
Fondamenti di curvatura dei tubi: Una guida rapida
Vi siete mai chiesti come si creano forme complesse di tubi per biciclette o mobili? La curvatura dei tubi è l'arte di modellare il metallo...
Quando si tratta di curvare tubi, la scelta del giusto mandrino è fondamentale. L'articolo di Artizono illustra i diversi tipi di mandrini, rigidi e flessibili, e le loro applicazioni specifiche. Spiega come i mandrini impediscono la deformazione e il raggrinzimento del tubo durante la curvatura e illustra l'importanza di scegliere il mandrino più adatto in base al diametro del tubo, allo spessore della parete e al raggio di curvatura. Grazie alla comprensione di questi aspetti, i lettori possono garantire curve di alta qualità ed evitare i problemi più comuni nei processi di curvatura dei tubi.

Il mandrino è una parte importante del dispositivo di curvatura dell'anima; il suo ruolo è quello di sostenere la parete del tubo dall'interno del tubo grezzo, per evitare che la sezione trasversale del tubo si distorca e la parete del tubo si raggrinzisca. La cosiddetta curvatura a cuore si ha quando il tubo da curvare ha un raggio di curvatura R/D o uno spessore relativo della parete t/D relativamente piccolo; per ottenere pezzi di tubo di alta qualità, durante il processo di curvatura viene inserito un mandrino adatto all'interno del tubo, per evitare l'appiattimento e la formazione di grinze sull'arco durante la curvatura (vedere Figura 4-36).
Per la piegatura a freddo, è molto necessario scegliere in modo ragionevole il tipo di mandrino e padroneggiare il metodo corretto di utilizzo. Esistono molti tipi di mandrini; in generale, i mandrini possono essere suddivisi in due categorie principali: una è il mandrino rigido (vedere Figura 4-36a, b), l'altra è il mandrino flessibile (vedere Figura 4-36c, d, e, f).
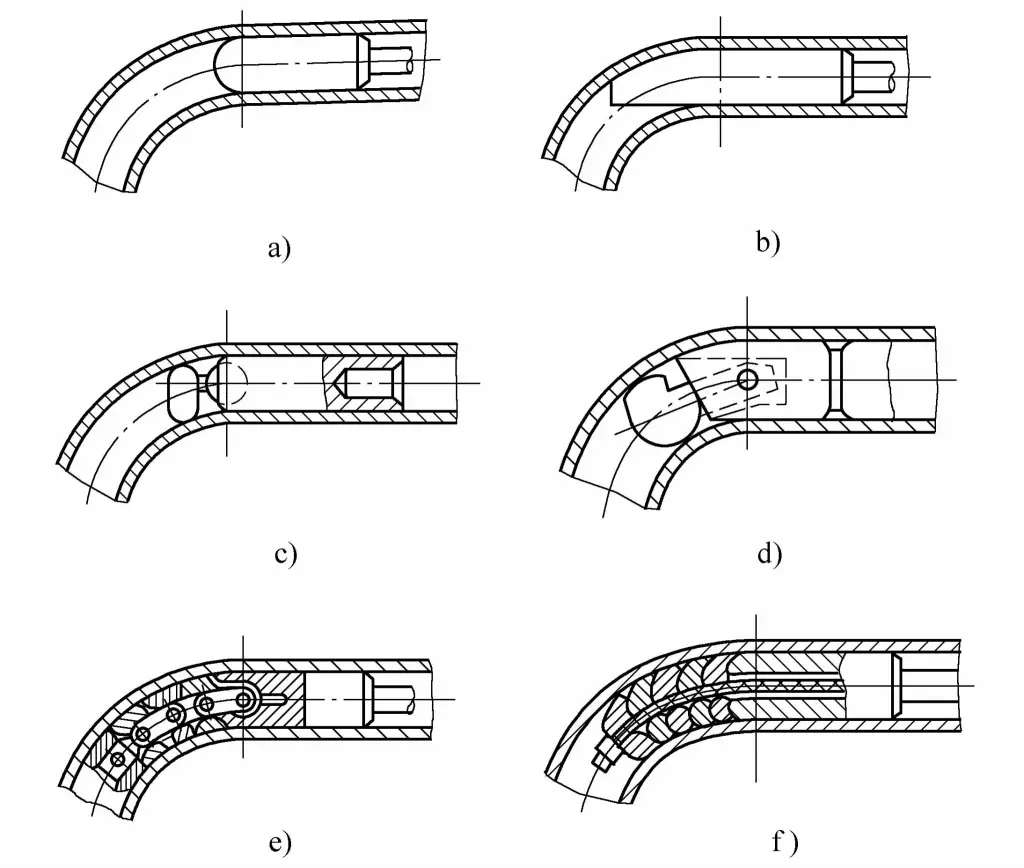
a) Mandrino a testa tonda
b) Mandrino a cucchiaio
c) Mandrino a sfera singola (tipo a bicchiere)
d) Mandrino a sfera singola (tipo a perno)
e) Mandrino a più sfere (tipo link)
f) Mandrino a più sfere (tipo ad albero flessibile)
