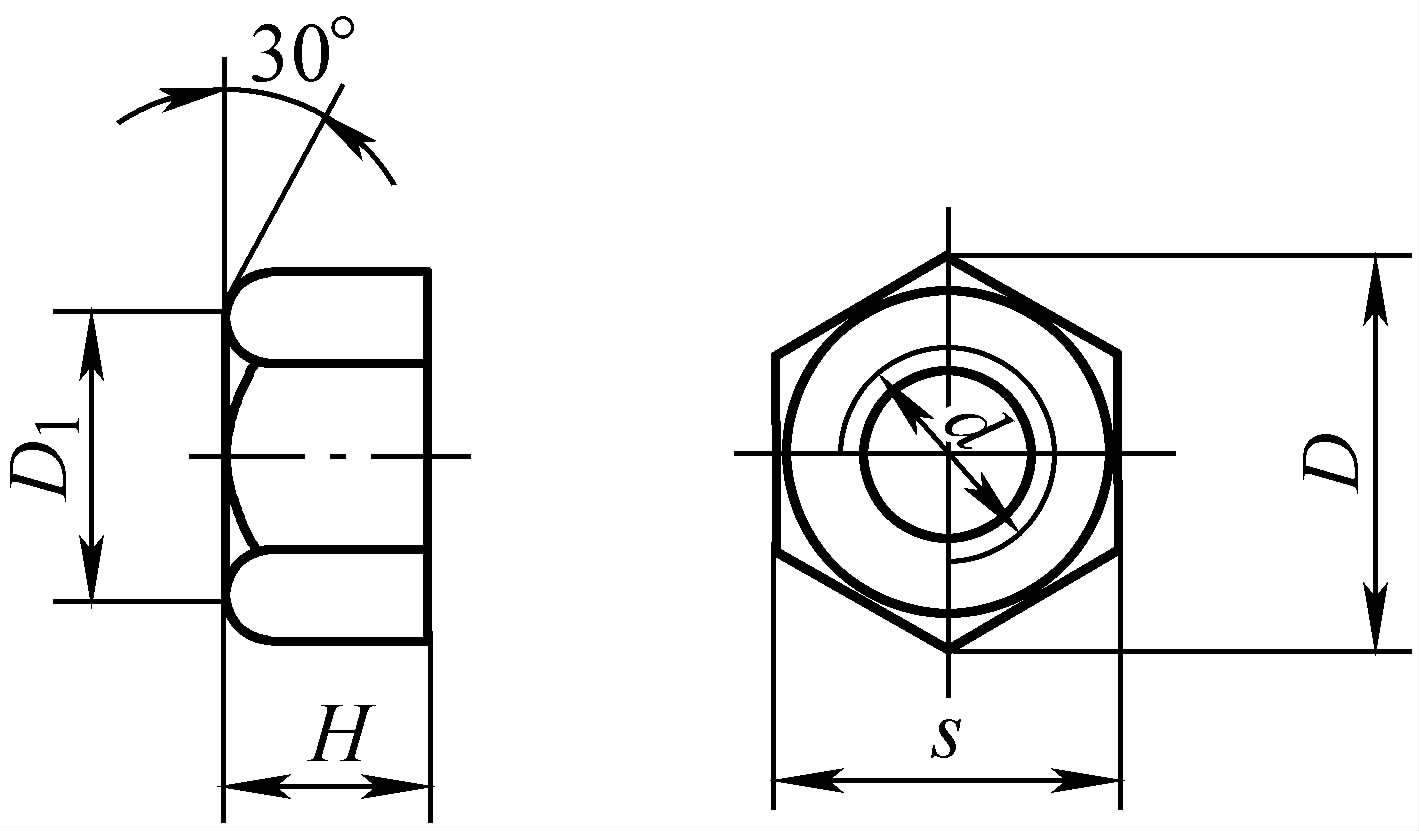
| Cesoia tonnellata/kN | Dimensioni del dado/mm | ||||
| d | H | s | D | D1 | |
| 5000 | 1M33 | 30 | 50 | 57.8 | 47 |
| 10000 | 1M42 | 35 | 70 | 80.8 | 66 |
Durante il processo di taglio, la lama subisce una forte usura, pertanto il materiale utilizzato per la realizzazione della lama deve avere un'elevata resistenza all'usura e la sua durezza deve essere più del doppio di quella del materiale da tagliare. Per le lame da taglio a caldo, è richiesto anche un certo livello di durezza a caldo, ovvero la lama deve mantenere la durezza necessaria alla temperatura di taglio.
