Guida passo per passo alla scelta dei parametri di saldatura TIG
Siete pronti a portare le vostre abilità di saldatura TIG al livello successivo? La scelta dei giusti parametri di saldatura può...

Impugnare la pistola di saldatura con la mano destra, stringere la parte anteriore della pistola con l'indice e il pollice, mentre le altre tre dita devono toccare il punto di appoggio sul pezzo da saldare, oppure utilizzare l'indice o il medio come punto di appoggio. Respirare uniformemente, tenere saldamente la pistola di saldatura per mantenerla stabile e mantenere stabile l'arco di saldatura. La chiave è evitare che l'elettrodo di tungsteno vada in cortocircuito con il pezzo o il filo di saldatura durante il processo di saldatura.
1) Utilizzare un generatore di impulsi ad alta tensione o un oscillatore ad alta frequenza per l'innesco dell'arco senza contatto. Inclinare la pistola di saldatura in modo che il bordo dell'ugello tocchi il pezzo, tenendo il tungsteno leggermente lontano dal pezzo e puntando verso il punto di inizio della saldatura. Accendere l'interruttore della pistola di saldatura, avviare il flusso di gas argon e, dopo un certo periodo di tempo (2~7s), l'arco si accende automaticamente. Dopo l'accensione dell'arco, sollevare la pistola di saldatura e regolare l'angolo tra la pistola e il pezzo da saldare per iniziare la saldatura.
2) Iniziazione dell'arco a contatto diretto, ma richiede una piastra di innesco dell'arco (piastra di rame puro o di grafite). Raschiare leggermente la piastra di innesco dell'arco per accendere l'arco, quindi spostarsi verso il punto di inizio della saldatura per iniziare a saldare, evitando la bruciatura all'inizio della saldatura. Questo metodo è adatto alla saldatura di lamiere sottili. Il gas deve essere erogato 5~10s prima dell'innesco dell'arco.
Vedere la Tabella 5-95 per i metodi di alimentazione del filo e i punti chiave di funzionamento. Durante l'alimentazione del filo, prestare attenzione anche ai seguenti punti:
Tabella 5-95 Metodi di alimentazione del filo e punti chiave di funzionamento
| Metodo di riempimento | Punti operativi chiave | Ambito di applicazione |
| Alimentazione a filo continuo | Usare il pollice, l'indice e il medio della mano sinistra per far passare il filo, con l'anulare e il mignolo che tengono il filo per controllare la direzione, richiedendo che il filo sia abbastanza dritto, con un movimento minimo del braccio, e che si muova in avanti quando il filo sta per esaurirsi. | Disturba in modo minimo lo strato protettivo, è adatto per l'alimentazione del filo in grandi quantità, in presenza di forti parametri di saldatura |
| Alimentazione a filo intermittente (alimentazione a goccia) | Tenere il filo saldamente con il pollice, l'indice e il medio della mano sinistra, mantenendo l'estremità del filo sempre all'interno dell'area di protezione dell'argon; l'azione di alimentazione del filo deve essere delicata, affidandosi ai movimenti ripetitivi verso l'alto e verso il basso del braccio e del polso per convogliare le gocce fuse dell'estremità del filo nel bagno di fusione. | Adatto alla saldatura in tutte le posizioni |
| Il filo segue da vicino la scanalatura e il bordo smussato per fondersi in essi. | Piegare il filo a forma di arco, a stretto giro montaggio nella fessura della scanalatura, facendo in modo che l'arco fondesse il bordo smussato della scanalatura e allo stesso tempo il filo, richiedendo che lo spazio tra le giunzioni sia inferiore al diametro del filo. | Impedisce al filo di saldatura di ostruire la visuale del saldatore, adatto per saldare in posizioni difficili |
| Alimentazione del filo a oscillazione trasversale | Il filo di saldatura oscilla lateralmente con la pistola di saldatura e l'ampiezza di entrambi deve essere coerente. | Questo metodo è applicabile a saldature con cordoni di saldatura più ampi. |
| Alimentazione del filo posteriore | Il filo di saldatura viene alimentato dal lato posteriore del pezzo, il che richiede standard elevati per la distanza tra le scanalature, il diametro del filo e la tecnica operativa. | Questo metodo è applicabile alla saldatura in testa. |
1) Prima di aggiungere il filo, è necessario attendere che entrambi i lati della scanalatura siano fusi. Quando si aggiunge il filo, l'angolo tra il filo di saldatura e la superficie del pezzo deve essere di circa 15°, avanzare rapidamente dal bordo anteriore del bagno fuso, quindi ritrarsi e ripetere.
