Giunzione dei metalli: Saldatura, rivettatura e filettatura spiegate
Come si costruiscono le macchine che alimentano il nostro mondo? Immergetevi nell'arte della giunzione meccanica, dove il metallo incontra...

L'operazione di collegamento di due o più pezzi con rivetti è chiamata rivettatura. Poiché la rivettatura è semplice da eseguire e flessibile nell'applicazione, viene generalmente utilizzata in situazioni in cui la forza non è significativa. A seconda che i pezzi possano o meno ruotare l'uno rispetto all'altro dopo la rivettatura, la rivettatura può essere suddivisa in rivettatura fissa e rivettatura mobile, come illustrato nella Figura 1.
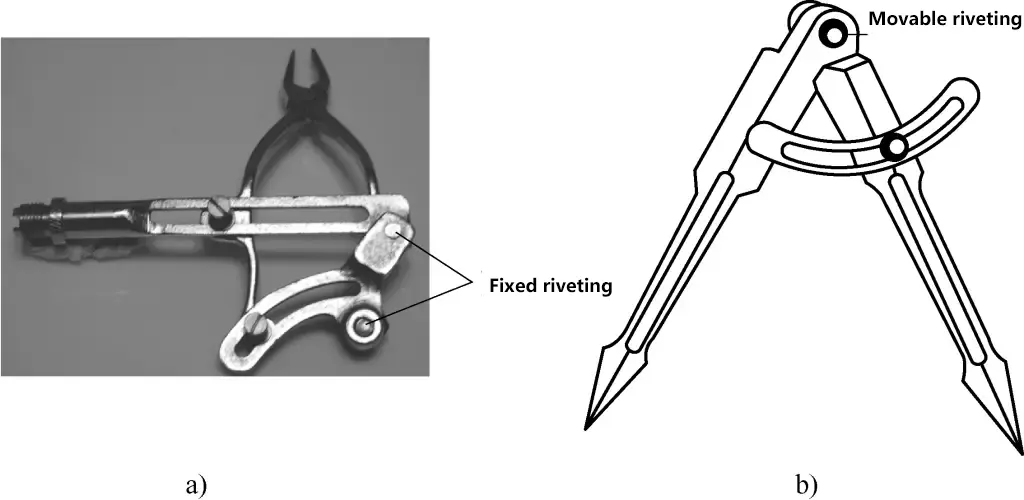
a) Rivettatura fissa
b) Rivettatura mobile
In base ai diversi metodi di rivettatura, le operazioni di rivettatura possono essere suddivise in rivettatura a caldo, rivettatura a freddo e rivettatura mista. In generale, la rivettatura a freddo viene utilizzata per rivetti di diametro inferiore a 8 mm.
Di seguito viene presentata la tecnica di operazione manuale di rivettatura a freddo per i montatori.
Il martello utilizzato per la rivettatura dei montatori è per lo più un martello a sfera e le sue specifiche sono selezionate in base al diametro del rivetto. I più utilizzati sono i martelli a sfera da 0,66 kg o 0,88 kg.
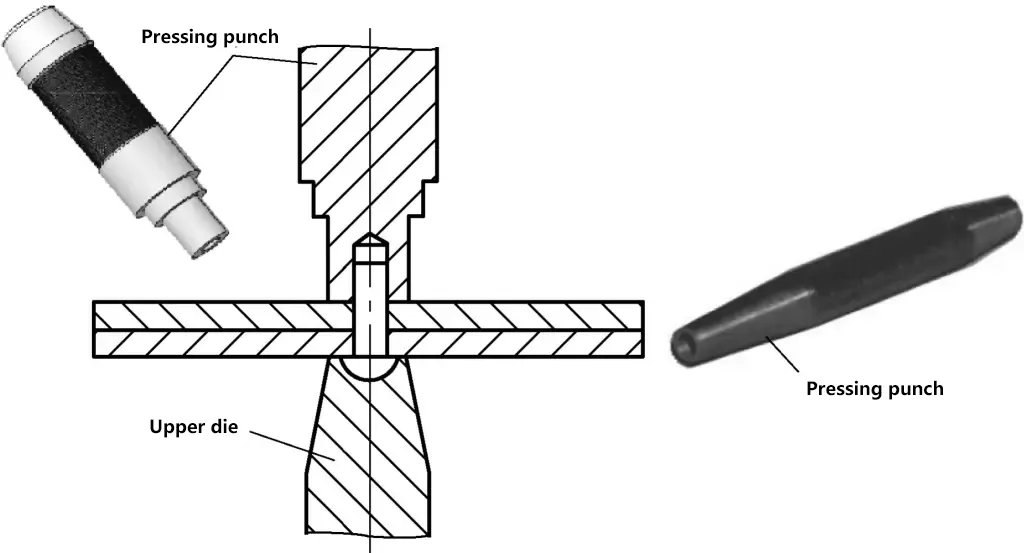
Come mostrato nella Figura 2. Dopo che il rivetto è stato inserito nel foro, viene utilizzato per premere le piastre da rivettare e farle aderire strettamente.
