Padroneggiare la raddrizzatura della lamiera: Guida passo-passo
La raddrizzatura delle lamiere è un'arte e una scienza, che richiede precisione, abilità e gli strumenti giusti per trasformare...

Diverse lamiere e profili si deformano spesso in una certa misura a causa di forze esterne, saldature e riscaldamento non uniforme. Se la deformazione supera le specifiche tecniche, deve essere corretta. La raddrizzatura è il processo di ripristino della geometria deformata all'interno della gamma tecnica specificata.
Le cause della deformazione sono le seguenti:
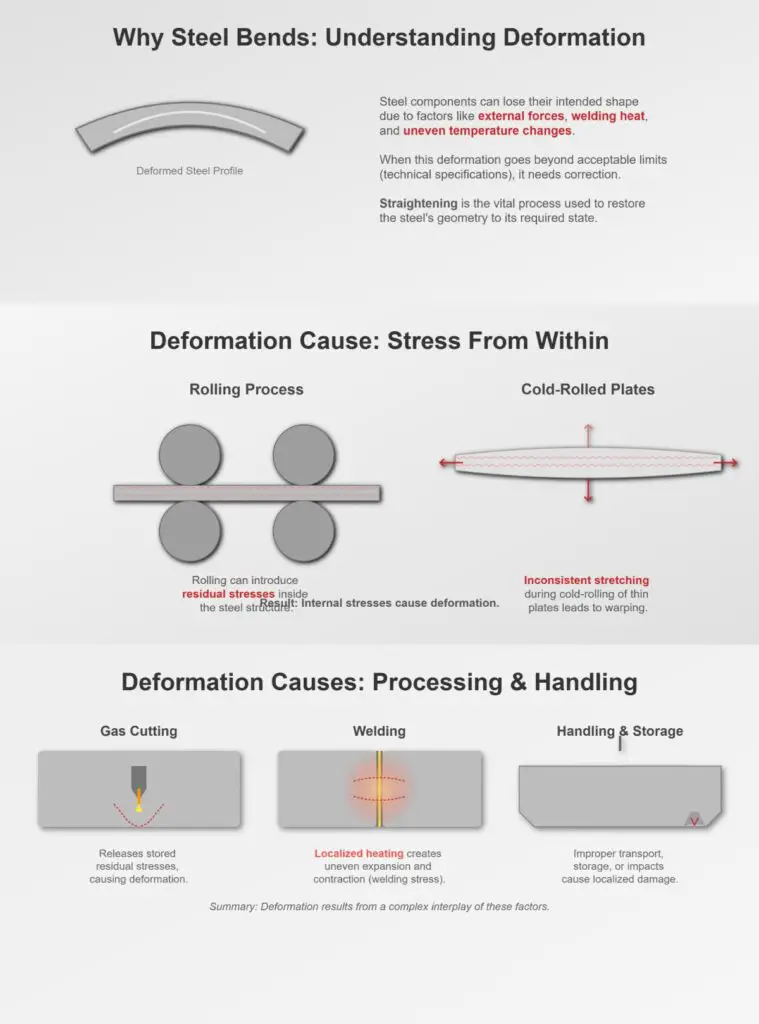
Durante il processo di laminazioneL'acciaio può sviluppare tensioni residue che causano deformazioni. Anche le incoerenze nell'allungamento delle lamiere sottili laminate a freddo possono causare deformazioni.
Il metallo subisce una deformazione quando le tensioni residue formatesi durante la laminazione vengono rilasciate attraverso il taglio a gas; la deformazione si verifica durante la saldatura dell'acciaio a causa del riscaldamento localizzato e questo riscaldamento non uniforme genera tensioni di saldatura; inoltre, anche il trasporto, lo stoccaggio o la manipolazione impropri possono causare deformazioni localizzate. In sintesi, le cause di deformazione dell'acciaio sono molteplici e complesse.
La deformazione dell'acciaio non deve superare le tolleranze, altrimenti si ripercuoterà sulla numerazione dei pezzi, sul taglio e su altre fasi di lavorazione, riducendo l'accuratezza della lavorazione e persino compromettendo il corretto assemblaggio dell'intera struttura. Pertanto, è necessario correggerlo per eliminare o limitare la sua deformazione entro l'intervallo specificato.
Le tolleranze per l'acciaio prima dell'uso sono riportate nella Tabella 6-1.
Tabella 6-1 Tolleranze per l'acciaio prima dell'uso
| Precisione geometrica | Diagramma semplificato | Valore di tolleranza |
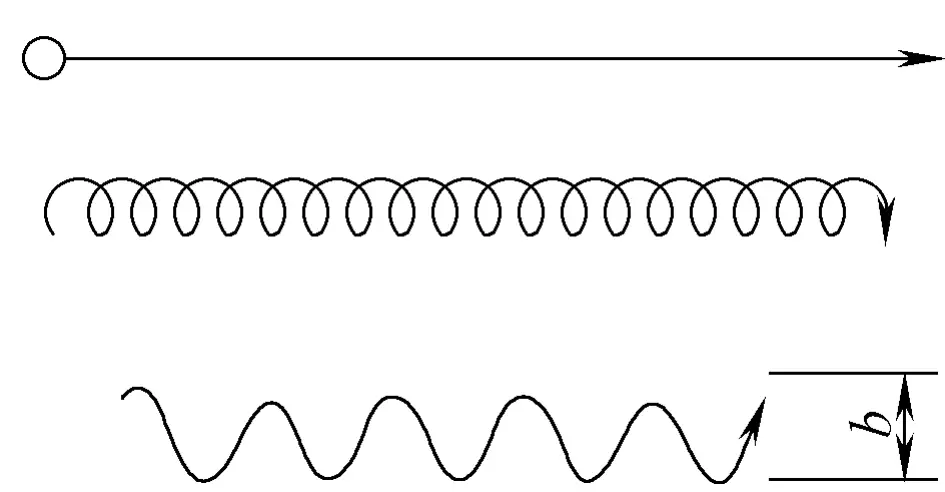
| Deflessione locale di piastre di acciaio e acciaio piano | 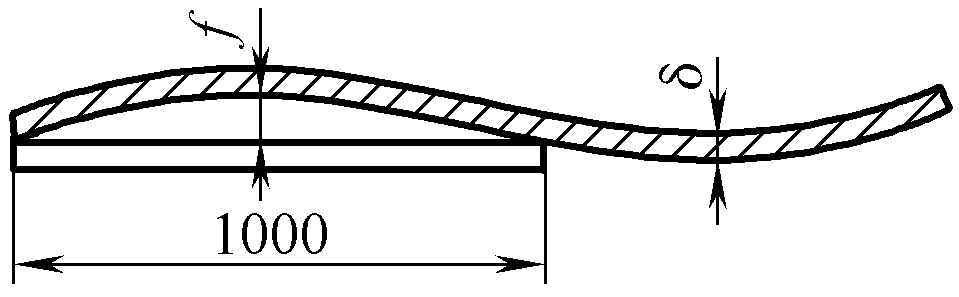 | Quando δ≥14mm, f≤1mm; quando δ<14mm, f≤1,5mm |
| Rettilineità di acciaio angolare, acciaio a canali, travi a I e tubi | 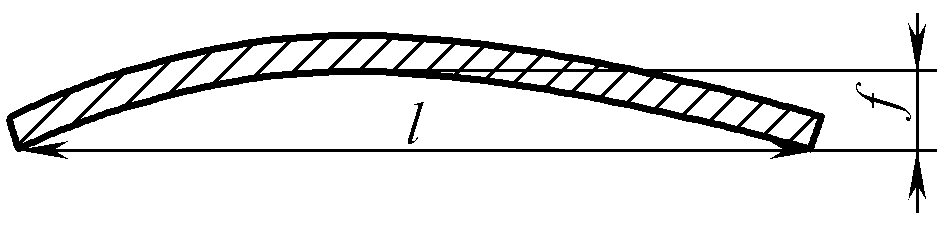 | f≤L/1000 ≤5 mm |
| Verticalità di entrambi i lati dell'acciaio angolare | 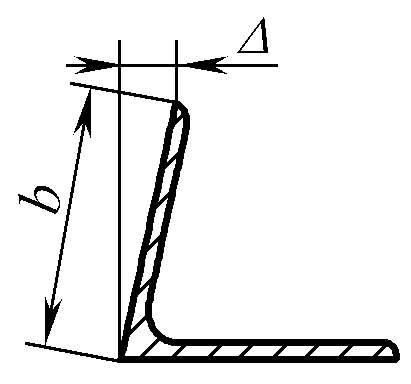 | Δ≤b/100 |
| Inclinazione delle flange di travi e canali in acciaio | 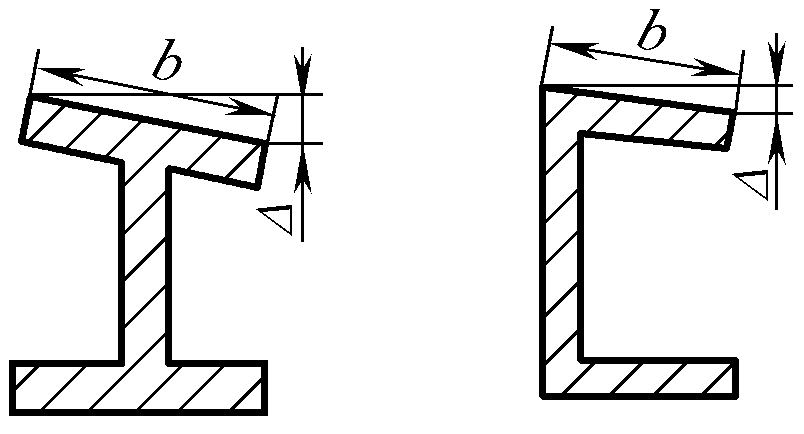 | Δ≤b/80 |
La correzione manuale è un'abilità di base che deve essere padroneggiata nella produzione reale. In assenza di apparecchiature di correzione specializzate, la correzione manuale è ampiamente utilizzata per lamiere di piccole dimensioni, profili, pezzi tagliati e deformazioni locali di strutture saldate.
