I migliori centri di fresatura usati: Guida al confronto
Immaginate di trovarvi in un'officina in fermento, dove precisione ed efficienza sono le chiavi del successo. Siete alla ricerca di...

I parametri principali per la saldatura TIG includono la corrente di saldatura, la tensione dell'arco, la velocità di saldatura, il diametro dell'elettrodo di tungsteno e la forma della punta, il diametro dell'ugello e il flusso di gas, la distanza dall'ugello alla superficie del pezzo e l'angolo della torcia di saldatura.
Esistono due tipi di correnti di saldatura: corrente continua e corrente alternata. La corrente continua ha due diversi metodi di collegamento: diritto e inverso. La scelta del tipo di corrente e della polarità dipende principalmente dal tipo di materiale da saldare e dai requisiti della saldatura.
Per ridurre o eliminare le fluttuazioni di corrente causate dalle variazioni di lunghezza dell'arco, Saldatura TIG richiede l'uso di una fonte di alimentazione con caratteristiche esterne a caduta rapida o a corrente costante. Le caratteristiche e l'ambito di applicazione dei diversi tipi di corrente e di collegamenti di polarità nella saldatura TIG sono riportate nella Tabella 5-80.
Tabella 5-80 Caratteristiche e campo di applicazione di diversi tipi di correnti e collegamenti di polarità nella saldatura TIG
| Tipi di corrente | Corrente continua, elettrodo positivo | Corrente continua, elettrodo negativo | Corrente alternata |
| Metodo di connessione | 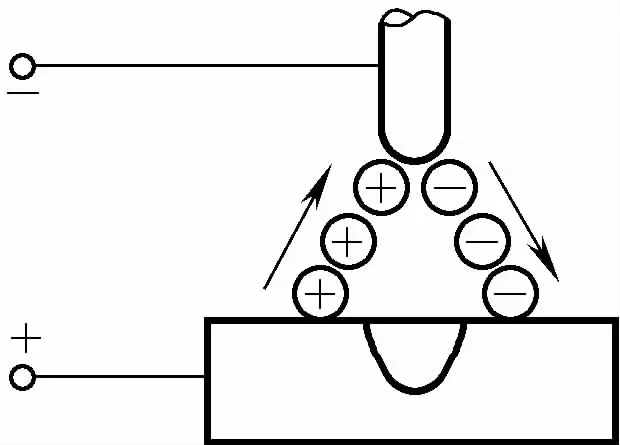 | 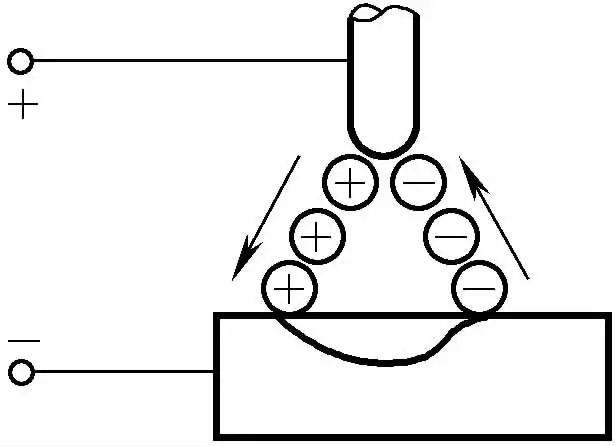 | 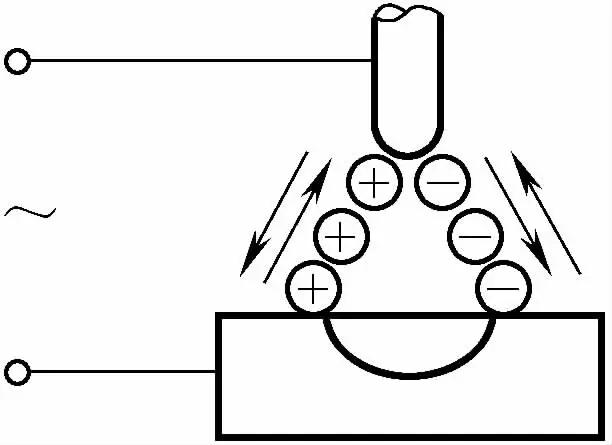 |
| Rapporto approssimativo di distribuzione del calore | Pezzo 70%, elettrodo 30% | Pezzo 30%, elettrodo 70% | Pezzo 50%, elettrodo 50% |
| Caratteristiche della penetrazione | Profondo e stretto | Poco profondo e largo | Medio |
| Azione detergente atrofica | Nessuno | Presente | Presente (quando il pezzo è negativo) |
| ф3,2W Elettrodo Corrente massima consentita | 400A | 420A | 250A |
| Materiali applicabili | Ottone, leghe di rame, ghisa, acciaio inox, acciaio dissimile metalli, titanio, argento | Generalmente non utilizzato | Alluminio, magnesio, bronzo di alluminio, bronzo al berillio, alluminio fuso |
La corrente di saldatura viene solitamente scelta in base al materiale, allo spessore e alla posizione della saldatura. Il diametro dell'elettrodo di tungsteno deve essere scelto in base alla corrente di saldatura. L'intervallo di corrente di saldatura ammissibile per i diversi diametri degli elettrodi di tungsteno è riportato nella Tabella 5-81.