2) L'alimentazione del filo deve essere uniforme e la velocità adeguata. La velocità di alimentazione del filo deve corrispondere alla velocità di saldatura. Quando lo spazio tra le scanalature è maggiore del diametro del filo di saldatura, il filo deve oscillare lateralmente in sincronia con l'arco.
La saldatura a sinistra è adatta per la saldatura di parti sottili, con la pistola di saldatura che si sposta da destra a sinistra e l'arco puntato verso la parte non saldata, che si preriscalda, ottenendo una velocità di saldatura rapida, un cordone di saldatura stretto e un breve tempo di permanenza ad alta temperatura nel bagno fuso, utile per affinare i cristalli di metallo. Il filo di saldatura è posizionato davanti all'arco, per cui è facile da controllare. La saldatura a destra è adatta per la saldatura di pezzi spessi, con la pistola di saldatura che si muove da sinistra a destra e l'arco puntato verso la parte saldata, che aiuta a proteggere la superficie di saldatura dall'ossidazione ad alta temperatura con l'argon.
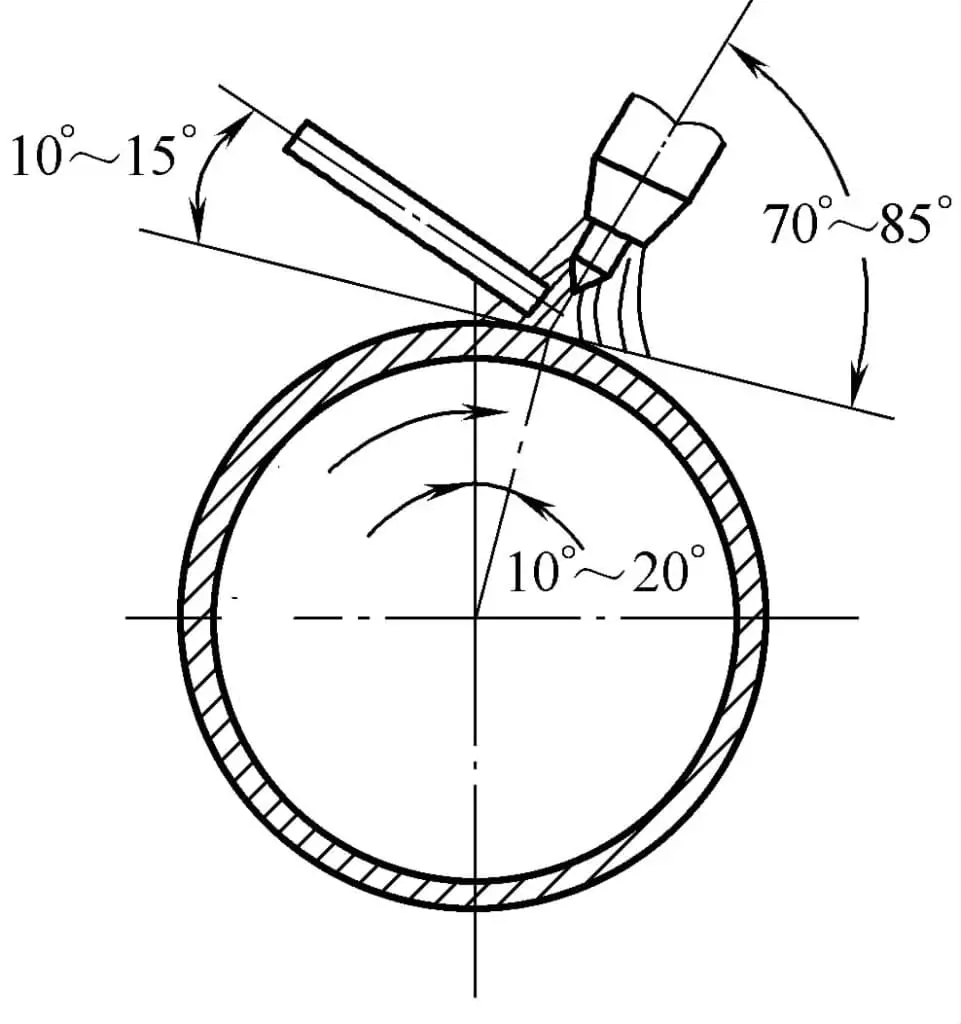