La correzione manuale comune prevede l'utilizzo di vari strumenti, come grandi martelli, martelletti e lamiere, impiegando metodi come martellare, svitare, tirare e spingere su parti specifiche del pezzo per estendere ed espandere il metallo più stretto, rendendo infine la lunghezza delle fibre di ogni strato coerente per raggiungere lo scopo della correzione.
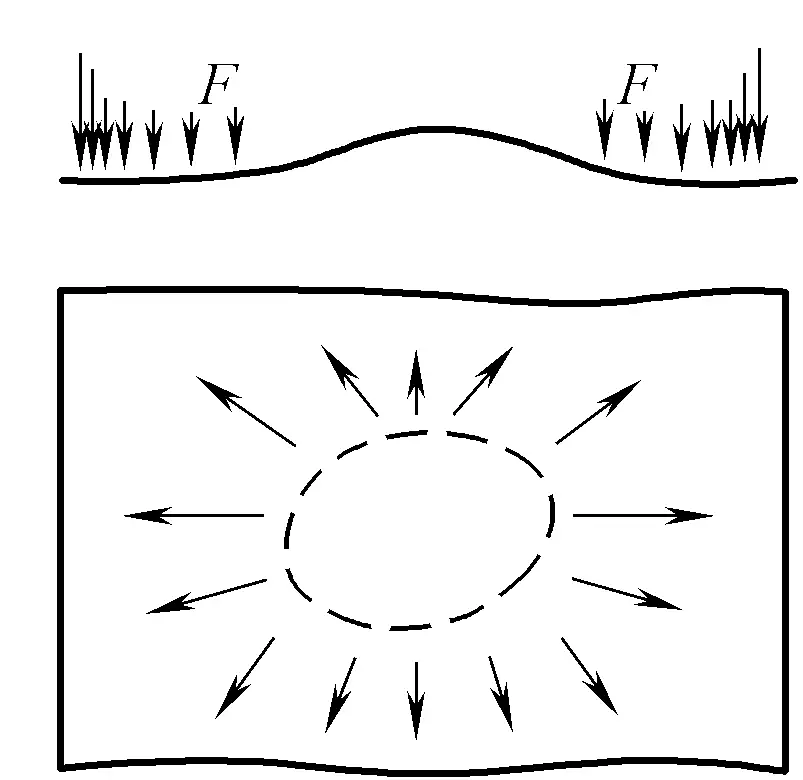
Il rigonfiamento locale delle lastre sottili è causato dal fatto che il materiale è allentato al centro e stretto ai bordi. Durante la correzione, iniziare a martellare dal bordo del rigonfiamento irradiando verso l'esterno, aumentando la forza e la densità della martellata man mano che ci si sposta verso l'esterno, per allungare gli strati di fibra dall'interno verso l'esterno in misura variabile, eliminando gradualmente la deformazione del rigonfiamento durante il processo di martellatura.
Se al centro della lastra sottile sono presenti diversi rigonfiamenti adiacenti, martellare delicatamente in corrispondenza delle giunzioni di ciascun rigonfiamento per unirli in un unico rigonfiamento, quindi martellare intorno ad esso come descritto in precedenza per appiattirlo. Come mostrato nella Figura 6-1.
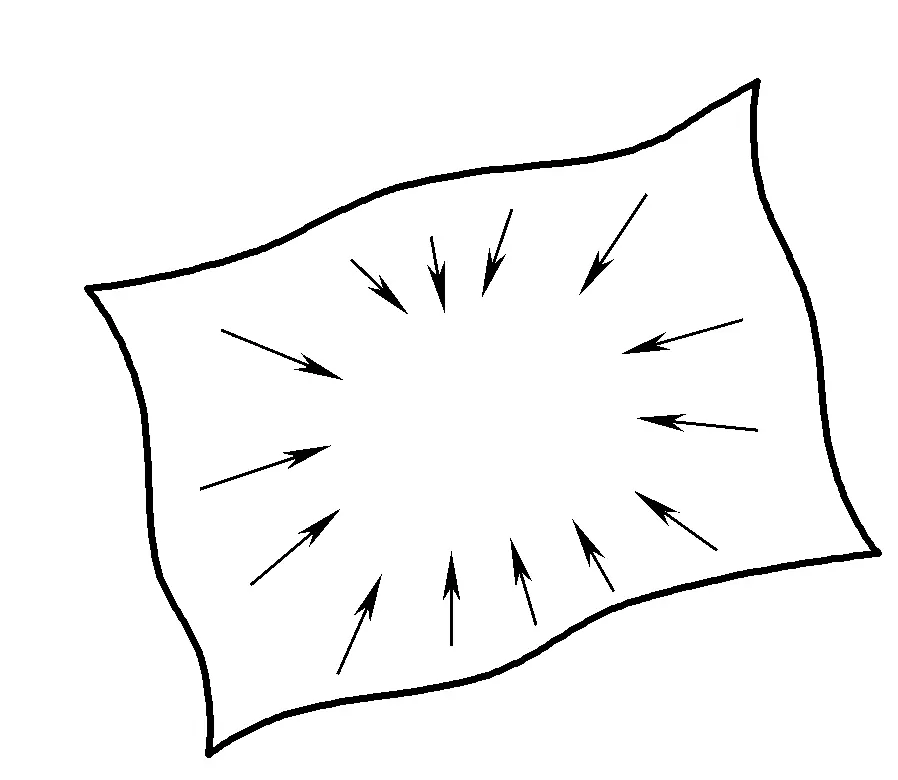
Se i bordi della lastra sottile sono ondulati, significa che il materiale è allentato sui bordi e teso al centro. Durante la correzione, martellare dall'esterno verso l'interno, aumentando gradualmente la forza e la densità, per provocare un maggiore stiramento degli strati di fibra al centro della lastra, ottenendo l'eliminazione della deformazione ondulata intorno ai bordi. Come mostrato nella Figura 6-2.
La deformazione principale nelle piastre spesse è quella di flessione. Per la correzione vengono solitamente utilizzati i due metodi seguenti:
1) Martellamento diretto sul rigonfiamento.
La forza di martellamento deve essere superiore al punto di snervamento della piastra, facendo sì che la sporgenza subisca una compressione forzata e una deformazione plastica per appiattirla.
2) Martellare la parte concava della sporgenza.
La martellatura dell'area concava può utilizzare una forza minore, facendo sì che il materiale si espanda solo nell'area concava, costringendo l'area concava a essere relativamente compressa e raggiungendo così lo scopo dell'appiattimento.
La deformazione a flessione dell'acciaio piatto, dell'acciaio angolare, dell'acciaio tondo e dei tubi tondi può essere corretta anche mediante stiramento a martello, con il punto di martellamento sul lato concavo del pezzo (la freccia nel diagramma indica la direzione di martellamento e la direzione di estensione del materiale). Come mostrato nella Figura 6-3.
