Strumenti di misura essenziali: Calibri, micrometri e altro
Vi siete mai chiesti come fanno gli ingegneri a ottenere misure così precise nel loro lavoro? Gli strumenti di misura sono gli eroi non celebrati dell'ingegneria e garantiscono la precisione di ogni progetto. Questo articolo esplora i vari tipi di strumenti di misura, le loro funzioni e il motivo per cui sono indispensabili nell'ingegneria meccanica. Scoprirete strumenti come calibri, micrometri e dispositivi di misurazione laser, comprendendo il loro ruolo critico nell'innovazione e nell'assicurazione della qualità.
Ultimo aggiornamento:
7 luglio 2024
Condividi il tuo like:
Indice dei contenuti
I. Calibri
I calibri sono strumenti di misura di uso generale molto diffusi, con caratteristiche quali la semplicità della struttura, la facilità d'uso e l'ampio campo di misura. Vengono utilizzati per misurare il diametro interno, il diametro esterno, la larghezza, lo spessore, la distanza tra i fori, l'altezza e la profondità dei pezzi. I tipi più comuni sono i calibri a corsoio, i calibri digitali e i calibri a quadrante.
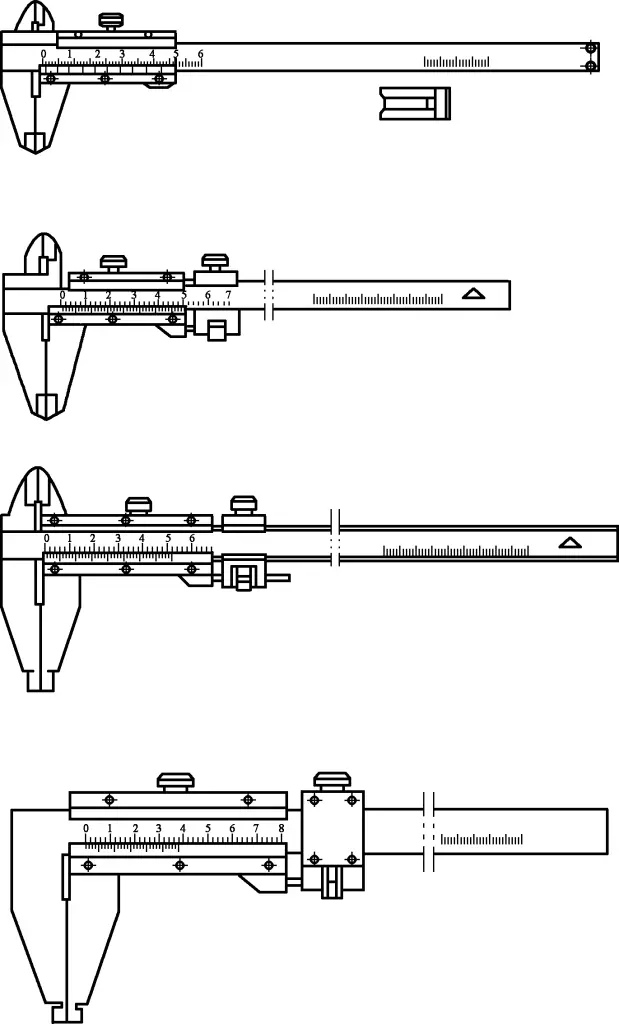
1. Uso e precauzioni per i calibri a corsoio
I calibri a corsoio più comuni sono illustrati nella Figura 1.
Figura 1 Calibri a corsoio comuni
1) Prima dell'uso, verificare che la linea di zero e la linea finale della scala del nonio siano allineate con le linee corrispondenti della scala principale e, se necessario, regolarle. Per gli errori che non possono essere regolati, effettuare le relative correzioni durante la misurazione.
2) Durante la misurazione, posizionare la ganascia fissa e spostare la ganascia scorrevole per trovare la posizione corretta per la lettura. Le due ganasce non devono essere inclinate durante la misurazione.
3) Per i calibri con asta di profondità, posizionare la faccia finale della scala principale, quindi spingere il cursore per far entrare in contatto la superficie di misurazione dell'asta di profondità con la superficie da misurare. Assicurarsi che l'asta di profondità sia allineata con la direzione della dimensione da misurare e non sia inclinata in alcuna direzione.
4) Poiché i calibri a corsoio non hanno un dispositivo di misurazione della forza, controllare attentamente la forza di misurazione. Per i calibri con dispositivi di regolazione fine, serrare la vite di fissaggio del dispositivo di regolazione fine prima di girare il dado di regolazione fine. Una regolazione eccessiva o insufficiente delle ganasce può facilmente causare errori di misura.
5) Utilizzare le ganasce esterne a lama di coltello per misurare il diametro esterno dei tubi piegati e il diametro delle scanalature degli utensili a forma di arco.
6) Quando si utilizzano calibri a corsoio bifacciali per misurare le dimensioni interne, aggiungere la dimensione effettiva delle ganasce interne alla lettura del calibro a corsoio per ottenere la dimensione interna del pezzo da misurare.
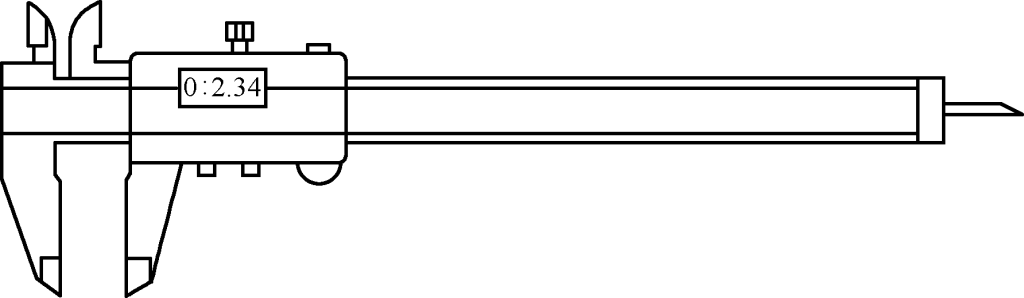
2. Uso e precauzioni per i calibri digitali
I calibri digitali sono illustrati nella Figura 2.
Figura 2 Calibri digitali
1) Non smontare la bilancia digitale, non farla cadere e non applicare una forza esterna eccessiva.
2) Non premere i tasti con oggetti appuntiti per non compromettere la sensibilità dei tasti.
3) Non utilizzare o conservare la bilancia digitale alla luce diretta del sole o in ambienti eccessivamente freddi o caldi.
4) Non utilizzare la bilancia digitale in ambienti con alta tensione o forti campi magnetici.
5) Non applicare tensione agli strumenti di misura digitali per evitare di danneggiare il circuito.
6) Prima della misurazione, pulire le superfici di misurazione con un panno morbido, premere il pulsante "zero" per impostare la posizione di zero, quindi procedere con la misurazione.
7) Per ridurre gli errori di misura, la forza utilizzata durante la misurazione deve essere il più possibile simile a quella utilizzata durante la calibrazione della posizione zero.
8) Durante la misurazione, posizionare la ganascia fissa e spostare la ganascia scorrevole per trovare la posizione corretta per la lettura. Le due ganasce non devono essere inclinate durante la misurazione.
9) Per i calibri con asta di profondità, posizionare la faccia finale della scala principale, quindi spingere il cursore per far entrare in contatto la superficie di misura dell'asta di profondità con la superficie da misurare. Assicurarsi che l'asta di profondità sia allineata con la direzione della dimensione da misurare e non sia inclinata in alcuna direzione.