1) Lunghezza dell'arco (con filo di riempimento) 3~6 mm. La lunghezza dell'elettrodo di tungsteno che sporge dall'ugello è generalmente di 5~8 mm. L'elettrodo di tungsteno deve essere il più possibile verticale rispetto al pezzo o mantenere un angolo maggiore (70°~85°) con la superficie del pezzo. La distanza tra l'ugello e la superficie del pezzo non deve superare i 10 mm.
2) Per le lamiere di spessore superiore a 4 mm, sono possibili sia la saldatura verticale verso il basso che quella verso l'alto; per i pezzi di spessore superiore a 4 mm, viene generalmente utilizzata la saldatura verticale verso l'alto.
3) Per ottenere la larghezza necessaria della saldatura, la pistola di saldatura può effettuare oscillazioni laterali appropriate oltre al movimento lineare, ma non deve saltare.
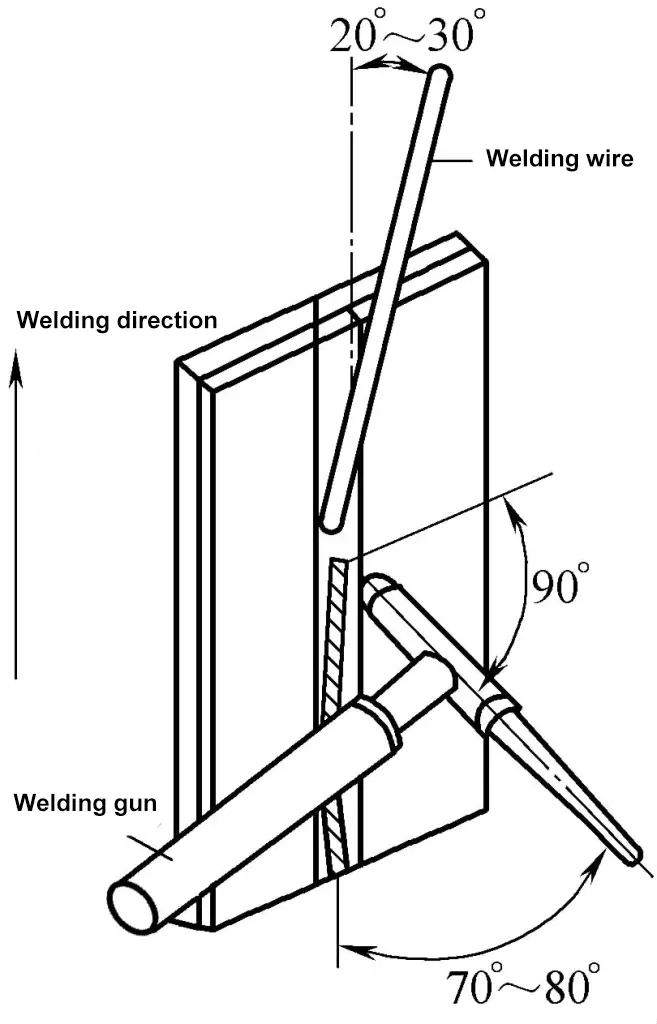
4) Per la saldatura in piano, la saldatura orizzontale e la saldatura sopraelevata, è possibile utilizzare la tecnica di saldatura a destra o a sinistra; in genere si adotta la tecnica a sinistra. L'angolo della pistola di saldatura e la posizione del filo d'apporto per la saldatura in piano sono mostrati nella Figura 5-62, per la saldatura verticale nella Figura 5-63 e per la saldatura orizzontale nella Figura 5-64.
