Lamiera di alluminio vs lamiera di alluminio: Qual è la differenza?
Quando si tratta di scegliere il materiale giusto per la costruzione o la produzione, la decisione spesso si riduce a un confronto...

Quando i componenti in lamiera sono soggetti a urti e collisioni impreviste, subiscono cambiamenti di forma che li rendono inutilizzabili e compromettono la produzione. Per risparmiare sui costi, ridurre il consumo di materie prime e riprendere rapidamente la produzione, è necessario riportare i componenti in lamiera deformati allo stato originale per riutilizzarli. Questo processo di ripristino della forma originale è chiamato riparazione.
A causa dell'usura prolungata e degli impatti di forze esterne, alcuni componenti in lamiera spesso si deformano, rendendoli inutilizzabili.
Tuttavia, attraverso la riparazione e la correzione manuale, possiamo riportare i componenti in lamiera danneggiati e deformati al loro stato originale, prolungando così la vita utile dei componenti e riducendo i costi di produzione. Di seguito presenteremo alcuni metodi per la riparazione di componenti in lamiera danneggiati e deformati.

Per riparare i componenti in lamiera danneggiati e deformati, è essenziale innanzitutto comprendere le cause principali e i vari fattori che portano alla loro deformazione. Successivamente, si possono sviluppare diversi metodi di riparazione per le varie situazioni.
La causa principale della deformazione dei componenti in lamiera è quando il componente subisce urti e collisioni esterne, che provocano lo stiramento o la compressione delle fibre metalliche locali, con conseguenti modifiche alla disposizione complessiva delle fibre e il disallineamento delle fibre metalliche, con conseguente squilibrio della disposizione complessiva delle fibre metalliche.
La riparazione dei componenti in lamiera affronta principalmente i motivi sopra citati utilizzando forze esterne e calore per indurre cambiamenti nel metallo locale disallineato, causando la contrazione delle fibre metalliche allungate o l'allungamento delle fibre metalliche contratte. Questo processo mira a mantenere la lunghezza complessiva delle fibre metalliche, raggiungendo così l'obiettivo della riparazione e riportando i componenti in lamiera al loro stato originale.
Durante il processo di riparazione di componenti in lamiera danneggiati e deformati, vengono formulati diversi metodi di riparazione per situazioni diverse. I principali metodi di riparazione comprendono la correzione manuale, la correzione a fiamma e la correzione meccanica.
La correzione manuale viene effettuata principalmente utilizzando strumenti semplici come martelli di grandi dimensioni, martelli, mazze di legno, mazze di gomma, chiavi e morse per raggiungere lo scopo della riparazione attraverso martellate, battiture, torsioni e altre operazioni manuali, sfruttando i cambiamenti nelle fibre metalliche dei componenti in lamiera e la trasformazione delle loro forme.
La correzione a fiamma prevede l'utilizzo del metodo dell'espansione e della contrazione termica, in cui la fiamma viene diretta sulla parte localmente deformata del pezzo per indurre una deformazione plastica dovuta al riscaldamento e, dopo il raffreddamento, le fibre metalliche locali allungate si contraggono, mantenendo così la lunghezza complessiva delle fibre metalliche e raggiungendo l'obiettivo di correggere la deformazione e ripristinare lo stato originale.
La correzione meccanica è utilizzata principalmente per i componenti in lamiera di grandi dimensioni che non possono essere corretti manualmente o con la correzione a fiamma. Questo metodo utilizza attrezzature meccaniche e strumenti di grandi dimensioni per rullare e livellare i componenti per raggiungere lo scopo della riparazione.

Quando i componenti in lamiera subiscono un impatto o una collisione con forze esterne, si deformano, formando una forma irregolare con un centro alto e bordi concavi. A seconda del tipo di deformazione, i nostri metodi di riparazione variano di conseguenza.
La deformazione convessa (comunemente nota come rigonfiamento) al centro e ai bordi concavi dei componenti in lamiera è causata dall'allungamento delle fibre metalliche longitudinali e trasversali della lamiera al centro, mentre le fibre metalliche intorno ai bordi rimangono invariate, con conseguente tenuta intorno alle fibre metalliche e allentamento al centro, formando un rigonfiamento.
Il metodo di correzione e riparazione consiste nell'utilizzare il principio di base della piegatura e del dispiegamento. Senza flangiare o piegare, posizionare il componente deformato smontato o tagliato su una piattaforma e utilizzare un martello per colpire il bordo del rigonfiamento, quindi irradiare la martellata dal rigonfiamento alla periferia, aumentando la densità e la forza della martellata man mano che si procede verso l'esterno.
In questo modo le diverse parti del metallo si allungano e si rilassano in misura variabile dall'interno verso l'esterno e la deformazione rigonfiamento scompare gradualmente durante il processo di martellatura.