10) Rimuovere la batteria quando non viene utilizzata per periodi prolungati.
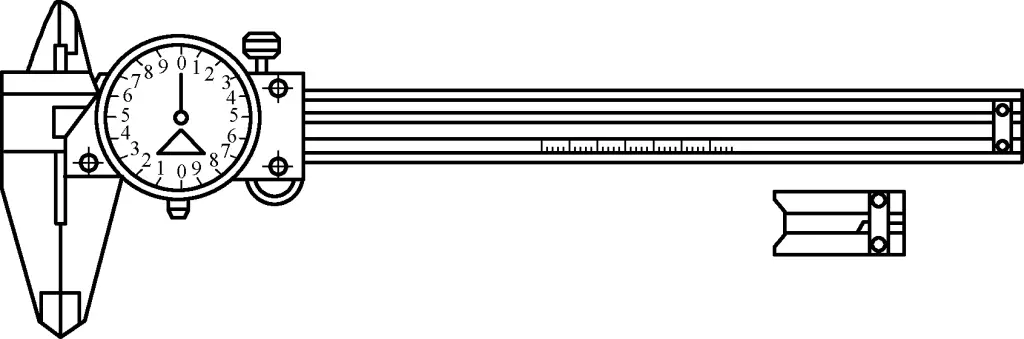
3. Uso e precauzioni per i calibri a quadrante
I calibri a corsoio sono illustrati nella Figura 3.
Figura 3 Calibri a corsoio
1) Non smontare i calibri a quadrante, non farli cadere e non applicare una forza esterna eccessiva.
2) Non utilizzare i calibri a quadrante in ambienti con forti campi magnetici.
3) Prima della misurazione, verificare la correttezza del quadrante e della lancetta, assicurandosi che non vi siano allentamenti, e controllare la scorrevolezza e la stabilità della rotazione della lancetta.
4) Durante la misurazione, posizionare la ganascia fissa e spostare la ganascia scorrevole per trovare la posizione corretta per la lettura. Le due ganasce non devono essere inclinate durante la misurazione.
5) Per i calibri con asta di profondità, posizionare la faccia finale della scala principale, quindi spingere il cursore per far entrare in contatto la superficie di misurazione dell'asta di profondità con la superficie da misurare. Assicurarsi che l'asta di profondità sia allineata con la direzione della dimensione da misurare e non sia inclinata in alcuna direzione.
II. Micrometri
I micrometri sono strumenti di misura precisi che devono essere maneggiati con cura e con movimenti delicati per evitare urti.
Le filettature all'interno del micrometro sono molto precise. Prima di effettuare la misurazione, ruotare il dispositivo di forza di misurazione del micrometro per avvicinare le due facce di misurazione e verificare che la linea di zero sul ditale sia allineata con il manicotto fisso. In caso di errore, regolare il manicotto fisso per azzerarlo.
Durante la misurazione, ruotare il dispositivo di forza di misura a mano. Non applicare una forza eccessiva quando si ruotano il ditale e il dispositivo di forza di misura. Quando si ruota il ditale per avvicinare il mandrino all'oggetto da misurare, passare sempre alla rotazione del dispositivo di forza di misura invece di ruotare il ditale per premere il mandrino contro l'oggetto.
Non ruotare mai con forza il ditale quando le facce di misura hanno afferrato l'oggetto da misurare o quando il dispositivo di bloccaggio è serrato. Alcuni micrometri sono dotati di dispositivi di isolamento sul telaio per evitare piccoli errori causati dalla temperatura della mano che provoca l'espansione del telaio.
Durante l'utilizzo, tenere il dispositivo di isolamento e ridurre al minimo il contatto con le parti metalliche del telaio. Quando si utilizza un micrometro per misurare la stessa dimensione, in genere si ripete la misurazione più volte e si considera la media come risultato della misurazione. Dopo l'uso, pulire il micrometro con una garza, lasciare un piccolo spazio tra l'incudine e il mandrino e riporlo nella sua custodia.
Se non viene utilizzato per lungo tempo, applicare grasso o olio lubrificante e conservarlo in un luogo asciutto. Evitare il contatto con gas corrosivi. I micrometri possono essere classificati in base allo scopo e alla struttura in: micrometri esterni, micrometri interni, micrometri di profondità, micrometri per filettature, micrometri per tubi, ecc.
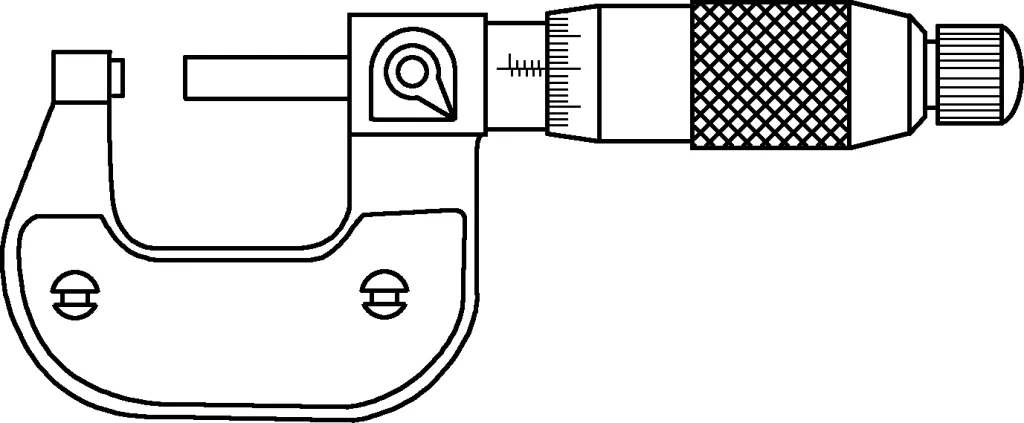
1. Uso e precauzioni per i micrometri esterni
I micrometri esterni sono illustrati nella Figura 4.
Figura 4 Micrometri esterni
1) Scegliere il micrometro esterno di dimensioni adeguate in base al pezzo da misurare. Il ditale deve muoversi agevolmente per l'intero campo di misura.
2) Pulire le superfici di misura del blocco di riferimento del micrometro esterno.
3) Prima della misurazione, calibrare ripetutamente la posizione di zero del micrometro esterno. Inoltre, controllare frequentemente la posizione di zero standard durante l'uso per garantire l'accuratezza della misura.
4) Durante la misurazione, assicurarsi che la parte misurata del pezzo sia pulita e che le superfici di misurazione del micrometro esterno siano correttamente a contatto con il pezzo in corrispondenza del diametro.
5) Dopo la misurazione, pulire tempestivamente il telaio e le superfici di misurazione e riporli in un'apposita custodia. Conservare in aree apposite in base ai requisiti di stoccaggio e non mescolare con utensili da taglio o altri strumenti.
6) Se si verificano anomalie durante l'uso, inviare prontamente il micrometro esterno al reparto competente per la riparazione.