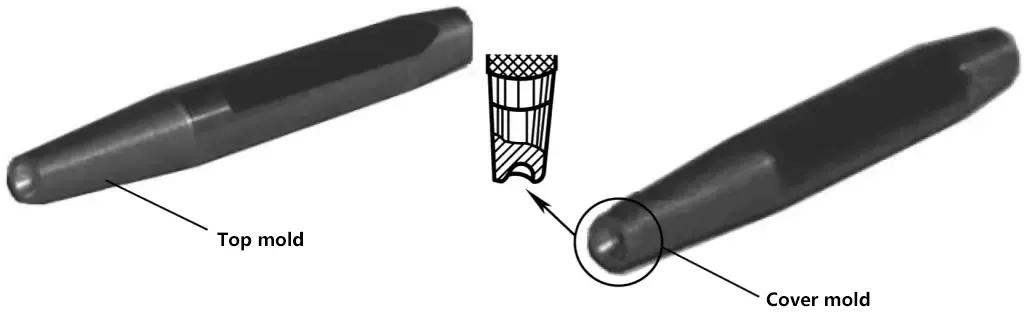
Quando si rivettano rivetti a testa semicircolare e rivetti a testa svasata semicircolari, il processo finale di formatura della rivettatura consiste nell'utilizzare la matrice e la calotta per modellare la testa del rivetto in una forma regolare, come mostrato nella Figura 3. La superficie sferica concava semicircolare delle teste della matrice e del cappuccio deve essere realizzata in base alle dimensioni standard del rivetto a testa semicircolare.
Oltre agli strumenti principali sopra menzionati, durante la rivettatura sono necessari anche strumenti di supporto come incudini e strumenti di bloccaggio come morse da banco.
1) In base alle diverse forme dei rivetti, questi ultimi si dividono principalmente in rivetti a testa piatta, rivetti a testa semicircolare, rivetti a testa svasata, rivetti a testa svasata semicircolare e rivetti cavi, come mostrato nella Figura 4.
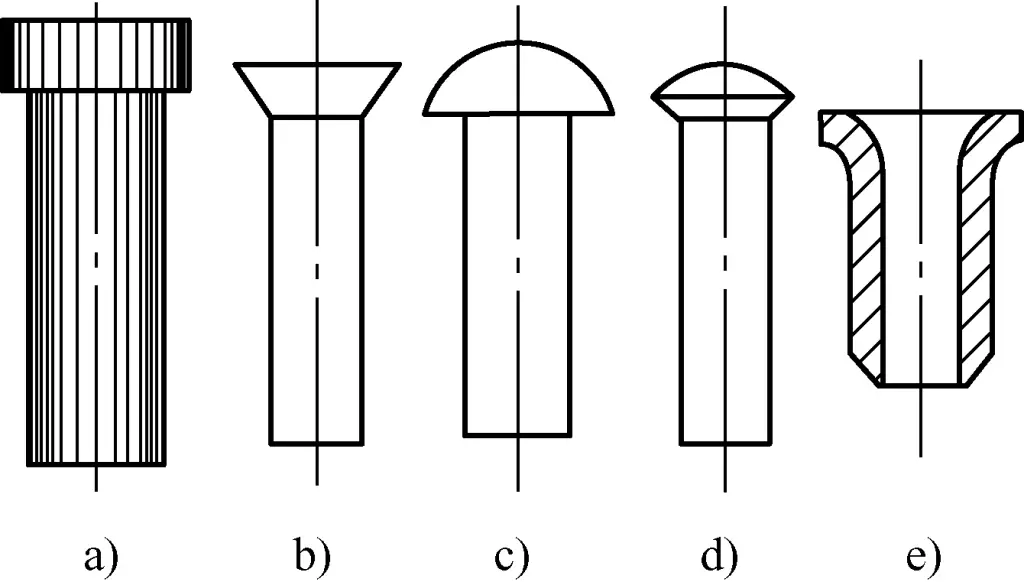
a) Rivetto a testa piatta
b) Rivetto a testa svasata
c) Rivetto a testa semicircolare
d) Rivetto a testa svasata semicircolare
e) Rivetto cavo
2) In base ai diversi utilizzi, i rivetti possono essere suddivisi in rivetti per caldaie, rivetti per strutture in acciaio e rivetti per cinghie di trasmissione.
3) In base al materiale dei rivetti, questi possono essere suddivisi in acciaio, rame (rame puro e ottone) e alluminio.