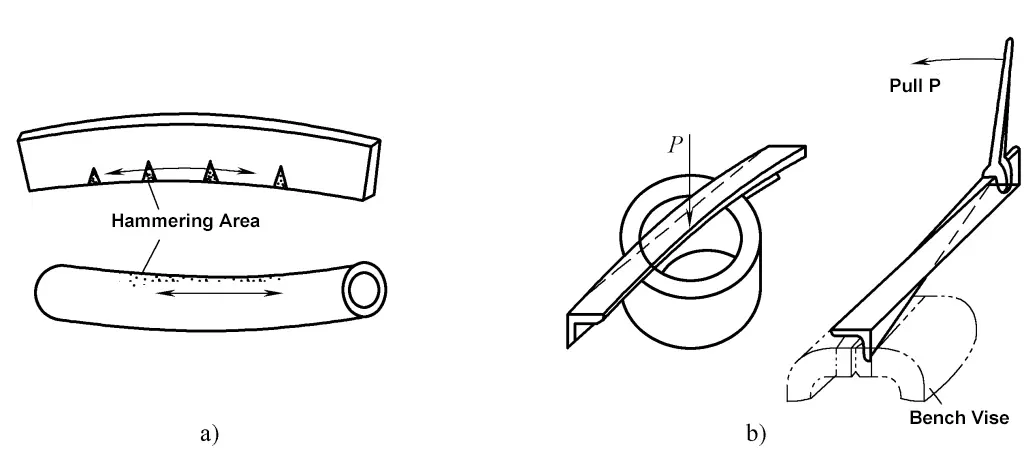
a) Stiramento a martello
b) Piegatura, torsione
Inoltre, la deformazione di flessione e torsione dell'acciaio profilato può essere corretta anche su piattaforme, blocchi rotondi e morse da banco utilizzando strumenti come martelli e chiavi, basandosi sul momento flettente formato dalla forza esterna di correzione per raggiungere lo scopo della correzione.
Il raddrizzamento a fiamma utilizza la deformazione plastica causata dal riscaldamento localizzato del metallo per compensare la deformazione originale e raggiungere lo scopo del raddrizzamento. Durante il raddrizzamento a fiamma, il metallo in corrispondenza delle sezioni di fibra più lunghe dell'acciaio o dei componenti deformati deve essere riscaldato in modo controllato con fiamma focalizzata, raggiungendo una certa temperatura per ottenere una deformazione plastica irreversibile a compressione. Dopo il raffreddamento, si genera una tensione di trazione nel materiale circostante, correggendo la deformazione.
Il metallo ha le caratteristiche di espansione e contrazione termica e può produrre deformazioni elastiche e plastiche sotto l'azione di forze esterne. Quando viene riscaldato localmente, la parte riscaldata del metallo si espande, ma poiché il metallo circostante è relativamente più freddo, l'espansione viene ostacolata, causando la compressione del metallo riscaldato. Quando la temperatura di riscaldamento raggiunge i 600~700°C, la sollecitazione supera il limite di snervamento, dando luogo a una deformazione plastica; a questo punto, lo spessore del materiale aumenta leggermente, mentre la lunghezza è inferiore a quella che si avrebbe se potesse espandersi liberamente.
Per l'acciaio generale a basso tenore di carbonio, quando la temperatura raggiunge i 600~650°C, il limite di snervamento è prossimo allo zero e la deformazione del materiale metallico è principalmente una deformazione plastica. Spieghiamo ora l'esempio di un riscaldamento asimmetrico su un lato di un nastro lungo.
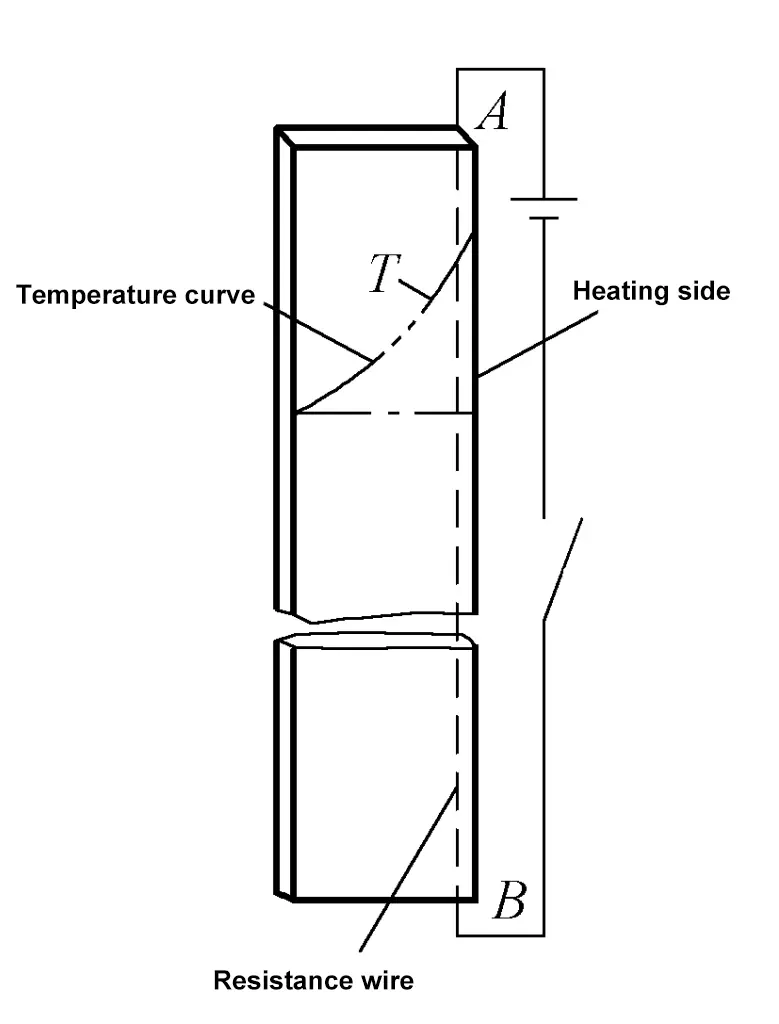
Se si utilizza un filo di resistenza come fonte di calore per riscaldare rapidamente un lato AB di un nastro stretto, a causa della velocità di riscaldamento, si genera un campo di calore asimmetrico e non uniforme nel nastro, come mostrato nella Figura 6-4 (dove T è la curva di distribuzione della temperatura). Il taglio di strisce strette dall'intera lamiera d'acciaio con una taglierina a gas o la saldatura lungo un lato della striscia sono simili a questa situazione.
Per facilitare la comprensione, si supponga che la striscia sia composta da diverse piccole strisce non collegate tra loro, ma strettamente attaccate l'una all'altra; ogni piccola striscia può espandersi liberamente alla propria diversa temperatura, dando luogo a deformazioni a gradini alle estremità di ogni striscia stretta, corrispondenti alla curva di temperatura, come mostrato nella Figura 6-5a.
In realtà, poiché il nastro è un tutt'uno, i materiali delle diverse parti si trattengono a vicenda e il nastro presenterà una deformazione a flessione lungo la direzione della lunghezza, come mostrato nella Figura 6-5b, rigonfiandosi verso il lato riscaldato. In base alle condizioni di equilibrio delle sollecitazioni, la distribuzione interna delle sollecitazioni del nastro durante il riscaldamento è mostrata nella Figura 6-5c (il metallo su entrambi i lati è compresso, quello al centro è allungato).
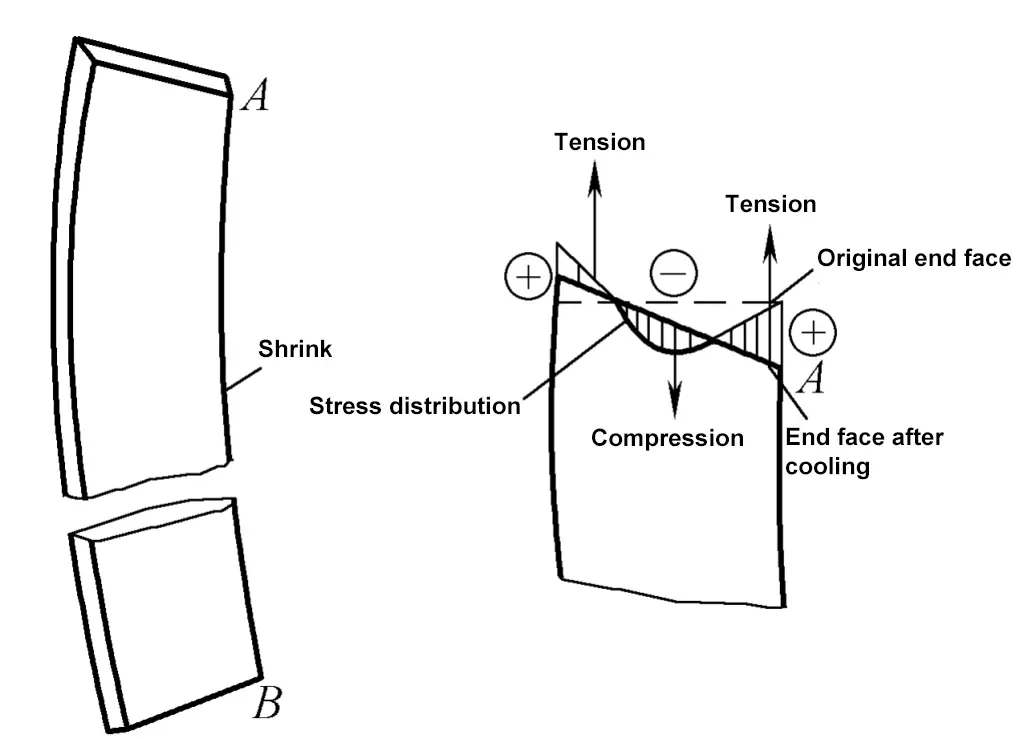
Poiché la temperatura sul lato riscaldato è elevata, la sollecitazione supera il punto di snervamento, con conseguente deformazione plastica da compressione. Al raffreddamento, il nastro torna alla temperatura iniziale, le parti che hanno subito una deformazione plastica di compressione durante il riscaldamento si contraggono e il nastro presenta una deformazione residua (il lato riscaldato è concavo), con una distribuzione delle sollecitazioni come mostrato nella Figura 6-6, che è l'opposto della situazione durante il riscaldamento, con il lato riscaldato che genera una sollecitazione di trazione.
