Il gioco di punzoni e stampi: I segreti per parti perfette
Cosa succederebbe se un minuscolo scarto potesse far decollare o distruggere il vostro prossimo progetto di produzione? Nel mondo della punzonatura e degli stampi...
Cosa determina il successo di un'operazione di stampaggio dei metalli? La risposta sta nel fattore sottile ma critico del gioco dello stampo. Questo articolo analizza come lo spazio preciso tra il punzone e lo stampo influenzi la qualità e la durata dei pezzi stampati. La comprensione dei principi del gioco dello stampo può aiutare i produttori a ottenere prestazioni ottimali, a prevenire i difetti dei materiali e a prolungare la durata degli utensili. Approfondite questo argomento essenziale per imparare i calcoli e le migliori pratiche che garantiscono operazioni di stampaggio impeccabili.
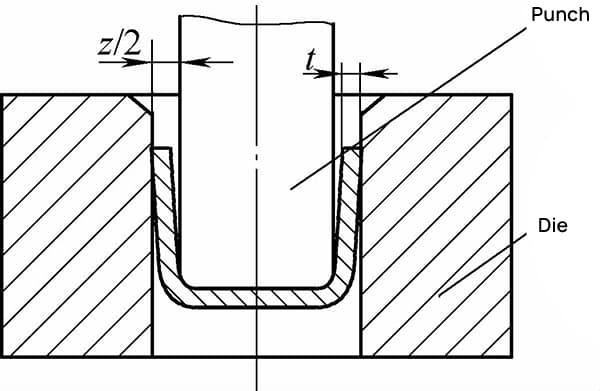
Il gioco tra il punzone e la matrice nell'imbutitura profonda si riferisce alla differenza dimensionale laterale tra i due, con il gioco bilaterale indicato come z, come mostrato nella Figura 1.
Quando il gioco è piccolo, la rotondità del pezzo trafilato è buona, ma la forza di trafilatura è elevata, il che può causare facilmente la lacerazione del pezzo e una grave usura dello stampo. Se il gioco è troppo grande, la forza di trafilatura si riduce e, sebbene la durata dello stampo sia maggiore, il pezzo assume una forma frusto-conica.
Questo accade perché durante il processo di imbutitura la parte inferiore del pezzo aderisce sempre al punzone, mentre la bocca aderisce alla matrice. Pertanto, per i pezzi che richiedono un'elevata rotondità o che devono combaciare tra loro, è necessario fare una considerazione dettagliata e approfondita, facendo riferimento alla curva di deformazione del materiale.
Una volta determinato il rapporto t/D, la possibilità che lo spezzone si raggrinzi durante la formatura dipende dalla forza del porta-stampi e dal raggio dello stampo.
Il gioco nell'imbutitura profonda non deve essere negativo. Infatti, un gioco tra il punzone e la matrice inferiore allo spessore del materiale non è in grado di trattenere le grinze. Se il materiale si raggrinzisce nella fase di flangia e non può essere appianato durante il passaggio sul raggio della matrice, non farà altro che aumentare notevolmente la resistenza al flusso del materiale, portando alla rottura del pezzo.
Per i pezzi emisferici, il gioco tra il punzone e la matrice può essere considerato infinitamente grande, il che conferma l'affermazione precedente. Da un altro punto di vista, i normali stampi per imbutitura non hanno una funzione di controllo dello spessore del materiale; se il gioco tra il punzone e lo stampo è inferiore allo spessore del materiale, quest'ultimo può rimanere intrappolato e soffocato nel gioco o, nei casi più gravi, allungarsi e rompersi.
Pertanto, nella progettazione degli stampi per imbutitura, il gioco su ciascun lato tra il punzone e lo stampo è generalmente maggiore dello spessore del materiale per ridurre l'attrito. La formula per calcolare il gioco z/2 su ciascun lato è:
Nella formula,
Tabella 1: Profondo Stampo da disegno Coefficiente di clearance K
| Spessore del materiale: t/mm | Precisione generale. | Imbutitura profonda di precisione | Imbutitura profonda di precisione | |
| Trafilatura profonda monostadio | Imbutitura multistadio | |||
| <0. 4 | 0. 07 ~ 0. 09 | 0. 08 ~ 0. 10 | 0. 04 ~ 0. 05 | 0 ~ 0. 04 |
| <1. 2 ~ 0. 4 | 0. 08 ~ 0. 10 | 0. 10 ~ 0. 14 | 0. 05 ~ 0. 06 | |
| <3 ~1. 2 | 0. 10 ~ 0. 12 | 0. 14 ~ 0. 16 | 0. 07 ~ 0. 09 | |
| ≥3 | 0. 12 ~ 0. 14 | 0. 16 ~ 0. 20 | 0. 08 ~ 0. 10 | |
Il principio di determinazione del gioco deve tenere conto degli effetti delle tolleranze della lamiera e del fenomeno dell'ispessimento del supporto del pezzo grezzo.
L'esperienza con l'imbutitura dell'acciaio inossidabile indica che con uno stampo di imbutitura a singola operazione, il coefficiente di imbutitura è di circa 0,52 e l'ispessimento al supporto dello spezzone è di soli 2-3%. Ciò è dovuto al fatto che il materiale subisce una deformazione tangenziale compressiva, con conseguente ispessimento minimo.
Nei prodotti di ferramenta, solo i contenitori per liquidi e i contenitori per cosmetici hanno requisiti rigorosi per la rotondità del pezzo. In questi casi, sono necessari calcoli precisi e un controllo rigoroso del gioco e delle tolleranze di fabbricazione tra il punzone e lo stampo per l'imbutitura.
Per gli utensili da cucina in acciaio inossidabile, l'integrità della tenuta del pezzo si basa su guarnizioni in silicone specializzate, da cui il nome di "guarnizione". spazio tra il punzone e la matrice negli stampi per l'imbutitura di pezzi cilindrici è in genere impostato a 1,1t o superiore. Nell'imbutitura a più stadi, il gioco tra il punzone e lo stampo per tutti gli stadi tranne l'ultimo è generalmente impostato tra 1,1t e 1,5t.
1) Per tutte le operazioni di imbutitura, ad eccezione della fase finale, la direzione del gioco non è specificata.
2) Per quanto riguarda la fase finale: quando le dimensioni esterne del pezzo devono essere precise, le dimensioni dello stampo sono quelle standard e le dimensioni del punzone vengono ridotte rispetto a quelle dello stampo per ottenere il gioco necessario; viceversa, quando le dimensioni interne del pezzo devono essere esatte, le dimensioni del punzone sono quelle standard e le dimensioni dello stampo vengono aumentate rispetto a quelle del punzone per ottenere il gioco necessario.