Il mandrino a testa tonda ha una forma semplice ed è facile da produrre. Tuttavia, a causa della ridotta area di contatto tra il mandrino e la parete del tubo, l'effetto di prevenzione della distorsione della sezione trasversale è scarso; di solito viene utilizzato per la piegatura di pezzi di tubo con requisiti bassi. Il mandrino è comunemente realizzato in materiale 3Cr2W8V, con una durezza da trattamento termico di 52~56HRC.
Il mandrino a cucchiaio ha un'area di supporto più ampia con la parete laterale esterna piegata, più efficace nel prevenire la distorsione della sezione trasversale rispetto al mandrino a testa tonda; ha inoltre un certo effetto antirughe ed è più facile da produrre. Viene solitamente utilizzato per i raccordi per tubi piegati di piccolo diametro, con uno spessore medio della parete e una relativa raggio di curvatura R/D≈2. Il materiale e la durezza del trattamento termico del mandrino sono gli stessi del mandrino a testa tonda.
Il mandrino a sfera singola (tipo a sfera, tipo a perno) può ruotare di una certa quantità intorno al punto di rotazione dell'assemblaggio, può penetrare più in profondità nella zona di deformazione della curvatura e ha un migliore effetto antidistorsione, comunemente utilizzato per raccordi di tubi piegati con un diametro (D≤37mm) non grande. Il materiale del mandrino è acciaio 45 (temprato 44~48HRC) o GCr15 (temprato 179~207HBS), se si piegano tubi in acciaio inox, si deve usare il bronzo di alluminio per produrre il mandrino.
Il mandrino multi-sfera a catena è composto da sfere e maglie di supporto e può oscillare solo all'interno di un singolo piano di piegatura. Poiché può penetrare in profondità nella zona di deformazione da flessione e piegarsi insieme alla billetta, ha un buon effetto nel prevenire la distorsione della sezione trasversale.
L'albero flessibile a più sfere mandrinol è realizzato mettendo in fila più sfere a forma di scodella con un albero flessibile, che può oscillare in qualsiasi direzione nello spazio, adatto a raccordi per tubi a parete sottile di tipo singolo, multiplo e spaziale piegatura e formatura.
Quando si piegano i tubi con un mandrino a più sfere, il mandrino può essere utilizzato anche per raddrizzare i raccordi dei tubi durante il processo di estrazione da parte del cilindro idraulico dopo la piegatura. Lo svantaggio principale del mandrino a più sfere è che è difficile da produrre e i requisiti di materiale e trattamento termico del mandrino sono gli stessi del mandrino a sfera singola.