Questa è la regola di base della deformazione causata dal riscaldamento localizzato della fiamma ed è la chiave per padroneggiare la raddrizzatura a fiamma.
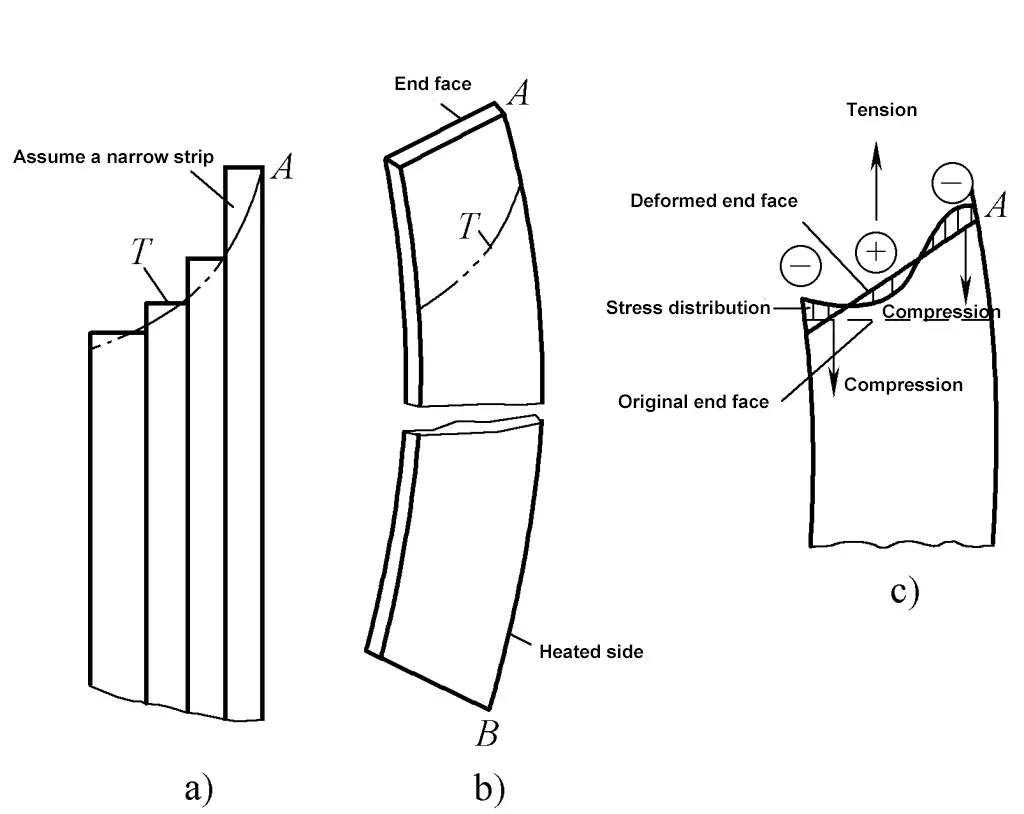
a) Deformazione immaginaria del nastro
b) Deformazione effettiva della faccia terminale
c) Distribuzione delle sollecitazioni
Quando si esegue il riscaldamento locale del metallo in strisce o in forma circolare, i modelli di sollecitazione e deformazione possono essere analizzati in modo analogo.
1) La raddrizzatura a fiamma può raggiungere una notevole forza di raddrizzamento, con effetti evidenti. Per l'acciaio a basso tenore di carbonio, il riscaldamento di appena 1 cm 2 e il raffreddamento possono produrre una forza di raddrizzamento di circa 24kN. Se 0,01m 2 di riscaldamento del materiale sul pezzo in lavorazione raggiunge lo stato plastico durante il raddrizzamento, produrrà 2400kN di forza di raddrizzamento dopo il raffreddamento.
Pertanto, la raddrizzatura a fiamma non viene utilizzata solo per i materiali in acciaio, ma anche più ampiamente per correggere le deformazioni di varie strutture in acciaio di dimensioni e forme diverse.
2) L'apparecchiatura di raddrizzamento a fiamma è semplice, i metodi sono flessibili e il funzionamento è conveniente. La raddrizzatura a fiamma è utilizzata non solo nel processo di preparazione dei materiali per la correzione di lamiere e profili in acciaio, ma trova anche ampia applicazione nella correzione di varie deformazioni delle strutture metalliche durante il processo di produzione, come ad esempio nelle navi, nei veicoli, nei telai pesanti, nei grandi contenitori, nella correzione di scatole, travi, ecc.
3) Anche la correzione a fiamma, come quella meccanica, consuma parte della riserva plastica dei materiali metallici e deve essere utilizzata con cautela per strutture particolarmente importanti, materiali fragili o poco plastici. La temperatura di riscaldamento deve essere adeguatamente controllata. Se la temperatura supera gli 850°C, i grani metallici crescono e le proprietà meccaniche diminuiscono; tuttavia, una temperatura troppo bassa riduce l'effetto della correzione.
Per i materiali soggetti a spegnimento, occorre prestare particolare attenzione quando si utilizza il riscaldamento a fiamma con raffreddamento ad acqua.
In base alla forma dell'area di riscaldamento, esistono tre metodi: riscaldamento a punti, riscaldamento a linee e riscaldamento a triangoli.
Utilizzare la fiamma per muoversi in un anello circolare sul pezzo da lavorare, riscaldandolo uniformemente in una forma circolare a punta (comunemente nota come anello di fuoco), e riscaldare uno o più punti secondo le necessità. Quando si riscaldano più punti, questi sono distribuiti a forma di fiore di prugna sulla piastra, come mostrato nella Figura 6-7, e sono disposti in linee rette per i profili o i tubi.
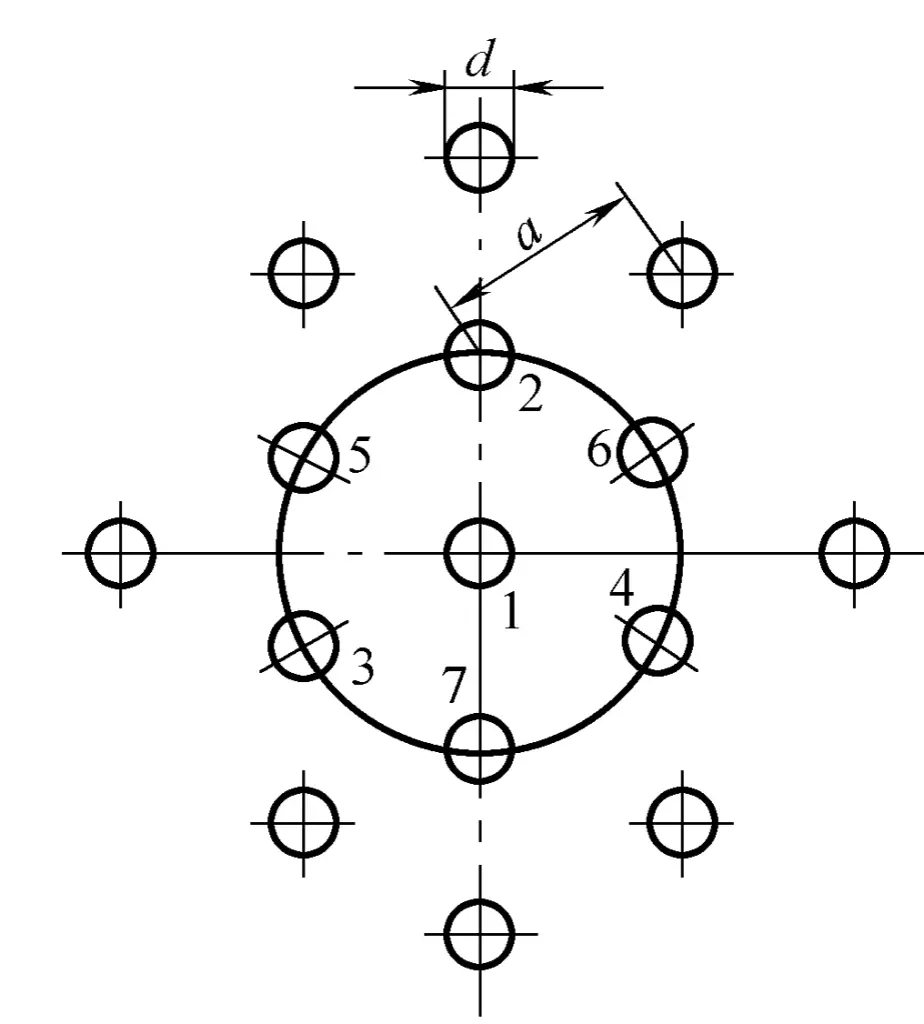
Il diametro d del punto di riscaldamento varia in base allo spessore della piastra (leggermente più grande per le piastre spesse e leggermente più piccolo per quelle sottili), ma in genere non dovrebbe essere inferiore a 15 mm. La distanza tra i punti di riscaldamento diminuisce con l'aumentare della deformazione, generalmente compresa tra 50 e 100 mm.
