
Macchine per il taglio al plasma: Una panoramica approfondita
Come può una macchina sfruttare la potenza del plasma per tagliare il metallo con precisione? Le macchine per il taglio al plasma offrono...
Come si confrontano il taglio al plasma e il taglio laser? Il taglio al plasma offre velocità ed efficienza per i metalli spessi, mentre il taglio laser offre precisione e bordi più netti per i materiali più sottili. Questo articolo illustra i principi, i vantaggi e le applicazioni di entrambi i metodi, aiutandovi a capire quale tecnologia di taglio si adatta meglio alle vostre esigenze. Che siate appassionati di fai-da-te o professionisti dell'industria, otterrete preziose informazioni su queste potenti tecniche di taglio. Continuate a leggere per scoprire lo strumento giusto per il vostro prossimo progetto.


Il taglio al plasma è un processo di taglio termico ad alta precisione che utilizza un arco ristretto ad alta densità energetica e un flusso di plasma ad alta velocità per fondere ed espellere il metallo, creando un taglio netto e continuo. Questa tecnica avanzata ionizza il gas per formare il plasma, che viene poi diretto attraverso un ugello di rame a foro sottile per concentrare l'energia.
Il processo di taglio al plasma offre diversi vantaggi rispetto ai metodi tradizionali:
Tuttavia, il taglio al plasma presenta alcune sfide:
Vale la pena notare che la tecnologia al plasma va oltre le applicazioni di taglio. La versatilità dei sistemi ad arco al plasma consente di eseguire operazioni di saldatura, spruzzatura, hardfacing e scriccatura, rendendolo un prezioso strumento multiuso nella fabbricazione dei metalli.
Per ottimizzare le prestazioni del taglio al plasma e mitigarne gli inconvenienti, è opportuno considerare l'implementazione di tavoli d'acqua per la riduzione del rumore e il controllo dei fumi, nonché investire in sistemi al plasma ad alta definizione per migliorare la qualità del taglio e ridurre l'impatto ambientale.

1.1 Caratteristiche del taglio al plasma ad arco
Il taglio al plasma utilizza un arco altamente compresso e ad alta temperatura tra un catodo (in genere un elettrodo di tungsteno) e un anodo. Questo processo crea un getto di plasma caratterizzato da un'elevata ionizzazione, densità di energia e portata.
Il meccanismo di taglio consiste nel forzare l'arco e il gas inerte attraverso un ugello di piccolo diametro, producendo un getto estremamente caldo e ad alta velocità. L'energia concentrata dell'arco fonde il materiale del pezzo, mentre il getto di gas espanso ad alta temperatura espelle il metallo fuso attraverso il taglio.
Quando si tagliano materiali ferrosi come l'acciaio al carbonio o la ghisa, è possibile aggiungere ossigeno al flusso di gas per fornire ulteriore energia esotermica, migliorando il processo di taglio.
I principali vantaggi del taglio al plasma includono:
Tuttavia, il taglio al plasma presenta anche alcune limitazioni:
Le apparecchiature di taglio al plasma ad arco richiedono tipicamente:
Sono disponibili sistemi di taglio al plasma sia manuali che automatizzati. Il taglio manuale richiede competenze simili a quelle dell'ossitaglio, ma con un ulteriore controllo dei parametri. I sistemi automatizzati offrono maggiore precisione e produttività e spesso incorporano tavoli d'acqua o camicie per la riduzione del rumore e dei fumi.
In conclusione, il taglio al plasma offre notevoli vantaggi in termini di velocità, versatilità e qualità del taglio per un'ampia gamma di materiali e spessori. Tuttavia, nella scelta di un processo di taglio, occorre tenere conto dei costi delle attrezzature, dei requisiti di sicurezza e delle limitazioni sui materiali molto spessi.
1.2 Principio di funzionamento del taglio al plasma ad arco
Il taglio al plasma utilizza un arco di plasma ad altissima temperatura, tipicamente compresa tra i 10.000°C e i 14.000°C, che supera notevolmente il punto di fusione di tutti i metalli e non metalli conosciuti. Questo calore estremo consente di tagliare un'ampia varietà di materiali, tra cui la maggior parte delle sostanze metalliche e non metalliche.
