Saldatura a punti TIG 101: principi, caratteristiche e utilizzi
Ultimo aggiornamento:
28 giugno 2024
Condividi il tuo like:
Indice dei contenuti
1. Apparecchiature per la saldatura a punti
La differenza tra le apparecchiature per la saldatura a punti TIG e le apparecchiature TG generiche consiste nella presenza di speciali dispositivi di controllo e pistole per la saldatura a punti. Il dispositivo di controllo può garantire automaticamente l'erogazione anticipata di argon, la ventilazione e l'innesco dell'arco, nonché il controllo del tempo di saldatura, il decadimento automatico della corrente e lo spegnimento ritardato del gas argon.
Aggiungendo un regolatore del tempo di saldatura e sostituendo l'ugello nelle normali apparecchiature manuali per la saldatura ad arco di argon tungsteno, può fungere anche da apparecchiatura per la saldatura a punti ad arco di argon tungsteno.
2. Principio di funzionamento, caratteristiche e campo di applicazione della saldatura a punti
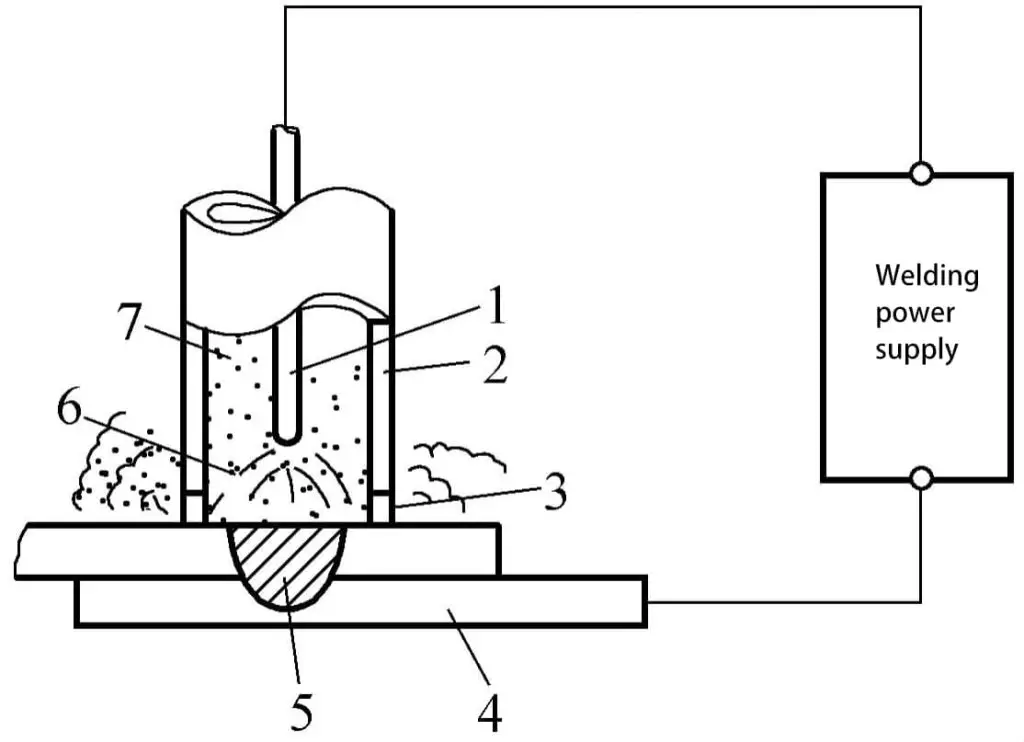
Come illustrato nella Figura 5-68, l'ugello della pistola di saldatura viene premuto con forza sul pezzo da saldare, utilizzando l'innesco dell'arco ad alta frequenza o l'innesco dell'arco a induzione per provocare prima un piccolo arco di circa 5A tra il tungsteno e l'ugello. Quindi viene attivata la corrente di saldatura per formare un arco di saldatura per la saldatura a punti.
Durante la saldatura, si può utilizzare il collegamento positivo in corrente continua o l'alimentazione in corrente alternata con dispositivo di stabilizzazione dell'arco. Di solito si utilizza il collegamento positivo in corrente continua perché permette di ottenere una maggiore profondità di penetrazione, di utilizzare una corrente di saldatura minore (o un tempo più breve), riducendo così la deformazione termica e altri effetti termici.