I parametri di rivettatura sono illustrati nella Figura 5.
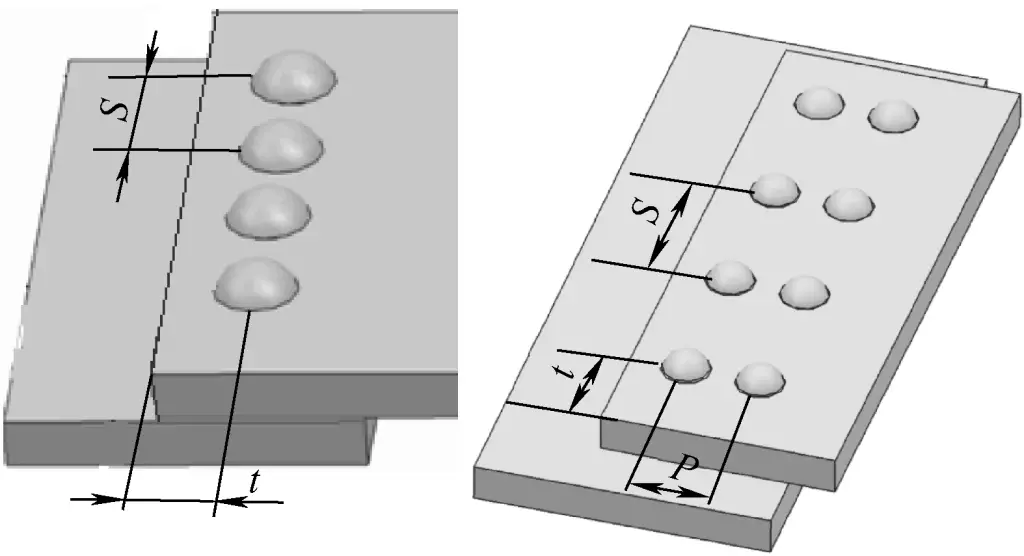
1) Calcolo della distanza tra i rivetti, della distanza dai bordi e della distanza tra le file
① Rivettatura a fila singola
La distanza di rivettatura è S=3d
La distanza del bordo di rivettatura è t=1,5d
Dove d è il diametro del rivetto.
② Rivettatura a doppio filare
La distanza di rivettatura è S=4d
La distanza del bordo di rivettatura è t=1,5d
La distanza tra le file di rivettatura è P=2d
2) Determinazione del diametro del rivetto
La scelta del diametro dei rivetti è generalmente legata allo spessore calcolato delle piastre da collegare. Per garantire che i rivetti abbiano una resistenza al taglio sufficiente, in base all'esperienza, il diametro del rivetto viene generalmente selezionato in base alla Tabella 1.
Tabella 1 Determinazione del diametro del rivetto (unità: mm)
| Calcolo dello spessore | 5~6 | 7~9 | 10~12 | 15~18 | 19~24 | ≥25 |
| Diametro del rivetto | 10~12 | 14~18 | 20~22 | 24~27 | 27~30 | 30~36 |
Il principio per il calcolo dello spessore è:
3) Determinazione del diametro del foro passante d0 prima della rivettatura (vedi Tabella 2)
Tabella 2 Determinazione del diametro del foro passante prima della rivettatura (unità: mm)
| Diametro del rivetto d | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 8.0 | 10.0 | |
| Diametro del foro passante d0 | Assemblaggio grezzo | 2.2 | 2.7 | 3.4 | 4.5 | 5.6 | 6.6 | 8.6 | 11 |
| Assemblaggio di precisione | 2.1 | 2.6 | 3.1 | 4.1 | 5.2 | 6.2 | 8.2 | 10.3 | |
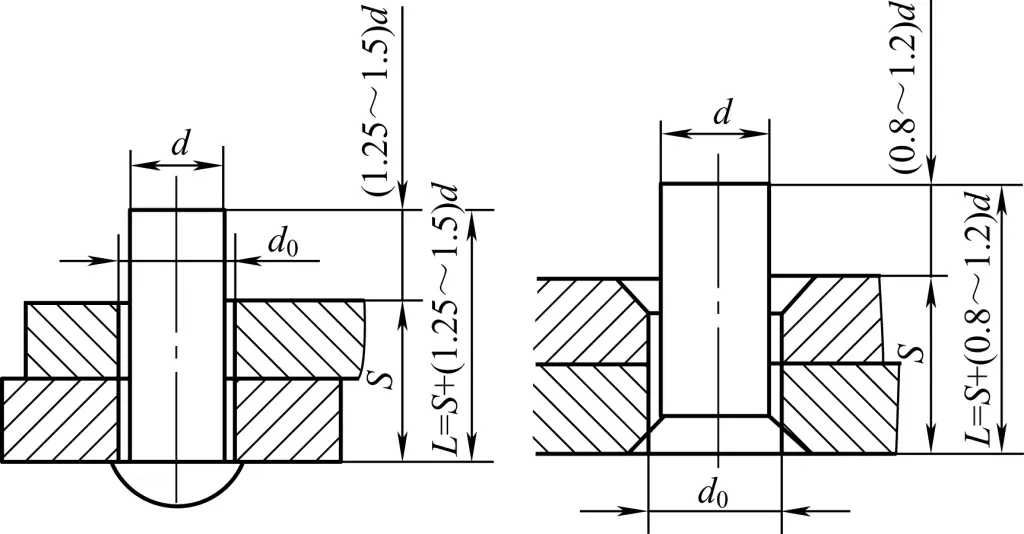
4) Determinazione della lunghezza del rivetto
