Taglio della lamiera: Tecniche, strumenti e buone pratiche
Ultimo aggiornamento:
29 settembre 2024
Condividi il tuo like:
Indice dei contenuti
I. Metodi di soppressione comuni e loro applicazioni
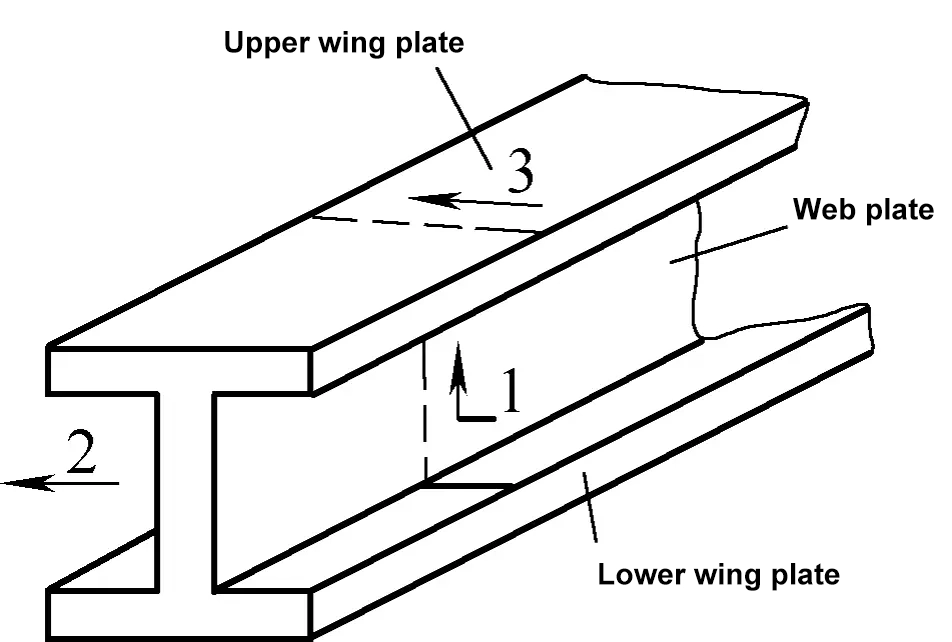
Le forme dei materiali utilizzati nella lavorazione della lamiera comprendono principalmente lamiere, profili in acciaio e materiali per tubi. Per elaborare le forme richieste e gli altri requisiti dei componenti in lamiera, le materie prime devono prima essere tagliate in spazi vuoti secondo le necessità. Questo processo è chiamato tranciatura ed è spesso la prima fase della lavorazione della lamiera.
Esistono molti metodi di tranciatura. I principali utilizzati in produzione sono la tranciatura, la punzonatura, il taglio e la lavorazione. La Tabella 1 mostra i metodi di tranciatura più comuni e le loro applicazioni.
Tabella 1 Metodi di soppressione comuni e loro applicazioni
Classificazione
Metodo
Attrezzatura
Applicazione
Tosatura
Cesoia manuale
Cesoie manuali, cesoie vibranti portatili, cesoie a ghigliottina manuali
Utilizzato per la lavorazione diritta e curva di lamiere come acciaio a basso tenore di carbonio, alluminio e sue leghe, rame e sue leghe, cartone, bachelite e fogli di plastica con spessore t≤4 mm. I pezzi lavorati hanno bassa precisione ed efficienza produttiva, ma basso costo.
Cesoiatura rettilinea a macchina
Cesoie a ghigliottina
Utilizzata per la tranciatura di materiali quali acciaio a basso tenore di carbonio, alluminio e sue leghe, rame e sue leghe, cartone, bachelite e fogli di plastica. Ha un'elevata forza di taglio, un'alta produttività e viene utilizzata per la lavorazione di lamiere di forma diritta.
Cesoie inclinate
Utilizzata per la tranciatura di materiali quali acciaio a basso tenore di carbonio, alluminio e sue leghe, rame e sue leghe, cartone, bachelite e fogli di plastica. Ha una forza di taglio inferiore, adatta a forme rettilinee di medie o grandi dimensioni, archi di grandi dimensioni e smussatura di lastre, con uno spessore di taglio fino a 40 mm.
Cesoia a piccoli passi
Cesoie vibranti
Utilizzato per la tranciatura di materiali quali acciaio a basso tenore di carbonio, alluminio e sue leghe, rame e sue leghe, cartone, bachelite e fogli di plastica. È adatto per curve complesse, perforazioni e intagli e può anche tranciare leghe di titanio.
Cesoie a disco per la laminazione
Cesoie avvolgibili a cerchio dritto
Utilizzata per la cesoiatura di materiali quali acciaio a basso tenore di carbonio, alluminio e sue leghe, rame e sue leghe, cartone, bachelite e fogli di plastica. Adatta a tranciare strisce, linee rette e archi con una precisione relativamente bassa. Sono presenti bave sui bordi tagliati, adatte alla produzione di piccoli lotti di pezzi di piccole e medie dimensioni, con uno spessore di taglio fino a 30 mm.
Cesoie avvolgibili inclinate verso il basso
Taglia linee rette e archi (R piccolo), con una precisione relativamente bassa, e bave sui bordi tagliati, con uno spessore di taglio fino a 30 mm.
Cesoie avvolgibili a tutta altezza
Curve complesse, con precisione relativamente bassa e bave sui bordi di taglio, con uno spessore di taglio fino a 20 mm, precisione ±1 mm.
Punzonatura
Punzonatura
Stampa
Comunemente utilizzata per la tranciatura, la punzonatura, il taglio e l'intaglio di lamiere e profili con t≤10 mm. Alta precisione (tranciatura IT10, punzonatura IT9), alta produttività, adatta alla produzione di lotti medi e grandi.
Taglio
Taglio a fiamma
Macchina da taglio a gas, torcia
Può essere utilizzato per la tranciatura e la rifilatura di lamiere e profili in ferro puro, acciaio a basso tenore di carbonio, acciaio a medio tenore di carbonio e alcuni acciai debolmente legati, con una precisione di ±1 mm e un costo contenuto.
Taglio al plasma
Attrezzatura da taglio, torcia
Utilizzato per il taglio di forme di acciaio al carbonio, acciaio inossidabile, acciaio altamente legato, lega di titanio, alluminio e sue leghe, rame e sue leghe e materiali non metallici con taglio stretto e spessore fino a 200 mm, precisione di ±0,5 mm, in grado anche di tagliare sott'acqua. 200 mm, precisione di ±0,5 mm, in grado di effettuare anche tagli subacquei.
Scriccatura ad arco di carbonio
Saldatore a corrente continua, pinze per sgorbiatura
Utilizzato per tagliare, rifilare, smussare e rimuovere bave di grandi dimensioni da materiali quali acciaio altamente legato, alluminio e sue leghe, rame e sue leghe.
Taglio del filo a scarica elettrica
Macchina per il taglio del filo a scarica elettrica
Utilizzato per il taglio preciso di vari materiali conduttivi, con spessore di taglio superiore a 300 mm e precisione di ±0,01 mm. In grado di tagliare qualsiasi forma di curve piane e pendenze laterali di ≤30°, particolarmente adatto per la produzione di stampi.
Taglio preciso di vari materiali, con spessore di taglio superiore a 10 mm, larghezza di taglio da 0,15 a 0,5 mm, precisione di ≤0,1 mm, ma attrezzatura costosa.
Taglio ad acqua ad alta pressione
Altissima pressione (≥400MPa) Macchina da taglio a getto d'acqua
Può essere utilizzato per vari metalli e non metallici (come vetro, ceramica, rocce), può essere dotato di abrasivi artificiali, alta precisione, può tagliare ceramiche più spesse di 10 mm, l'attrezzatura è costosa
Taglio
Operazioni manuali
Macchina per sega ad arco
Utilizzata per il taglio di vari profili, aste, tubi, piastre e altri materiali metallici/non metallici, può segare scanalature e materiali duri, gli strumenti sono poco costosi, il funzionamento è semplice, ma l'intensità del lavoro è elevata e la produttività è bassa
Sega elettrica portatile, sega a comando manuale
Utilizzata per la lavorazione di vari profili, barre, tubi, lamiere di metalli non temprati e non metallici, alta produttività, rumorosa
Macchina elettrica per il taglio dei tubi
Utilizzata per la lavorazione di tubi in metallo e plastica con diametri di ϕ200~ϕ1000mm
Telaio per il taglio dei tubi
Lavorazione di tubi di piccolo e medio diametro
Macchina per il taglio delle mole controllata a mano
Lavorazione di vari metalli e non metalli (ad eccezione di metalli non ferrosi, gomma e materie plastiche), profili, barre e tubi.
Operazioni su macchine utensili
Macchina per sega
Lavorazione di profili, barre e tubi di metalli non temprati, nonché di materie plastiche e legno, ad alta produttività.
Fresatrice per bordi, pialla
Utilizzata per il taglio, la rifilatura, la smussatura e altre lavorazioni di profili, aste e tubi di metalli non temprati e di lastre di plastica e legno, ad alta precisione.
Fresatrice per lamiera, fresatrice
Utilizzata per il taglio e la rifilatura di profili, aste e tubi di metalli non temprati, nonché di lastre di plastica e di legno, con elevata precisione, può tagliare curve complesse.
Tornio, alesatrice
Utilizzata per tagliare, smussare e rifilare aste e tubi di vari materiali, con un'elevata precisione di lavorazione.
Va notato che il metodo di taglio deve essere scelto in base alle attrezzature di lavorazione esistenti nell'azienda, alla capacità produttiva, ai requisiti di precisione dei pezzi di lamiera da lavorare, al lotto di produzione e all'economia di lavorazione.
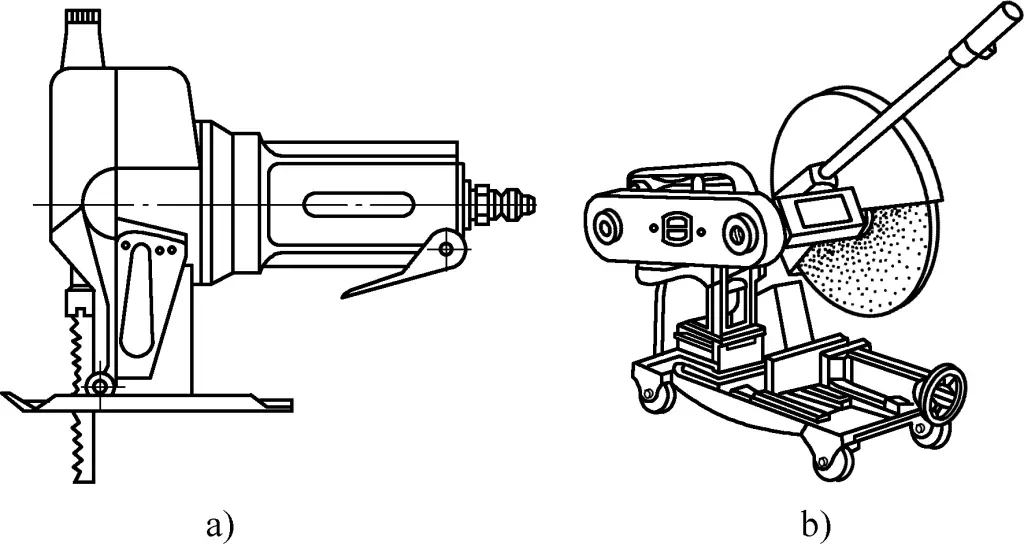
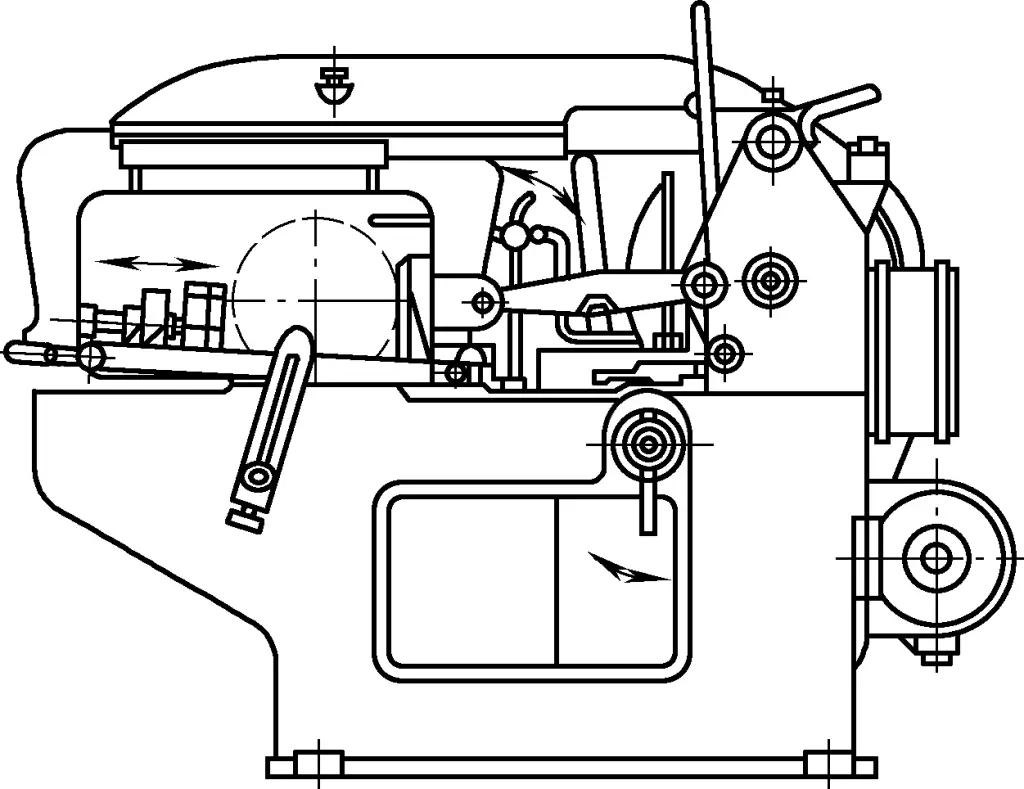
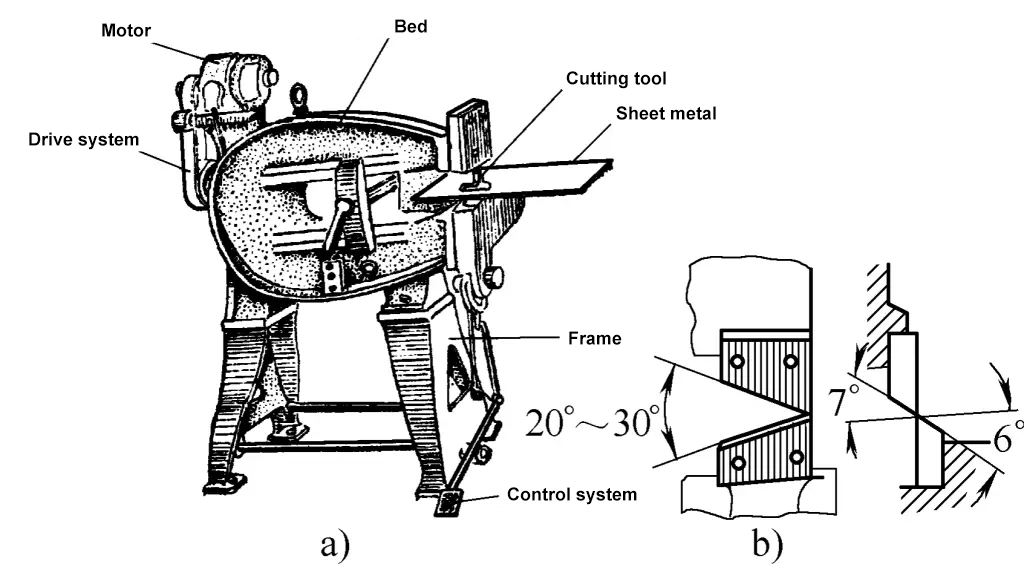
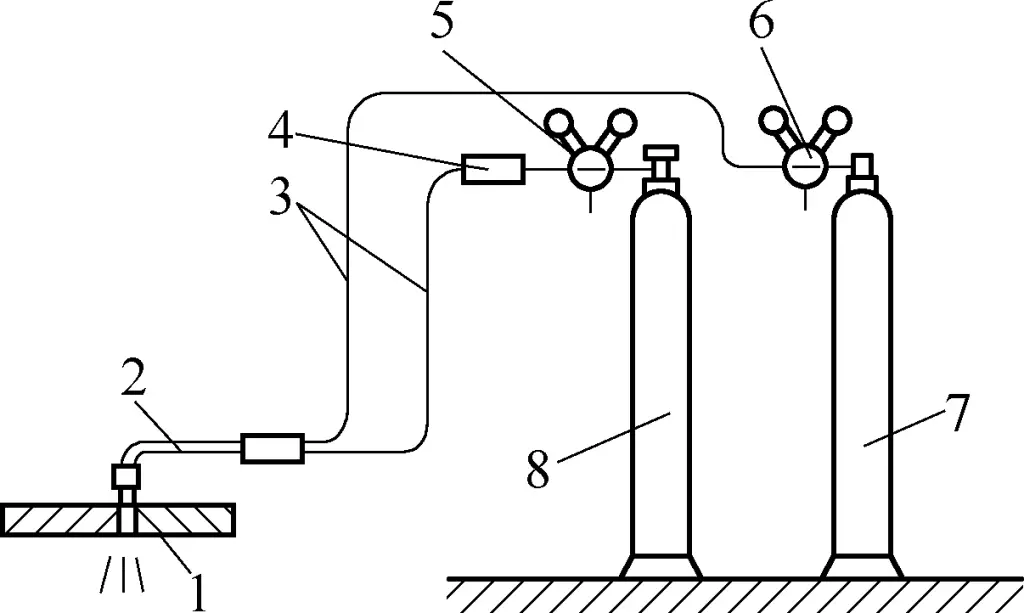
Tra i metodi di taglio sopra citati, i più utilizzati in produzione sono: la tranciatura con un cesoiapunzonatura, taglio a fiamma ossiacetilenica, taglio al plasma, taglio laser e alcuni processi di taglio. Le figure 1a e 1b mostrano le comuni seghe pneumatiche portatili e le macchine da taglio a mola utilizzate per il taglio manuale. La Figura 2 mostra una comune macchina utensile per il taglio ad arco.