Schema del principio di funzionamento della saldatura a punti ad arco di argon tungsteno
1-Tungsteno 2-Un ugello 3-Foro di sfiato 4-Materiale base 5-Punto di saldatura 6-Arco 7-Gas d'argon
Caratteristiche della saldatura a punti
La forza del punto di saldatura può essere regolata in un ampio intervallo e la dimensione del punto di saldatura è facile da controllare. Quando il tempo di saldatura e la corrente di saldatura aumentano, il diametro del punto di saldatura aumenta e la forza migliora, il che è conveniente per la saldatura a punti multistrato e per la saldatura a punti di pezzi di spessore variabile, soprattutto per i pezzi che non possono essere bloccati sul retro.
La saldatura a punti ad arco di argon tungsteno presenta vantaggi unici. Questi vantaggi vengono confrontati con la saldatura a resistenza. Lo svantaggio è che la produttività non è così elevata come quella della saldatura a resistenza.
Campo di applicazione
Adatto per la saldatura di varie strutture di lamiere sottili e connessioni tra lamiere sottili e materiali più spessi, principalmente per la saldatura di materiali come l'acciaio inossidabile e l'acciaio basso legato.
3. Punti chiave del processo
I requisiti di pulizia per la saldatura a punti con elettrodo di tungsteno ad arco di argon sono gli stessi della saldatura ad arco di argon generale. La Tabella 5-98 elenca i parametri di saldatura per la saldatura a punti con elettrodo di tungsteno ad argon 12Cr18Ni9.
Tabella 5-98 Parametri di saldatura per la saldatura a punti ad arco di argon con elettrodo di tungsteno 12Cr18Ni9
Spessore del materiale /mm
Corrente di saldatura /A
Tempo di saldatura /s
Corrente d'impulso secondaria /A
Tempo di impulso secondario /s
Portata del gas di schermatura /(L/min)
Diametro del punto di saldatura /mm
0.5+0.5
80
1.03
80
0.57
7.5
4.5
0.5+0.5
100
1.03
100
0.57
7.5
5.5
2+2
160
9
300
0.47
7.5
8
2+2
190
7.5
180
0.57
7.5
9
3+3
180
18
280
0.69
7.5
10
3+3
160
18
280
0.69
7.5
11
Nota: 1. L'arco si spegne per un certo periodo prima di aggiungere la corrente d'impulso secondaria. 2. Lunghezza dell'arco 0,5~1,0 mm.
Per riempire la fossa dell'arco di saldatura a punti e aumentare il rinforzo, durante la saldatura è possibile introdurre una quantità adeguata di filo di apporto nel bagno fuso. Per migliorare la resistenza alle cricche e ridurre la tendenza alla fessurazione, la saldatrice deve essere dotata di un controllo automatico del decadimento della corrente e può essere adottato anche un metodo di riscaldamento secondario a impulsi.
4. Saldatura TIG a filo caldo
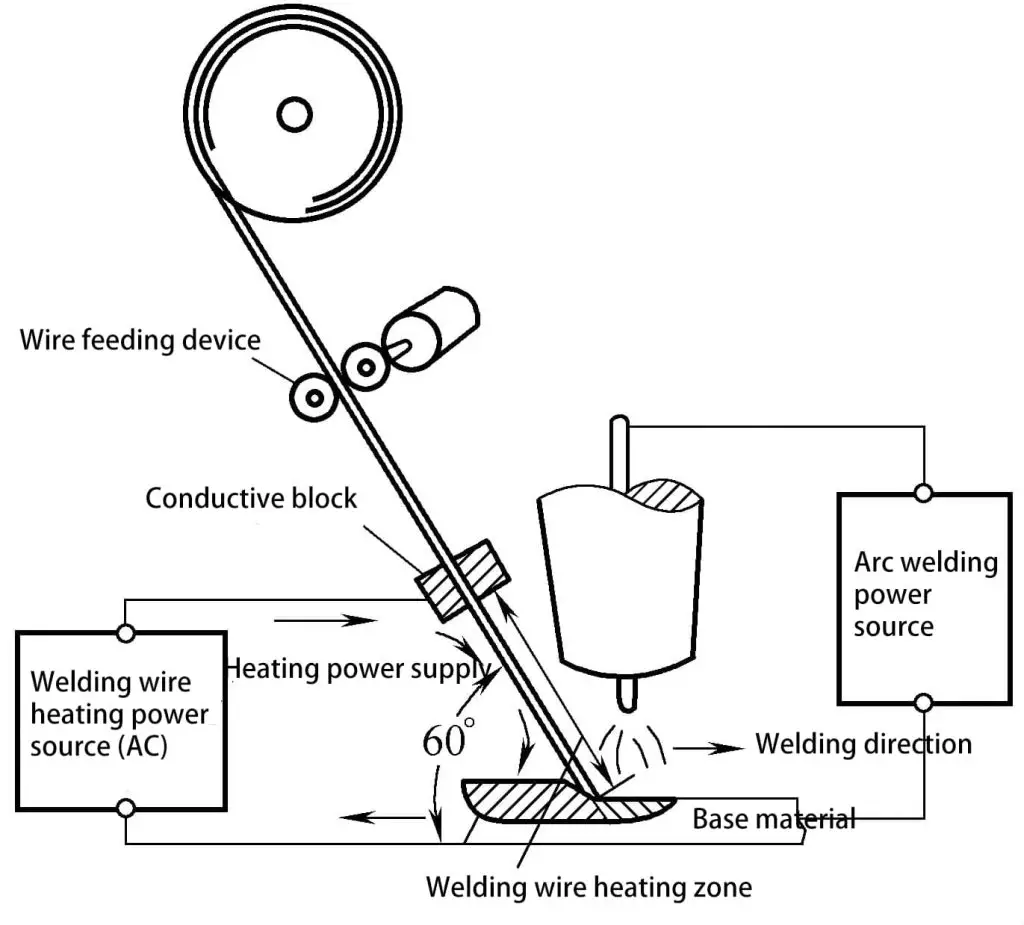