La lunghezza del rivetto utilizzato per la rivettatura deve essere sufficiente a formare una testa di rivetto che soddisfi i requisiti e fornisca una forza di rivettatura sufficiente. La lunghezza del rivetto comprende lo spessore totale delle piastre e la lunghezza della parte sporgente del rivetto. In generale, la lunghezza della parte sporgente di un rivetto a testa semicircolare dovrebbe essere da 1,25 a 1,5 volte il diametro del rivetto, mentre per i rivetti a testa svasata dovrebbe essere da 0,8 a 1,2 volte il diametro del rivetto, come illustrato nella Figura 6.
1) Fare riferimento alla Tabella 1, selezionare il diametro corretto del rivetto in base allo spessore delle parti da rivettare; fare riferimento alla Tabella 2 per selezionare il diametro corretto della punta per il foro del rivetto (diametro del foro passante) in base al diametro del rivetto e alla precisione del montaggio.
Se il diametro del foro passante è troppo piccolo, il rivetto danneggerà le pareti del foro delle parti di collegamento al momento dell'inserimento, causando eventualmente crepe; se il diametro del foro è troppo grande, il rivetto potrebbe oscillare o piegarsi durante la rivettatura, compromettendo l'aspetto della testa del rivetto e riducendo significativamente la forza di rivettatura.
2) Praticare o alesare i fori sulle piastre da collegare e rimuovere le bave dai bordi dei fori.
3) Inserire il rivetto, posizionare la testa rotonda del rivetto sulla matrice superiore e utilizzare il punzone di compressione per bloccare saldamente le parti da rivettare, come mostrato nella Figura 7a.
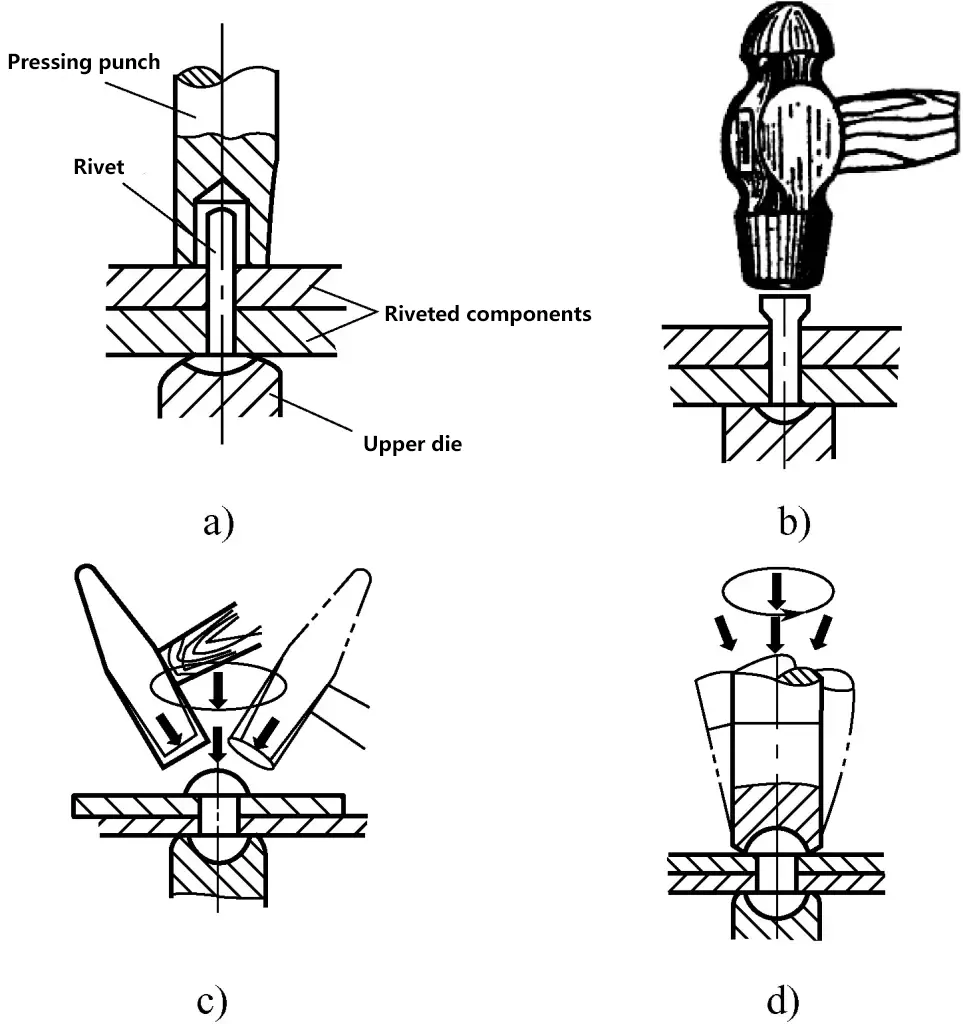
a) Pressatura delle parti di rivettatura
b) Sconvolgimento del rivetto
c) Forgiatura a martello
d) Utilizzo di una matrice di copertura per rifinire e formare la testa del rivetto.