Figura 1 Apparecchiatura di taglio manuale
Figura 2 Macchina per sega ad arco
II. La tosatura
La cesoiatura è un metodo di lavorazione in cui piastre, profili e barre vengono separati lungo linee rette o curve prestabilite utilizzando attrezzature o utensili di cesoiatura specializzati, ottenendo così vari sbozzi dal profilo rettilineo e curvo (a volte anche forme interne). È adatto a tutti i tipi di materiali, ad eccezione dell'acciaio temprato e dei materiali duri e fragili (come la ghisa, la ceramica, il vetro, il carburo cementato, ecc.)
1. Tecniche di cesoiatura manuale
La cesoiatura manuale è una parte importante delle competenze in materia di lamiera, che comprende l'alimentazione, la rimozione del materiale in eccesso, ecc. Quasi tutte le forme di parti in lamiera sottile possono essere cesoiate manualmente. La cesoiatura manuale è flessibile e conveniente, quasi senza restrizioni.
(1) Strumenti per la cesoiatura manuale
Gli strumenti per la cesoiatura manuale comprendono forbici dritte, forbici curve, forbici dritte pneumatiche e cesoie pneumatiche (vedi Figura 3).
Figura 3 Utensili per la cesoiatura a mano
a) Forbici dritte b) Forbici curve c) Forbici pneumatiche diritte d) Cesoie pneumatiche per punzonatura
Le forbici dritte sono cesoie manuali con bordi di taglio dritti, utilizzate per tranciare contorni dritti di lamiere, in grado di tranciare lamiere di alluminio fino a 1,5 mm di spessore e lamiere di acciaio fino a 1 mm di spessore. Le forbici curve hanno bordi di taglio che seguono una curva, utilizzate per tranciare contorni curvi di lastre, in grado di tranciare lastre di alluminio fino a 2 mm di spessore e lastre di acciaio fino a 0,8 mm di spessore. Le cesoie pneumatiche portatili sono cesoie manuali semi-meccanizzate, in grado di tranciare fino a 2,5 mm di spessore.
(2) Operazioni di cesoiatura manuale
1) Tecniche di tosatura manuale
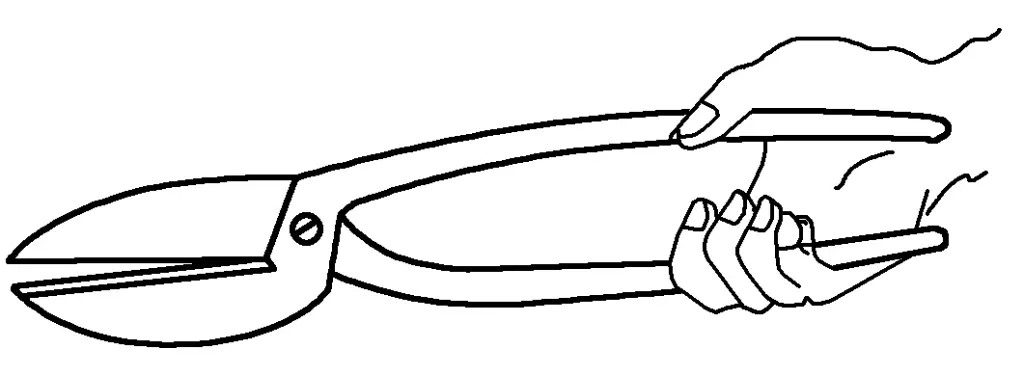
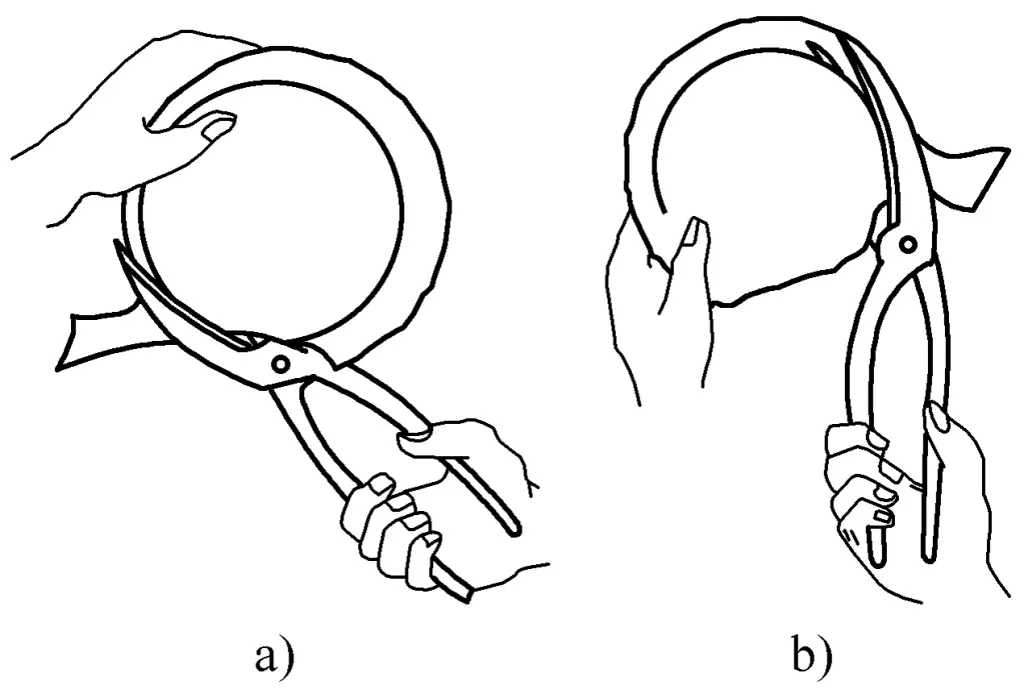
In genere, quando si tranciano manualmente lastre sottili, è consuetudine tenere le forbici con la mano destra e il materiale con la mano sinistra. La Figura 4 mostra il metodo corretto di impugnare le forbici; il manico delle forbici non deve estendersi troppo dal palmo per facilitare l'esercizio della forza sul manico e l'estremità della coda non deve essere tenuta all'interno del palmo per evitare una presa scomoda da parte della mano destra.
Figura 4 Metodo corretto di tenuta delle forbici
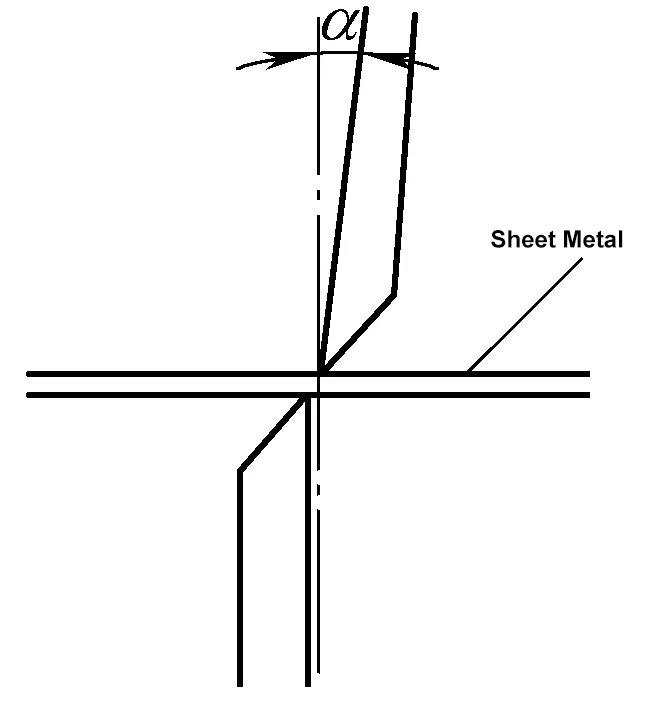
La mano sinistra tiene il materiale e lo alimenta in direzione della cesoiatura, allineando la lama superiore con la linea di cesoiatura (tangente a una linea retta o curva). Durante la cesoiatura, la lama superiore deve premere il materiale con forza e l'angolo della lama deve essere regolato in modo da facilitare la forza, come mostrato nella Figura 5.
Figura 5 Stato della lama
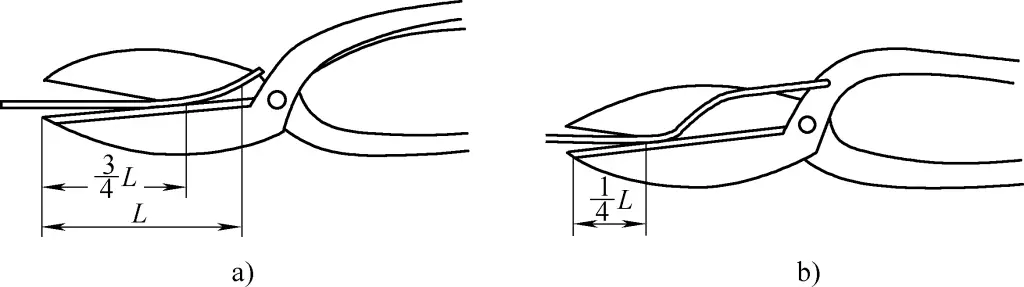
All'inizio della tosatura, le due lame devono aprirsi solo fino a 3/4 della lunghezza della lama. Alla fine di ogni taglio, le lame non devono chiudersi completamente, lasciando 1/4 della lunghezza della lama. In altre parole, le forbici devono aprirsi e chiudersi solo parzialmente dalla posizione 1/4 alla posizione 3/4 della lunghezza della lama, con una lunghezza di taglio pari a circa 1/2 della lunghezza della lama, come mostrato nella Figura 6.