La saldatrice ad arco di argon con elettrodo di tungsteno a filo caldo è composta da una sorgente di alimentazione per la saldatura ad arco di argon in corrente continua, una sorgente di alimentazione aggiuntiva per il preriscaldamento del filo di saldatura (solitamente in corrente alternata), un meccanismo di alimentazione del filo e un circuito di controllo che coordina queste tre parti. Per ottenere un processo di saldatura stabile, la fonte di alimentazione principale può anche utilizzare una fonte di alimentazione a impulsi a bassa frequenza.
La Figura 5-69 è un diagramma schematico della saldatura ad arco di argon con elettrodo di tungsteno a filo caldo. Prima di essere introdotto nel bagno fuso, il filo di saldatura viene riscaldato dalla sua stessa resistenza elettrica. Circa 10 cm prima dell'ingresso nel bagno fuso, una pinza conduttrice viene impostata per introdurre corrente per preriscaldare il filo di saldatura.
È preferibile utilizzare una fonte di alimentazione CA per la corrente di preriscaldamento, in quanto la CA può ridurre il colpo magnetico alla formazione dell'arco. Se la corrente di preriscaldamento non supera i 60% della corrente di saldatura, l'oscillazione longitudinale dell'arco lungo il cordone di saldatura non supera i 30°.
Per ottenere una temperatura di preriscaldamento sufficiente, con una corrente di preriscaldamento limitata, è necessario garantire che il filo di saldatura abbia una resistenza sufficiente all'interno della lunghezza di preriscaldamento, che in genere è solo di circa 10 cm, quindi il diametro del filo di apporto non deve essere troppo grande, richiedendo un diametro inferiore a 1,2 mm.
Figura 5-69 Schema di saldatura ad arco di argon con elettrodo di tungsteno a filo caldo
La saldatura a filo caldo è stata utilizzata con successo per l'acciaio al carbonio, l'acciaio basso legato, l'acciaio inossidabile, il nichel e le leghe di titanio. Per l'alluminio e il rame, a causa della loro bassa resistività, è necessaria una corrente di riscaldamento molto elevata, che provoca un eccessivo colpo di polarizzazione magnetica e una fusione non uniforme, per cui la saldatura a filo caldo non è raccomandata.
Non dimenticatevi che condividere è un'opera di carità! : )
Vi siete mai meravigliati di fronte alle giunzioni senza saldature delle strutture metalliche e vi siete chiesti come sono state realizzate? La saldatura a punti, un...
Quando si tratta di produrre prodotti metallici di alta qualità, i difetti di rugosità superficiale possono rappresentare un ostacolo significativo. Queste imperfezioni non solo...
La saldatura è un processo fondamentale per la fabbricazione di innumerevoli strutture, dagli imponenti grattacieli agli intricati macchinari. Tuttavia, sotto la...
Nel mondo della lavorazione dei metalli, le tecniche di saldatura sono fondamentali per determinare la resistenza e la durata di una struttura. Ma quando...
I nostri ingegneri di vendita sono prontamente disponibili a rispondere a qualsiasi domanda e a fornirvi un preventivo immediato e adatto alle vostre esigenze.