Sviluppato negli anni '50, il taglio al plasma è stato inizialmente utilizzato per tagliare materiali metallici difficili da tagliare con la tradizionale fiamma di ossigeno e acetilene, come le leghe di alluminio e l'acciaio inossidabile. Con l'evoluzione della tecnologia, la sua applicazione si è estesa all'acciaio al carbonio e all'acciaio basso legato, diventando un metodo di taglio versatile nella produzione moderna.
Il design fondamentale di una torcia per il taglio al plasma è molto simile a quello di una torcia per la saldatura al plasma. Tuttavia, la differenza fondamentale risiede nelle caratteristiche del flusso di gas:
L'efficacia dell'arco al plasma per il taglio è determinata da diversi fattori:
La Figura 4.1 illustra la struttura di base di una torcia di taglio al plasma.
Nelle operazioni di taglio al plasma, l'alimentazione è configurata esclusivamente per la polarità positiva della corrente continua, con il pezzo collegato all'elettrodo positivo. Questa configurazione garantisce un trasferimento di energia e prestazioni di taglio ottimali.
Quando si taglia il metallo, si utilizza un arco trasferito. Il metodo di innesco di questo arco trasferito dipende dal design specifico della torcia da taglio. Le torce da taglio ad arco plasma possono essere classificate in due tipi principali:
La Figura 4.2 illustra lo schema di cablaggio del circuito di una torcia da taglio ad arco pilota. Il circuito della torcia da taglio non ad arco pilota è simile, ma manca il ramo resistivo presente nella configurazione ad arco pilota. Questa differenza di progettazione influisce sulle caratteristiche di innesco e stabilità dell'arco di ciascun tipo di torcia.
La comprensione di questi principi e delle configurazioni delle apparecchiature è fondamentale per ottimizzare i processi di taglio al plasma nelle applicazioni industriali, garantendo tagli efficienti e di alta qualità su un'ampia gamma di materiali.
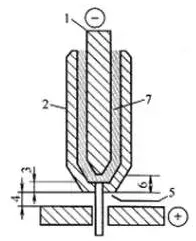
Fig. 1 Struttura di base della pistola da taglio al plasma
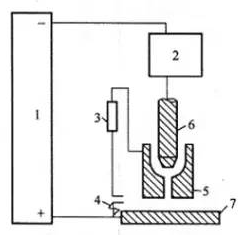
Fig. 2 circuito di base della pistola da taglio ad arco di manutenzione
La funzione del resistore nella Fig. 2 è quella di limitare la corrente di mantenimento dell'arco al valore più basso che può accendere senza problemi l'arco di trasferimento.
Per accendere l'arco di manutenzione viene utilizzato un dispositivo di accensione ad alta frequenza.
Quando l'arco viene colpito, il contatto del contattore viene chiuso e l'avviatore d'arco ad alta frequenza genera alta frequenza e alta tensione per accendere l'arco di manutenzione.
Dopo l'accensione dell'arco di mantenimento, quando la pistola da taglio si avvicina al pezzo, la fiamma del plasma ad alta velocità proveniente dall'ugello entra in contatto con il pezzo per formare un percorso tra l'elettrodo e il pezzo, in modo da trasferire l'arco tra l'elettrodo e il pezzo.
Una volta stabilito l'arco di trasferimento, l'arco di manutenzione si spegne automaticamente e il contatto del contattore si scollega automaticamente dopo un periodo di ritardo.
Il taglio laser è una tecnologia di taglio avanzata e ampiamente utilizzata nella lavorazione dei materiali.
È un metodo di lavorazione che utilizza un raggio laser ad alta densità energetica come "utensile da taglio" per tagliare termicamente i materiali.
La tecnologia di taglio laser può essere utilizzata per tagliare vari tipi di metallo, piastre non metalliche, materiali compositi e materiali duri come il carburo di tungsteno e il carburo di titanio, ed è stata ampiamente utilizzata nella costruzione della difesa nazionale, nel settore aerospaziale, nei macchinari di ingegneria e in altri campi.