La fiamma si muove in direzione rettilinea e contemporaneamente oscilla lateralmente per formare una zona di riscaldamento a strisce di una certa larghezza, come illustrato nella Figura 6-8. Durante il riscaldamento in linea, la contrazione laterale è maggiore di quella longitudinale e la quantità di contrazione aumenta con la larghezza della zona di riscaldamento, che di solito è pari a 0,5~2 volte lo spessore della piastra, generalmente 15~20 mm.
La lunghezza e la spaziatura della linea di riscaldamento dipendono dalle dimensioni del pezzo e dalla situazione di deformazione. Il riscaldamento lineare viene spesso utilizzato per correggere strutture con grande rigidità e deformazione.
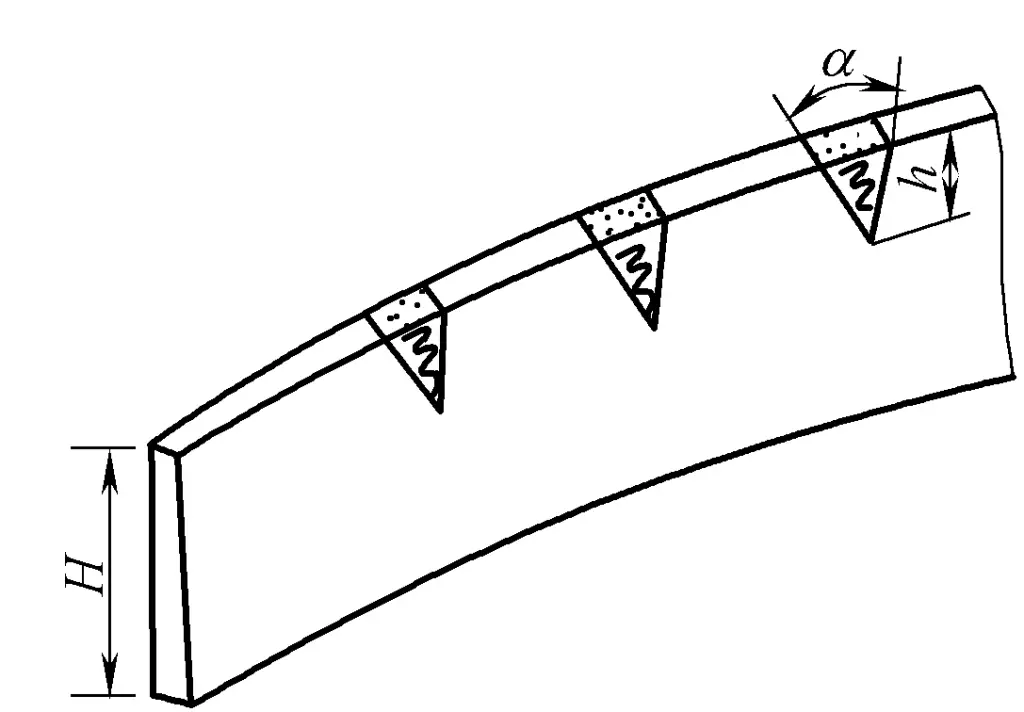
Ruotare la fiamma in modo da rendere l'area di riscaldamento triangolare, con la base del triangolo in corrispondenza del bordo della lamiera o del profilo da correggere e il vertice rivolto verso l'interno, come mostrato nella Figura 6-9. Poiché l'area di riscaldamento triangolare è grande, anche la quantità di ritiro è grande e l'ampiezza del riscaldamento lungo l'altezza del triangolo non è uguale. Poiché l'area di riscaldamento triangolare è grande, anche la quantità di ritiro è grande, e la larghezza di riscaldamento lungo l'altezza del triangolo non è uguale, più è vicina al bordo della piastra, maggiore è il ritiro.
Il metodo di riscaldamento triangolare è comunemente utilizzato per correggere le deformazioni di componenti di grande spessore e rigidità. Ad esempio, per correggere la deformazione da flessione di profili e travi saldate, o per correggere la deformazione ondulata del bordo libero della piastra d'acciaio in una struttura a telaio. In questo momento, l'angolo di vertice del triangolo è di circa 30°. Quando si correggono profili o travi saldate, l'altezza del triangolo deve essere da 1/2 a 1/3 dell'altezza dell'anima.
La correzione delle deformazioni mediante riscaldamento a fiamma è spesso utilizzata nella produzione di strutture metalliche. Per migliorare l'efficienza della correzione e la qualità del pezzo, è necessario tenere presente i seguenti punti durante il funzionamento:
1) Conoscere in anticipo il materiale della struttura e le sue caratteristiche per determinare se è possibile utilizzare la correzione a fiamma e controllare correttamente la temperatura di riscaldamento durante il processo di correzione in base ai diversi materiali per evitare un grave degrado delle proprietà meccaniche del materiale a causa della correzione a fiamma.
2) Analizzare le caratteristiche della deformazione strutturale, considerare il metodo di riscaldamento, la posizione e la sequenza di riscaldamento e scegliere lo schema di riscaldamento migliore.
3) Utilizzare una fiamma neutra per il riscaldamento. Se è necessaria una profondità di riscaldamento ridotta per evitare deformazioni angolari significative, è possibile utilizzare una fiamma ossidante per aumentare la velocità di riscaldamento.
4) Quando si correggono lamiere e acciaio strutturale grandi e complesse, possono verificarsi deformazioni locali e complessive, che coinvolgono sia le lamiere che l'acciaio strutturale. Durante il processo di correzione, questi fattori si influenzano reciprocamente, ed è necessario padroneggiare i loro modelli di deformazione, applicarli in modo flessibile, ridurre al minimo il carico di lavoro della correzione, migliorare l'efficienza e garantire la qualità della correzione.
5) Durante la correzione delle fiamme, alla struttura possono essere applicate anche forze esterne. Ad esempio, l'utilizzo del peso proprio di grandi strutture e di oggetti pesanti aggiunti per creare momenti di flessione aggiuntivi, o l'utilizzo di macchinari per tirare e pressare, possono aumentare la deformazione della struttura.
In sintesi, le operazioni di correzione della fiamma sono flessibili e varie, senza uno schema fisso. Gli operatori dovrebbero padroneggiare gli schemi di deformazione attraverso la pratica, accumulando esperienza e ottenendo così migliori risultati di correzione.
Quando il centro di una lastra sottile presenta un rigonfiamento mentre l'area circostante è relativamente piatta, posizionare il lato rigonfio della lastra d'acciaio verso l'alto su una piattaforma, bloccare i bordi con dei morsetti e riscaldare simmetricamente l'area rigonfia dall'esterno verso l'interno, come mostrato nella Figura 6-10a. Il rigonfiamento può essere corretto anche con un riscaldamento lineare, con una sequenza che si sposta dai bordi del rigonfiamento verso il centro, come mostrato nella Figura 6-10b.