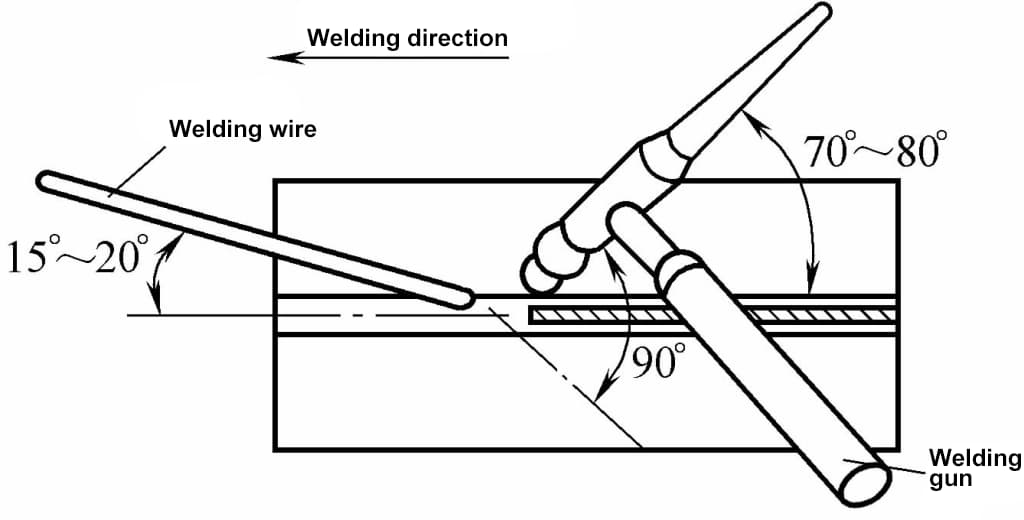
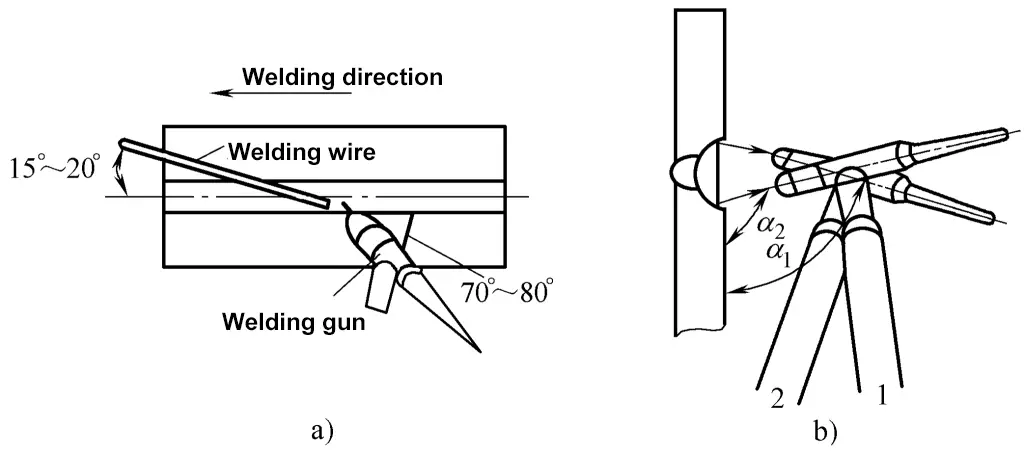
a) Angolo della pistola di passata in radice e posizione del filo d'apporto per la saldatura orizzontale
b) Angolo di passaggio della pistola del coperchio di saldatura orizzontale α 1 =95°~105°, α 2 =70°~80°
5) Vedere la Tabella 5-96 per i punti chiave delle varie posizioni di saldatura nella saldatura ad arco con elettrodo di tungsteno e argon.