2. Uso e precauzioni per i micrometri interni
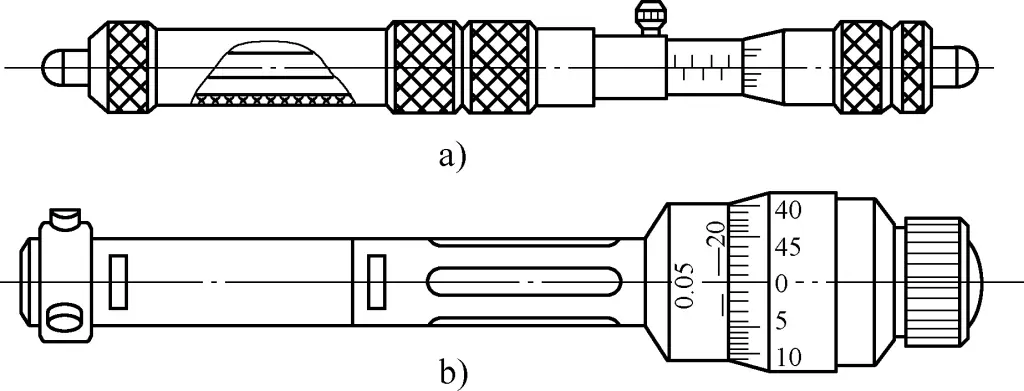
I micrometri interni e i micrometri interni a tre punti sono illustrati nella Figura 5.
Figura 5 Micrometri interni e micrometri interni a tre punti di contatto
a) Micrometro interno b) Micrometro interno a tre punti
1) Scegliere il micrometro interno di dimensioni adeguate in base al pezzo da misurare. Il ditale deve muoversi agevolmente per l'intero campo di misura.
2) Pulire le superfici di misura del blocco di riferimento del micrometro interno.
3) Prima della misurazione, calibrare ripetutamente la posizione di zero del micrometro interno. Inoltre, controllare frequentemente la posizione di zero standard durante l'uso per garantire l'accuratezza della misura.
4) Durante la misurazione, assicurarsi che la parte misurata del pezzo sia pulita e che le facce di misura del micrometro interno siano correttamente a contatto con il pezzo in corrispondenza del diametro massimo in direzione radiale e del diametro minimo in direzione assiale (dimensione effettiva del foro).
5) Dopo la misurazione, pulire tempestivamente il telaio e le superfici di misurazione e riporli in un'apposita custodia. Conservare in aree apposite in base ai requisiti di stoccaggio e non mescolare con utensili da taglio o altri strumenti.
6) Se si verificano anomalie durante l'uso, inviare prontamente il micrometro interno al reparto competente per la riparazione.
3. Uso e precauzioni per i micrometri di profondità
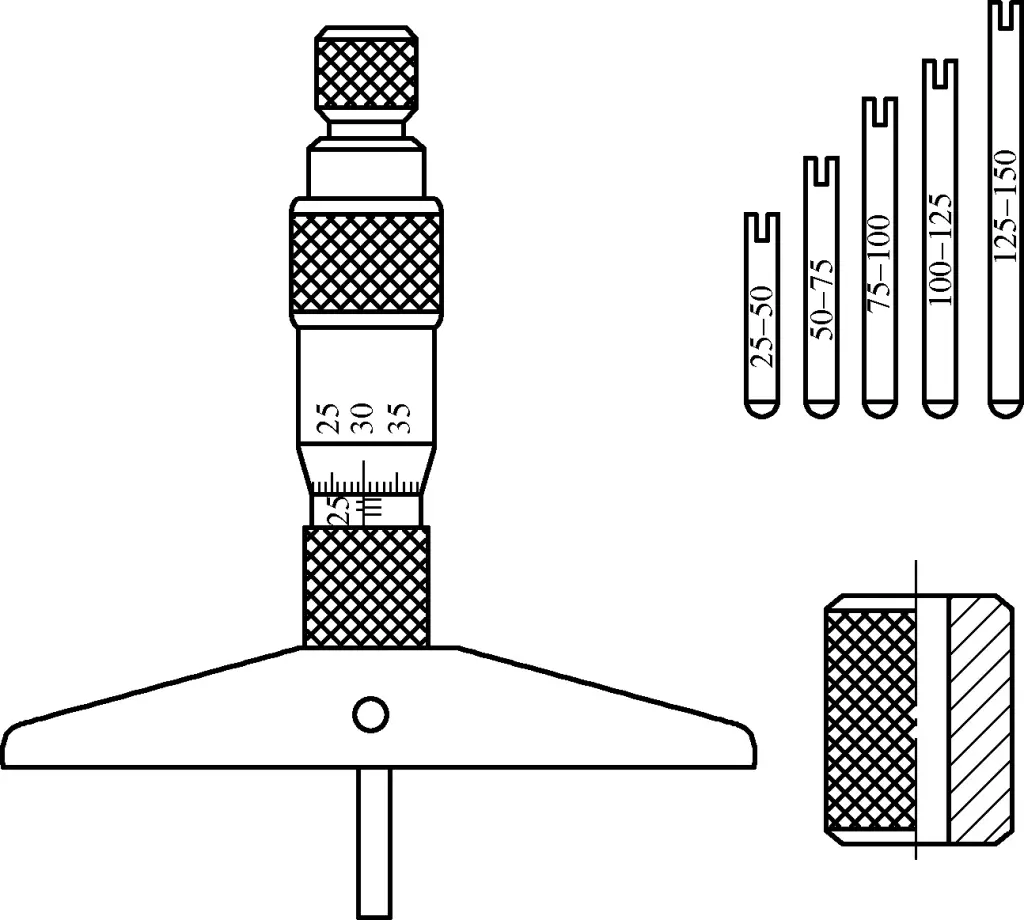
I micrometri di profondità sono mostrati nella Figura 6.
Figura 6 Micrometri di profondità
1) Scegliere il micrometro di profondità di dimensioni adeguate in base al pezzo da misurare. Il ditale deve muoversi agevolmente lungo l'intero campo di misura.
2) Pulire le superfici di misura del blocco di riferimento del micrometro di profondità.
3) Prima della misurazione, calibrare ripetutamente la posizione di zero del micrometro di profondità. Controllare anche la posizione di zero standard frequentemente durante l'uso per garantire l'accuratezza della misura.
4) Durante la misurazione, assicurarsi che la parte misurata del pezzo sia pulita e che l'asta di misurazione del micrometro di profondità sia parallela alla direzione della profondità da misurare.
5) Dopo la misurazione, pulire tempestivamente il telaio e le superfici di misurazione e riporli in un'apposita custodia. Conservare in aree apposite in base ai requisiti di stoccaggio e non mescolare con utensili da taglio o altri strumenti.
6) Se si verificano anomalie durante l'uso, inviare prontamente il micrometro di profondità al reparto competente per la riparazione.
4. Uso e precauzioni per i micrometri per filettature
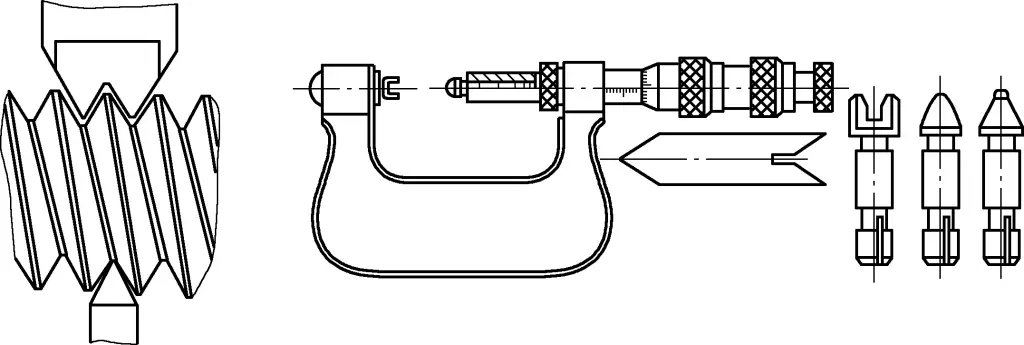
I micrometri per filettatura sono illustrati nella Figura 7.