2.1 Principio e classificazione del taglio laser
(1) Principio del taglio laser
Il taglio laser è un metodo di taglio termico di precisione che utilizza un raggio laser focalizzato ad alta densità di potenza per lavorare i materiali. Quando il raggio laser irradia il pezzo da lavorare, riscalda rapidamente il materiale fino al punto di fusione, alla temperatura di vaporizzazione o al punto di accensione, a seconda delle proprietà del materiale e del risultato desiderato. Contemporaneamente, un flusso di gas ad alta velocità, in genere azoto o ossigeno, viene diretto coassialmente con il raggio laser per espellere il materiale fuso dal taglio, ottenendo un taglio pulito e preciso.
Il processo coinvolge diversi meccanismi chiave:
Il taglio laser offre numerosi vantaggi, tra cui l'elevata precisione, la zona minimamente influenzata dal calore, la capacità di tagliare geometrie complesse e l'idoneità per un'ampia gamma di materiali, dai metalli ai non metalli.
La Fig. 3 mostra una rappresentazione schematica del principio del taglio laser.
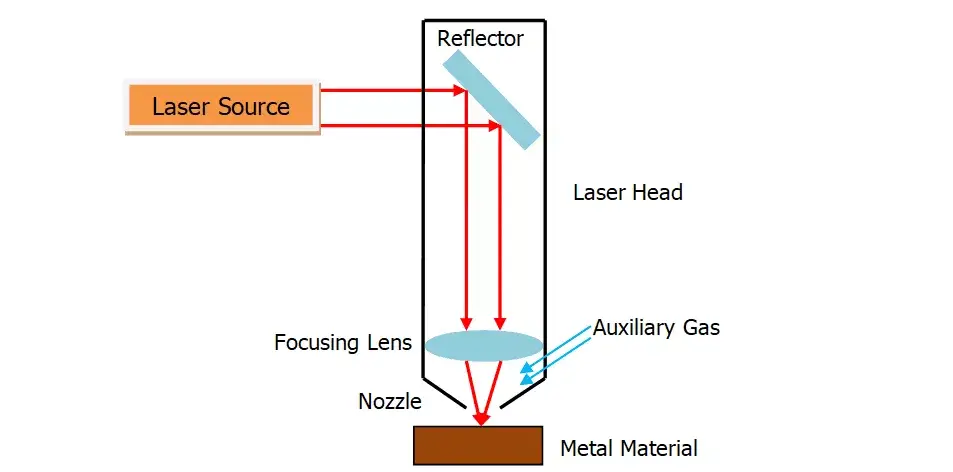
Fig. 3 principio del taglio laser
(2) Classificazione del taglio laser
Il taglio laser può essere classificato in quattro tipi principali: taglio a vaporizzazione laser, taglio a fusione laser, taglio a ossigeno laser e incisione laser a frattura controllata.
1) Taglio a vaporizzazione laser
In questo processo, un raggio laser ad alta densità di energia riscalda rapidamente il pezzo da lavorare, facendo sì che la temperatura del materiale raggiunga rapidamente il punto di ebollizione. Questo provoca la vaporizzazione del materiale, formando un getto di vapore ad alta velocità. Quando il vapore viene espulso, crea contemporaneamente un taglio nel materiale.
A causa dell'elevato calore di vaporizzazione dei materiali, il taglio a vaporizzazione laser richiede una notevole potenza e densità di potenza. Questo metodo viene utilizzato principalmente per tagliare lamiere metalliche estremamente sottili e materiali non metallici come carta, tessuti, legno, plastica e gomma.
2) Taglio per fusione laser
Il taglio per fusione laser prevede l'utilizzo del calore del laser per fondere il materiale metallico. Un gas non ossidante (come Ar, He o N2) viene quindi soffiato attraverso un ugello coassiale con il raggio. Il flusso di gas ad alta pressione espelle il metallo fuso, creando un taglio.
Questa tecnica richiede solo circa 1/10 dell'energia necessaria per il taglio per vaporizzazione, poiché non richiede la vaporizzazione completa del materiale. Il taglio per fusione laser è particolarmente efficace per il taglio di materiali che resistono all'ossidazione o di metalli attivi, come l'acciaio inossidabile, il titanio, l'alluminio e le loro leghe.