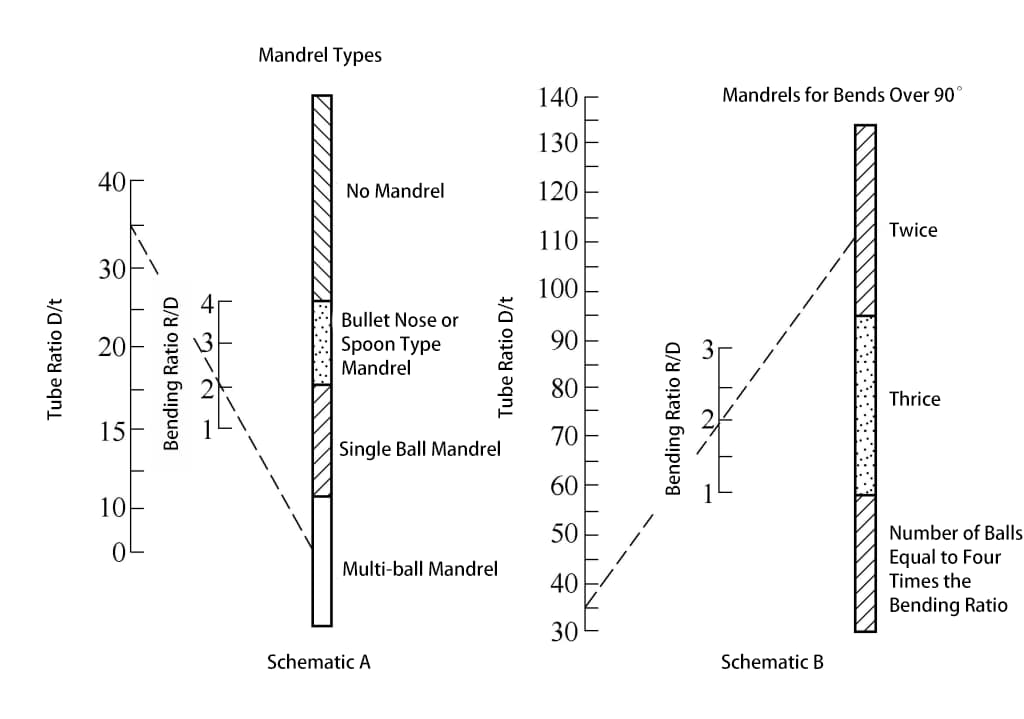
Per i diversi processi di piegatura è necessario utilizzare diversi tipi di mandrini. Per la piegatura a pressa e la piegatura ad avvolgimento, si utilizzano per lo più mandrini rigidi e la testa del mandrino è emisferica o di altre forme curve. Per determinare se è necessario un mandrino per la piegatura e quale tipo di mandrino utilizzare, si può fare riferimento alla Figura 4-37.
Per i tubi con lo stesso diametro esterno D e lo stesso spessore di parete t, quando si curvano raggi d'arco R diversi, a causa del diverso raggio di curvatura relativo R/D, dello spessore di parete relativo t/D e dell'angolo di curvatura α, la scelta del metodo di foratura dell'anima è illustrata nella Tabella 4-9.
Tabella 4-9 Metodo di perforazione del mandrino
| Spessore relativo della parete t/D | Raggio di curvatura relativo R/D | |||||||||
| 1 | 1.5 | 2 | 2.5 | 3 | ||||||
| 90° | 180° | 90° | 180° | 90° | 180° | 90° | 180° | 90° | 180° | |
| 0.1 | H | H | H | H | H | H | H | H | N | N |
| 0.05 | H | H | H | H | H | H | H | H | N | N |
| 1/3 | F-2 | F-3 | F-2 | F-3 | F-2 | F-2 | F-3 | F-2 | H | H |
| 0.025 | F-3 | F-3 | F-3 | F-3 | F-3 | F-3 | F-2 | F-2 | H | H |
| 0.02 | F-3 | F-4 | F-3 | F-4 | F-2 | F-3 | F-2 | F-3 | F-2 | F-2 |
| 1/6 | F-4 | F-5 | F-4 | F-5 | F-3 | F-4 | F-3 | F-4 | F-2 | F-3 |
| 1/7 | F-4 | F-5 | F-4 | F-5 | F-3 | F-4 | F-3 | F-4 | F-3 | F-4 |
Nota:
Dopo aver determinato la forma del mandrino, non è comunque possibile garantire la curvatura di tubi di alta qualità. Anche la dimensione dello spazio tra il mandrino e il diametro interno del tubo è un fattore importante che influisce sulla qualità della piegatura. Se il diametro del giunto sferico del mandrino è troppo piccolo, l'interno del tubo può formare delle grinze ondulate durante la curvatura e può anche non riuscire a impedire l'appiattimento dell'arco esterno; se il diametro è troppo grande o il diametro esterno del giunto sferico non è sufficientemente liscio, può danneggiare la parete del tubo e l'arco esterno del tubo può rigonfiarsi o addirittura scoppiare.