Tabella 5-96 Punti chiave delle varie posizioni di saldatura nella saldatura ad arco di argon con elettrodo di tungsteno
| Metodi di saldatura | Caratteristiche della saldatura | Precauzioni |
| Saldatura in piano di giunti di testa con scanalatura a I | Scegliere il metodo appropriato per tenere la pistola di saldatura, altezza dell'ugello di 6~7 mm, lunghezza dell'arco di 2~3 mm, inclinare la pistola di saldatura in avanti, utilizzare il metodo di saldatura a sinistra e posizionare l'estremità del filo di saldatura sul bordo anteriore del bagno fuso. | L'angolo di corsa della torcia di saldatura e la corrente di saldatura non devono essere troppo elevati; per evitare che la torcia di saldatura si agiti, è meglio utilizzare una torcia di saldatura raffreddata ad aria. |
| Saldatura in piano con angoli di scanalatura a I | Il metodo di tenuta della torcia di saldatura è lo stesso della saldatura piana di testa. L'altezza dell'ugello è di 6~7 mm e la lunghezza dell'arco è di 2~3 mm. | L'estensione dell'elettrodo di tungsteno non deve essere troppo lunga, l'arco non deve deviare troppo dal centro della cucitura e il filo di apporto non deve essere aggiunto eccessivamente. |
| Saldatura piana di giunti a sovrapposizione | Il metodo di tenuta della torcia di saldatura è lo stesso della saldatura piana di testa. L'altezza dell'ugello e la lunghezza dell'arco sono le stesse della saldatura piana d'angolo e, senza aggiunta di filo, la larghezza della saldatura è circa il doppio del diametro dell'elettrodo di tungsteno. | Quando la piastra è sottile, il filo di apporto può non essere aggiunto, ma le superfici del giunto non devono presentare spazi vuoti e le due piastre devono combaciare perfettamente; la lunghezza dell'arco è pari al diametro dell'elettrodo di tungsteno e la larghezza del cordone è circa il doppio del diametro dell'elettrodo di tungsteno, la velocità di saldatura deve essere rigorosamente controllata; quando si aggiunge il filo, la larghezza del cordone è pari a 2,5~3 volte il diametro dell'elettrodo di tungsteno, l'aggiunta del filo dalla parte superiore del bagno fuso può evitare l'undercut. |
| Saldatura in piano di giunti a T | Il metodo di tenuta della torcia di saldatura, l'altezza dell'ugello e la lunghezza dell'arco sono gli stessi della saldatura di testa piatta. | L'arco deve essere allineato con l'angolo superiore; l'angolo di corsa della torcia di saldatura e la lunghezza dell'arco non devono essere troppo grandi; prima di iniziare ad aggiungere il filo d'apporto, preriscaldare fino a quando i lati dell'intaglio nel punto di partenza si fondono, formando una piscina fusa. |