Tabella 5-81 Intervallo di corrente di saldatura consentito per diversi diametri di elettrodi di tungsteno (unità: A)
| Diametro elettrodo/mm | Corrente alternata | Corrente continua, polarità diritta | Corrente continua, inversione di polarità | |||
| Tungsteno puro | Tungsteno toriato, tungsteno cerato | Tungsteno | Tungsteno toriato, tungsteno cerato | Tungsteno | Tungsteno toriato, tungsteno cerato | |
| 0.5 | 2~15 | 2~15 | 2~20 | 2~20 | - | - |
| 1 | 15~55 | 15~70 | 10~75 | 10~75 | - | - |
| 1.6 | 45~90 | 60~125 | 40 ~130 | 60~150 | 10~20 | 10 ~20 |
| 2 | 65~125 | 85~160 | 75~180 | 100~200 | 15~25 | 15~25 |
| 2.5 | 80~140 | 120~210 | 130~230 | 170~250 | 17~30 | 17~30 |
| 3.2 | 140 ~190 | 150~250 | 160 ~310 | 225~330 | 20~35 | 20~35 |
| 4 | 180~260 | 240~350 | 275~450 | 350~480 | 35~50 | 35~50 |
| 5 | 240~350 | 330~460 | 400~625 | 500 ~ 675 | 50~70 | 50 ~70 |
| 6.3 | 300~450 | 430~575 | 550~675 | 650~950 | 60~100 | 65~100 |
La tensione dell'arco è il parametro principale che determina la larghezza del cordone di saldatura. Nella saldatura TIG si utilizzano tensioni d'arco più basse per ottenere una buona protezione del bagno di fusione. Quando si salda con protezione all'elio, a causa della maggiore ionizzazione dell'elio, la stessa lunghezza d'arco ha una tensione d'arco più elevata rispetto all'arco con argon.
La tensione dell'arco è legata all'angolo della punta dell'elettrodo di tungsteno. Quanto più affilata è la punta dell'elettrodo di tungsteno, tanto più alta è la tensione d'arco, con un intervallo comune di 10~20V.
La scelta del diametro dell'elettrodo di tungsteno dipende dal tipo, dalla polarità e dalle dimensioni della corrente di saldatura da utilizzare. Allo stesso tempo, l'affilatura della punta dell'elettrodo di tungsteno influisce sulla profondità e sulla larghezza della saldatura. Vedere la Tabella 5-82 per le forme delle punte degli elettrodi di tungsteno e gli intervalli di corrente.