Nella scelta specifica, occorre considerare anche fattori quali le dimensioni della lama e la qualità del materiale da tagliare. La durezza e le applicazioni dei materiali per le lame di tranciatura a freddo e a caldo sono riportate nelle Tabelle 16 e 17.
Tabella 16 Durezza e applicazione dei materiali delle lame per la cesoiatura a freddo
| Materiale | Trattamento termico Durezza HRC | Applicazione | |
| Acciaio da utensili al carbonio | T7, T8 | 58~62 | Utilizzato per lame di piccole dimensioni e prodotto in piccoli lotti. |
| T9, T10 | 58~62 | ||
| Acciaio legato per utensili | Cr, 9SiCr | 58~62 | Utilizzato per lame di grandi dimensioni, produzione di massa in lotti |
| CrWMn | 60~62 | ||
| 7Cr3, 8Cr3 | 50~55 | ||
| Cr12Mo, Cr12MoV | 58~62 | ||
Tabella 17 Durezza e applicazione dei materiali per lame di tranciatura a caldo
| Materiale | Trattamento termico Durezza HRC | Applicazione |
| 5CrMnMo | 42~45 | Utilizzato per la produzione di massa in lotti con temperature di taglio superiori a 200℃. |
| 5CrNiMo | 45~47 | |
| 3Cr2W8V | 45~48 | |
| 5CrW2Si | 45~50 | |
| 6CrW2Si | 45~50 | |
| T7, T8, T9, T10 | 55~60 | Utilizzato per lame di piccole dimensioni e per la produzione di piccoli lotti con temperature di taglio inferiori a 150℃. |
Le specifiche delle apparecchiature di cesoiatura sono riportate nella Tabella 18 e nella Tabella 19. La capacità di produzione della cesoia è riportata nella Tabella 20 e nella Tabella 21.
Tabella 18 Specifiche delle attrezzature speciali per la cesoiatura
| Nome dell'apparecchiatura | Modello | Capacità massima di taglio/mm | |
| Diametro dell'acciaio rotondo | Lunghezza lato quadrato in acciaio | ||
| Macchina per la lavorazione del ferro | Q34-10 | Φ35 | 28 |
| Q34-16 | Φ45 | 40 | |
| Q34-16A | Φ38 | 35 | |
| Q34-25 | Φ65 | 55 | |
| Macchina cesoia per barre (Letto di taglio a manovella) | Q42-250 | Φ90 | - |
| Q42-500 | Φ132 | 125 | |
| 10000kN | Φ190 | 180 | |
| 12500kN | Φ210 | 185 | |
| 16000kN | Φ250 | 220 | |
| Macchina cesoia per billette | QA95-100 | Φ50 (taglio a freddo) | 50 (taglio a freddo) |
| - | 150 (taglio a caldo) | ||
Tabella 19 Parametri tecnici della cesoia per barre tipo Q42
| Parametri tecnici | Modello | ||||
| Q42-250A | Q42-500 | QA42-500 | QA42-500A | Q42-1000A | |
| Forza di taglio massima/kN | 2500 | 5000 | 5000 | 5000 | 10000 |
| Diametro massimo di taglio/mm | Φ100 (quando R m ≥450MPa) | Φ132 (quando R m ≥450MPa) | Φ105 (quando R m ≥700MPa) | p115 (Quando R m ≥620MPa) | Φ190(R m ≥450MPa quando) |
| Numero di corse/(tempi/min) | 30 | 18 | 38 | 38 | 16 |
| Altezza corsa/mm | 80 | 100 | 90 | 90 | 140 |
| Materiale Gamma di arresto/mm | 55 ~500 | 110 ~1000 | 65~500 | 65~500 | 120 ~1000 |
| Potenza del motore/kW | 17 | 30 | 40 | 30 | 75 |
Nota: le apparecchiature elencate nella tabella sono prodotte dalla Shenyang Forging Machine Tool Factory.