Se al centro della piastra d'acciaio sono presenti diversi rigonfiamenti adiacenti, martellare delicatamente la giunzione per unire i rigonfiamenti in uno solo, quindi martellare la periferia per appiattirla.
Le torsioni e le onde irregolari intorno ai bordi dei componenti in lamiera sono causate dalle fibre metalliche locali intorno ai bordi che subiscono un impatto o una collisione con forze esterne, causando l'allungamento e lo stiramento delle fibre metalliche in direzione longitudinale e trasversale, mentre le fibre metalliche centrali rimangono invariate, dando luogo a un fenomeno di tenuta al centro e di allentamento intorno ai bordi.
Il metodo di riparazione consiste nel posizionare il componente deformato smontato o tagliato su una piattaforma e utilizzare un martello o un martello di grandi dimensioni per martellare dall'interno verso l'esterno (cioè dal centro verso la periferia) e poi dall'esterno verso l'interno.
Il metodo di martellatura è di tipo circolare, con punti di martellatura uniformi e forza di martellatura crescente man mano che si procede verso l'interno. In questo modo le fibre metalliche centrali del componente si allungano e si rilassano, mantenendo la lunghezza coerente con le fibre metalliche intorno ai bordi, eliminando così le torsioni e le onde irregolari e riportando il componente alla sua forma originale.
In sintesi, il metodo di correzione della martellata può essere riassunto in una frase, ovvero: martellare la parte stretta al centro e i bordi per la parte rigonfia. In altre parole, martellare dove è stretto (cioè dove deve essere corretto).
Quando il componente di lamiera è piegato e contorto, l'altra estremità del componente di lamiera smontato o tagliato può essere bloccata sulla morsa a piattaforma e l'estremità deformata del componente di lamiera può essere bloccata con una chiave a forchetta autocostruita o una grande chiave regolabile, e contorta nella direzione opposta alla torsione.
Dopo la scomparsa della deformazione da flessione e torsione, colpire delicatamente la parte deformata con un martello finché non si appiattisce e si fissa.
Se si tratta di un componente in lamiera di grandi dimensioni, difficile da smontare e che non può essere tagliato, si può usare direttamente la chiave a forchetta autocostruita o una grande chiave regolabile per torcerlo nella direzione opposta alla torsione, fino a quando la deformazione da torsione non scompare. Quindi, utilizzare una piastra di ferro di supporto per ammortizzare la schiena e martellare delicatamente la parte deformata fino a correggerla e riportarla alla posizione originale.

Quando un componente in lamiera è localmente colpito o deformato e non può essere facilmente rimosso dalla macchina per la correzione con la martellatura manuale, o quando la struttura stessa del componente in lamiera rende difficile l'uso della correzione manuale (ad esempio quando ci sono flange e curve intorno alla periferia), il metodo di correzione con riscaldamento a fiamma può essere utilizzato per eliminare le sporgenze o le deformazioni ondulate.
I passaggi sono i seguenti:
1) Utilizzare una torcia per saldatura (cioè una pistola per saldatura) per riscaldare il punto più alto del rigonfiamento fino a farlo diventare rosso ciliegia. L'intervallo di riscaldamento deve essere determinato in base al grado di deformazione: quando la sporgenza è grave e l'area è ampia, il punto di riscaldamento deve essere più grande (circa 20-30 mm di diametro); quando il grado di contrazione è più lieve e l'area è più piccola, il punto di riscaldamento deve essere più piccolo (circa 10-15 mm di diametro).
2) Dopo il riscaldamento, colpire rapidamente l'area intorno al punto di riscaldamento con un martello di legno, quindi colpire il punto di riscaldamento e, durante la battuta, utilizzare una piastra di supporto per sostenere il pezzo in lavorazione. Dopo l'arresto dei colpi del martello di legno, raffreddare rapidamente il punto di riscaldamento con acqua, quindi appiattirlo delicatamente con un martello o un martello da lamiera.
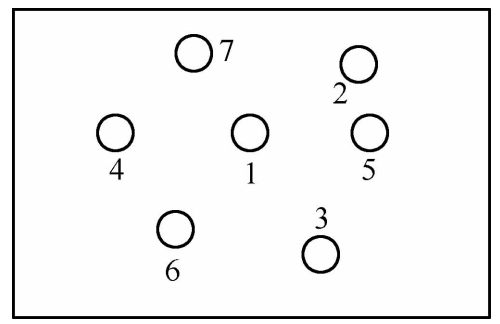
3) Se un leggero restringimento non risolve il problema, riscaldare e colpire l'area deformata punto per punto nella sequenza mostrata nella Figura 3-29 fino a quando il problema non viene corretto.
Quando si esegue la correzione del riscaldamento a fiamma, occorre prestare attenzione. Se è possibile evitarlo, cercare di non utilizzare il riscaldamento a fiamma il più possibile per evitare effetti collaterali. Durante il riscaldamento, l'ugello di saldatura deve essere verticale e leggermente premuto verso il basso, in modo che il riscaldamento sia rapido e il calore non si disperda facilmente, garantendo un'efficacia significativa.