| Saldatura verticale di giunti di testa | Impugnare la pistola di saldatura come nella saldatura in piano | Evitare il sottosquadro su entrambi i lati della saldatura e il cedimento al centro. |
| Saldatura verticale verso l'alto dei giunti a T | Il metodo di tenuta della torcia di saldatura e l'altezza dell'ugello sono gli stessi della saldatura in piano. La posizione migliore del filo d'apporto è nella parte anteriore del bagno di fusione, come per la saldatura verticale di testa. | - |
| Saldatura orizzontale di giunti di testa | La posizione migliore per il filo di apporto è sul bordo, davanti e sopra il bagno di fusione. | Per evitare il sottosquadro sul lato superiore della saldatura e i grumi di saldatura sul lato inferiore; allo stesso tempo, l'angolo di lavoro tra la pistola di saldatura e le due superfici verticali sopra e sotto non deve essere uguale, utilizzando la forza di soffiaggio verso l'alto dell'arco per sostenere il metallo liquido. |
| Saldatura orizzontale di giunti a T | Come tenere la pistola di saldatura: La lunghezza dell'arco e l'altezza dell'ugello sono uguali a quelle della saldatura in piano del giunto a T. | - |
| Saldatura in testa di giunti di testa | La posizione migliore per l'alimentazione del filo è proprio sul bordo anteriore del bagno di saldatura. | - |
| Saldatura in testa dei giunti a T | Se possibile, utilizzare il filo di rinterro sul lato opposto. | Poiché il bagno di saldatura tende ad abbassarsi, la corrente di saldatura deve essere bassa e la velocità deve essere elevata. |
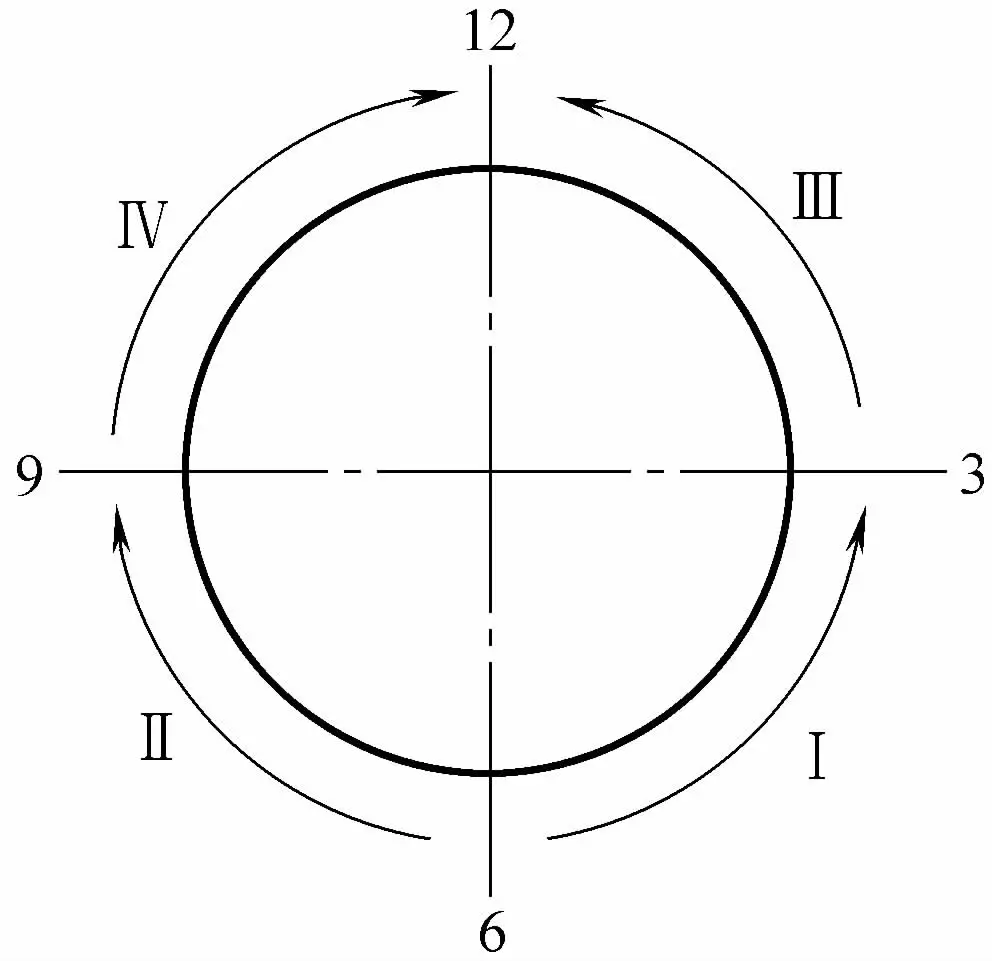
| Combinazione di saldatura piana, verticale e aerea | Il punto di partenza della saldatura viene generalmente scelto nella posizione "ore 6" dell'orologio, si salda prima in senso antiorario fino alla posizione "ore 3", poi si salda dalla posizione "ore 6" alla posizione "ore 9", quindi si iniziano gli archi separatamente dalle posizioni "ore 3" e "ore 9", saldando fino alla posizione "ore 12", come mostrato nella figura 5-65; quando il diametro del tubo è piccolo, si può saldare direttamente dalla posizione "ore 6" alla posizione "ore 12". | Il giunto deve essere prima rettificato per garantire la penetrazione; il filo di saldatura può essere pre-curvato in una certa forma per l'alimentazione; l'angolo tra la pistola di saldatura e il pezzo deve sempre rimanere invariato e la posizione del filo di saldatura deve essere conveniente. |
6) La sequenza di saldatura del tubo è illustrata nella figura 5-65. La posizione relativa della pistola di saldatura o del filo di saldatura rispetto al pezzo da saldare durante la saldatura di testa in piano del tubo rotante è mostrata nella figura 5-66.