L'efficienza e la precisione del taglio per fusione laser lo rendono il metodo preferito in molte applicazioni industriali, soprattutto quando sono fondamentali tagli puliti e zone termicamente alterate minime.
3) Taglio laser a ossigeno
Il taglio laser ad ossigeno combina la precisione della tecnologia laser con la reazione esotermica del taglio ad ossigeno. Questo processo utilizza un raggio laser come fonte di preriscaldamento e l'ossigeno come gas di taglio, creando un effetto sinergico che migliora l'efficienza e la qualità del taglio.
Il meccanismo opera su due fronti principali:
Grazie al significativo contributo termico della reazione di ossidazione, il taglio laser ad ossigeno richiede solo circa 50% dell'energia laser necessaria per il taglio a fusione pura. Questa efficienza energetica si traduce in velocità di taglio notevolmente superiori rispetto ai metodi di vaporizzazione laser o di taglio per fusione.
L'ossitaglio laser è particolarmente efficace per i materiali ad alta affinità con l'ossigeno, come ad esempio:
Tuttavia, è meno adatta per i materiali che formano ossidi refrattari o che hanno una bassa tendenza all'ossidazione, come gli acciai inossidabili, il titanio, l'alluminio e le loro leghe. Per questi materiali sono più adatte altre tecniche di taglio laser, come il taglio per fusione con assistenza di gas inerte.
4) Scrittura laser e frattura controllata
La scalfittura laser è una tecnica di lavorazione di precisione dei materiali che utilizza laser ad alta densità energetica per creare scanalature controllate e poco profonde sulla superficie di materiali fragili. Questo processo prevede le seguenti fasi:
La frattura controllata, una tecnica correlata, sfrutta i forti gradienti di temperatura generati durante l'incisione laser per indurre sollecitazioni termiche localizzate nei materiali fragili. Questo metodo:
Sia la scalfittura laser che la frattura controllata sono particolarmente utili per la lavorazione di materiali fragili come il vetro, la ceramica e alcuni semiconduttori, offrendo vantaggi in termini di precisione, velocità e riduzione degli scarti di materiale rispetto ai metodi di taglio tradizionali.
2.2 Caratteristiche del taglio laser
Rispetto ad altri metodi di taglio termico, il taglio laser è caratterizzato da una rapida velocità di taglio e di alta qualità.
Si può riassumere come segue.
(1) Qualità di taglio superiore
Il taglio laser raggiunge una qualità di taglio eccezionale grazie al suo piccolo punto focale, all'alta densità di energia e alla rapida velocità di taglio. Questa tecnica avanzata offre diversi vantaggi chiave:
① Taglio di precisione: il taglio laser è eccezionalmente sottile e stretto, con lati paralleli perpendicolari alla superficie del materiale. Questa precisione consente di ottenere un'accuratezza dimensionale dei pezzi tagliati di ±0,05 mm (±0,002 pollici), superando molti metodi di taglio tradizionali.
② Finitura superficiale immacolata: La superficie di taglio presenta un aspetto pulito ed esteticamente gradevole. La rugosità superficiale è ridotta a poche decine di micron (in genere 10-50 μm Ra), eliminando spesso la necessità di operazioni di finitura secondarie. In molti casi, i pezzi tagliati al laser possono essere utilizzati direttamente senza ulteriori lavorazioni meccaniche, semplificando i flussi di lavoro della produzione.
Zona termicamente alterata (ZTA) minima: Il processo di taglio laser genera una zona termicamente alterata estremamente ristretta. Questo apporto di calore localizzato si traduce in:
La combinazione di questi fattori - precisione, qualità della superficie e minimo impatto termico - rende il taglio laser la scelta ideale per le applicazioni che richiedono componenti di alta precisione, soprattutto in settori come l'aerospaziale, la produzione di dispositivi medici e la meccanica di precisione.
La tabella 1 mostra il confronto tra i metodi di taglio laser, ossiacetilenico e al plasma.
Il materiale di taglio è una lastra di acciaio a basso tenore di carbonio di 6,2 mm di spessore.