Tabella 5-82 Forme delle punte degli elettrodi di tungsteno e intervalli di corrente
| Diametro dell'elettrodo di tungsteno /mm | Diametro della punta /mm | Angolo della punta / (°) | Elettrodo a corrente continua Positivo | |
| Corrente continua costante /A | Corrente d'impulso /A | |||
| 1 | 0.125 | 12 | 2~15 | 2~25 |
| 1 | 0.25 | 20 | 5~30 | 5~60 |
| 1.6 | 0.5 | 25 | 8~50 | 8~100 |
| 1.6 | 0.8 | 30 | 10~70 | 10~140 |
| 2.4 | 0.8 | 35 | 12~90 | 12~180 |
| 2.4 | 1.1 | 45 | 15 ~150 | 15~250 |
| 3.2 | 1.1 | 60 | 20~200 | 20~300 |
| 3.2 | 1.5 | 90 | 25~250 | 25~350 |
La velocità di saldatura TIG dipende dallo spessore del pezzo e dalla corrente di saldatura. Poiché l'elettrodo di tungsteno è in grado di sopportare correnti più basse, la velocità di saldatura è solitamente inferiore a 20m/h. La velocità massima della saldatura TIG meccanizzata può superare i 35 m/h, ma a questo punto è necessario considerare l'effetto della velocità di saldatura sulla forma laminare del gas di protezione.
Il flusso minimo di gas necessario per proteggere efficacemente l'area di saldatura è legato alla forma e alle dimensioni dell'ugello della torcia di saldatura. Il diametro dell'ugello dipende dallo spessore del pezzo da saldare e dal tipo di giunto; all'aumentare del diametro dell'ugello, il flusso di gas deve aumentare di conseguenza.
Il diametro dell'ugello può essere selezionato in base alla seguente formula:
D=(2,5 ~3,5)d w
Nella formula:
Una volta determinato il diametro dell'ugello, la portata di argon può essere calcolata come segue:
Q=(0,8 ~1,2)D
Dove:
Quando D è piccolo, si prende il limite inferiore per Q; quando D è grande, si prende il limite superiore per Q.
In genere, quando l'apertura dell'ugello è di 8~12 mm, la portata del gas di protezione è di 5~15L/min; quando il diametro dell'ugello aumenta a 14~22 mm, la portata del gas è di 10~20L/min. Quando si saldano piastre spesse di alluminio e leghe di alluminio, la portata di gas deve raggiungere 25~35L/min.
Inoltre, la portata del gas dipende anche dall'ambiente di saldatura. Quando si salda in un'area con movimento d'aria, la portata del gas deve essere aumentata in base alla velocità dell'aria; la portata può essere selezionata anche attraverso una saldatura di prova. Quando la portata è adeguata, è possibile identificare il colore della superficie di saldatura.
La relazione tra il colore e l'effetto protettivo delle saldature in acciaio inossidabile è mostrata nella Tabella 5-83.
Tabella 5-83 Relazione tra il colore e l'effetto protettivo delle saldature in acciaio inossidabile
| Colori dei cordoni di saldatura | Bianco-argento, giallo-oro | Blu | Rosso-grigio | Grigio | Nero |
| Efficacia della protezione | Eccellente | Buono | Fiera | Povero | Peggiore |
La relazione tra il colore e l'effetto protettivo delle saldature in titanio e leghe di titanio è riportata nella Tabella 5-84.
Tabella 5-84 Relazione tra il colore delle saldature in titanio e in lega di titanio e l'effetto di protezione
| Colori dei cordoni di saldatura | Argento-Bianco | Oro | Viola-Blu | Blu-grigio | Giallo-bianco |
| Efficacia della protezione | Eccellente | Buono | Fiera | Povero | Peggiore |
Vedere la Tabella 5-85 per la portata di argon, l'apertura dell'ugello e la distanza dal pezzo.
Tabella 5-85 Portata dell'argon, apertura dell'ugello e distanza dal pezzo in lavorazione
| Metodi di saldatura | Portata di argon appropriata (L/min) | Diametro ugello (mm) | Distanza tra ugello e pezzo (mm) |
| Saldatura a gas inerte di tungsteno (TIG) | 3~25 | 5 ~20 | 5 ~12 |
| Saldatura a gas inerte metallico (MIG) | 10~50 | ≤30 | 8~15 |
Per la relazione tra corrente di saldatura, diametro dell'ugello e portata del gas, vedere la Tabella 5-86.