Figura 6 Stato di funzionamento della lama
a) Inizio della tosatura b) Estremità di taglio
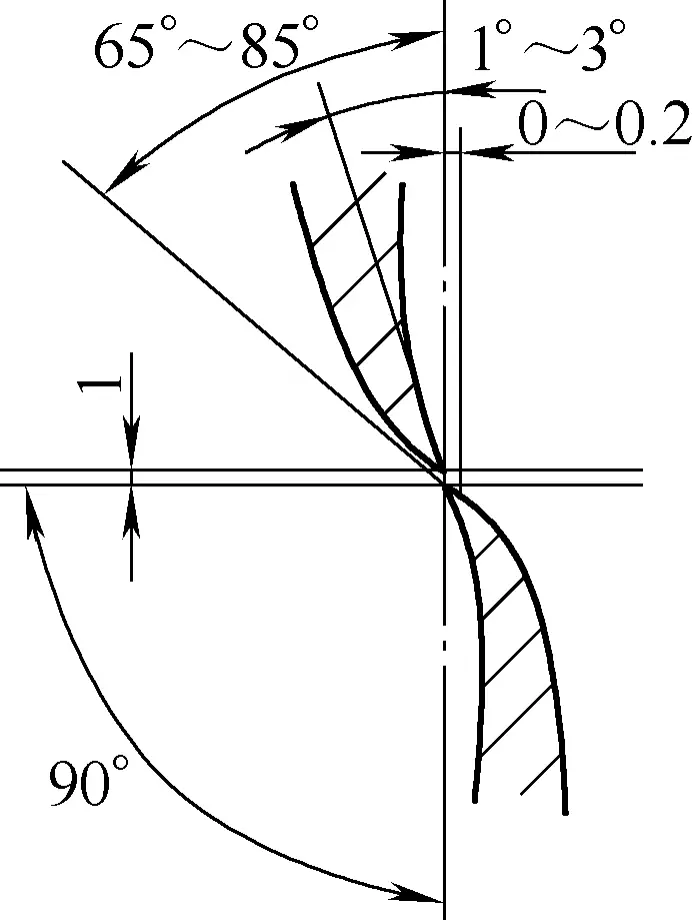
Durante la chiusura della lama, si deve applicare una pressione continua lungo la linea di taglio e i bordi di taglio devono sovrapporsi. Tra le due lame deve essere mantenuto uno spazio compreso tra 0 e 0,2 mm, con valori più piccoli per i materiali più sottili e più grandi per i materiali più spessi, come mostrato nella Figura 7.
Figura 7 Distanza tra le lame
2) Metodo di taglio delle linee rette
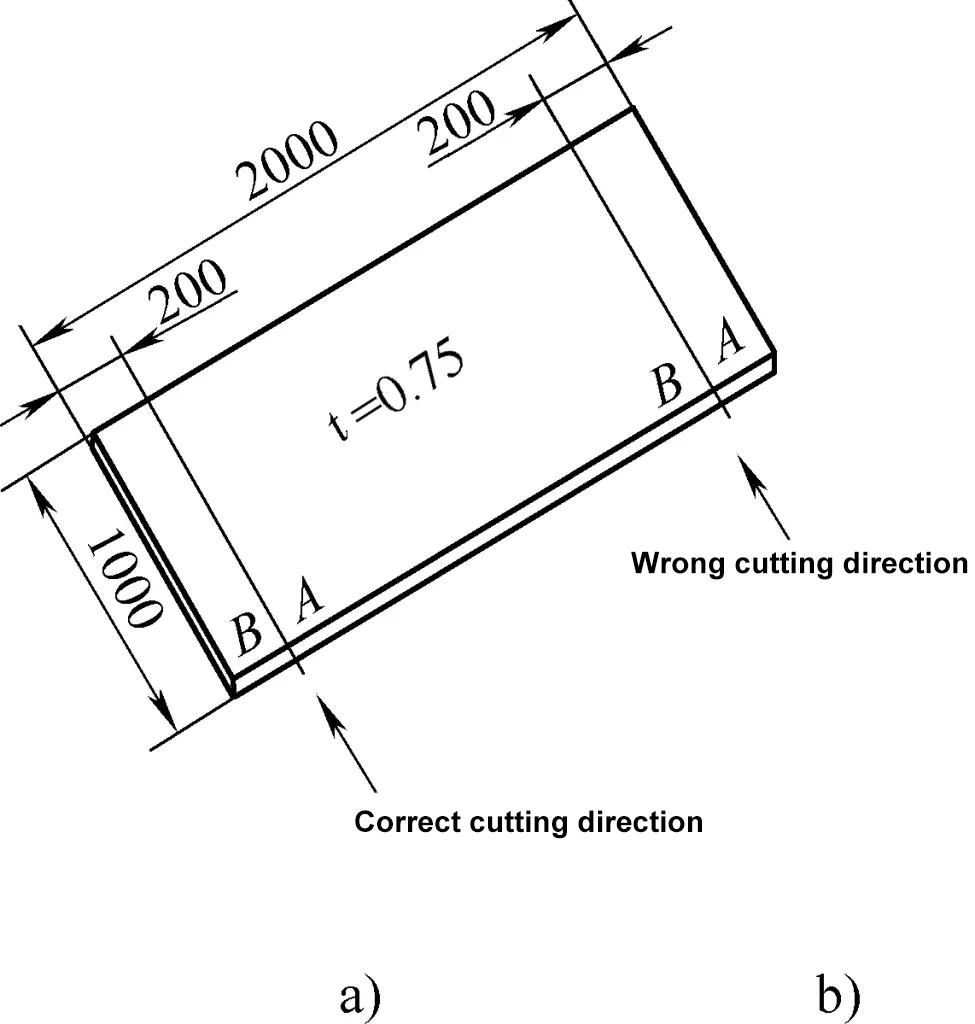
Le figure 8a e 8b mostrano rispettivamente le direzioni corrette e scorrette per il taglio delle linee rette.
Figura 8 Taglio di linee rette
La Figura 8a mostra la direzione corretta perché durante il processo di taglio, la mano destra tiene il corpo delle forbici, il piede destro calpesta il punto A, la mano sinistra tiene il punto B. Man mano che il taglio si approfondisce, la mano sinistra dovrebbe sollevarsi per aiutare a strappare nel punto di taglio e fare spazio al corpo inferiore delle forbici. Poiché la lastra B è piccola, può essere facilmente sollevata, il che la rende la direzione corretta. Nella Figura 8b, invece, l'area e il peso del punto B sono maggiori e rendono difficile il sollevamento del materiale e il taglio in profondità, quindi la direzione non è corretta.
3) Metodo di taglio degli angoli concavi e dei materiali angolari
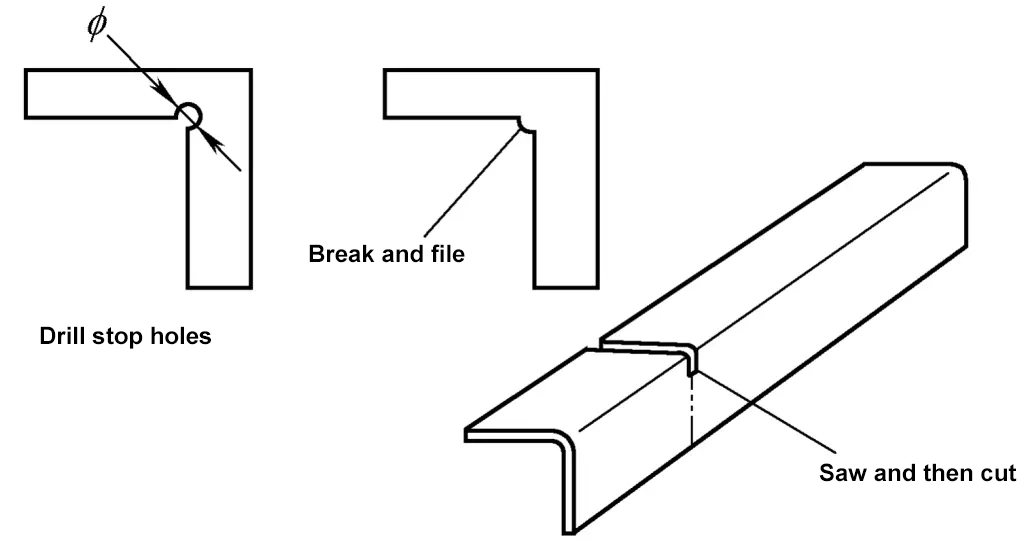
Se la linea di taglio sulla lamiera forma una forma concava per il pezzo, un cosiddetto angolo concavo, è necessario praticare un foro di arresto della fessura all'intersezione della linea di taglio concava o lasciare una certa distanza non tagliata.
Lo scopo di praticare un foro di arresto della cricca è quello di garantire che le posizioni finali delle linee di taglio su entrambi i lati cadano sul foro di arresto della cricca durante il taglio, o di lasciare una certa distanza non tagliata in modo che le estremità di taglio non lascino segni sull'intersezione del pezzo, evitando così punti di concentrazione delle tensioni.
In genere, si lascia una certa distanza non tagliata all'intersezione delle linee di taglio, si spezza il collegamento a mano e infine si usa una lima per ottenere la forma e le dimensioni richieste. Per il taglio di parti di forma diagonale, è possibile segare prima la radice e poi tagliare la linea con le forbici, come illustrato nella Figura 9.
Figura 9 Taglio di angoli concavi e materiali angolari
4) Metodo di taglio delle curve
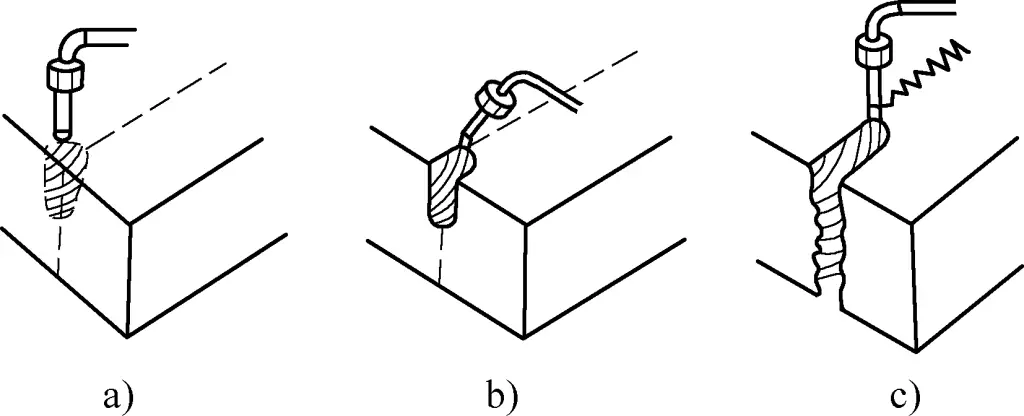
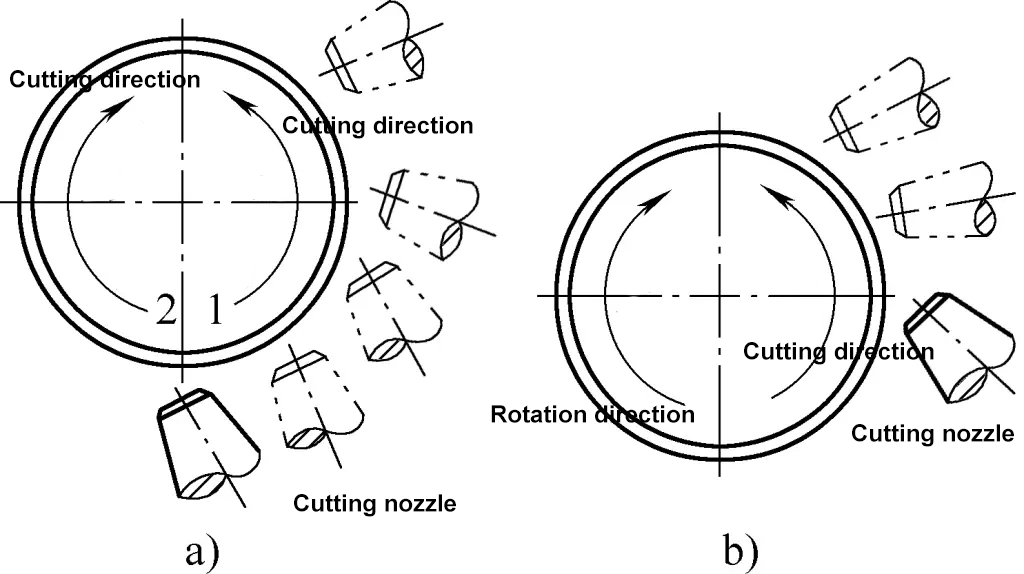
Quando la linea di taglio è una curva, la direzione di movimento delle forbici deve seguire la curva senza coprire la linea di taglio, per consentire all'operatore di controllare la lama superiore affinché rimanga tangente alla curva, come mostrato nella Figura 10.
Figura 10 Direzione di taglio
a) Direzione oraria b) Direzione antioraria
Il metodo per tagliare i fori interni consiste nel creare prima un foro di processo nella lamiera, quindi allargarlo gradualmente lungo la linea di taglio utilizzando forbici curve in modo spiralato. Per i fori interni più grandi, è preferibile un taglio a cesoia vibrante.
(3) Difetti di taglio e contromisure comuni
Durante l'operazione di taglio della lamiera, spesso si verificano problemi quali taglio incompleto, deviazione dimensionale, linee di taglio interrotte e non rettilinee, tagli e bave eccessive. Di seguito analizziamo questi problemi e forniamo le relative soluzioni.
1) Taglio della lamiera incompleto
Le ragioni principali del taglio incompleto sono:
① Lo spazio tra la lama superiore e quella inferiore è troppo grande. Diversi spazi sono adatti a diversi spessori di lamiera. Uno spazio troppo piccolo può causare l'usura della lama e l'aumento della forza di taglio, mentre uno spazio troppo grande può causare la rotazione del materiale e un taglio incompleto. La soluzione consiste nel regolare in modo appropriato la distanza tra le lame.
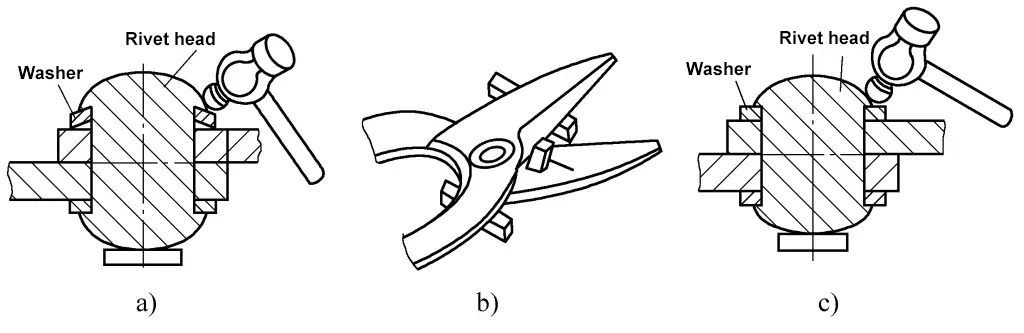
La Figura 11 mostra i metodi di regolazione del gap. Nella Figura 11a, il metodo per ridurre il divario consiste nel colpire il bordo della testa del rivetto, esercitando una pressione sulla rondella convessa delle forbici, facendo spostare un po' di metallo verso il basso e riducendo il divario della lama. Non usare una forza eccessiva; di solito sono sufficienti due o tre leggeri colpetti intorno al bordo.