4) Come mostrato nella Figura 7b, utilizzare un martello per sollevare la testa del rivetto.
5) Come illustrato nella Figura 7c, martellare e levigare la testa del rivetto fino alla sua forma iniziale.
6) Come mostrato nella Figura 7d, utilizzare una matrice di copertura per rifinire la testa del rivetto nella forma desiderata. Quando si utilizza la matrice di copertura, evitare di danneggiare la testa del rivetto o di rovinare la superficie del pezzo.
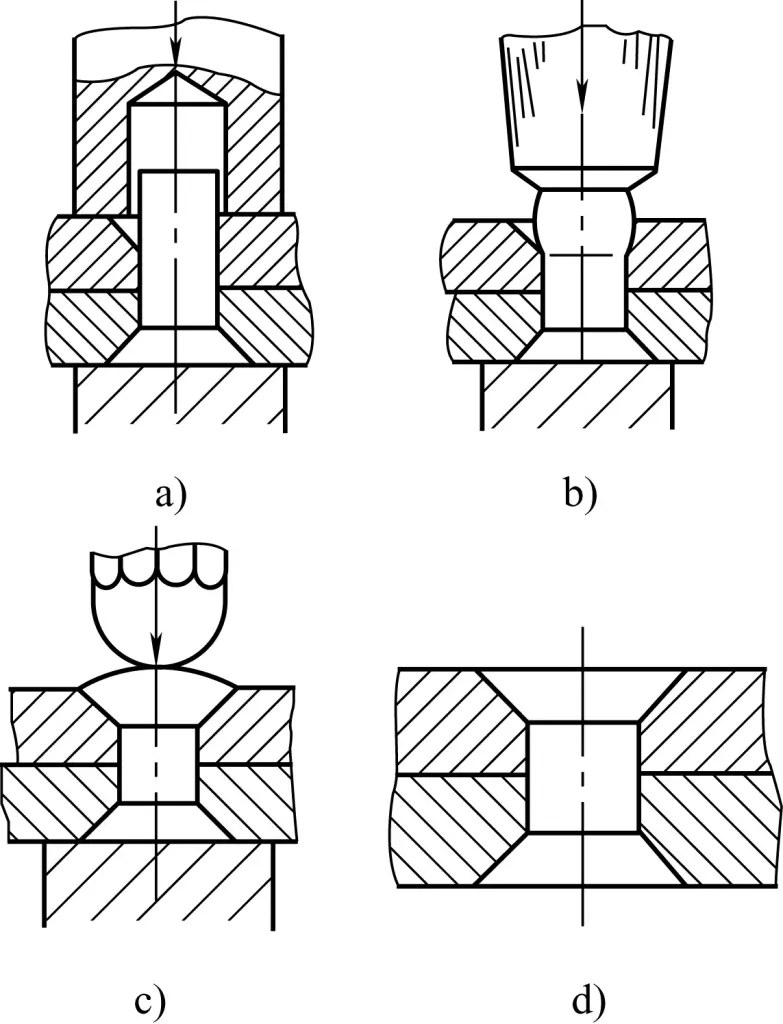