Tabella 5-86 Relazione tra corrente di saldatura, diametro dell'ugello e portata del gas
| Corrente di saldatura /A | Saldatura a corrente continua | Saldatura AC | ||
| Diametro ugello /mm | Portata del gas / (L/min) | Diametro ugello /mm | Portata del gas / (L/min) | |
| 10 ~100 | 4~9.5 | 4 ~5 | 8~9.5 | 6~8 |
| 101 ~150 | 4 ~9.5 | 4~7 | 9.5~11 | 7 ~10 |
| 151~200 | 6~13 | 6~8 | 11 ~13 | 7 ~10 |
| 201~300 | 8~13 | 8~9 | 13 ~ 16 | 8 ~15 |
| 301~500 | 13 ~16 | 9~12 | 16 ~19 | 8~15 |
Nota: la corrente di saldatura massima consentita per gli ugelli metallici è di 500A, mentre per gli ugelli ceramici è di 300A.
I parametri della saldatura TIG automatica comprendono i parametri della saldatura manuale ad arco di argon con elettrodo di tungsteno e la velocità di avanzamento del filo. La velocità di avanzamento del filo deve corrispondere alla velocità e alla corrente di saldatura. L'impatto dei parametri di saldatura TIG sulla formazione della saldatura e sulla qualità della saldatura è raramente indipendente nella produzione reale; ad esempio, nei processi di saldatura TIG manuali, vengono specificati solo la corrente di saldatura e la portata di argon.
Durante la saldatura TIG automatica, i parametri di saldatura che devono essere controllati includono la corrente di saldatura, la tensione dell'arco, la velocità di saldatura, la portata dell'argon, il diametro del filo e la velocità di avanzamento del filo. Inoltre, quando si saldano metalli particolarmente reattivi come il titanio, è necessaria una maggiore protezione della zona ad alta temperatura e devono essere adottate rigorose misure di protezione.
Tabella 5-87 Parametri di saldatura TIG manuale per alluminio e leghe di alluminio, acciaio inossidabile
| Materiale | Spessore della piastra/mm | Tipo di scanalatura | Numero di strati di saldatura (anteriore/posteriore) | Diametro dell'elettrodo di tungsteno/mm | Diametro del filo di saldatura/mm | Temperatura di preriscaldamento/°C | Corrente di saldatura/A | Portata dell'argon (L/min) | Apertura ugello/mm |
| Alluminio e leghe di alluminio | 1 | Bordo smussato | Fronte 1 | 2 | 1.6 | - | 45 ~ 60 | 7~9 | 8 |
| 1.5 | Smussato o con scanalatura a I | Fronte 1 | 2 | 1.6~2.0 | - | 50~80 | 7~9 | 8 | |
| 2 | Scanalatura a I | Fronte 1 | 2 ~3 | 2~2.5 | - | 90 ~120 | 8 ~12 | 8~12 | |
| 3 | Scanalatura a Y | Fronte 1 | 3 | 2~3 | - | 150 ~180 | 8~12 | 8~12 | |
| 4 | 1~2/1 | 4 | 3 | - | 180 ~200 | 10~15 | 8~12 | ||
| 5 | 1~2/1 | 4 | 3~4 | - | 180~240 | 10~15 | 10 ~12 | ||
| 6 | 1~2/1 | 5 | 4 | - | 240~280 | 16~20 | 14 ~16 | ||
| 8 | 2 /1 | 5 | 4~5 | 100 | 260~320 | 16~20 | 14 ~16 | ||
| 10 | 3~4/1~2 | 5 | 4~5 | 100 ~150 | 280~340 | 16~20 | 14 ~16 | ||
| 12 | 3~4/1~2 | 5 ~6 | 4~5 | 150~200 | 300~360 | 18~22 | 16~20 | ||
| 14 | 3 ~4/1~2 | 5 ~6 | 5~6 | 180~200 | 340~380 | 20~24 | 16 ~20 | ||
| 16 | 4~5/1~2 | 6 | 5~6 | 200 ~220 | 340~380 | 20~24 | 16~20 | ||
| 18 | 4~5/1~2 | 6 | 5~6 | 200~240 | 360~400 | 25~30 | 16~20 | ||
| 20 | 4~5/1~2 | 6 | 5~6 | 200~260 | 360~400 | 25~30 | 20~22 | ||
| 16 ~20 | Scanalatura a X | 2~3/2~3 | 6 | 5~6 | 200~260 | 300~380 | 25~30 | 16~20 | |
| 22~25 | 3 ~4/3 ~4 | 6 ~7 | 5~6 | 200~260 | 360~400 | 30~35 | 20~22 | ||
| Acciaio inox | 1 | Giunto di testa | 1 | 2 | 1.6 | - | 7~28 | 3~4 | 12~47① |
| 1.2 | Giunto di testa | 1 | 2 | 1.6 | - | 15 | 3~4 | 25① | |
| 1.5 | Giunto di testa | 1 | 2 | 1.6 | - | 5 ~19 | 3~4 | 8~32① |
① Velocità di saldatura, in cm/min.