Figura 11 Regolazione dello spazio tra le lame
Nella Figura 11b, il metodo per allargare la fessura consiste nel posizionare un supporto fisso sotto una lama e l'impugnatura (più è vicino al perno, meglio è), quindi colpire l'altra lama (di nuovo, più è vicino al perno, meglio è). Non usare una forza eccessiva; di solito sono sufficienti due o tre colpetti leggeri.
Se la rondella convessa è diventata piatta (come mostrato nella Figura 11c), nessun martellamento potrà correggere lo spazio. In questo caso, la soluzione è sostituire il rivetto e la rondella convessa.
② Lama opaca. La soluzione è affilare la lama.
③ La lamiera è troppo spessa e supera la portata del taglio manuale.
2) Deviazione dimensionale nel taglio
Il motivo principale della deviazione dimensionale è che la lama superiore della forbice non è allineata con la linea di taglio della lamiera. Per le linee di taglio diritte, la lama superiore deve allinearsi e premere lungo la linea. Per le linee curve, le forbici devono evitare di coprire la linea tracciata e la lama superiore deve premere sulla lamiera e rimanere tangente alla linea durante il taglio.
3) Linee di taglio interrotte e non rettilinee
Questo è causato da:
① Collegamento allentato tra le forbici e la lamiera durante i tagli successivi. L'allineamento continuo della lama superiore con la linea può evitare questo fenomeno.
② L'uso prolungato provoca la piegatura delle lame, che formano una curva verso l'esterno o verso l'interno. La soluzione è raddrizzare la lama o sostituire le forbici.
4) Tagli
I principali motivi dei difetti di taglio sono:
① Non praticare fori di arresto della cricca nell'angolo concavo del pezzo o lasciare che la cesoia superi la linea, lasciando linee non tagliate che diventano punti di concentrazione delle sollecitazioni, portando infine a varie cricche. L'unica soluzione è praticare fori di arresto della cricca o lasciare margini di limatura come richiesto.
② La distanza tra le lame superiore e inferiore è troppo piccola e causa la chiusura dell'intera lama e il pizzicamento del pezzo durante il taglio. La soluzione consiste nel regolare lo spazio tra le lame e nell'evitare di chiudere completamente le lame durante il taglio, lasciando un quarto della lunghezza della lama per poi effettuare ulteriori tagli.
5) Sbavature eccessive
I motivi principali per cui si verificano bave eccessive sono:
① La distanza non corretta tra le lame, sia essa troppo grande o troppo piccola, causa grandi bave. La soluzione consiste nel regolare lo spazio e nel provare a tagliare alcune volte per trovare lo spazio ottimale.
② Lame opache. Le lame opache causano anche bave eccessive, quindi affilarle regolarmente migliora la qualità del prodotto e l'efficienza della lavorazione.
(4) Precauzioni durante le operazioni di taglio
Durante il taglio della lamiera, prestare attenzione a quanto segue:
1) Durante il taglio manuale di lamiere sottili, le facce di taglio delle lame devono rimanere perpendicolari alla superficie della lamiera per mantenere le lame nella posizione di taglio più efficace. È vietato inclinare la faccia di taglio contro la superficie della lamiera, in quanto provoca sbavature eccessive o addirittura tagli incompleti o il bloccaggio del pezzo tra i piani di rotazione delle lame.
2) La forza di taglio applicata dalle lame sul pezzo deve essere continua e regolare. Quando si tagliano fogli più spessi, evitare di martellare il dorso delle forbici per aumentare la forza di taglio, poiché ciò può danneggiare i bordi delle lame e trasformare le curve in linee spezzate, compromettendo la qualità del taglio. Per aumentare la forza di taglio, invece, estendere la lunghezza dei manici delle forbici, ad esempio fissando un tubo d'acciaio.
2. Tecniche di scalpellatura manuale
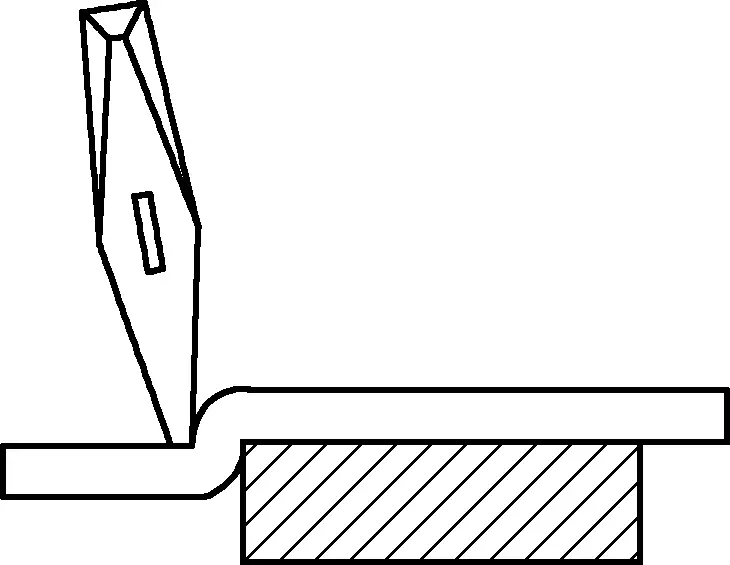
Come il taglio manuale, anche la cesellatura manuale è un'importante abilità di taglio della lamiera, tipicamente utilizzata per tagliare lamiere di spessore superiore a 3 mm. La scalpellatura si esegue con utensili a scalpello e una mazza.
La scalpellatura utilizza il movimento di taglio della lama dello scalpello per lavorare il pezzo. La caratteristica principale della scalpellatura manuale è che non è limitata dalla posizione di lavoro o dalla forma dei pezzi, rendendo l'operazione semplice e flessibile.
(1) Utensili da taglio manuali
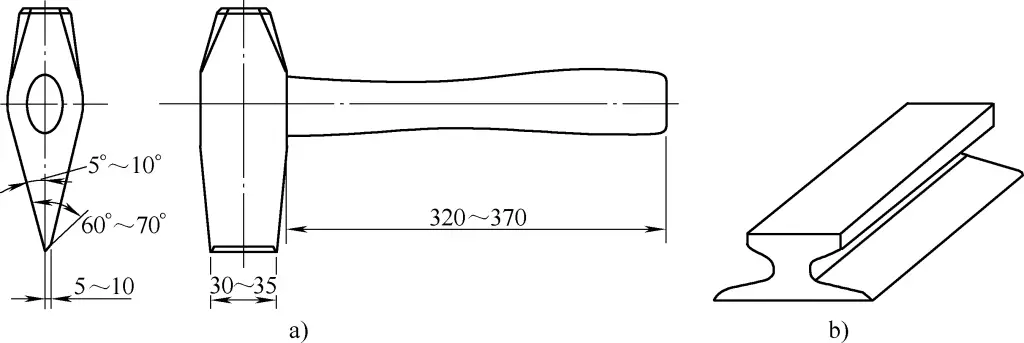
Utilizzato comunemente utensili da taglio manuali - kezi, divisi in kezi superiore e kezi inferiore, come illustrato nella Figura 12. Tra questi, il kezi inferiore è solitamente realizzato con lame di forbici di scarto o lavorato con binari d'acciaio (vedi Figura 12b).
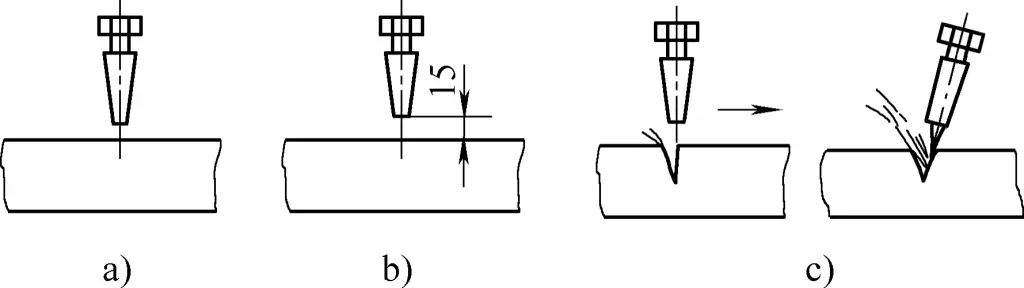
Figura 12 Utensili da taglio
a) Dimensioni del kezi superiore b) Kezi inferiore
La parte della lama del kezi superiore ha una forma a cuneo asimmetrica. Durante il taglio, il lato sinistro della punta della lama (vedi Figura 12a) è la parte del pezzo grezzo, mentre il lato destro è la parte di scarto. Sotto la forza del martello sulla parte superiore, la punta della lama del kezi viene schiacciata nel materiale del pezzo lungo l'asse del kezi.
Quando la punta della lama si incunea nella maggior parte della lamiera, a causa della notevole forza di compressione sul lato di scarto della lama asimmetrica a forma di cuneo, la lamiera viene strappata lungo la linea della punta della lama prima che questa raggiunga il fondo della lamiera, separando il materiale.
Come si può vedere nella Figura 12a, la sezione trasversale della punta della lama del kezi è diversa da quella degli utensili generici. La punta spessa e larga della lama assicura che il kezi non si deformi o si rompa sotto una forza d'urto significativa e impedisce alla punta della lama di conficcarsi in materiali duri e fragili, che potrebbero causare rotture o espulsioni e potenzialmente provocare lesioni. Garantisce soprattutto la funzione del kezi di separare i materiali (in particolare le lamiere).
(2) Tecniche di taglio a mano
Prima di eseguire il taglio a mano su un pezzo, è necessario familiarizzare con il disegno del pezzo e capire la forma e le dimensioni del pezzo. Il kezi scelto dovrebbe avere un manico lungo circa 320-370 mm, con uno spessore della lama di circa 5-10 mm, come mostrato nella Figura 12a.
Quando si esegue il taglio a mano, il palmo della mano deve essere rivolto verso il basso, tenendo il manico del kezi con la mano a circa 30-40 mm di distanza dall'estremità del manico del kezi.
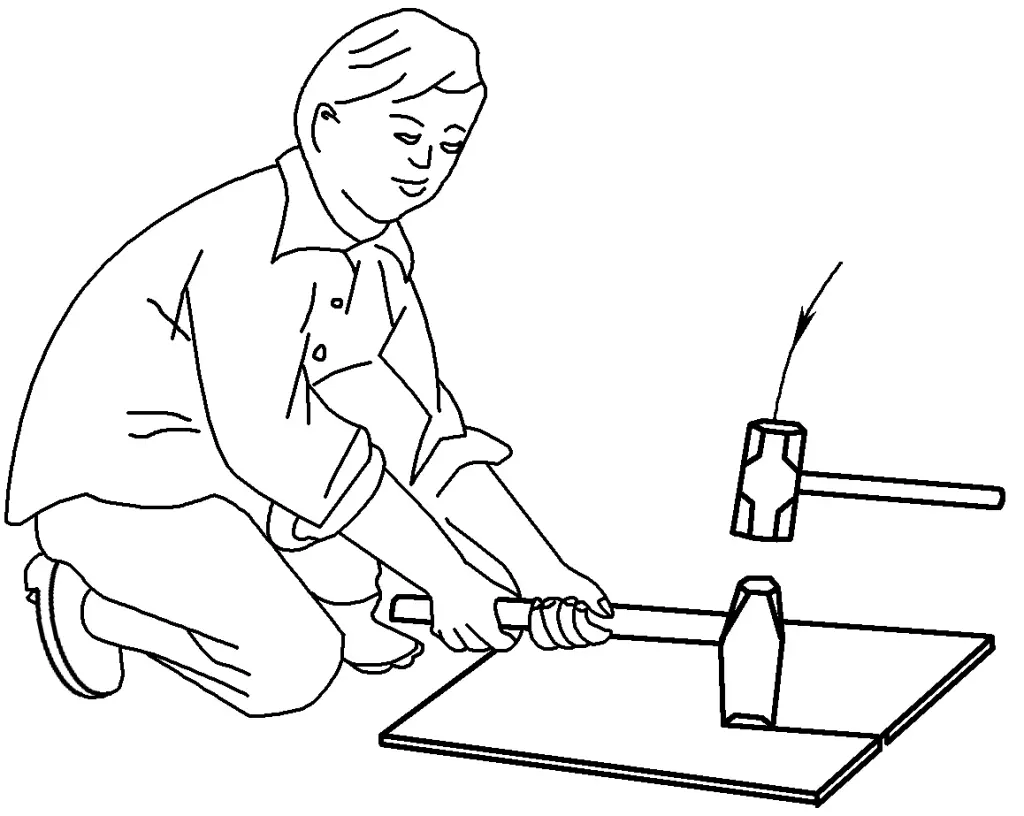
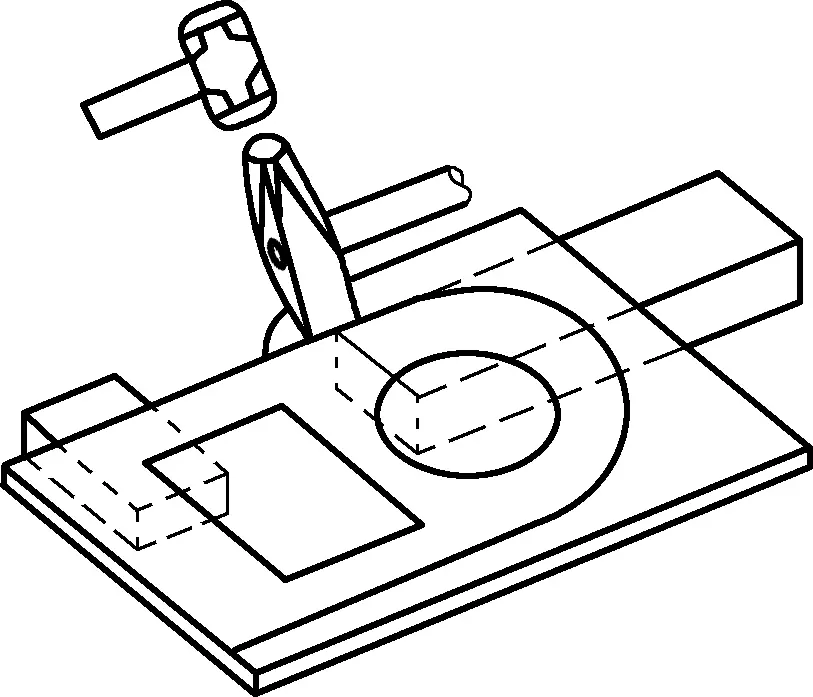
Il taglio viene effettuato da due persone che lavorano insieme. La persona che tiene il manico del kezi lo afferra saldamente con entrambe le mani, rendendo il kezi leggermente inclinato. Dopo aver allineato la punta della lama con la linea sulla lamiera, raddrizza il kezi, si mette leggermente in piedi e si concentra sulla punta della lama. L'altra persona colpisce quindi la parte superiore del kezi con una mazza, assicurandosi che i colpi siano dritti e precisi. Quando si tagliano lastre di acciaio marcate sulla piattaforma, la persona che tiene il manico del kezi deve accovacciarsi, sporgersi leggermente in avanti, ma tenere la testa eretta e leggermente indietro.