La scelta di un diametro ragionevole del mandrino e la garanzia di una lubrificazione sufficiente sono elementi indispensabili per assicurare la qualità del prodotto. curvatura dei tubi. Le dimensioni del mandrino a testa tonda e la sua posizione di lavoro all'interno del tubo sono mostrate nella Figura 4-38.
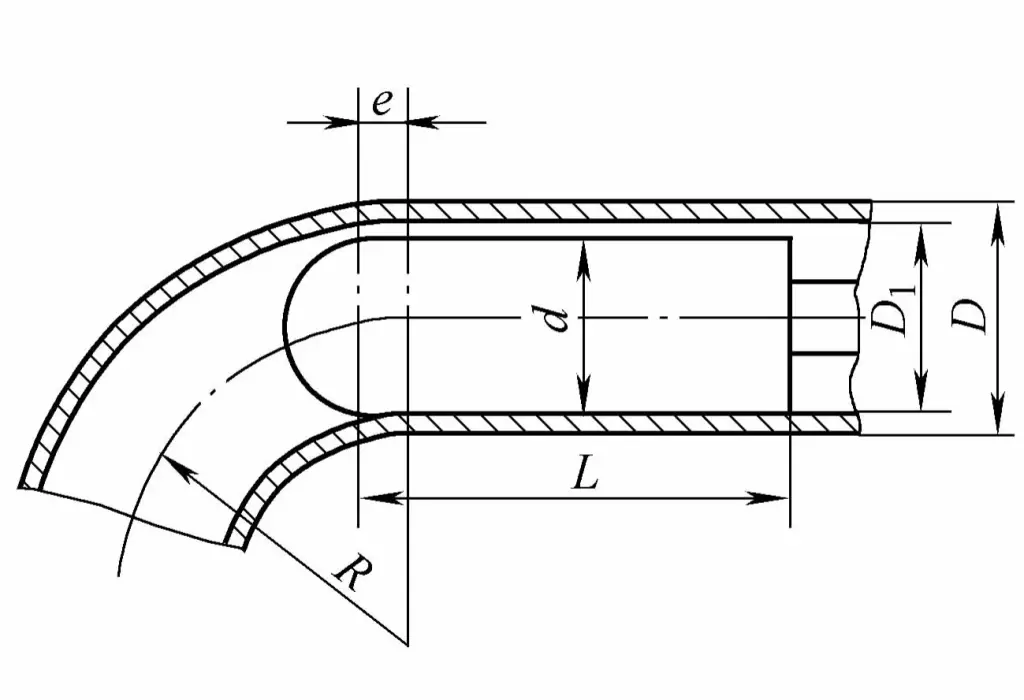
Per inserire agevolmente il mandrino nel tubo grezzo, il diametro d del mandrino deve essere generalmente inferiore di 0,5~1,5 mm rispetto al diametro interno del tubo grezzo, ovvero
d = D 1 – (0.5 ~ 1.5)
La lunghezza cilindrica L del mandrino è
L = (3 ~ 5)d
Se il diametro d del mandrino è grande, si deve scegliere un valore minore, altrimenti un valore maggiore.
La posizione di lavoro del mandrino deve trovarsi a una certa distanza e rispetto alla linea centrale di curvatura. Tuttavia, la distanza di avanzamento non deve essere eccessiva, poiché un eccessivo avanzamento può causare un forte stiramento della parete esterna del tubo grezzo durante la curvatura, aumentando l'assottigliamento e portando facilmente alla rottura. Se il mandrino è posizionato troppo indietro, la parete interna del tubo grezzo può diventare instabile e raggrinzirsi durante la piegatura, distorcendo gravemente la sezione trasversale e non riuscendo a svolgere la funzione prevista del mandrino.
In generale, la dimensione di e deve essere determinata in base al diametro della billetta, al raggio di curvatura e alla dimensione dello spazio tra il diametro interno della billetta e il mandrino, e quindi regolata in modo appropriato in base alla situazione di produzione effettiva. Il valore di e può essere calcolato con la seguente formula
Dove