a) Pressatura delle parti di rivettatura
b) Sconvolgimento dell'estremità sporgente del rivetto
c) Svasatura e riempimento della svasatura
d) limare a filo la parte sporgente del rivetto
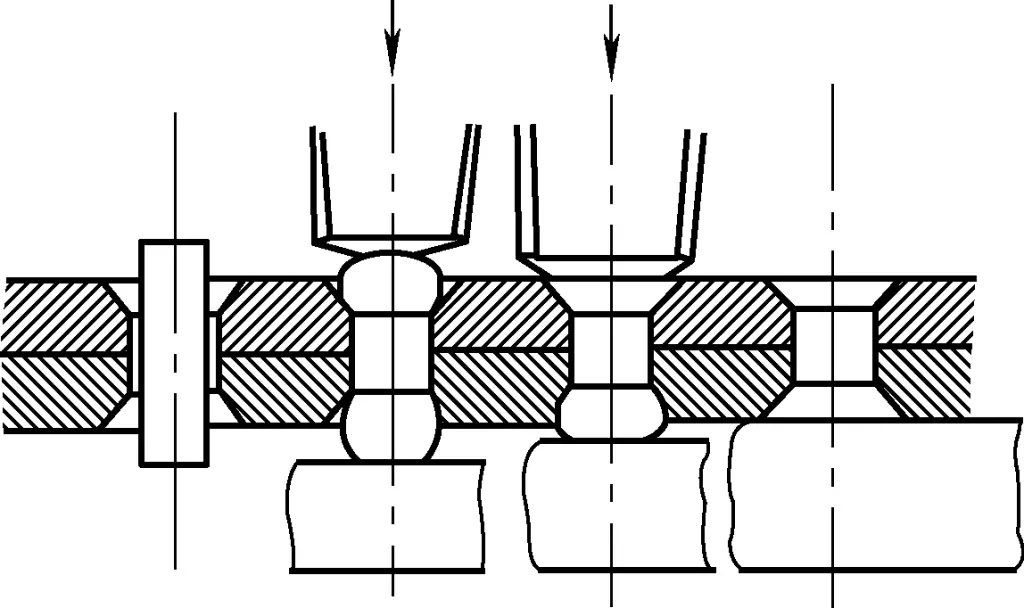
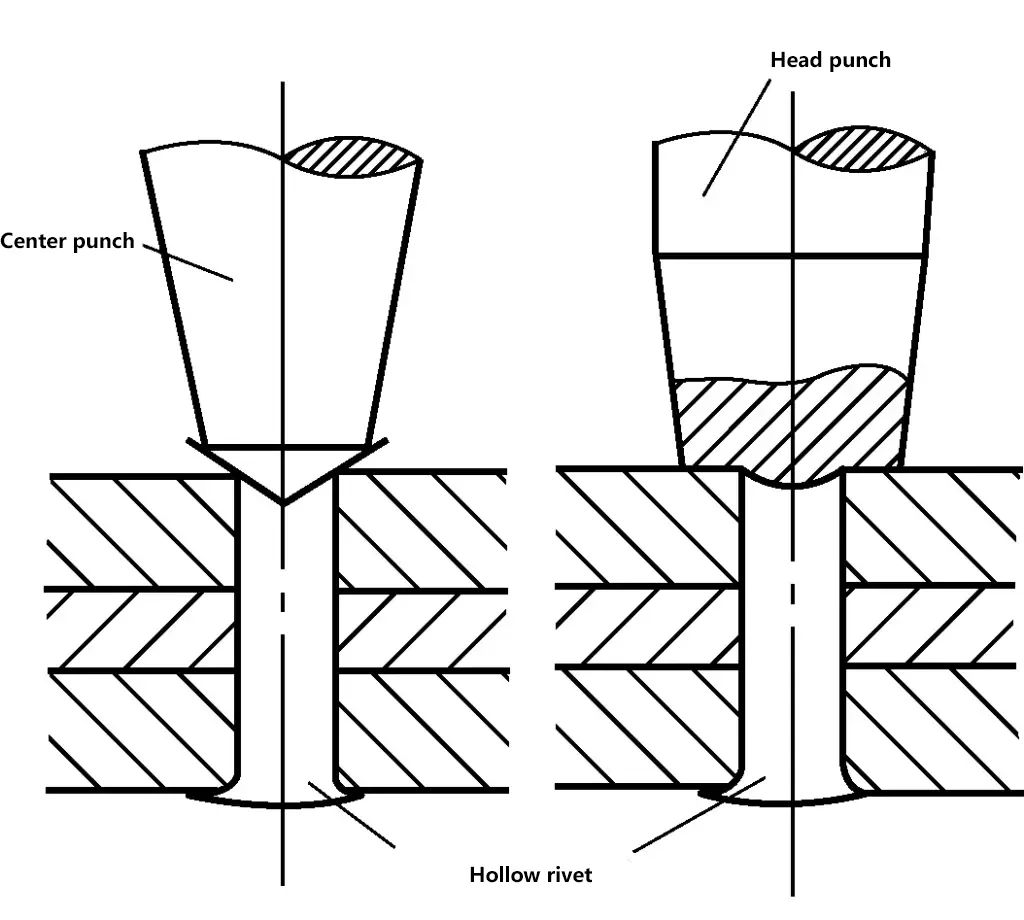
Come mostrato nella Figura 10, dopo aver inserito il rivetto cavo nel foro, si preme prima il pezzo da lavorare con forza, poi si usa un punzone per espandere il bordo del rivetto cavo e infine si usa un punzone speciale per formare la testa del rivetto.