Sporgersi in avanti aiuta a mantenere stabile l'impugnatura in verticale e tenere la testa leggermente indietro facilita l'osservazione della linea, l'allineamento ed evita errori accidentali da parte di chi impugna il martello. Il piede sinistro deve avanzare leggermente, con il polpaccio verticale rispetto al terreno e la coscia tra le due braccia, mentre il piede destro deve appoggiarsi leggermente all'indietro con la suola che tocca il terreno, come mostrato nella Figura 13.
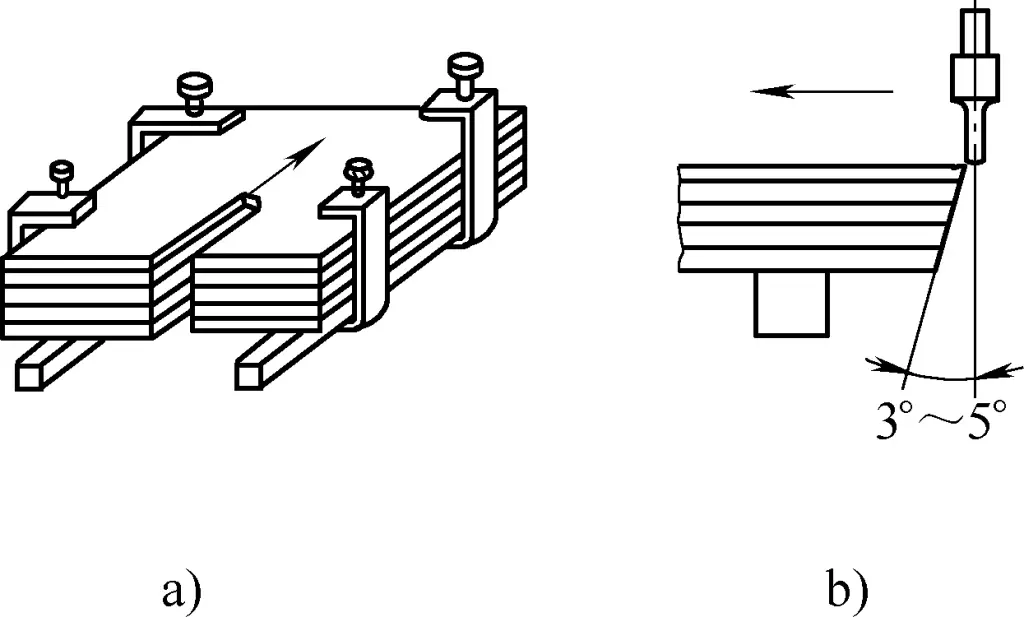
Figura 13 Operazione di taglio
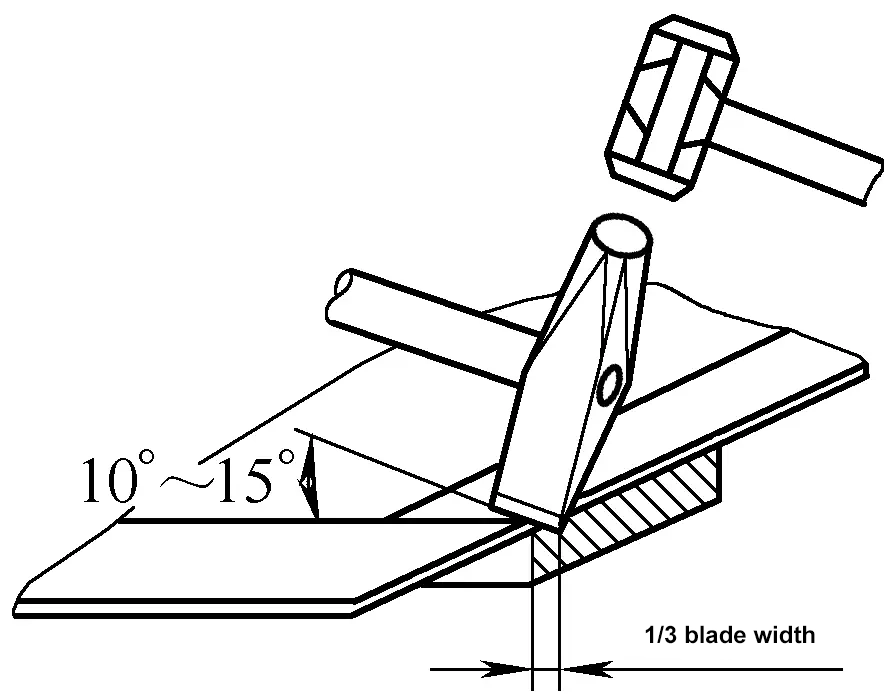
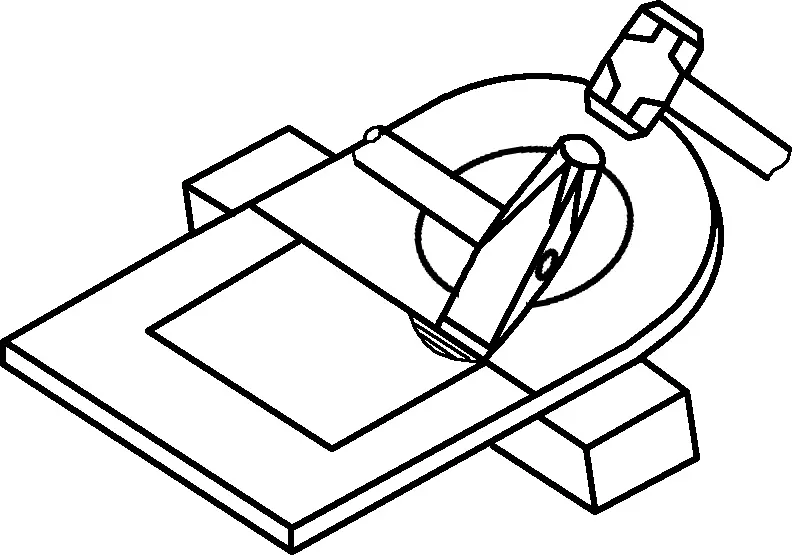
Durante il taglio, allineare l'estremità anteriore della lama kezi con la linea di lavoro, assicurandosi che la kezi non sia completamente premuta nella lamiera. Il taglio deve iniziare dal bordo della lamiera, con 1/3 della lama kezi che si estende oltre il bordo della lamiera e si allinea con la lama kezi inferiore.
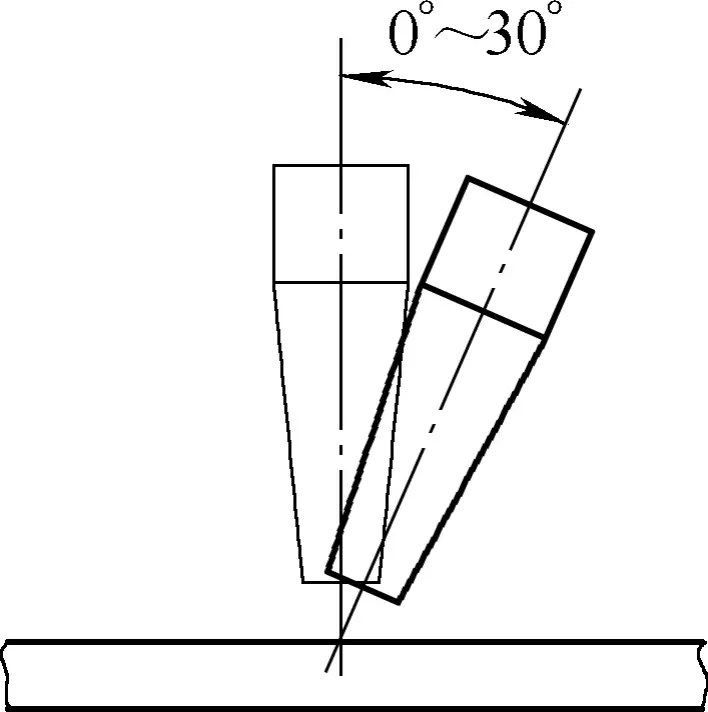
Una volta tagliato il bordo della lastra, allineare la lama con la linea per continuare a tagliare verso il basso. A questo punto, l'estremità posteriore della lama deve inclinarsi verso l'alto di 10°-15° per facilitare l'osservazione della linea, concentrare la forza di martellamento sulla parte anteriore del kezi e garantire un taglio continuo della lastra, come mostrato nella Figura 14.
Figura 14 Posizione e angolo di Kezi
Dopo aver martellato la parte superiore del kezi, inclinare rapidamente l'estremità posteriore della lama verso l'alto, facendo scivolare all'indietro l'estremità anteriore della lama lungo la scanalatura di taglio fino a completare la linea di taglio. Per avvicinarsi alla fine del taglio, martellare delicatamente per evitare di danneggiare la lama e la superficie della piattaforma.
Durante il processo di taglio, a causa dell'azione del lato della punta della lama, la lamiera si piegherà lateralmente e si deformerà a causa dell'estrusione locale, pertanto è necessario applicare una correzione appiattita alla lamiera dopo il taglio.
Al termine dell'operazione di taglio, pulire immediatamente l'area di lavoro.
(3) Fasi e metodi di taglio a mano
Nonostante la varietà di parti in lamiera da tagliare, le fasi e i metodi del processo di taglio sono generalmente gli stessi. La seguente descrizione dettagliata delle fasi e dei metodi di taglio a mano è fornita attraverso un esempio.
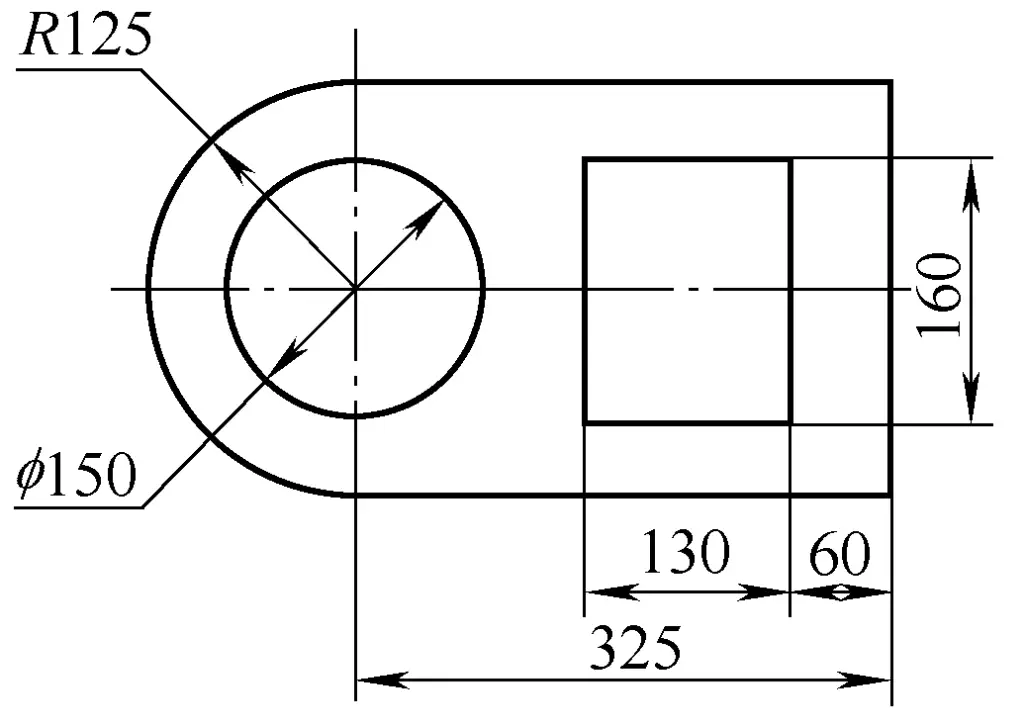
Il pezzo mostrato nella Figura 15 è realizzato con una lastra di acciaio Q235A di 4 mm di spessore. Gli angoli del foro interno non devono fessurarsi dopo il taglio. Le fasi e i metodi di taglio sono i seguenti:
Figura 15 Taglio del pezzo
1) Marcatura
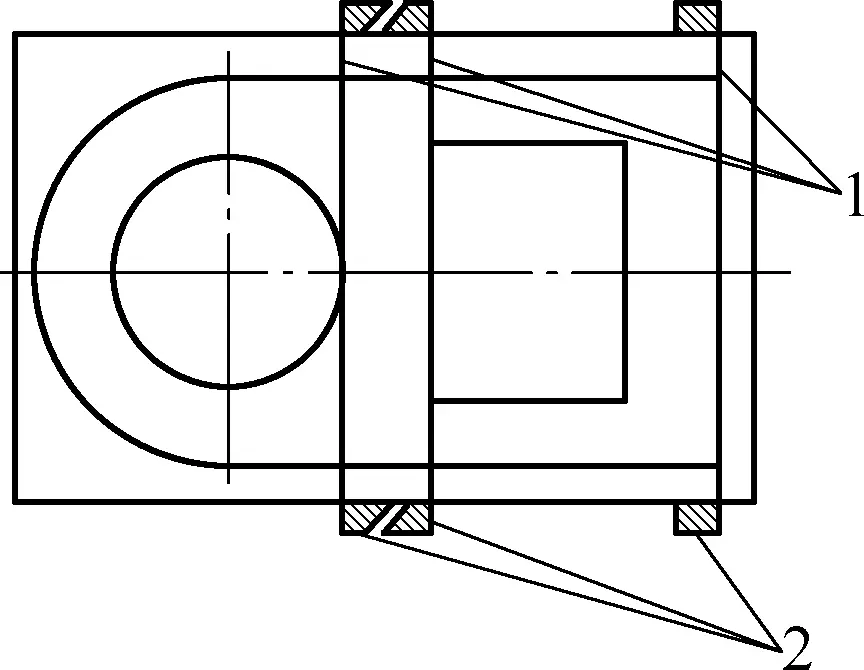
Preparare la lamiera da lavorare, usare una dima per la marcatura o disegnare direttamente il modello sulla lamiera in scala 1:1. Per facilitare l'allineamento, determinare prima il punto di taglio iniziale, quindi tracciare la linea di partenza sul bordo della lamiera per allinearla con la lama kezi inferiore, come mostrato nella Figura 16.