Figura 7 Micrometri per filettature
1) Scegliere il micrometro per filettature e le specifiche della testa di misura in base al diametro del passo, al passo della filettatura e al profilo del dente del pezzo da misurare. Il ditale deve muoversi agevolmente per l'intero campo di misura.
2) Pulire le superfici di misura del blocco di riferimento del micrometro per filettature.
3) Prima della misurazione, controllare ripetutamente la precisione della posizione di zero del micrometro per filettature. Controllare frequentemente la posizione di zero standard durante l'uso per garantire l'accuratezza della misura.
4) Durante la misurazione, assicurarsi che il profilo della filettatura misurato sul pezzo sia pulito e privo di bave e che entrambe le teste di misurazione del micrometro per filettature siano correttamente a contatto con i lati della filettatura del pezzo.
5) Dopo la misurazione, pulire tempestivamente il telaio e le superfici di misurazione e riporli in un'apposita custodia. Conservare in aree apposite in base ai requisiti di stoccaggio e non mescolare con utensili da taglio o altri strumenti.
6) Se si verificano anomalie durante l'uso, inviare prontamente il micrometro per filettature al reparto competente per la riparazione.
5. Uso e precauzioni per i micrometri a tubo
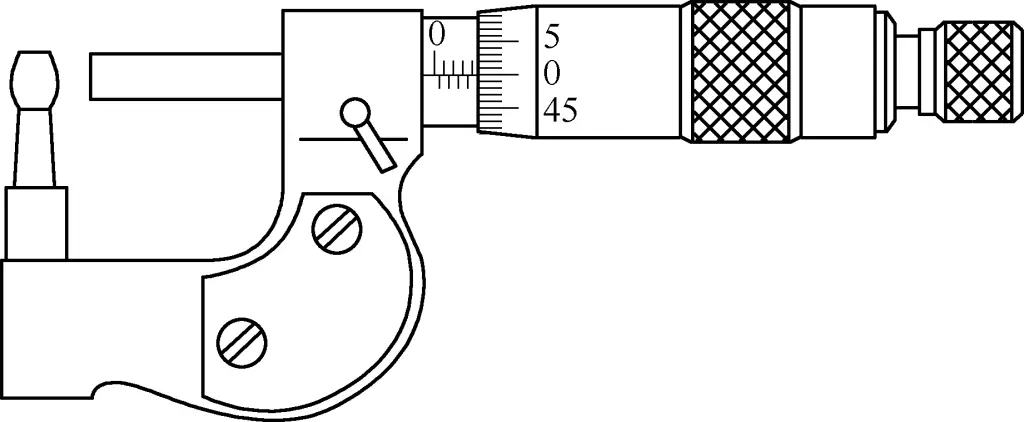
I micrometri per tubi sono illustrati nella Figura 8.
Figura 8 Micrometri a tubo
1) Scegliere il micrometro a tubo di dimensioni adeguate in base al pezzo da misurare. Il ditale deve muoversi agevolmente per l'intero campo di misura.
2) La superficie di misurazione del blocco di calibrazione del micrometro per spessore parete deve essere pulita.
3) Prima della misurazione, calibrare ripetutamente la precisione della posizione di zero del micrometro per spessore parete. Durante l'uso, controllare frequentemente la posizione di zero standard per garantire l'accuratezza della misura.
4) Durante la misurazione, assicurarsi che la parte misurata del pezzo sia pulita. Assicurarsi che le due superfici di misurazione del micrometro per spessore parete siano parallele alla superficie misurata del pezzo. In genere, si misura lo spessore in tre punti per verificare il parallelismo.
5) Dopo la misurazione, pulire prontamente il corpo del micrometro e le superfici di misura, riporlo in una scatola dedicata e conservarlo nell'area designata in base ai requisiti di stoccaggio. Non mischiarlo con utensili da taglio o altri strumenti.
6) Se si verificano anomalie durante l'uso, il micrometro per lo spessore della parete deve essere inviato tempestivamente al reparto competente per la riparazione.
III. Indicatore del quadrante
Il comparatore è uno strumento di misura di precisione dotato di un quadrante indicatore, caratterizzato da struttura semplice, facilità d'uso e basso costo. Viene utilizzato principalmente per la misurazione relativa della lunghezza e per la misurazione relativa delle deviazioni di forma e posizione. Può anche essere utilizzato per il posizionamento e l'indicazione in alcune macchine utensili o dispositivi di misura. I comparatori più comuni sono quelli a orologio e quelli a leva.
1. Uso e precauzioni per i comparatori di tipo orologio
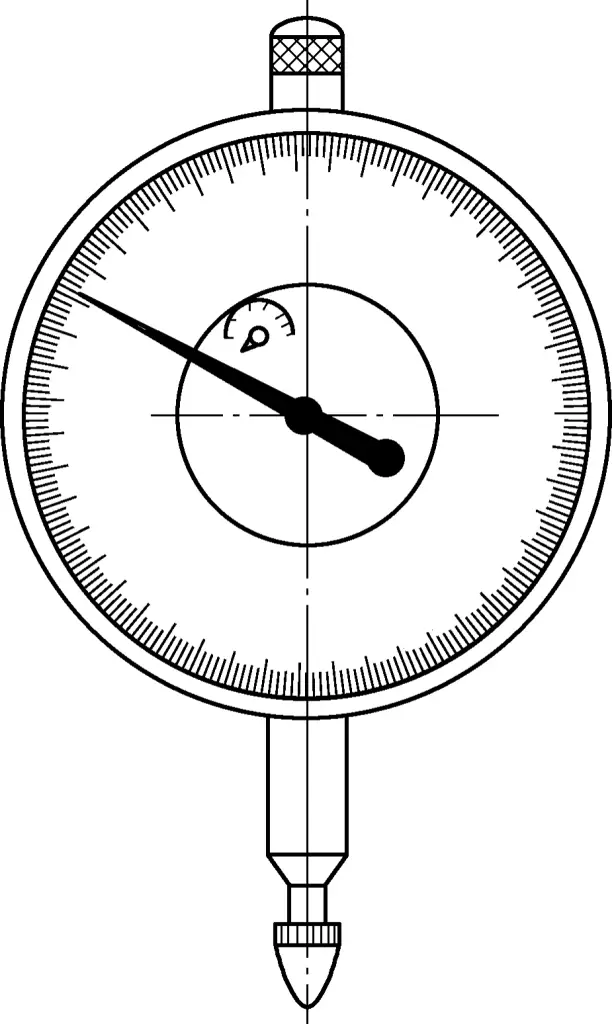
L'indicatore a quadrante di tipo orologio è mostrato nella Figura 9.
Figura 9 Comparatore a orologio
1) Scegliere comparatori con corse diverse in base al pezzo da misurare.
2) Prima della misurazione, verificare che il quadrante e la lancetta non siano allentati ed esaminare la scorrevolezza e la stabilità della rotazione della lancetta.