Quando i bordi della piastra d'acciaio sono allentati e formano una deformazione ondulata, bloccare prima tre lati della piastra d'acciaio sulla piattaforma con dei morsetti, concentrando la deformazione su un lato della piastra, e riscaldare linearmente da entrambi i lati del rigonfiamento verso il centro, come mostrato nella Figura 6-10c. La larghezza, la lunghezza e la spaziatura delle linee di riscaldamento dipendono dalla deformazione.
a) Riscaldamento puntuale del rigonfiamento centrale
b) Riscaldamento a forma di linea con un rigonfiamento centrale
c) Riscaldamento quando il bordo è deformato in modo ondulato
Dopo la giunzione di testa di lamiere sottili, spesso si verificano deformazioni longitudinali ondulate e deformazioni angolari in corrispondenza della saldatura. A questo punto, è necessario applicare un riscaldamento a forma di linea su entrambi i lati lungo la direzione di forza della saldatura per correggere la deformazione longitudinale ondulata, e poi un breve riscaldamento a forma di linea perpendicolare alla direzione di saldatura su entrambi i lati della saldatura per correggere la deformazione angolare, come mostrato nella Figura 6-11.
La deformazione più comune nelle lastre spesse è quella di flessione. Per la correzione, posizionare il lato convesso su una piattaforma, eseguire un riscaldamento a forma di linea nel punto più alto e controllare la profondità del riscaldamento a circa 1/3 dello spessore della piastra. Lo scopo è quello di compensare la deformazione di flessione attraverso la deformazione angolare causata da un ritiro non uniforme nella direzione dello spessore della piastra d'acciaio. Se la deformazione di flessione scompare, la piastra d'acciaio ritorna alla planarità.
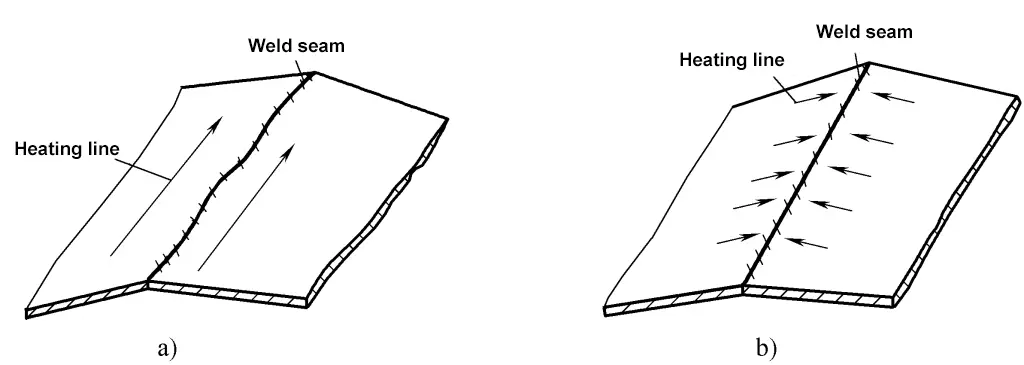
a) Correzione della deformazione ondulata longitudinale
b) Correzione della deformazione angolare
Le deformazioni più comuni nei profili e nelle travi saldate sono quelle di flessione, ma talvolta si verificano anche deformazioni torsionali e deformazioni angolari delle flange. Le travi a T con flessione in diverse direzioni all'interno del piano dell'anima vengono corrette mediante riscaldamento triangolare dell'anima o riscaldamento a strisce delle flange.
La flessione all'interno del piano della flangia (flessione laterale) viene corretta con un riscaldamento triangolare sul lato sporgente della flangia. Le dimensioni e la spaziatura dell'area di riscaldamento dipendono dalla deformazione di flessione f, come mostrato nella Figura 6-12. Se la flangia presenta una deformazione angolare, il riscaldamento deve essere applicato a forma di linea lungo la flangia. Se la flangia presenta una deformazione angolare, il riscaldamento a forma di linea deve essere applicato lungo il retro della saldatura sulla flangia. Utilizzare una linea singola per le deformazioni minori e linee doppie per le deformazioni maggiori.
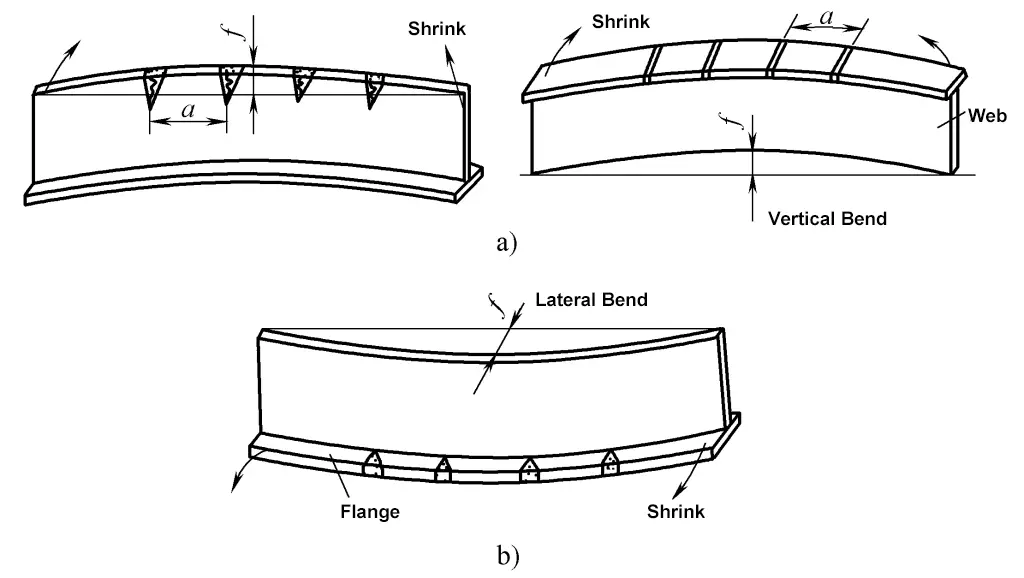
a) Curvatura nel piano dell'anima
b) Curvatura nel piano della flangia
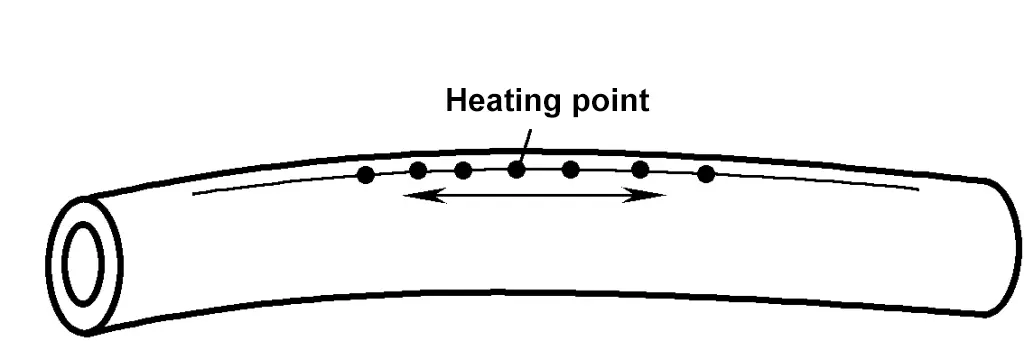
La deformazione a flessione di tubi di grande diametro e di parti simili ad alberi può essere corretta con un riscaldamento a punti sul lato sporgente, come illustrato nella Figura 6-13.
Le grandi strutture a telaio composte da piastre e profili tendono a deformarsi in varie forme dopo l'assemblaggio e la saldatura.
Le deformazioni angolari causate dalle saldature d'angolo di lamiere e profili possono essere generalmente corrette con un riscaldamento in linea sul retro della saldatura. Quando la piastra è spessa o la deformazione è grave, è possibile applicare una forza esterna con degli utensili durante il riscaldamento.