Figura 16 Allineamento della linea di partenza con la lama inferiore del kezi
1-Linea di partenza 2-Lama kezi inferiore
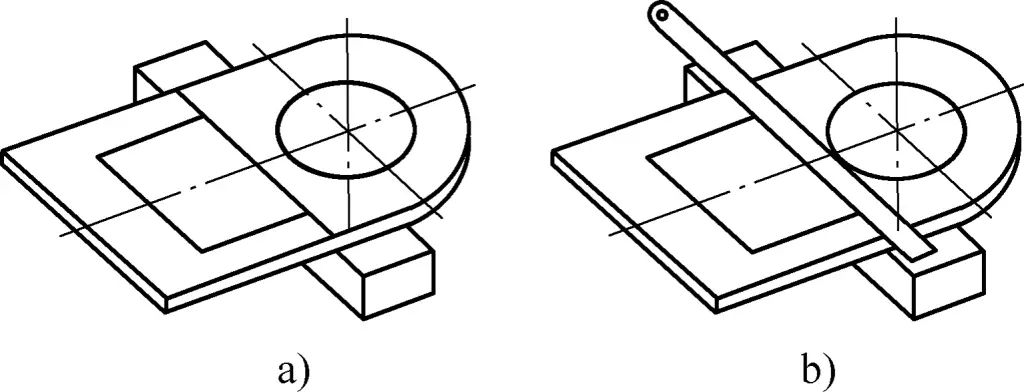
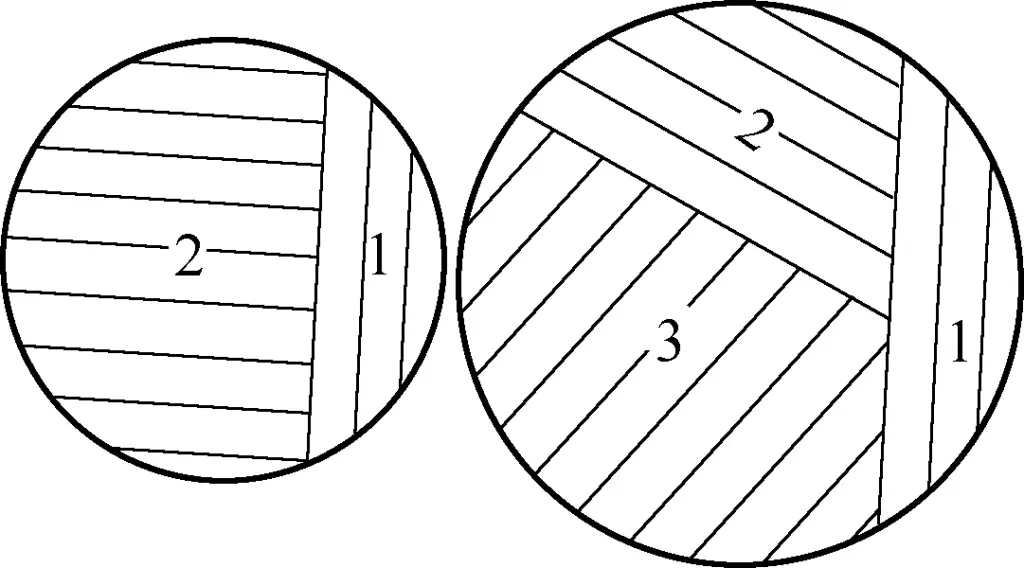
2) Determinare la sequenza di taglio
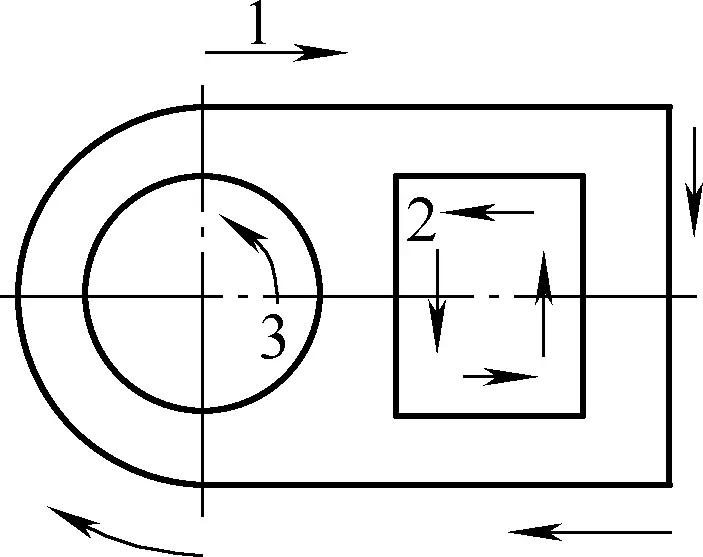
Analizzare il modello del pezzo e determinare la sequenza di taglio. In genere, la sequenza di taglio è: prima la forma esterna, poi i fori interni; prima le linee rette, poi le curve; prima le parti intere, poi le sezioni. La sequenza di taglio per il pezzo illustrato nella Figura 15 è disposta come illustrato nella Figura 17.
Figura 17 Ordine di taglio
3) Taglio di sezioni rettilinee
Il metodo di taglio per le sezioni diritte è:
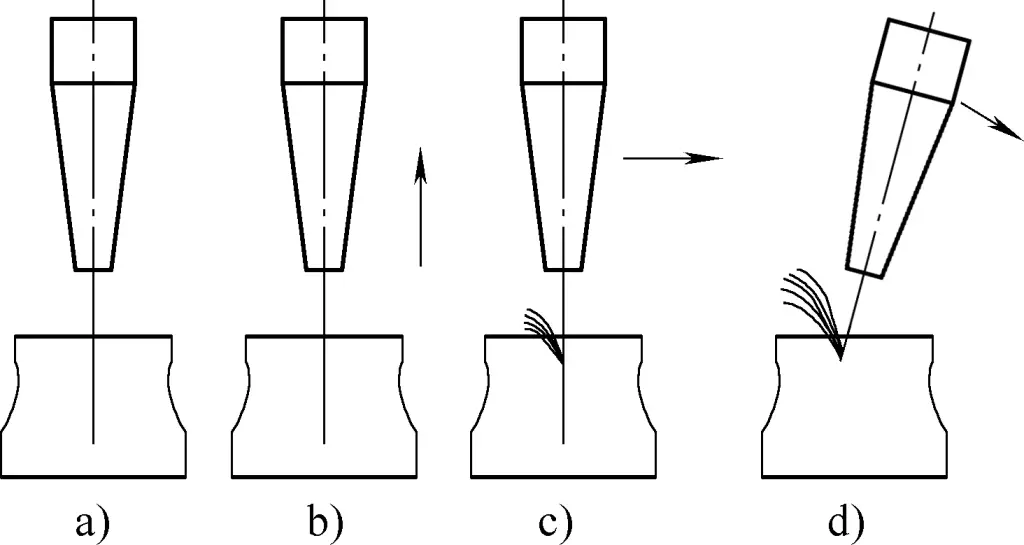
① Iniziare a tagliare.
Posare la lastra in piano sul bordo di taglio inferiore, con il materiale in eccesso che sporge oltre il bordo di taglio, allineandolo con precisione alla linea di taglio in modo che coincida con il bordo inferiore. La posizione e l'angolo della taglierina sono indicati nella Figura 14.
Quando si inizia il taglio, la forza di martellamento deve essere più leggera per consentire la regolazione se il taglio iniziale non è preciso, evitando di danneggiare i taglienti a causa della collisione. Una volta confermata l'accuratezza del taglio iniziale, procedere con un taglio progressivamente diritto lungo il bordo della fresa inferiore.
② Taglio.
Durante il processo di taglio, assicurarsi che la linea di taglio della lastra sia allineata con il bordo inferiore, mantenendo un angolo adeguato sulla fresa superiore e mantenendo i due bordi vicini. In caso contrario, si potrebbero verificare tagli incompleti e deformazioni della piegatura, come illustrato nella Figura 18.
Figura 18 Deformazione a flessione della lamiera durante il taglio
Per migliorare la qualità durante il taglio, è necessario correggere costantemente qualsiasi deviazione e regolare la forza di martellamento. Ciò richiede che l'operatore rimanga attento e strettamente coordinato, con il martellatore che segue i comandi del portalama.
4) Taglio di sezioni curve
Il metodo di taglio per le sezioni curve è:
① Iniziare a tagliare.
Quando il taglio raggiunge una sezione curva, tagliare prima il materiale in eccesso dalla sezione diritta completata per evitare interferenze. Per ridurre al minimo la deformazione, posizionare la parte circolare sul bordo inferiore e ruotare continuamente il pezzo, utilizzando sempre l'estremità del bordo inferiore per il taglio (vedere Figura 19).
Figura 19 Avvio del taglio di sezioni curve
② Taglio.
Quando si tagliano le curve, sia il bordo superiore che quello inferiore sono rettilinei, quindi ogni taglio crea solo un segmento. L'essenza del taglio delle curve consiste nel ritagliare segmenti rettilinei lungo le tangenti della curva, formando un poligono che approssima la curva. Più i segmenti sono corti, più si avvicinano alla curva.
Il requisito per le curve di taglio è mantenere ogni taglio minimo e ruotare frequentemente la lastra; i colpi di martello devono essere brevi e di forza adeguata.
5) Taglio di fori quadrati interni
Per garantire un'apertura accurata per i fori quadrati interni, allineare come mostrato nella Figura 20. Per iniziare il taglio, colpire leggermente il bordo superiore nel punto di contatto con la lamiera. Una volta che il taglio iniziale raggiunge 2-3 volte la larghezza del bordo, appoggiare il bordo superiore e tagliare completamente (vedere Figura 21). Dopo l'apertura, il metodo di taglio è lo stesso delle sezioni diritte.
Figura 20 Allineamento per l'apertura di fori quadrati interni
a) Allineamento tramite linea di demarcazione b) Allineare con il bordo dritto sulla linea
Figura 21 Taglio iniziale dei fori quadrati interni
6) Taglio di fori circolari interni
Per il taglio di fori circolari interni, scegliere innanzitutto il punto di partenza. Per facilitare l'inizio del taglio, selezionare un punto che consenta un facile serraggio e allineare la tangente a questo punto con il bordo inferiore (vedere Figura 22). Il metodo di taglio è simile a quello delle sezioni curve.
Figura 22 Taglio di fori circolari interni
(4) Precauzioni per le operazioni di taglio manuale
Durante il taglio manuale, la forza di taglio viene applicata da una seconda persona che colpisce la parte superiore della taglierina con una mazza. Nel momento in cui il martello entra in contatto con la taglierina, le linee centrali del martello e della taglierina devono essere allineate e perpendicolari al piano della lamiera.
La postura del manico deve essere corretta, la presa stabile e l'allineamento della fresa rapido e preciso. Il martellatore deve colpire in modo dritto e preciso, con entrambe le parti concentrate e coordinate.
Controllare la presenza di pedoni nell'area circostante durante il taglio; iniziare con un'altezza del martello bassa fino a quando la precisione e la stabilità sono garantite, quindi aumentare l'altezza e la forza del martello.
Gli operatori non devono indossare i guanti durante il taglio, in particolare il martellatore, poiché i guanti riducono il feedback tattile e possono causare la perdita della presa, con conseguenti incidenti. I guanti devono essere indossati per la sbavatura, la manipolazione dei pezzi e del materiale in eccesso per evitare lesioni.
Controllare frequentemente la tenuta della mazza e della fresa, assicurandosi che l'impugnatura sia fissata con cunei per evitare l'allentamento dovuto all'uso prolungato. Inoltre, affilate e rimuovete eventuali bave dalla parte superiore della fresa per evitare di ferirvi con i detriti volanti causati dal martellamento.
Quando il pezzo sta per staccarsi, tagliare delicatamente o usare un martello a mano per evitare di danneggiare i bordi di taglio o la superficie.
3. Tecniche di cesoiatura meccanica
La cesoiatura meccanica utilizza attrezzature specializzate per tagliare e separare le lamiere, ampiamente utilizzate nel taglio delle lamiere per la loro elevata efficienza e precisione.
(1) Apparecchiatura di cesoiatura meccanica
Le apparecchiature di cesoiatura meccanica comprendono cesoie a ghigliottina, cesoie a vibrazione e cesoie rotanti.
Le cesoie a ghigliottina sono utilizzate principalmente per tagliare i fogli in linee rette e funzionano secondo il principio delle lame lineari sui bordi di taglio superiore e inferiore.