Per fare in modo che le parti rivettate ruotino l'una rispetto all'altra dopo la rivettatura, durante la rivettatura mobile, oltre a seguire il processo di rivettatura sopra descritto, la forza del martello deve essere leggera mentre si appiattisce la testa del rivetto. Controllare lo stato del movimento mentre si martella per evitare che i pezzi vengano "rivettati a morte".
Se le parti rivettate sono difficili da ruotare dopo la rivettatura, è possibile posizionare una matrice cava (di forma simile al punzone) sotto la testa del rivetto e poi martellare la testa del rivetto. In questo modo si allenta il rivetto, permettendo alle due parti rivettate di muoversi l'una rispetto all'altra. Se le parti sono troppo allentate, possono essere serrate secondo il processo di rivettatura fissa, consentendo di regolare la tenuta della rivettatura mobile secondo le necessità.
In alcuni scenari di manutenzione delle apparecchiature, le parti rivettate devono essere smontate per sostituire i componenti. In questo caso, la testa del rivetto deve essere distrutta prima di utilizzare un punzone speciale per spingere fuori il rivetto, raggiungendo lo scopo di smontare le parti rivettate.
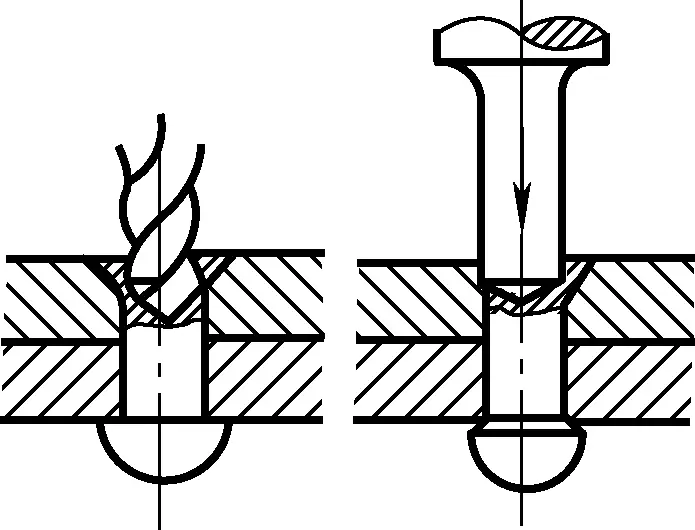
Come mostrato nella Figura 11, durante lo smontaggio, utilizzare un punzone centrale per praticare un foro centrale nella testa del rivetto, quindi praticare un foro con una punta di circa 1 mm più piccola del diametro del rivetto. La profondità del foro deve superare leggermente l'altezza della testa del rivetto. Infine, inserire un punzone nel foro e spingere fuori il rivetto.
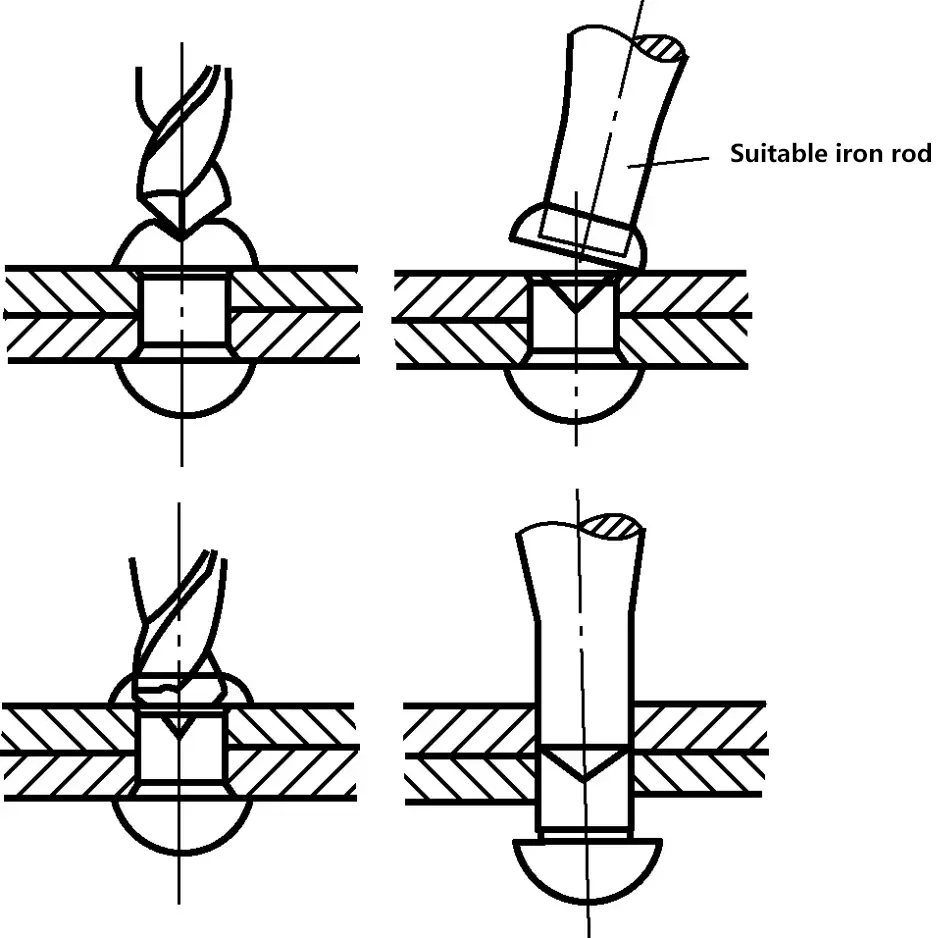
Come mostrato nella Figura 12, quando si smontano i rivetti a testa tonda, prima si appiattisce leggermente la testa del rivetto, poi si usa un punzone centrale per creare un foro, si inserisce un'asta appropriata nel foro per rompere la testa del rivetto e infine si usa un punzone per spingere fuori il rivetto.
Per le superfici con requisiti bassi e le aree più ruvide, è possibile utilizzare uno scalpello per scalpellare via la testa del rivetto da intorno al rivetto. Questo metodo è generalmente adatto solo per rivetti di diametro inferiore a ϕ10 mm. Per i pezzi che non possono subire danni alla superficie durante lo smontaggio, utilizzare una punta adeguata per forare il rivetto.
Tabella 3 Cause e misure di prevenzione dei difetti di rivettatura