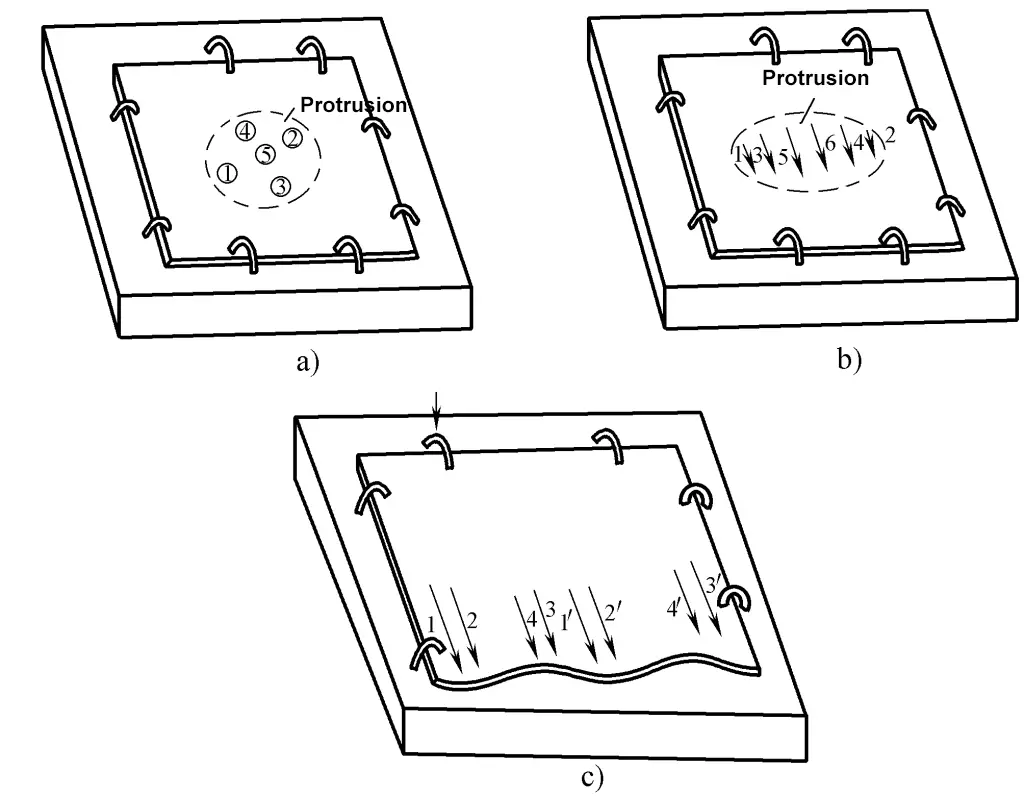
Quando si verificano deformazioni a onda concava e convessa tra i profili della griglia, eseguire prima un riscaldamento in linea sul retro della saldatura d'angolo e correggere la giunzione dei punti convessi e concavi con un riscaldamento a linea lunga, corta o incrociata. Se la deformazione non viene completamente eliminata, riscaldare il centro della sporgenza. La correzione della deformazione del telaio è illustrata nella Figura 6-14, dove i numeri della figura indicano la sequenza di riscaldamento.
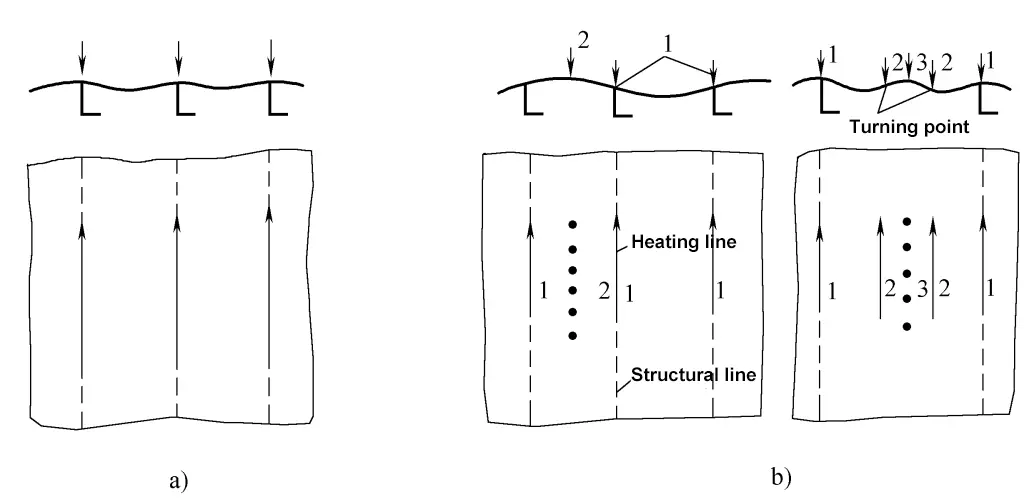
a) Deformazione angolare semplice
b) Deformazione dell'onda concavo-convessa
In presenza di una deformazione continua dell'onda nelle griglie di pannelli adiacenti, la correzione può essere effettuata saltando gli intervalli. In questo caso, la deformazione della griglia centrale del pannello è influenzata da entrambi i lati, il che può ridurre la quantità di lavoro di correzione.
La correzione delle deformazioni di strutture complesse è difficile e richiede una grande esperienza pratica e tecniche qualificate. In genere, la deformazione del telaio deve essere corretta per prima, seguita dalla deformazione della piastra d'acciaio. Quando i telai forti e deboli sono adiacenti, si deve correggere prima il telaio forte e poi quello debole.
Se i telai sono relativamente deboli, la correzione del pannello e del telaio può essere eseguita alternativamente. Quando lo spessore della piastra varia, è necessario correggere prima la piastra spessa e poi quella sottile. Quando si corregge una determinata parte della deformazione, si deve considerare l'impatto sulle parti adiacenti e sulla struttura complessiva e prestare attenzione ai requisiti di assemblaggio del processo successivo.
I bordi liberi della cornice e la periferia di ciascun foro sulla piastra sono soggetti a gravi pieghe ondulate. In questo caso, è necessario correggere prima la cornice intorno al foro e poi utilizzare il metodo di riscaldamento triangolare per correggere la deformazione ondulatoria lungo la cornice o il bordo del foro, come mostrato nella Figura 6-15.
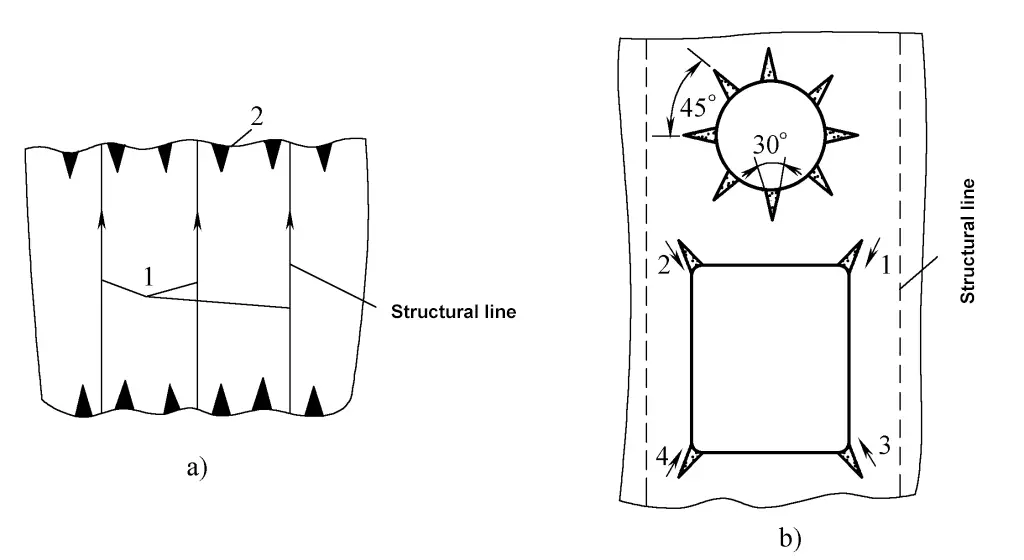
a) Correzione del bordo libero del telaio
b) Correzione intorno al foro
Le strutture metalliche di grandi dimensioni (come sezioni di scafo, stand di montaggio) spesso presentano deformazioni complessive, come mostrato dalle linee tratteggiate nella Figura 6-16, dopo la saldatura, e anche la larghezza delle sezioni cambia. A questo punto, le sezioni possono essere posizionate su traversine (con le traversine posizionate vicino ai lati della sezione, lasciando la parte centrale sospesa) e gli oggetti pesanti vengono posizionati al centro della sezione, quindi viene applicato il riscaldamento della linea nelle posizioni mostrate nella Figura 6-16.
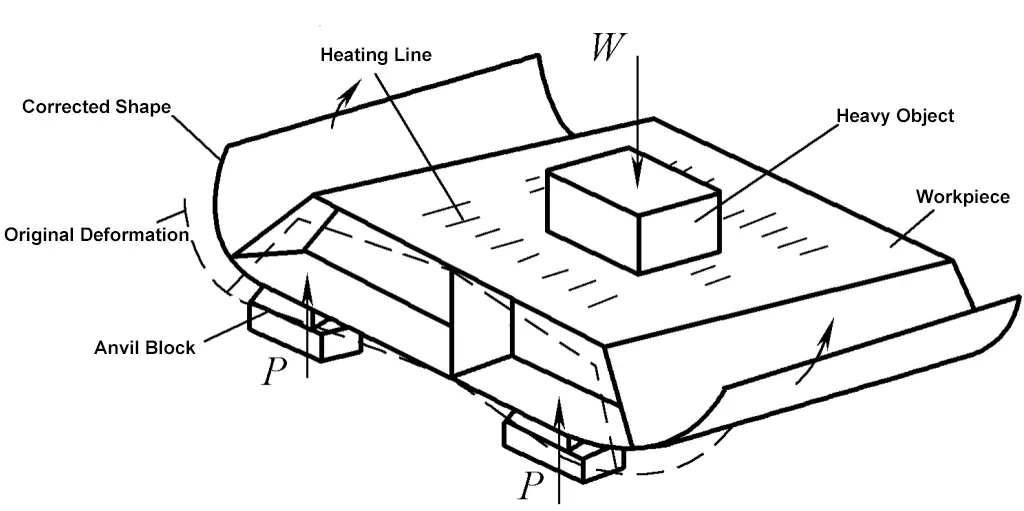
La flessione aggiuntiva causata dal peso proprio della sezione e dagli oggetti pesanti può aumentare notevolmente l'effetto della correzione delle fiamme. Quando il profilato presenta una deformazione opposta, viene capovolto di 180° e posizionato sulle traversine per la correzione.