Tabella 5-88 Parametri di saldatura TIG manuale per acciaio al carbonio, acciaio debolmente legato
| Spessore della saldatura/mm | Corrente di saldatura/A | Diametro del filo/mm | Velocità di saldatura/(mm/min) | Portata del gas/(L/min) |
| 0.9 | 100 | ф1.6 | 300~370 | 4~5 |
| 1.2 | 100~125 | ф1.6 | 300~450 | 4~5 |
| 1.5 | 100 ~140 | ф1.6 | 300~450 | 4~5 |
| 2.5 | 140~180 | ф2 | 300 ~450 | 5~6 |
| 3.2 | 150 ~200 | ф3 | 250~300 | 5~6 |
Tabella 5-89 Parametri di saldatura TIG manuale per rame e leghe di rame
| Materiale | Spessore della saldatura/mm | Tipo di scanalatura | Elettrodo di tungsteno | Diametro elettrodo/mm | Diametro del filo di riempimento/mm | Corrente di saldatura/A | Diametro ugello/mm | Portata del gas/(L/min) | Temperatura di preriscaldamento/°C |
|---|---|---|---|---|---|---|---|---|---|
| Rame | <1.5 | Singolo-V | Toriato | 2.4 | 2 | 140-180 | 8 | 6-8 | - |
| 2-3 | Singolo-V | Toriato | 3.2 | 3 | 160-280 | 8-10 | 6-10 | - | |
| 4-5 | Scanalatura a V | Toriato | 4 | 3-4 | 250-350 | 10-12 | 8-12 | 100-150 | |
| 6-10 | Scanalatura a V | Toriato | 5 | 4-5 | 300-400 | 10-12 | 10-14 | 300-500 | |
| Ottone | 1.2 | Giunto di testa | Toriato | 3.2 | - | 160-180 | 8 | 7 | - |
| Stagno Ottone | 2 | Singolo-V | Toriato | 3.2 | 3 | 180-200 | 8 | 7 | - |
| Stagno Fosforo | <1.6 | Singolo-V | Toriato | 3.2 | 1.6 | 90-150 | 10-12 | 8-12 | - |
| Bronzo | 1.6-3.2 | Singolo-V | Toriato | 3.2 | 2-3 | 100-220 | 10-12 | 8-12 | - |
| Alluminio Bronzo | <1.6 | Singolo-V | Ceriato | 1.6 | 1.6 | 25-80 | 10-12 | 9-10 | - |
| 3.2 | Singolo-V | Ceriato | 3.2 | 2-3 | 160-210 | 10-12 | 10-12 | - | |
| 9.5 | Scanalatura a V | Ceriato | 4 | 4 | 210-330 | 10-12 | 12-13 | - | |
| Bronzo al silicio | 1.6 | Singolo-V | Ceriato | 1.6 | 1.6 | 100-120 | 8 | 7 | - |
| 3.2 | Singolo-V | Toriato | 2.4 | 2 | 130-150 | 8 | 7 | - | |
| 6.4 | Scanalatura a V | Toriato | 3.2 | 3 | 200-250 | 10 | 9 | - | |
| 9.5 | Scanalatura a V | Toriato | 3.2 | 3 | 230-280 | 10 | 9 | - | |
| Nichel Bronzo | <3.2 | Singolo-V | Toriato | 3.2 | 2-3 | 250-300 | 12-14 | 12-14 | - |
| 3.2-9.5 | Scanalatura a V | Toriato | 4 | 3 | 280-320 | 12-14 | 12-14 | - |
Tabella 5-90 Saldatura TIG manuale di titanio e leghe di titanio (connessione positiva DC, giunto di testa) Parametri di saldatura
| Spessore della piastra/mm | Tipo di smusso | Numero di strati di saldatura | Diametro dell'elettrodo di tungsteno/mm | Diametro del filo/mm | Corrente di saldatura/A | Portata di argon/(L/min) | Diametro ugello/mm | Note | ||
| Ugello principale | Scudo di trascinamento | Lato posteriore | ||||||||