7) Durante la saldatura, l'estremità del filo di saldatura deve sempre trovarsi all'interno della zona di protezione dell'argon; il filo di saldatura non deve essere posizionato direttamente sotto l'arco o sollevato troppo in alto, né si deve permettere alle gocce di "trasferirsi a goccia" nel bagno di saldatura. La posizione di riempimento del filo è illustrata nella figura 5-67.
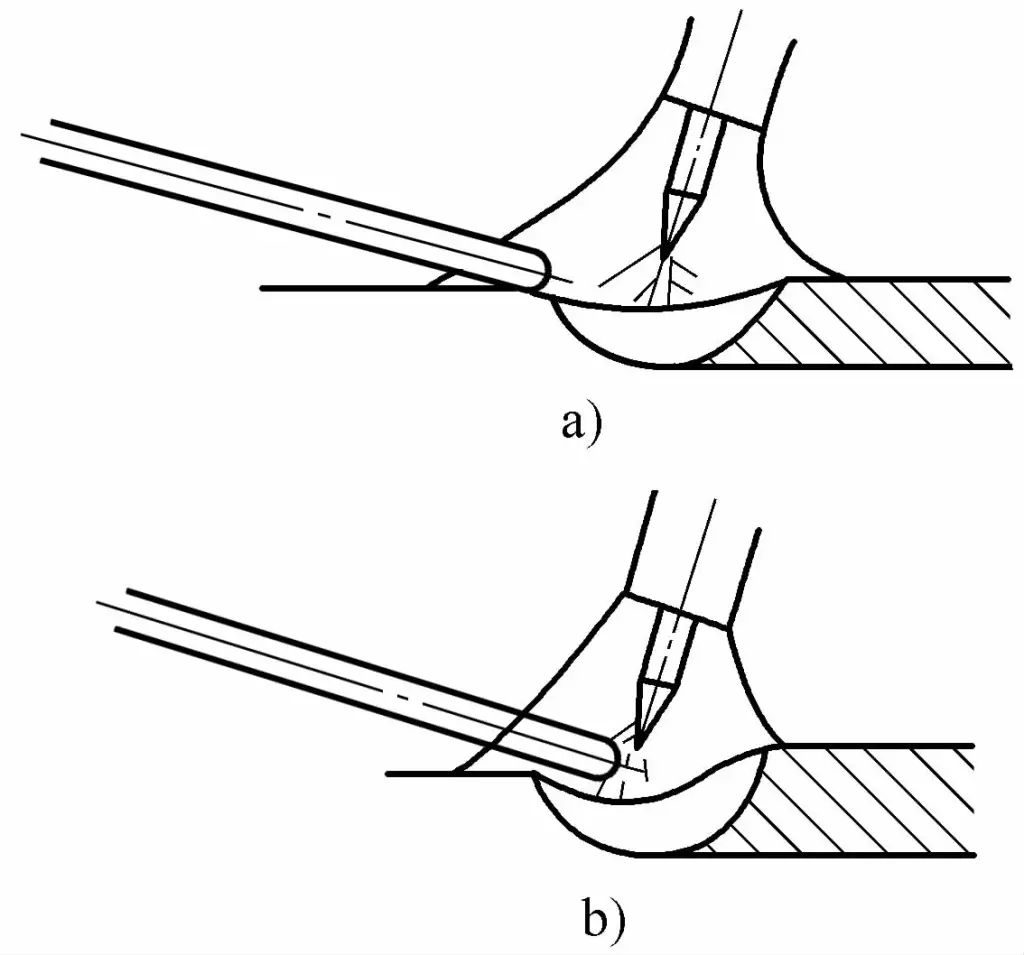
a) Corretto
b) Non corretto
8) Durante l'operazione, se l'elettrodo di tungsteno tocca accidentalmente il filo di saldatura, causando un cortocircuito istantaneo, si contamina la saldatura. Interrompere immediatamente la saldatura, smerigliare l'area contaminata con una mola fino a ottenere una lucentezza metallica e tagliare una sezione della punta del filo di apporto. L'elettrodo di tungsteno contaminato deve essere rimodellato prima di continuare la saldatura.