| Tipi di difetti di rivettatura | Illustrazione dei difetti | Cause dei difetti | Misure di prevenzione |
| Testa del rivetto inclinata | 1) Gambo del rivetto troppo lungo; 2) Disallineamento tra due parti e rivetto; 3) La forza di martellamento non viene applicata attraverso l'asse del rivetto durante l'appiattimento | 1) Calcolare e scegliere correttamente la lunghezza dei rivetti; 2) Assicurare la coassialità quando si esegue il foro del rivetto; 3) Il punto di martellamento deve passare attraverso l'asse del rivetto. | |
| Perimetro della testa del rivetto troppo grande | 1) Gambo del rivetto troppo lungo; 2) Diametro della matrice del rivetto troppo piccolo | 1) Calcolare e scegliere correttamente la lunghezza dei rivetti; 2) Scegliere la matrice per rivetti in base alle specifiche dei rivetti stessi. | |
| Testa del rivetto non uniforme | 1) Forza di martellamento non uniforme, disassamento o oscillazione del martello durante la martellatura; 2) Stampo per rivetti o stampo superiore posizionato ad angolo | 1) Punto di forza del martello attraverso il centro del rivetto; 2) Assicurarsi che il centro della matrice del rivetto o della presa della matrice superiore sia concentrico con l'asse del rivetto. | |
| Spazio tra le parti rivettate | 1) Superficie irregolare tra i pezzi; 2) Il punzone di stampa non preme a fondo il foglio | 1) Controllare se la superficie dei pezzi è piana prima di rivettare e riparare la superficie se non è piana; 2) Calcolare ed elaborare correttamente il diametro del foro; 3) Assicurarsi che il punzone di pressatura prema saldamente i pezzi prima della rivettatura. | |
| Superficie delle parti rivettate schiacciata | 1) Gambo del rivetto troppo corto; 2) Diametro della matrice del rivetto troppo grande | 1) Calcolare e scegliere correttamente la lunghezza dei rivetti; 2) Scegliere una matrice per rivetti di diametro adeguato. | |
| Gambo del rivetto piegato | Diametro del gambo del rivetto troppo piccolo o diametro del foro di rivettatura troppo grande | Calcolare e selezionare correttamente il diametro del foro passante prima di rivettare | |
| Foro svasato per rivetti non riempito | 1) La lunghezza dei rivetti è insufficiente; 2) Durante il sollevamento del rivetto, la direzione di martellamento non è perpendicolare al piano da rivettare. | 1) Calcolare e selezionare correttamente la lunghezza del rivetto; 2) Quando si esegue il sollevamento del rivetto, la direzione di martellamento coincide con il centro del gambo del rivetto. |