Tabella 20 Capacità di produzione di cesoie (I) (Unità: pz/h)
| Diametro vuoto/mm | Diverse lunghezze di billette/mm | |||||||||||
| 100 | 200 | 300 | 400 | 600 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | |
| Φ20 | 2100 | 1600 | 1400 | 1250 | 800 | 720 | 650 | 590 | 380 | 340 | 300 | 270 |
| Φ30 | 1900 | 1400 | 1350 | 1150 | 760 | 680 | 600 | 540 | 360 | 320 | 290 | 260 |
| Φ40 | 1500 | 1200 | 1100 | 1000 | 660 | 600 | 540 | 490 | 320 | 290 | 260 | 230 |
| Φ50 | 1300 | 1000 | 900 | 800 | 520 | 470 | 420 | 380 | 250 | 220 | 200 | 180 |
| Φ60 | 1050 | 800 | 720 | 650 | 430 | 390 | 350 | 320 | 210 | 200 | 170 | 150 |
| Φ70 | 900 | 700 | 630 | 550 | 360 | 330 | 300 | 270 | 180 | 160 | 140 | 130 |
| Φ80 | 800 | 600 | 540 | 480 | 320 | 290 | 260 | 240 | 160 | 140 | 130 | 120 |
| Φ90 | 650 | 500 | 450 | 400 | 260 | 230 | 210 | 190 | 130 | 120 | 110 | 100 |
| Φ100 | 450 | 350 | 310 | 280 | 180 | 160 | 140 | 130 | 90 | 80 | 70 | 65 |
| Φ110 | 300 | 370 | 250 | 160 | 140 | 130 | 120 | 80 | 70 | 65 | 60 | |
| p120 | 250 | 230 | 210 | 140 | 130 | 120 | 110 | 70 | 60 | 55 | 50 | |
| Φ130 | 200 | 180 | 160 | 110 | 100 | 90 | 80 | 55 | 50 | 45 | 40 | |
| Φ140 | 150 | 130 | 120 | 80 | 70 | 60 | 55 | 35 | 30 | 27 | 25 | |
| Φ150 | 110 | 90 | 80 | 50 | 45 | 40 | 35 | 25 | 23 | 21 | 20 | |
Nota: i dati della tabella devono essere ridotti di 20% durante la cesoiatura a caldo.
Tabella 21 Capacità di produzione di cesoie (II) (Unità: kt/a)
| Nome dell'apparecchiatura | Massa media delle billette/kg | ||||||
| 0.25~0.6 | 0.6~1.0 | 1.0~1.6 | 1.6~2.5 | 2.5~4.0 | 4.0~6 | ||
| Letto di taglio a manovella | Tagliare a freddo 1 pezzo contemporaneamente | - | - | - | 10 | 12 | 15 |
| Tagliare a freddo 2 pezzi contemporaneamente | - | - | - | 15 | 18 | 22 | |
| Taglio a caldo 1 pezzo contemporaneamente | - | - | - | 8 | 10 | 12 | |
| Taglio a caldo di 2 pezzi contemporaneamente | - | - | - | 12 | 15 | 18 | |
| Macchina per la lavorazione del ferro | - | 4 | 5.2 | 6.5 | 8.5 | 11 | |
| Manovella | 1.3 | 2.3 | 4 | - | - | - | |
| Segatrice | 0.06 | 0.08 | 0.1 | 0.14 | 0.21 | 0.27 | |
| Nome dell'apparecchiatura | Massa media del bianco/kg | ||||||
| Da 6 a 10 | Da 10 a 16 | Da 16 a 25 | Da 25 a 40 | Da 40 a 60 | Da 60 a 100 | ||
| Cesoia a manovella | Taglio a freddo simultaneo di 1 pezzo | 18 | 22 | 26 | 31 | 36 | 43 |
| Taglio a freddo simultaneo di 2 pezzi | 27 | 33 | 39 | 45 | 54 | - | |
| Taglio a caldo simultaneo di 1 pezzo | 14 | 18 | 21 | 24 | 29 | 34 | |
| Taglio a caldo simultaneo di 2 pezzi | 22 | 26 | 31 | 36 | 43 | - | |
| Macchina per la lavorazione del ferro | 14 | 18 | 23 | 27 | - | - | |
| Manovella | - | - | - | - | - | - | |
| Segatrice | 0.4 | 0.48 | 0.6 | 0.9 | - | - | |