3) Durante la misurazione, l'asta di misura deve essere perpendicolare alla superficie del pezzo. Quando si misura un cilindro, l'asta di misura deve essere allineata con la linea centrale del cilindro. Quando la testa di misura entra in contatto con la superficie del pezzo, l'asta di misura deve avere una precompressione da 0,3 a 1 mm per mantenere una certa forza di misura iniziale, evitando che le deviazioni negative non vengano rilevate.
4) Dopo la misurazione, pulire tempestivamente il corpo dell'indicatore e l'asta di misura e riporli in una scatola dedicata. Conservarlo nell'area designata in base ai requisiti di stoccaggio e non mescolarlo con utensili da taglio o altri strumenti.
5) Se durante l'uso si verificano anomalie, il comparatore deve essere prontamente inviato al reparto competente per la riparazione.
2. Uso e precauzioni per i comparatori a leva
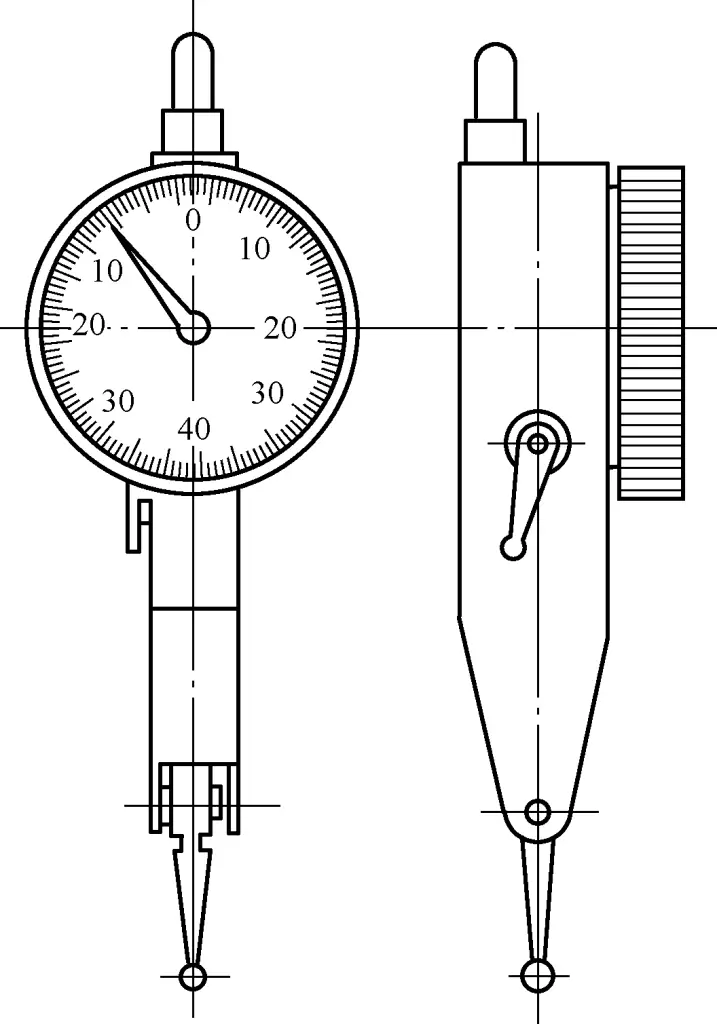
Il comparatore a leva è illustrato nella Figura 10.
Figura 10 Comparatore a leva
1) Prima della misurazione, verificare che il quadrante e la lancetta non siano allentati ed esaminare la scorrevolezza e la stabilità della rotazione della lancetta.
2) In base alle esigenze di misurazione del pezzo, la testa di misura a leva può essere spostata per cambiare la direzione di misurazione.
3) Durante la misurazione, l'asse dell'asta di misura deve essere parallelo alla superficie del pezzo misurato. Minore è l'angolo, minore è l'errore. Se l'angolo è superiore a 15°, i risultati della misurazione devono essere corretti.
4) Dopo la misurazione, pulire prontamente il corpo dell'indicatore e l'asta di misura, riporlo in una scatola dedicata, conservarlo nell'area designata in base ai requisiti di stoccaggio e non mescolarlo con utensili da taglio o altri strumenti.
5) Se durante l'uso si verificano anomalie, il comparatore deve essere prontamente inviato al reparto competente per la riparazione.
IV. Goniometro universale Vernier
Il goniometro universale a corsoio, noto anche come calibro angolare, goniometro a corsoio o misuratore universale di angoli, è uno strumento di misura angolare che utilizza il principio della scala a corsoio per misurare direttamente gli angoli del pezzo o per incidere. È adatto alla misurazione di angoli interni ed esterni nelle lavorazioni meccaniche e può misurare angoli esterni da 0° a 320° e angoli interni da 40° a 130°. Il tipo I ha un campo di misura da 0° a 320°, mentre il tipo II ha un campo da 0° a 360°.
Di seguito vengono presentati l'uso e le precauzioni per il goniometro universale verniero.
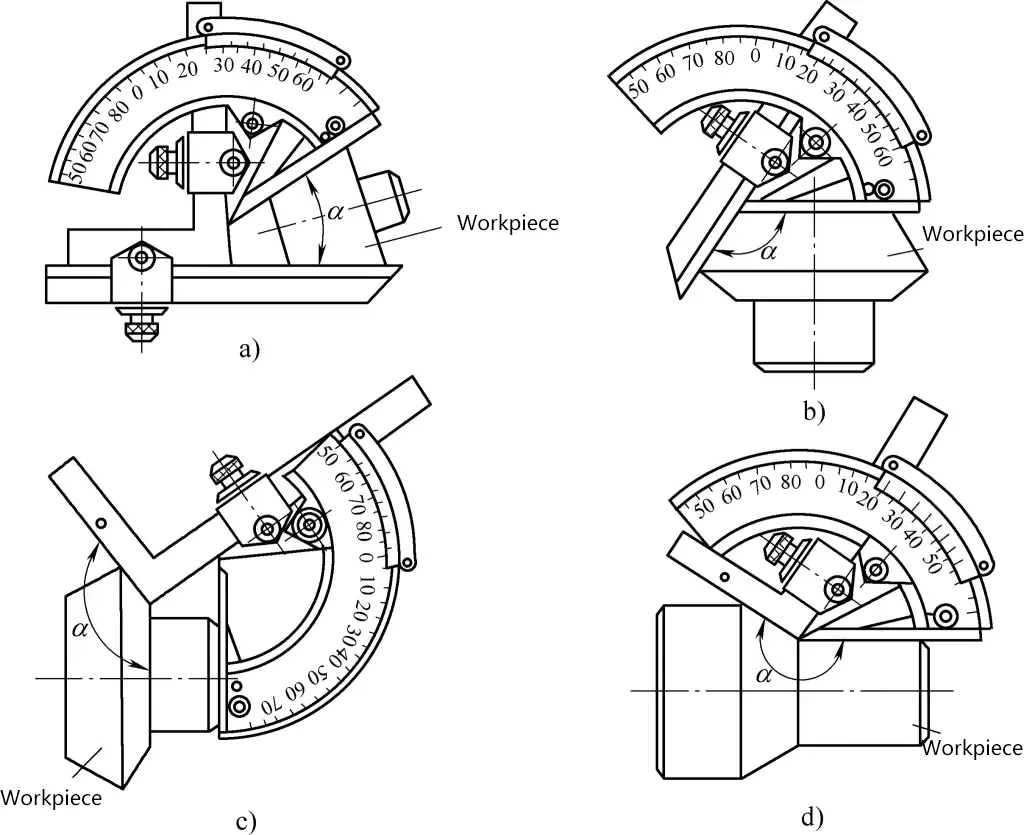
Le figure 11 e 12 mostrano i diagrammi del goniometro universale a corsoio che misura i pezzi.