| 0.5 | Smusso a V singolo | 1 | 1.5 | 1.0 | 30 ~50 | 8~10 | 14~16 | 6~8 | 10 | Distanza tra i giunti 0,5 mm, il titanio può anche non essere aggiunto. Distanza tra i fili 1,0 mm |
| 1 | 1 | 2.0 | 1.0~2.0 | 40~60 | 8~10 | 14~16 | 6~8 | 10 | ||
| 1.5 | 1 | 2.0 | 1.0~2.0 | 60~80 | 10~12 | 14~16 | 8~10 | 10 ~12 | ||
| 2 | 1 | 2.0~3.0 | 1.0~2.0 | 80~110 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 2.5 | 1 | 2.0~3.0 | 2.0 | 110~120 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 3 | Smusso a Y singolo | 1 ~2 | 3.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | Distanza di smussatura 2~3 mm, bordo smussato 0,5 mm Il retro della saldatura è rivestito con una piastra di supporto in acciaio. Angolo di smussatura 60°~65° |
| 3.5 | 1~2 | 3.0~4.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 200 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 5 | 2~3 | 4.0 | 3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18~20 | ||
| 6 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 18~20 | ||
| 7 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 8 | 3 ~4 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 10 | Smusso a doppia Y | 4~6 | 4.0 | 3.0~4.0 | 160~200 | 14~16 | 25~28 | 12~14 | 20~22 | Angolo di smussatura 60°, bordo smussato 1 mm Angolo di smussatura 55°, bordo smussato 1,5-2,0 mm Angolo di smussatura 55°, bordo smussato 1,5~2,0 mm, distanza 1,5 mm |
| 13 | 6~8 | 4.0 | 3.0~4.0 | 220~240 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 20 | 12 | 4.0 | 4.0 | 200~240 | 12~14 | 20 | 10~12 | 18 | ||
| 22 | 6 | 4.0 | 4.0~5.0 | 230~250 | 15~18 | 18~20 | 18~20 | 20 | ||
| 25 | 15~16 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
| 30 | 17~18 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
Tabella 5-91 Parametri di saldatura TIG automatizzata per alluminio e leghe di alluminio
| Materiale | Spessore della piastra/mm | Numero di strati di saldatura | Diametro dell'elettrodo di tungsteno/mm | Diametro del filo/mm | Corrente di saldatura/A | Portata di argon/(L/min) | Apertura ugello/mm | Velocità di avanzamento del filo/(cm/min) |
| Alluminio e leghe di alluminio | 1 | 1 | 1.5 ~2 | 1.6 | 120 ~160 | 5~6 | 8~10 | - |
| 2 | 1 | 3 | 1.6~2 | 180 ~220 | 12 ~14 | 8 ~10 | 108 ~117 | |
| 3 | 1~2 | 4 | 2 | 220~240 | 14 ~18 | 10 ~14 | 108~117 | |
| 4 | 1~2 | 5 | 2~3 | 240~280 | 14 ~18 | 10 ~14 | 117 ~ 125 | |
| 5 | 2 | 5 | 2~3 | 280 ~320 | 16 ~ 20 | 12 ~16 | 117 ~ 125 | |
| 6~8 | 2~3 | 5~6 | 3 | 280 ~320 | 18~24 | 14 ~18 | 125~133 | |
| 8~12 | 2~3 | 6 | 3~4 | 300 ~340 | 18~24 | 14 ~18 | 133 ~142 | |
| Acciaio inox | 1.5 | 1 | 2 | 1.6 | 125 ~130 | 8~10 | 260 | |