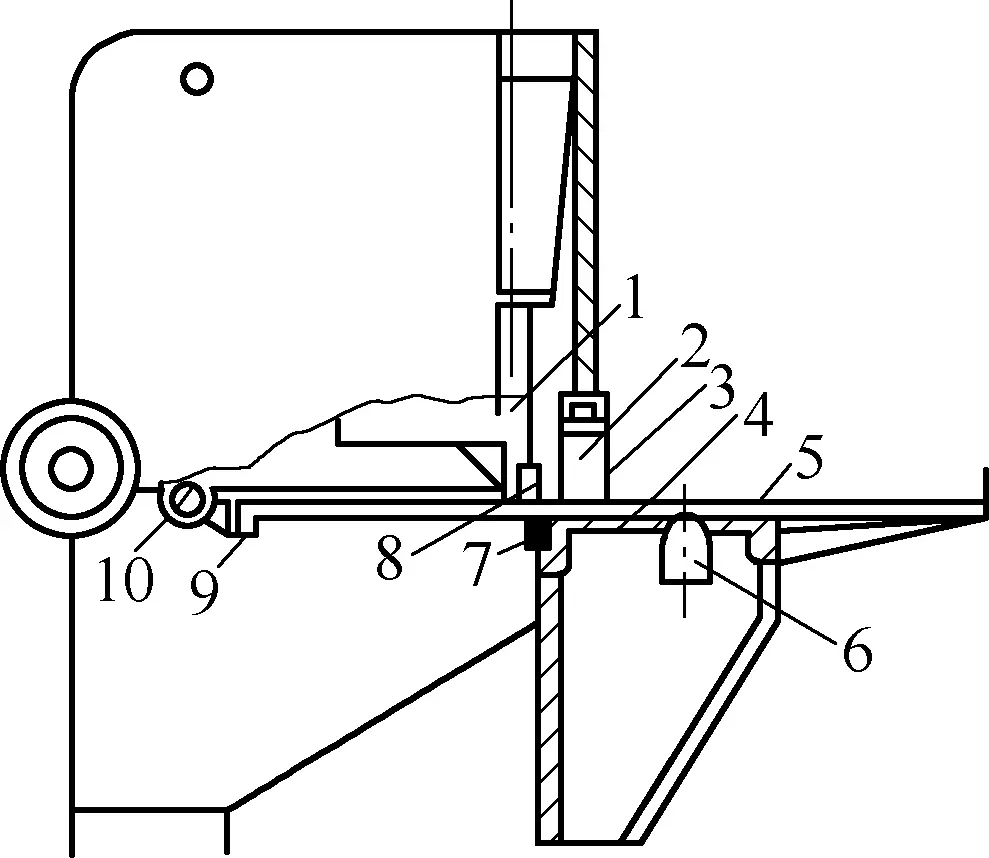
La Figura 23 mostra uno schema del principio della cesoia a ghigliottina. La lama superiore (8) è fissata al portalama (1), quella inferiore (7) al tavolo (4). Le sfere (6) facilitano il movimento del foglio, con il calibro posteriore (9) posizionato dal perno di posizionamento (10).
Figura 23 Principio della cesoia a ghigliottina
Supporto a 1 lama 2-Cilindro di serraggio idraulico Piastra a 3 coperchi 4 tavoli 5 fogli 6 palline 7-Lama inferiore 8-Lama superiore Calibro 9 posteriore Pin di posizionamento a 10 posizioni
Il cilindro di pressione idraulica 2 viene utilizzato per premere la lamiera, evitando che si capovolga durante la cesoiatura. La piastra di protezione 3 è un dispositivo di sicurezza per evitare incidenti sul lavoro. Durante il funzionamento, l'albero a gomiti aziona il cursore della cesoia, che taglia il materiale grazie al movimento relativo delle lame di taglio superiori e inferiori.
Le cesoie sono classificate in cesoie a trasmissione meccanica e cesoie a trasmissione idraulica in base ai loro metodi di trasmissione. Le cesoie con spessore della lamiera inferiore a 10 mm sono per lo più a trasmissione meccanica, mentre quelle con spessore della lamiera superiore a 10 mm utilizzano per lo più strutture a trasmissione idraulica.
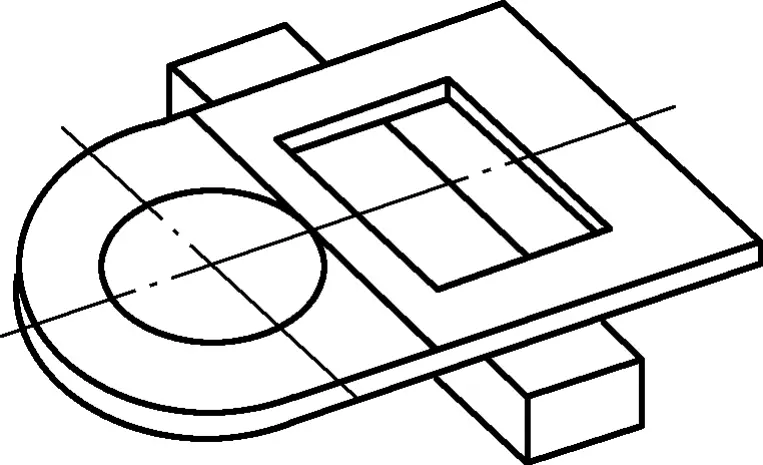
Le cesoie a vibrazione sono generalmente utilizzate per il taglio basato su linee o sagome, comunemente impiegate per la lavorazione di fogli di spessore inferiore a 2 mm. Il suo principio di funzionamento prevede la generazione di un movimento alternativo ad alta velocità della lama superiore contro la lama inferiore attraverso una trasmissione meccanica, tagliando la lamiera in piccoli segmenti. Pertanto, può essere utilizzato anche per tagliare profili esterni e interni curvi con raggi di curvatura maggiori. La sua struttura e il suo principio di funzionamento sono illustrati nella Figura 24.
Figura 24 Cesoia a vibrazione
a) Aspetto b) Lame superiori e inferiori
La cesoia a rullo è in grado di tagliare in linea retta o lungo una curva. Sfruttando la caratteristica di poter tagliare forme circolari o curve, la cesoia può sostituire le fustelle per il taglio o la rifilatura di grandi dimensioni. parti di stampaggio nella produzione di piccoli lotti, anche se la qualità della cesoiatura e la produttività non sono elevate. La cesoia a rulli utilizza una coppia di lame circolari che ruotano in direzioni opposte per tranciare la lamiera.
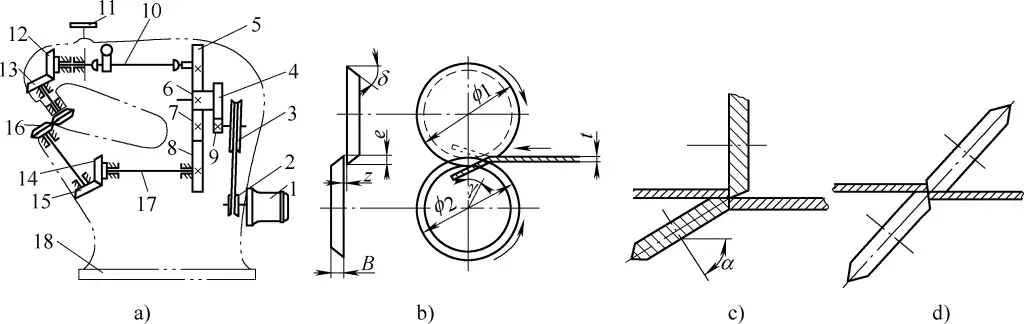
La Figura 25a mostra la struttura e il principio di funzionamento della cesoia a rulli, mentre le Figure 25b, c e d mostrano diverse configurazioni delle lame circolari.
Figura 25 Macchina cesoia rotante
a) Struttura della cesoia a rulli b) Configurazione rettilinea di lame circolari c) Configurazione rettilinea inclinata di lame circolari d) Configurazione inclinata delle lame circolari 1-Motore 2, 3 pulegge 4-9 marce 10 alberi 11-Impugnatura operativa Ingranaggi a 12-15 marce a gomito 16 lame circolari 17-Albero di trasmissione Base 18
(2) Metodi di base della cesoiatura con macchine cesoiatrici
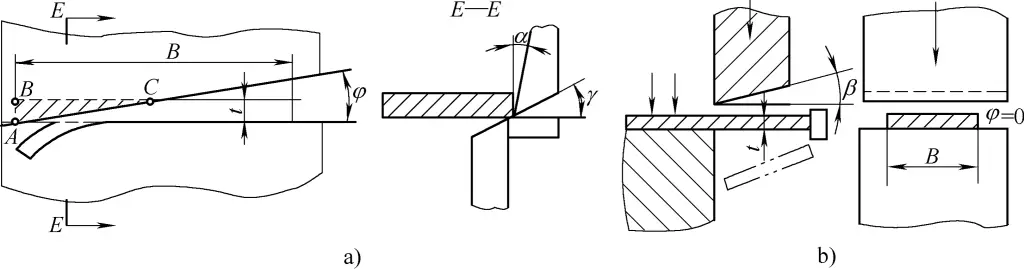
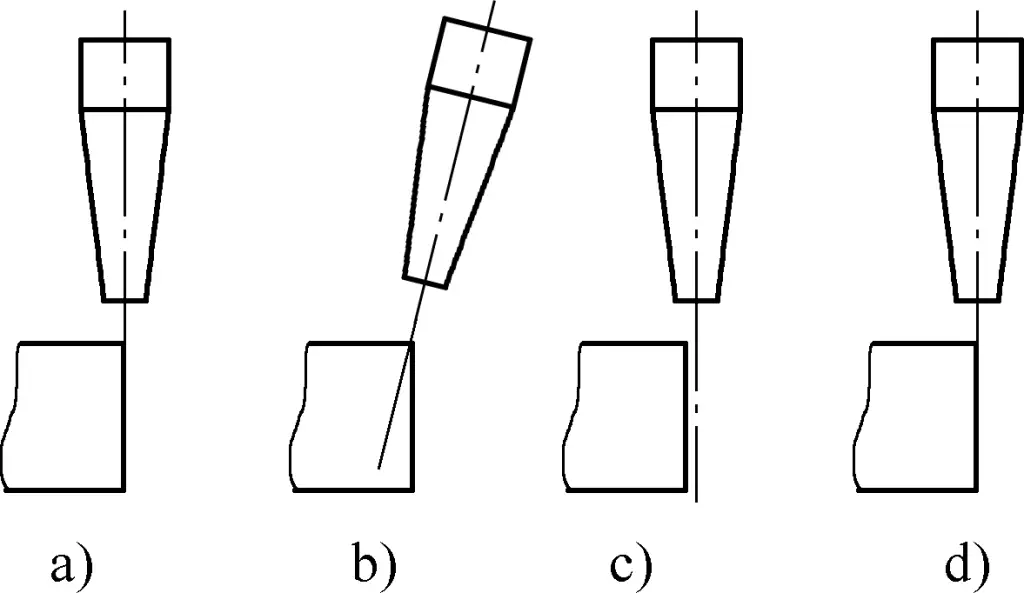
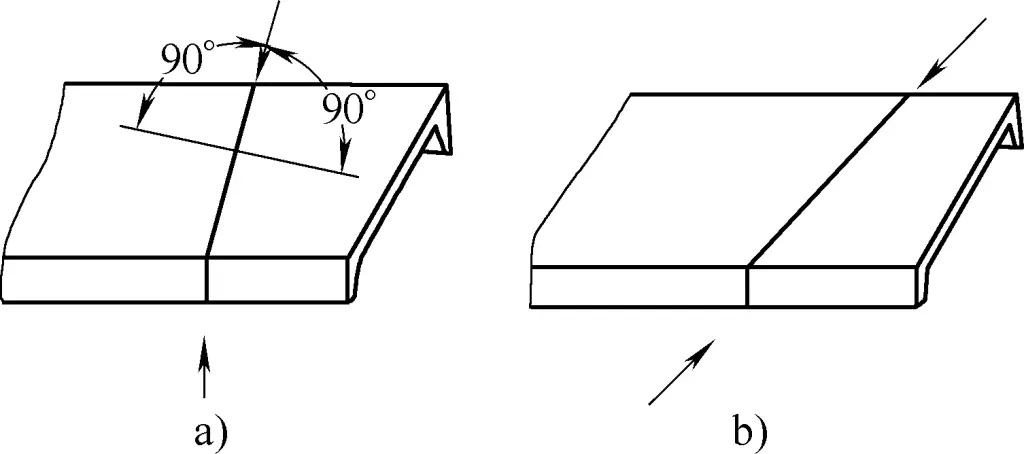
Le cesoie si dividono in cesoie a lama piatta e cesoie a lama inclinata in base al diverso montaggio delle lame superiori e inferiori. La cesoiatura a lame inclinate è più economica della cesoiatura a lame piatte e viene utilizzata soprattutto per la cesoiatura di lamiere larghe e sottili. La Figura 26a mostra un diagramma schematico della cesoiatura con lame inclinate.
La cesoiatura a lama inclinata può ridurre significativamente la forza di taglio. Nelle cesoie a lama inclinata, la lama inferiore è orizzontale e la lama superiore è inclinata di un certo angolo rispetto alla lama inferiore. Poiché la lama superiore è inclinata, la lunghezza di contatto tra la lama e il materiale durante la cesoiatura è molto inferiore alla larghezza della lamiera, con conseguente corsa maggiore, forza di cesoiatura minore e funzionamento più fluido, che la rendono adatta alla cesoiatura di lamiere sottili e larghe.
In genere, l'angolo di inclinazione φ della lama superiore è compreso tra 1° e 6°. Per spessori di lamiera di 3-10 mm, φ=1°-3°; per spessori di 12-35 mm, φ=3°-6°. γ è l'angolo di spoglia, che aiuta a ridurre la rotazione del materiale durante la tranciatura; α è l'angolo di spoglia, che aiuta a ridurre l'attrito tra la lama e il materiale. γ è generalmente 15°-20° e α è generalmente 1,5°-3°.
La Figura 26b mostra un diagramma schematico della cesoiatura a lama piatta utilizzando una cesoia a lama piatta. La caratteristica della cesoiatura a lama piatta è quella di tagliare tra lame superiori e inferiori parallele. Il valore di β è generalmente di 0°-15°. Questo tipo di cesoia ha una corsa ridotta ma una grande forza di taglio ed è adatta a cesoiare lamiere spesse e strette.
Figura 26 Forme di tranciatura
a) Cesoiatura a lama inclinata b) Cesoiatura a lama piatta
(3) Metodi di funzionamento delle macchine cesoie
Le cesoie utilizzano lame rettilinee superiori e inferiori per tranciare le lamiere grezze. Per tagliare i pezzi grezzi in determinate forme e dimensioni, le cesoie sono dotate di dispositivi di arresto, che consistono in arresti anteriori, posteriori, laterali e in arresti angolari specializzati.
Le piastre di arresto anteriori, posteriori e laterali possono essere installate e fissate sul piano di lavoro o sul telaio della cesoia e possono essere regolate in posizione anteriore e posteriore, sinistra e destra, tramite un meccanismo di regolazione. Le piastre di arresto angolari sono generalmente installate nelle scanalature a T della superficie del tavolo e possono essere installate e fissate in diverse posizioni sul tavolo in base alla forma della lamiera da tagliare.
Sebbene esistano molte cesoie a display digitale o a controllo numerico che hanno raggiunto il controllo del posizionamento automatico e la visualizzazione di alcune piastre di arresto (come la piastra di arresto posteriore), facilitando notevolmente la cesoiatura di blocchi e strisce di determinate lunghezze, la cesoiatura di forme più complesse richiede ancora la regolazione manuale di varie piastre di arresto.