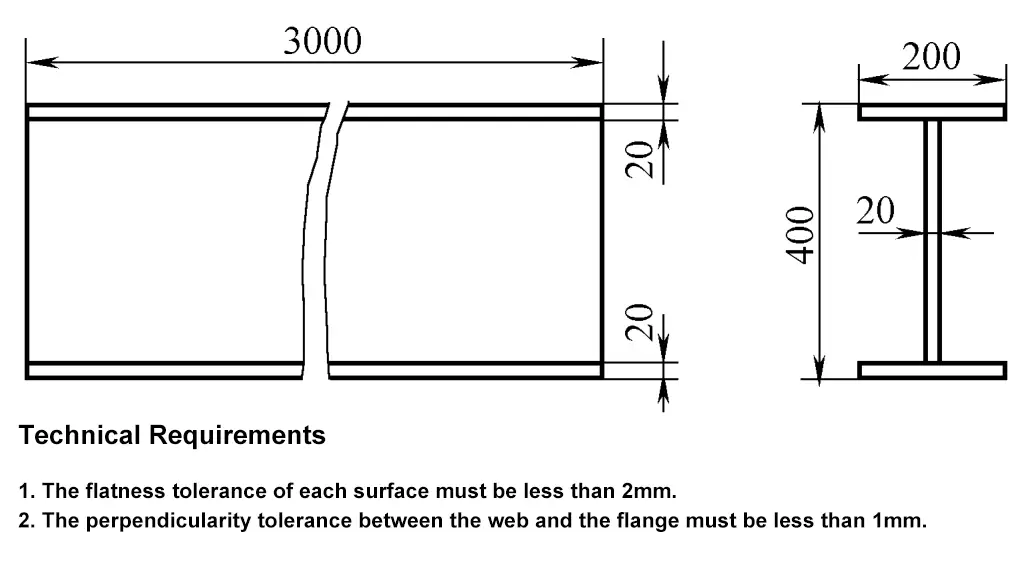
Il diagramma di correzione del pezzo da lavorare è mostrato nella Figura 6-17.
1) Preparare gli strumenti di riscaldamento, la torcia (H01-20), la bombola di ossigeno, la bombola di acetilene, il riduttore di pressione, ecc.
2) Preparare una piattaforma di 2000mm×3000mm.
3) Preparare gli strumenti, come bulloni di tensione, bulloni di compressione, piastre di pressione, chiavi regolabili, mazze, ecc.
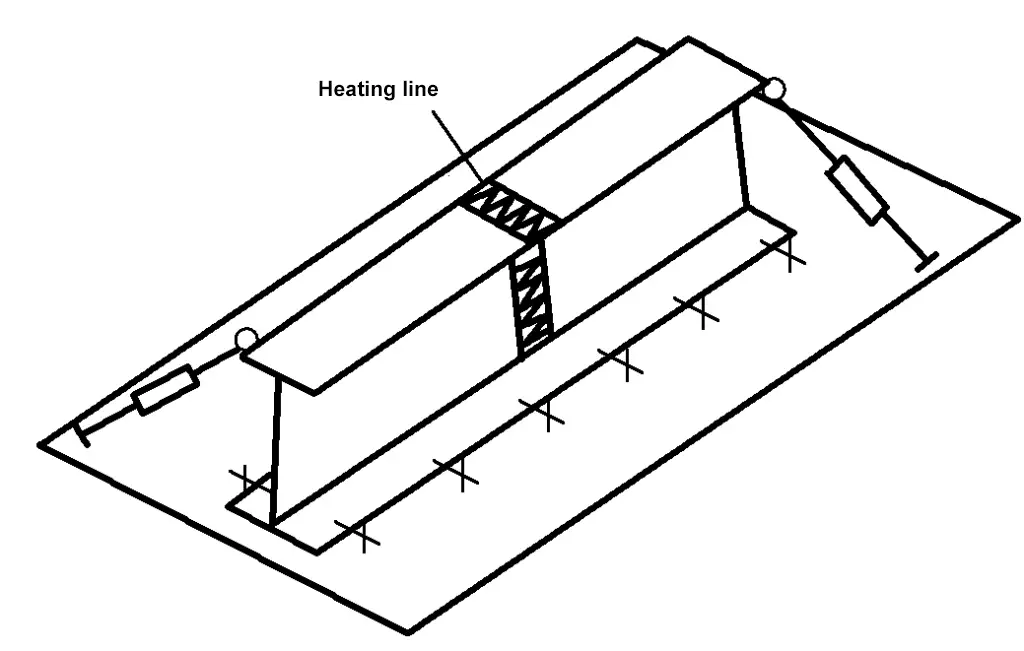
La trave a I ha un'elevata rigidità, oltre a richiedere una temperatura di riscaldamento leggermente più elevata (750~800℃), la correzione richiede anche l'assistenza di una forza esterna. Per prima cosa, fissare la trave a I sulla piattaforma e serrarla diagonalmente a entrambe le estremità con bulloni di tensione, quindi riscaldare la flangia superiore al centro della trave. Se la torsione è grave, il calore può essere applicato anche all'anima centrale.
Dopo il riscaldamento, stringere le aste dei bulloni per applicare una forza esterna e correggere la torsione. Se un riscaldamento non è sufficiente a correggere completamente la torsione, ripetere il processo di correzione, cercando però di non sovrapporre le posizioni di riscaldamento a quelle precedenti. Considerando che la torsione è una deformazione complessiva, le posizioni di riscaldamento devono sempre essere distribuite simmetricamente. Come mostrato nella Figura 6-18.
La deformazione a flessione della trave a I si divide in arco verticale (flessione all'interno del piano dell'anima) e flessione laterale (flessione all'interno del piano della flangia). La correzione dell'arco verticale e della flessione laterale della trave a I può essere effettuata utilizzando un metodo di riscaldamento triangolare. Le posizioni di riscaldamento devono trovarsi sul lato esterno della parte piegata del pezzo e devono essere distribuite uniformemente. Per correggere l'arco verticale, riscaldare principalmente l'anima come mostrato nella Figura 6-19a. Per correggere la flessione laterale, riscaldare solo la flangia come mostrato nella Figura 6-19b.
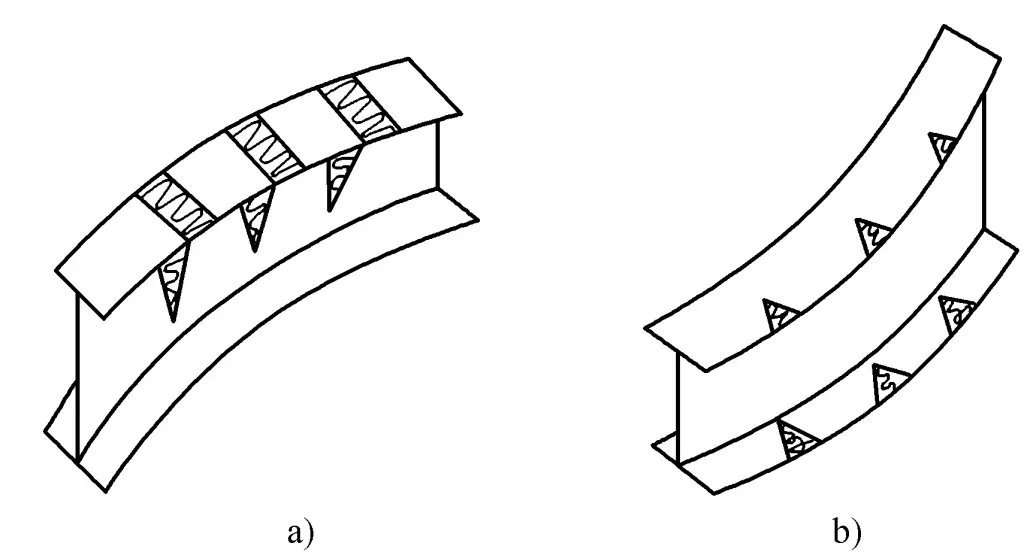
a) Correzione dell'arco verticale
b) Correzione della flessione laterale
La qualità delle travi a I saldate corrette deve essere conforme alle specifiche della "Tabella delle deviazioni ammissibili per l'acciaio prima dell'uso".