| 2 | 1 | 3 | 1.6 | 138~142 | 6~8 | 260 |
Tabella 5-92 Parametri di saldatura TIG automatizzata per titanio e leghe di titanio (positivo DC, giunto di testa)
| Spessore della piastra / mm | Tipo di smusso | Numero di strati di saldatura | Dimensioni del nastro di supporto nella scanalatura di formatura | Diametro dell'elettrodo di tungsteno / mm | Diametro del filo / mm | Corrente di saldatura / A | Tensione d'arco / V | Velocità di saldatura / (cm/min) | Portata di argon / (L/min) | |||
| Larghezza / mm | Profondità / mm | Ugello principale | Scudo di trazione | Lato posteriore | ||||||||
| 1 | I-grove | 1 | 5 | 0.5 | 1.6 | 1.2 | 70~100 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.2 | I-grove | 1 | 5 | 0.7 | 2 | 1.2 | 100~120 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.5 | I-grove | 1 | 5 | 0.7 | 2 | 1.2~1.6 | 120~140 | 14~16 | 37~40 | 10~12 | 14~16 | 8~10 |
| 2 | I-grove | 1 | 6 | 1 | 2.5 | 1.6~2.0 | 140~160 | 14~16 | 33~37 | 12~14 | 14~16 | 10~12 |
| 3 | I-grove | 1 | 7 | 1.1 | 3 | 2.0~3.0 | 200~240 | 14~16 | 32~35 | 12~14 | 16~18 | 10~12 |
| 4 | Smusso singolo con distanza di 2 mm | 2 | 8 | 1.3 | 2 | 3 | 200~260 | 14~16 | 32~33 | 14~16 | 18~20 | 12~14 |
| 6 | Scanalatura a Y 60° | 3 | - | - | 4 | 3 | 240~280 | 14~18 | 30~37 | 14~16 | 20~24 | 14~16 |
| 10 | Scanalatura a Y 60° | 3 | - | - | 4 | 3 | 200~260 | 14~18 | 15~20 | 14~16 | 18~20 | 12~14 |
| 13 | Scanalatura a Y doppia 60° | 4 | - | - | 4 | 3 | 220~260 | 14~18 | 33~42 | 14~16 | 18~20 | 12~14 |
Tabella 5-93 Parametri di saldatura TIG per tubi in acciaio inossidabile austenitico (saldatura in sospensione)
| Spessore/mm | Forma dello smusso | Corrente di saldatura/A | Velocità di saldatura/(mm/min) | Note |
| 1.5 | 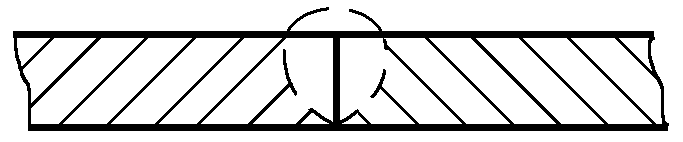 | 100 ~110 | 460 ~480 | Utilizzato per la saldatura in testa di tubi tondi e quadri, con protezione di gas argon all'interno del tubo per schermare la parte posteriore della saldatura. |
| 2 | 120 ~130 | 400 ~410 | ||
| 3 | 190~200 | 300 ~310 |
Tabella 5-94 Parametri di saldatura per la passata principale della saldatura TIG multistrato di tubi a parete spessa in acciaio inossidabile
| Diametro del filo / mm | Diametro dell'elettrodo di tungsteno / mm | Polarità della corrente | Corrente di saldatura / A | Tensione d'arco / V | Velocità di saldatura / (cm/min) | Metodo di tessitura | Gas di schermatura | |
| Tipi | Portata / (L/min) | |||||||
| 2.0(1.6) | 1.6 | Corrente continua | 50~130 | 9~16 | 4~14 | Oscillazione trasversale | Purezza dell'argon (frazione di volume) superiore a 99,9% | 8~15 |
| 2.4 | 2.4 | Tangente | ||||||