Tabella 1: confronto tra taglio laser, ossiacetilenico e al plasma
| Metodo di taglio | Larghezza della fessura / mm | Larghezza della zona interessata dal calore / mm | Forma della fessura | Velocità di taglio | costo dell'attrezzatura |
| Taglio laser | 0.2~0.3 | 0.04~0.06 | parallelo | Veloce | Alto |
| Taglio ossiacetilenico | 0.9~1.2 | 0.6~1.2 | Relativamente parallelo | lento | Basso |
| Taglio al plasma | 3.0~4.0 | 0.5~1.0 | Modellato e inclinato | Veloce | Centro |
(2) Alta efficienza di taglio
Le macchine di taglio laser eccellono in produttività grazie alle loro caratteristiche di trasmissione uniche e ai sistemi di controllo avanzati. Questi sistemi incorporano in genere più piani di lavoro CNC (Computer Numerical Control), consentendo processi di taglio completamente automatizzati e controllati con precisione.
L'operazione di taglio è straordinariamente versatile ed efficiente. Modificando semplicemente il programma CNC, gli operatori possono passare rapidamente dal taglio di pezzi con geometrie diverse. Questa flessibilità si estende alle applicazioni di taglio 2D e 3D, soddisfacendo un'ampia gamma di requisiti di produzione.
I principali vantaggi dell'efficienza del taglio laser includono:
Queste caratteristiche si combinano per ridurre significativamente i tempi di ciclo, aumentare la produttività e migliorare la produttività generale della produzione rispetto ai metodi di taglio tradizionali.
(3) Velocità di taglio elevata
Un sistema laser ad alta potenza, che in genere utilizza una sorgente da 1200 W, può raggiungere velocità di taglio notevolmente elevate per vari materiali. Nella lavorazione di lastre di acciaio a basso tenore di carbonio dello spessore di 2 mm, si possono raggiungere velocità di taglio fino a 15.000 mm/min (590 in/min), dimostrando l'efficienza della tecnologia laser nella lavorazione dei metalli.
La versatilità del taglio laser si estende anche ai materiali non metallici. Ad esempio, nel taglio di lastre di resina polipropilenica di 5 mm di spessore, la velocità può raggiungere i 15.000 mm/min, dimostrando l'adattabilità del sistema a diversi tipi di materiali e spessori.
Uno dei vantaggi principali del taglio laser è la sua natura senza contatto, che elimina la necessità di un serraggio meccanico o di un fissaggio dei pezzi. Questa caratteristica non solo riduce i costi degli utensili e semplifica l'impostazione, ma riduce anche in modo significativo i tempi ausiliari per il carico e lo scarico del materiale. L'assenza di contatto fisico riduce inoltre al minimo il rischio di deformazione del pezzo, particolarmente vantaggioso per i materiali sottili o delicati.
Inoltre, la precisione e la velocità del taglio laser contribuiscono a ridurre gli scarti di materiale e a migliorare la consistenza dei pezzi, aumentando l'efficienza produttiva complessiva. La capacità della tecnologia di eseguire tagli complessi con zone termicamente alterate ridotte al minimo la rende ideale sia per la prototipazione che per la produzione di grandi volumi in settori che vanno dall'industria automobilistica a quella elettronica.
(4) Taglio senza contatto
Il taglio laser opera senza contatto fisico tra il meccanismo di taglio e il pezzo, eliminando l'usura degli utensili e prolungando la durata dell'apparecchiatura. Questa natura senza contatto consente tagli precisi con una distorsione termica minima, particolarmente vantaggiosa per i materiali sensibili al calore.
La versatilità del taglio laser è impareggiabile: la lavorazione di diverse geometrie di pezzi richiede solo la regolazione di parametri laser quali potenza, frequenza e lunghezza focale. Questa flessibilità riduce in modo significativo i tempi di configurazione e migliora l'efficienza della produzione rispetto ai metodi di taglio tradizionali che richiedono il cambio degli utensili.
Inoltre, il taglio laser offre numerosi vantaggi ambientali ed ergonomici:
Queste caratteristiche rendono il taglio laser una scelta ideale per gli ambienti di camera bianca e per le industrie con standard qualitativi e ambientali rigorosi, come la produzione di dispositivi medici e le applicazioni aerospaziali.