Figura 11 Schema del goniometro universale a corsoio di tipo I per la misurazione di un pezzo.
a) Misura da 0° a 50° b) Misurazione da 50° a 140° c), d) Misura da 140° a 230°
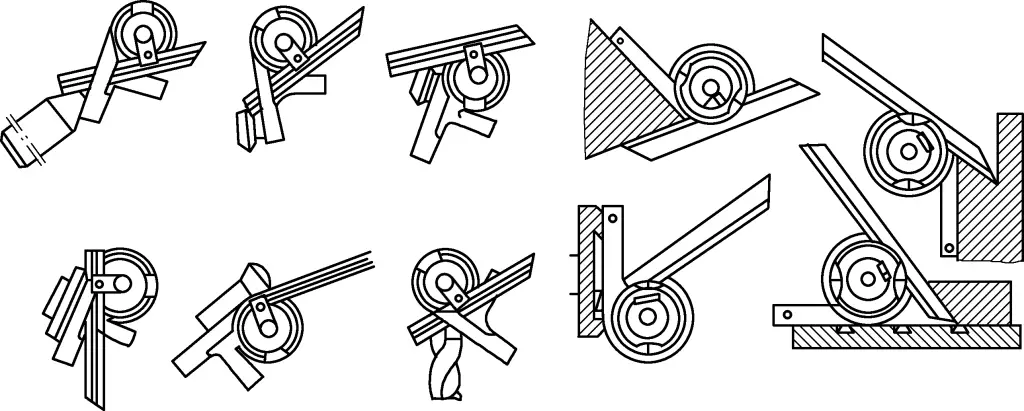
Figura 12 Schema del goniometro universale a corsoio di tipo II che misura un pezzo in lavorazione
1) Prima dell'uso, verificare che la linea di zero e la linea finale della scala del nonio siano allineate con le linee corrispondenti della scala principale e, se necessario, regolarle. Per gli errori che non possono essere regolati, effettuare le corrispondenti aggiunte o sottrazioni di errore durante la misurazione.
2) Durante la misurazione, assicurarsi che le due superfici di misura del goniometro universale mantengano un buon contatto con la superficie del pezzo misurato per tutta la lunghezza, quindi serrare il dado del freno prima della lettura.
3) Per il goniometro universale a corsoio di tipo I, quando si misurano angoli da 0° a 50°, fissare sia il righello angolare che il righello diritto; da 50° a 140°, fissare solo il righello diritto; da 140° a 230°, fissare solo il righello angolare; da 230° a 320°, non fissare né il righello angolare né il righello diritto.
4) Dopo la misurazione, pulire prontamente la riga principale, il righello dritto, il righello angolare e così via, riporli in una scatola dedicata, conservarli nell'area designata in base ai requisiti di stoccaggio e non mescolarli con utensili da taglio o altri strumenti.
5) Se si verificano anomalie durante l'uso, inviare tempestivamente il prodotto al reparto competente per la riparazione.
V. Strumenti di misura di precisione comuni e loro utilizzo
1. Micrometro a leva
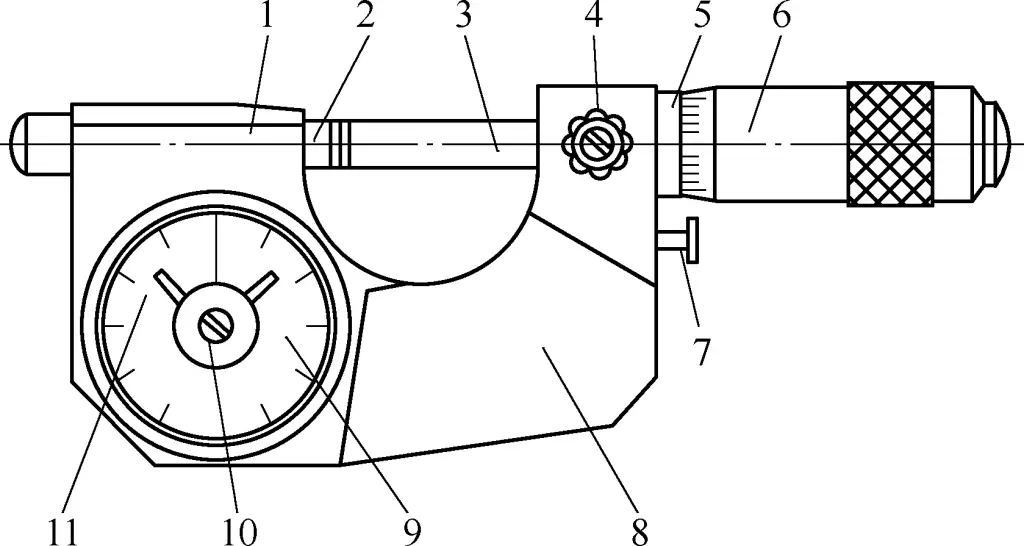
Un micrometro a leva (vedere Figura 13) è un micrometro che utilizza un meccanismo di trasmissione a leva per convertire il movimento assiale relativo di due superfici di misura sul telaio nel movimento di rotazione della lancetta dell'indicatore, leggendo piccoli spostamenti tra le due superfici di misura a livello micrometrico mediante l'indicatore.
Figura 13 Micrometro a leva
1 Telaio 2-Incudine mobile Mandrino da 3 micrometri 4 Dispositivo di bloccaggio Manicotto 5-fisso 6-Thimble 7 pulsanti 8-Dispositivo di isolamento termico 9-Indicatore Meccanismo di regolazione a 10 zeri 11-Indicatore di tolleranza
Il suo utilizzo è simile a quello dei normali micrometri esterni, ma è adatto per ispezionare grandi lotti di pezzi di precisione. I micrometri a leva con comparatori con graduazione di 0,001 mm possono misurare dimensioni con grado di tolleranza 6; quelli con graduazione di 0,002 mm possono misurare dimensioni con grado di tolleranza 7.
(1) Misura assoluta
Posizionare il pezzo da misurare nella posizione corretta tra l'incudine mobile e il mandrino del micrometro a leva. Regolare il ditale in modo che una delle sue linee sia allineata con la linea longitudinale del manicotto fisso e che la lancetta del quadrante abbia una lettura appropriata. Quindi premere più volte il pulsante per stabilizzare la lettura. A questo punto, la lettura sul ditale e quella sul quadrante rappresentano la dimensione effettiva del pezzo da misurare.
(2) Misura relativa
I blocchi di calibro possono essere utilizzati come standard per regolare il micrometro a leva, riportando il puntatore del quadrante a zero. Quindi utilizzare il dispositivo di bloccaggio per bloccare il mandrino e leggere dal quadrante. In questo modo si evita l'influenza degli errori di lettura della testa del micrometro e si migliora l'accuratezza della misura.
Durante la misurazione, premere prima il pulsante con la mano per ritrarre l'incudine mobile, quindi posizionare il pezzo tra le due facce di misura. Rilasciare il pulsante, premerlo una o due volte e la lettura stabile è il valore di deviazione del pezzo da misurare.