1) Il giunto deve avere una pendenza e non deve presentare angoli morti.
2) La posizione di riaccensione dovrebbe trovarsi dietro la fossa dell'arco originale, realizzando una sovrapposizione della saldatura di 20~30 mm, aggiungendo generalmente poco o nessun filo di apporto alla sovrapposizione.
3) Il bagno fuso deve penetrare fino alla radice del giunto per garantire una fusione completa del giunto.
Quando si termina l'arco, utilizzare un dispositivo di decadimento automatico della corrente per evitare la formazione di un pozzo d'arco. Se questo dispositivo non è disponibile, cambiare l'angolo della pistola di saldatura, allungare l'arco e aumentare la velocità di saldatura.
Quando si chiude il cordone di saldatura su un tubo, si usa estendere leggermente l'arco, sovrapporre il cordone di saldatura di 20~40 mm e aggiungere poco o nessun filo di saldatura alla parte sovrapposta. Dopo aver spento l'arco, ritardare l'interruzione dell'alimentazione del gas per circa 10 secondi. Per i dettagli operativi e le situazioni applicabili del metodo di spegnimento dell'arco nel manuale Saldatura TIGvedere la Tabella 5-97.
Tabella 5-97 Dettagli operativi e situazioni applicabili per il metodo di spegnimento dell'arco nella saldatura TIG manuale
| Tecniche di terminazione dell'arco | Punti operativi chiave | Situazioni applicabili |
| Metodo di rinforzo a saldare | Al termine della saldatura, la velocità di spostamento della pistola di saldatura in avanti diminuisce, l'inclinazione della pistola di saldatura all'indietro aumenta e la quantità di alimentazione del filo aumenta fino a quando il bagno fuso è sufficientemente pieno e l'arco si spegne. | Questo metodo è ampiamente utilizzato e generalmente applicabile a tutte le strutture. |
| Metodo di aumento della velocità di saldatura | Al termine della saldatura, la velocità di avanzamento della pistola di saldatura aumenta gradualmente, la quantità di alimentazione del filo diminuisce gradualmente, fino a quando il pezzo non si scioglie e il cordone di saldatura si restringe da largo a stretto, terminando gradualmente. | Questo metodo è adatto alla saldatura ad arco di argon per tubi e richiede un'elevata abilità da parte del saldatore. |
| Utilizzo del metodo della piastra di deflusso | Fissare una lastra di protezione dall'arco al di fuori dell'area di spegnimento dell'arco del pezzo, spegnere l'arco sulla lastra di protezione dopo aver terminato il pezzo, quindi tagliare la lastra di protezione. | Questo metodo è relativamente semplice e adatto alla saldatura di cordoni piatti e longitudinali. |
| Metodo di decadimento della corrente | Al termine della saldatura, interrompere prima l'alimentazione, lasciare che la velocità di rotazione del generatore diminuisca gradualmente e che anche la corrente di saldatura si indebolisca, ottenendo così il decadimento dell'arco. | Questo metodo è adatto alle occasioni in cui si utilizzano generatori di saldatura ad arco. Se si utilizza un raddrizzatore di saldatura ad arco al silicio, è necessario un dispositivo aggiuntivo semplice per ridurre gradualmente la corrente di eccitazione. |