Tuttavia, bisogna fare attenzione a non fondere o bruciare la lamiera. La quantità di restringimento deve essere appropriata e si deve evitare un restringimento eccessivo. Quando si appiattisce con un colpo, bisogna farlo con moderazione, evitando di esercitare una forza eccessiva per evitare che la lamiera diventi fragile e si fratturi.
I componenti in lamiera con strutture cilindriche o scatolari intelaiate possono presentare una depressione locale sulla superficie quando sono sottoposti a urti o collisioni esterne. In questi casi, per riparare l'area depressa si può utilizzare il metodo del supporto interno dell'intelaiatura, facendola sollevare, seguito dalla martellatura per appiattirla.
Il processo specifico prevede il posizionamento di un martinetto idraulico (o martinetto a vite) sotto l'area depressa all'interno della struttura (barile cilindrico o scatola quadrata), con la testa del martinetto allineata al punto più basso della depressione. La base del martinetto viene fissata alla base della struttura.
Se la struttura è troppo alta e il martinetto non riesce a raggiungere l'area depressa, si possono collocare blocchi di legno o piastre di ferro sulla base della struttura per stabilizzare e fissare la base del martinetto idraulico sui blocchi, quindi si stringe il martinetto. Successivamente, si utilizza una leva per azionare il martinetto idraulico, sollevando gradualmente la testa del martinetto verso l'alto fino a sollevare la depressione.
Se la lamiera è troppo spessa e difficile da sollevare, è possibile utilizzare la saldatura ossiacetilenica per riscaldare l'area intorno alla depressione. Durante il riscaldamento, il martinetto idraulico viene gradualmente sollevato fino a quando l'avvallamento si alza leggermente al di sopra dell'area circostante. A questo punto si rimuove il martinetto e si posiziona una piastra di supporto sotto l'avvallamento, mentre dall'alto si usa un martello fino ad appiattire la superficie.
Per la correzione laterale, è possibile utilizzare un martinetto con un metodo simile, ma la correzione viene eseguita verticalmente, trasformandola in una correzione dell'estrusione laterale.
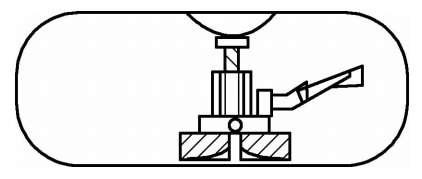
Il metodo di saldatura ed estrazione dei bulloni è utilizzato principalmente per i componenti cilindrici o a forma di scatola. Quando questi componenti subiscono un collasso locale a causa di urti e collisioni esterne e non possono essere corretti con la martellatura, si può ricorrere al metodo di saldatura ed estrazione dei bulloni.
Il processo operativo specifico è il seguente:
1) Preparare un bullone lungo ad alta resistenza, due blocchi distanziali e una piastra di pressione forata.
2) Saldare la testa del bullone ad alta resistenza nel punto più basso dell'area collassata. Posizionare i due blocchi distanziatori su entrambi i lati del bullone sopra l'area collassata. Infilare la piastra di pressione forata sul bullone ad alta resistenza, quindi serrare il dado ad alta resistenza per avvicinare la piastra di pressione ai blocchi distanziali.
Serrare continuamente il dado per sollevare l'area collassata verso il bullone. Serrare il dado finché l'area collassata non viene estratta e leggermente sollevata dalla superficie circostante. Rimuovere la piastra di pressione e i blocchi distanziali, tagliare il bullone ad alta resistenza saldato nell'area collassata, quindi utilizzare un martello per correggere l'area collassata.
Quando si utilizza il martello, è possibile posizionare sotto di esso una piastra di supporto in ferro. Se la piastra è troppo spessa e non può essere estratta solo stringendo il dado, si può utilizzare la saldatura ossiacetilenica per riscaldare l'area circostante il crollo, quindi stringere il dado fino a estrarre l'area crollata.
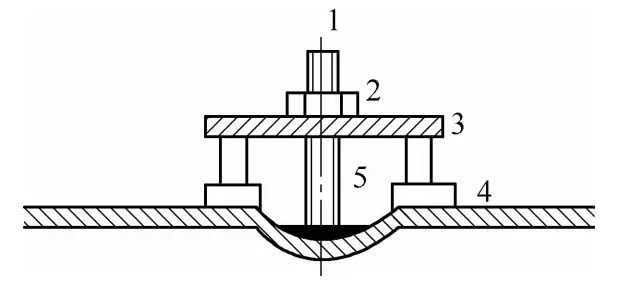
1 - Asta dei bulloni 2 - Dado 3 - Piastra di pressione 4 - Distanziale 5 - Area di riscaldamento