2. Calibro a leva
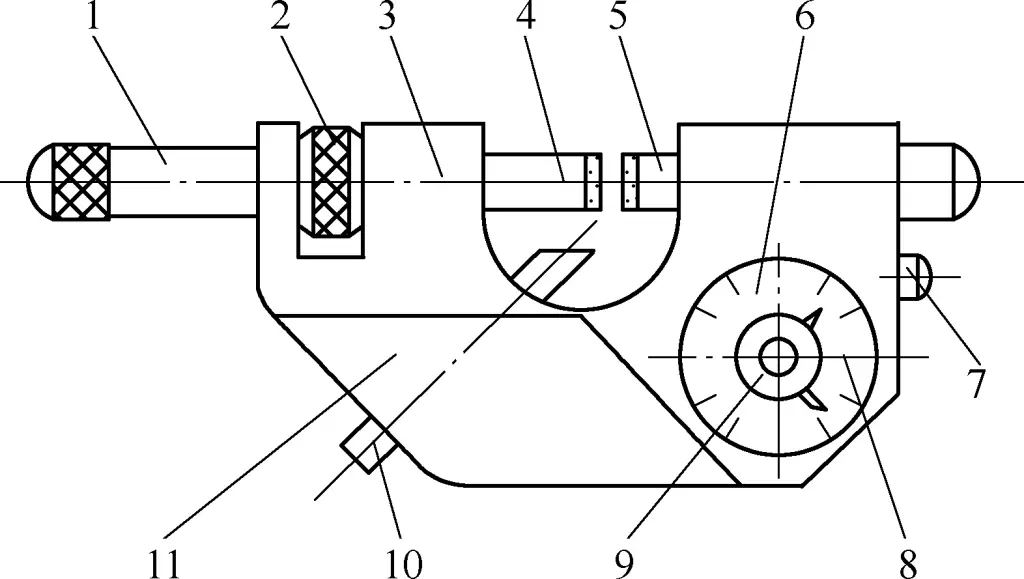
Il calibro a leva (vedi Figura 14) è uno strumento di misura con un telaio a forma di calibro. È realizzato secondo il principio dell'ingrandimento a leva, con graduazioni comuni di 0,001 mm e 0,002 mm. Può essere utilizzato per misurare le dimensioni esterne di pezzi di precisione con il metodo del confronto e può anche misurare gli errori di forma geometrica (come rotondità e cilindricità). È adatto per ispezionare grandi lotti di pezzi di precisione con specifiche dimensionali uniformi.
Figura 14 Calibro a leva
1-Maniglia del freno 2-Dado di regolazione Telaio a 3 4-Asta di misura regolabile 5-Testa di misura mobile 6 - Dispositivo di segnalazione 7 pulsanti Indicatore di tolleranza 8 9-Dispositivo di azzeramento 10-Perno di posizionamento 11-Dispositivo di isolamento termico
Il metodo di misurazione del calibro a leva è simile alla misurazione relativa del micrometro a leva, utilizzando blocchi di calibro come standard per impostare la posizione di zero.
Durante la misurazione, premere prima il pulsante con la mano per ritrarre la testa di misura mobile, quindi posizionare il pezzo tra le due superfici di misura. Rilasciare il pulsante per consentire alla testa mobile di misura di toccare delicatamente la superficie misurata, premere una o due volte e, dopo che la lettura si è stabilizzata, osservare la posizione del puntatore sul meccanismo indicatore e leggere il valore. Il valore letto è il valore di deviazione del pezzo da misurare.
3. Comparatore di ingranaggi a leva
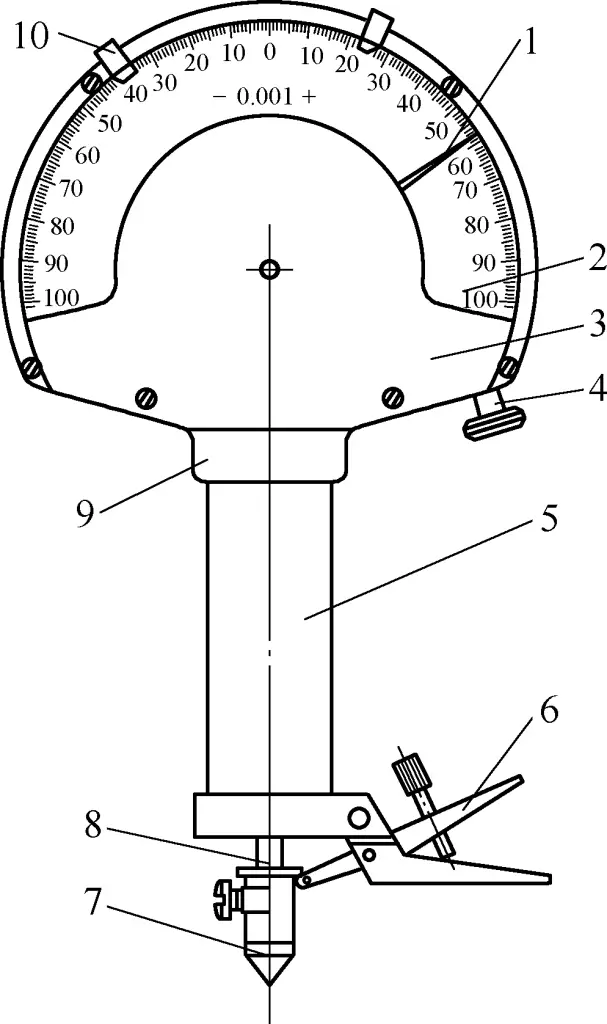
Il comparatore a leva e ingranaggi (vedi Figura 15) è uno strumento di misura che utilizza un sistema di trasmissione a leva e ingranaggi per convertire lo spostamento lineare dell'asta di misura in uno spostamento angolare della lancetta su un quadrante a forma di arco; le letture vengono effettuate dal quadrante. Viene anche chiamato micrometro a leva e ingranaggi.
Figura 15 Comparatore di ingranaggi a leva
1 punto 2-Dial Confezione da 3 pezzi 4-Dispositivo di azzeramento Manicotto a 5 assi 6 Forchette 7-Punta di misura 8-Asta di misura Corpo 9 10-Indicatore di tolleranza
Il comparatore di ingranaggi a leva è in grado di misurare la precisione della forma e della posizione delle dimensioni esterne (ad esempio, la deviazione radiale, la deviazione assiale e così via). I blocchetti di misura vengono utilizzati come standard per la misurazione comparativa delle dimensioni di lunghezza e, per l'uso, vengono generalmente montati su uno speciale supporto o banco di lavoro. Le graduazioni più comuni sono 0,001 mm e 0,002 mm.
1) Il comparatore deve essere installato su un banco di lavoro o su un altro supporto stabile per la misurazione. Prima della misurazione, regolare la perpendicolarità tra il piano del banco di lavoro e l'asse dell'asta di misura del comparatore.
2) Durante il funzionamento, l'asta di misura deve scendere lentamente, consentendo alla punta di misura di entrare delicatamente in contatto con il pezzo da lavorare o con il blocco del calibro, evitando impatti sull'asta di misura che potrebbero causare deformazioni o danni alla lancetta.
3) Durante la misurazione, cercare di utilizzare la parte centrale delle graduazioni del quadrante per migliorare la precisione della misurazione.
4) Durante l'ispezione di pezzi in serie, l'indicatore di tolleranza sul quadrante può essere utilizzato per migliorare l'efficienza dell'ispezione.
5) Quando si misurano pezzi di dimensioni e forme diverse, è possibile selezionare un banco di lavoro appropriato.
4. Comparatore di molle di torsione
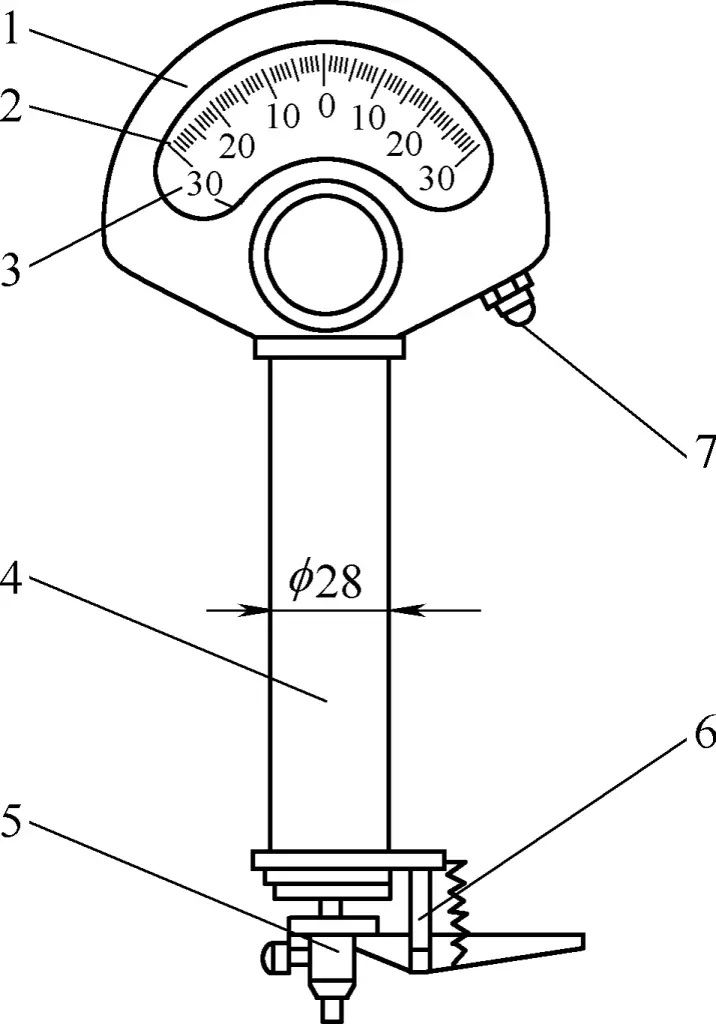
Il comparatore a molla di torsione (vedi Figura 16), noto anche come micrometro a molla di torsione, è uno strumento di misura che utilizza un elemento a molla di torsione come meccanismo di conversione e ingrandimento delle dimensioni. Converte lo spostamento lineare dell'asta di misura in uno spostamento angolare della lancetta su un quadrante a forma di arco, con letture effettuate dal quadrante.
Figura 16 Comparatore di molle di torsione
1-Caso 2-Dial 3 punti 4 maniche 5-Punta di misura 6 Forchette 7-Dispositivo di azzeramento
Può essere utilizzato per ispezionare le dimensioni esterne e l'accuratezza della forma di parti di alta precisione. Ha un'elevata precisione e una buona sensibilità, senza attriti o giochi nel meccanismo di trasmissione, ma un uso improprio può facilmente danneggiare la lancetta e la molla di torsione. Le graduazioni comuni includono 0,002 mm, 0,001 mm, 0,0005 mm e 0,0002 mm.
Il metodo di utilizzo è sostanzialmente simile a quello del comparatore a leva, ma a causa del campo di indicazione più ridotto del comparatore a molla di torsione, è necessario prestare maggiore attenzione alla regolazione del contatto tra la punta di misura e il pezzo. La punta di misura non deve mai collidere con il pezzo o con la superficie del banco di lavoro e non si deve premere con forza la punta di misura o l'asta per evitare di danneggiare il comparatore.
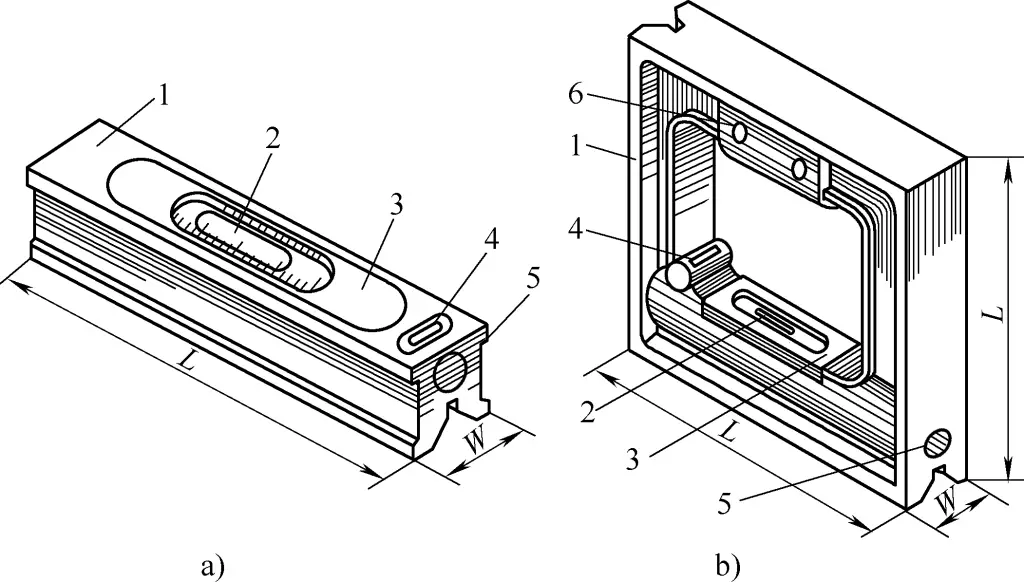
5. Livella
La livella a bolla d'aria (vedi Figura 17) è un tipo di strumento di misura angolare, utilizzato principalmente per misurare la planarità, la rettilineità e la perpendicolarità durante l'installazione delle apparecchiature e può anche misurare piccoli angoli di inclinazione dei pezzi. Le livelle ordinarie utilizzate nell'industria meccanica si dividono in a barra e a telaio. Le gradazioni delle livelle ordinarie sono 0,02 mm/m e 0,05 mm/m.
Figura 17 Livella a bolla d'aria
a) Livella a barra b) Livella a telaio 1-Corpo principale 2-Valvola a bolle d'aria principale 3-Piastra di copertura 4-Fiale a bolle d'aria secondarie 5-Meccanismo di regolazione 6 Maniglia isolata
Prima della misurazione, verificare che la posizione di zero della livella sia corretta. In caso contrario, per le livelle regolabili, è necessario regolare la posizione di zero.
Questo articolo approfondisce gli strumenti essenziali utilizzati per la misurazione di precisione. Dai calibri ai micrometri, scoprite gli strumenti che garantiscono...
State utilizzando la vostra pressa meccanica al massimo delle sue potenzialità? Garantire il corretto utilizzo e la manutenzione di questa attrezzatura essenziale è...
Come potete garantire una piegatura dei metalli precisa e sicura nella vostra officina? Questo articolo approfondisce gli elementi essenziali del calcolo...
I nostri ingegneri di vendita sono prontamente disponibili a rispondere a qualsiasi domanda e a fornirvi un preventivo immediato e adatto alle vostre esigenze.