Per il taglio di pezzi di forma complessa, di solito si adotta il metodo di regolazione manuale con l'ausilio di sagome. Un aspetto importante delle operazioni di taglio è la regolazione delle posizioni delle varie piastre di arresto installate sulla cesoia per completare la cesoiatura di strisce e blocchi di diverse larghezze e forme, garantendo e controllando la qualità. La cesoiatura con piastre di arresto è illustrata nella Figura 27.
Figura 27 Cesoiatura con piastre di arresto
a) Utilizzo della piastra di arresto posteriore b) Utilizzo della piastra di arresto anteriore c) Utilizzo di piastre di arresto angolari e posteriori d) Utilizzo di due piastre di arresto angolari e) Utilizzo di piastre di arresto posteriori e angolari f) Utilizzo di piastre di arresto angolari e anteriori
1) Cesoiatura di strisce di larghezza generica
Per la cesoiatura di fogli di larghezza generica, il posizionamento può essere effettuato utilizzando linee o la piastra di arresto posteriore, regolando la posizione della piastra di arresto posteriore con una vite. Durante la cesoiatura, la lamiera viene pressata con una piastra di pressatura, quindi il cursore con la lama di taglio superiore si sposta verso il basso e la lamiera viene cesoiata quando le lame di taglio superiori e inferiori si sovrappongono. La sezione cesoiata di solito non richiede ulteriori lavorazioni per garantire la qualità, come mostrato nella Figura 27a.
2) Cesoiatura di strisce più larghe
Per la tranciatura di strisce più larghe, se la lamiera viene posizionata utilizzando la piastra di arresto posteriore, la parte sporgente si abbassa a causa del suo peso. L'errore di posizionamento aumenta con l'aumentare del rapporto tra la lunghezza della sporgenza e lo spessore della lamiera (B/t). Pertanto, quando la larghezza del nastro supera i 300-400 mm, è necessario utilizzare la piastra di arresto anteriore per il posizionamento, come mostrato nella Figura 27b. La posizione del tappo anteriore può essere determinata utilizzando strumenti di misura generici o dime.
3) Taglio di blocchi trapezoidali e triangolari
Per tranciare blocchi trapezoidali e triangolari, la piastra di arresto laterale può essere utilizzata in coordinamento con altre piastre di arresto per il posizionamento.
Durante l'installazione, posizionare la dima sul tavolo, allinearla con la lama inferiore, quindi regolare e fissare la piastra di arresto laterale. Successivamente, regolare la piastra di arresto posteriore usando la dima e utilizzare entrambe le piastre di arresto laterali e posteriori per il posizionamento durante la cesoiatura, come mostrato nella Figura 27c. Analogamente, altri metodi per il posizionamento del giunto utilizzando la piastra di arresto laterale e altre piastre di arresto sono illustrati nelle Figure 27d, e e f.
4) Tagliare il materiale stretto.
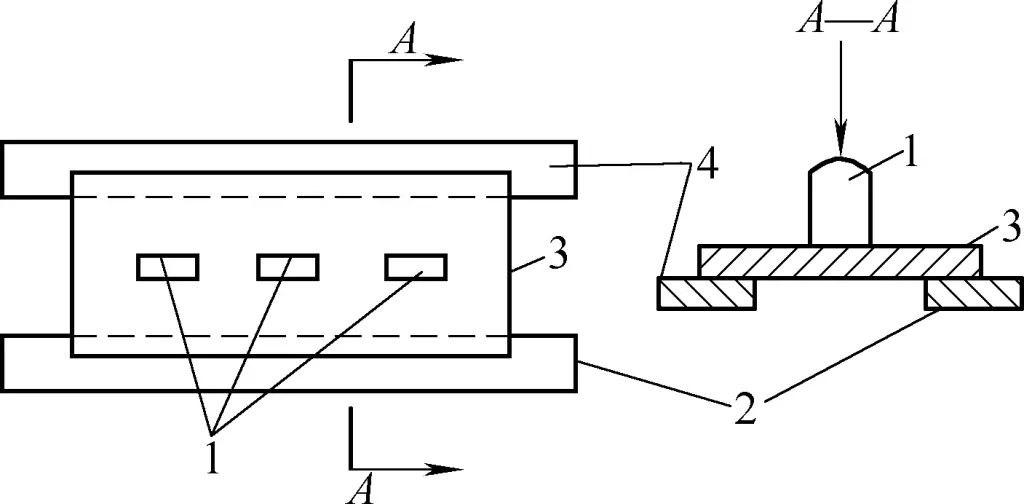
Quando la lastra è troppo lontana dal dispositivo di pressatura e non può essere pressata, per ottenere una cesoiatura sicura e uniforme, è possibile aggiungere un pannello di imbottitura dello stesso spessore della lastra cesoiata, che viene pressato dal dispositivo di pressatura per la cesoiatura. Il pannello di imbottitura può essere più spesso, come mostrato nella Figura 28. Per le lastre sottili, non è necessaria alcuna imbottitura e la tavola di pressatura può premere direttamente la lastra.
Figura 28: Taglio di materiale stretto con una tavola per imbottitura
1-Dispositivo di pressione 2-Lastra d'acciaio tranciata 3-Piano di pressatura Pannello a 4 strati
4) Fasi operative della cesoia e metodi di allineamento
Durante la piastra operazione di cesoiaturaIn primo luogo, rispettare rigorosamente le procedure di sicurezza per la cesoiatura. In secondo luogo, è necessario garantire la rettilineità e il parallelismo della superficie tranciata della lamiera e ridurre al minimo la distorsione del materiale per ottenere pezzi di alta qualità. Di seguito, viene fornito un esempio per illustrare in dettaglio le fasi dell'operazione di cesoiatura e i metodi di allineamento.
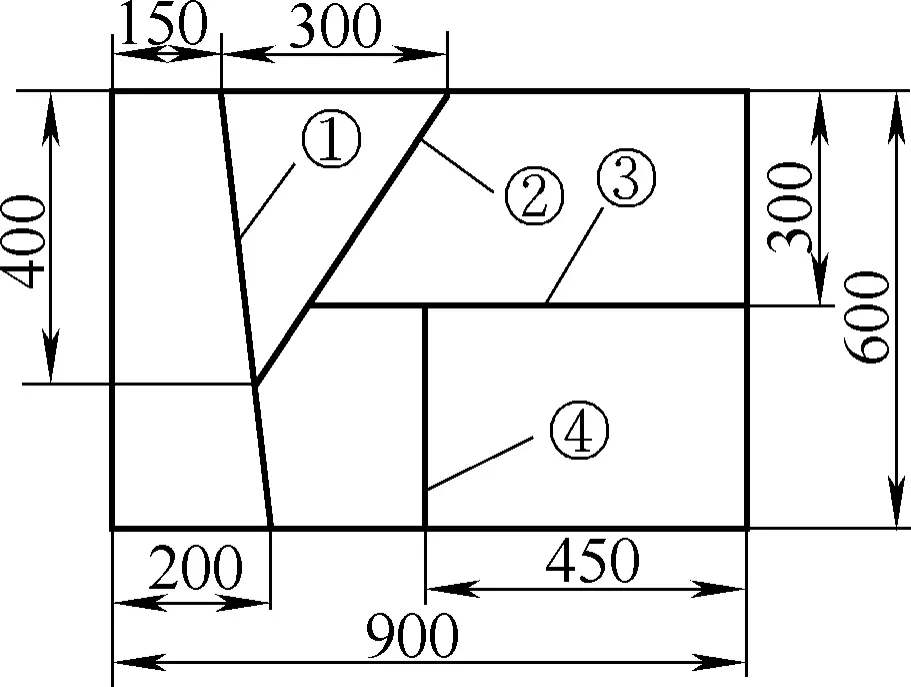
Il pezzo mostrato nella Figura 29 è ricavato da una lastra di acciaio 25 di 10 mm di spessore. La tolleranza di ogni dimensione dopo la cesoiatura è di ±1 mm. Le fasi dell'operazione di cesoiatura e i metodi di allineamento con una cesoia inclinata a portale sono i seguenti:
Figura 29: Fasi dell'operazione di tranciatura del pezzo e metodi di allineamento
1) Fasi dell'operazione di cesoiatura
Sebbene la struttura dei pezzi da cesoiare possa variare notevolmente, le fasi fondamentali dell'operazione di cesoiatura sono generalmente le stesse e possono essere eseguite come segue:
① Determinare il numero di persone necessarie per la tosatura.
Per i piatti più grandi, non è consigliabile che una persona operi da sola durante la tosatura. Due o tre persone devono essere coordinate per eseguire il compito, con una persona designata come leader, e tutte le azioni devono essere coerenti e seguire i comandi del leader.
② Determinare la sequenza di taglio.
Spesso i pezzi hanno più linee di cesoiatura. Quando si utilizza una cesoia inclinata a portale, la sequenza di cesoiatura deve garantire che ogni cesoiamento separi la lamiera in due parti. La Figura 29 mostra la sequenza di cesoiatura del pezzo, seguendo la sequenza delle linee di cesoiatura.
③ Analizzare e determinare il metodo di allineamento per la tranciatura del pezzo.
Esistono diversi metodi per allineare il pezzo in lavorazione su una cesoia inclinata a portale. Questi metodi devono essere applicati in modo flessibile in base all'analisi della struttura del pezzo. Per questo pezzo, il metodo di allineamento utilizzato è:
La linea di taglio ① viene allineata utilizzando l'allineamento visivo diretto o l'allineamento delle ombre.
La linea di cesoiatura ② viene allineata con una tavola di arresto angolare.
La linea di cesoiatura ③ viene allineata utilizzando la tavola di arresto posteriore.
La linea di cesoiatura ④ viene allineata utilizzando la tavola di arresto anteriore.
In base alla natura e allo spessore del materiale da tranciare, controllare e regolare la distanza delle lame della cesoia. Se la cesoia viene fornita con una tabella di regolazione della distanza delle lame di taglio, regolare la distanza in base ai dati. In alternativa, fare riferimento alla Tabella 2 per determinare la distanza delle lame di taglio.
Tabella 2: Intervalli di distanza ragionevoli per le cesoie (unità: mm)
Tipo di materiale
Divario (t%)
Ferro puro elettromagnetico Acciaio dolce (acciaio a basso tenore di carbonio) Acciaio duro (acciaio a medio tenore di carbonio o acciaio ad alta resistenza) Acciaio al silicio elettrico Acciaio inox Acciaio basso legato Alluminio duro, ottone Alluminio antiruggine
6~9 6~9 8~12 7~11 7~13 6~10 6~10 5~8
Nota: nella tabella, t rappresenta lo spessore della piastra sottoposta a taglio.
Dopo aver controllato e regolato la distanza tra le lame della cesoia, far funzionare la macchina a vuoto per verificare che funzioni correttamente prima di caricare il materiale. Prima di caricare il materiale, pulire la superficie della piastra e verificare che le linee di taglio siano chiare e precise.
⑥ Eseguire la tranciatura. Seguire i metodi di allineamento e le fasi di tranciatura stabiliti.
⑦ Ispezione della qualità. Misurare le dimensioni di tutte le parti del pezzo tranciato per verificare che siano conformi ai requisiti di progetto e controllare la qualità dei bordi tranciati.
2) Funzionamento del metodo di allineamento a taglio
Eseguire le operazioni di tranciatura sul pezzo illustrato nella Figura 28 utilizzando i metodi di allineamento stabiliti.
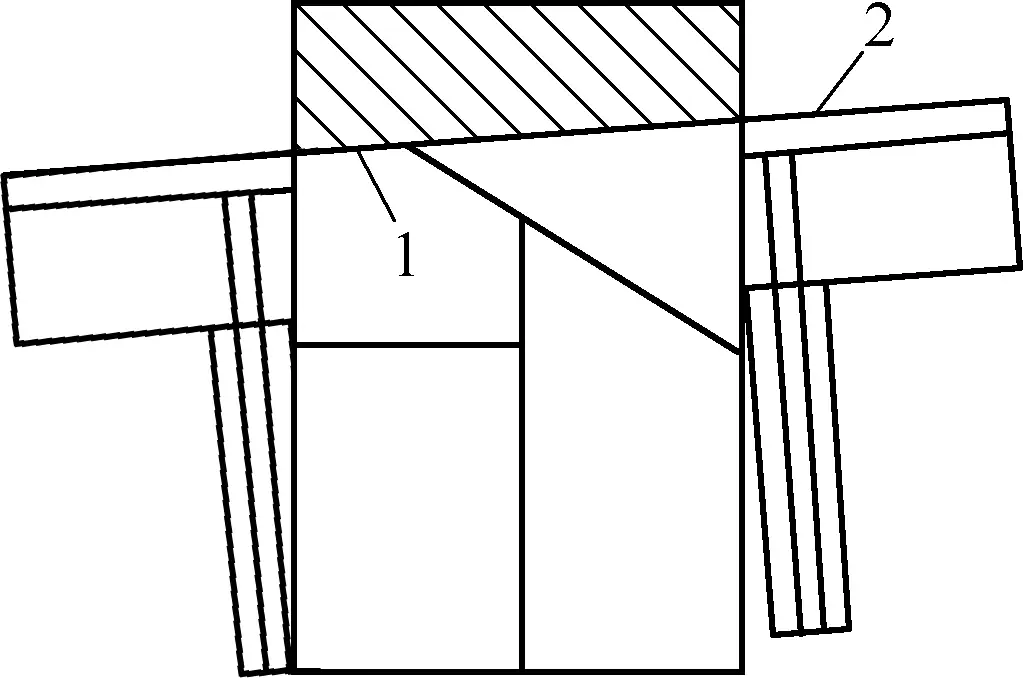
Linea di cesoiatura ①.
Posizionare la lastra sul tavolo della cesoia, spingerla nell'apertura di cesoiatura, allineare visivamente le estremità della linea di cesoiatura con il bordo inferiore della lama di cesoia, come mostrato nella Figura 30. Quindi, togliere le mani dall'apertura di cesoiatura all'esterno della piastra di pressatura e premere o calpestare l'interruttore per cesoiare la piastra.
Figura 30: Metodo di allineamento visivo diretto per la cesoiatura
1-Linea di taglio ① 2-Bordo inferiore della lama di taglio
Linea di cesoiatura ②.
Regolare e fissare la tavola di arresto per il posizionamento dell'angolo, utilizzare la tavola di arresto come riferimento per il posizionamento, posizionare correttamente la piastra sulla cesoia e cesoiare lungo la linea di cesoiamento ②, come mostrato nella Figura 31.
Figura 31: Posizionamento della tavola di arresto angolare per la cesoiatura
1, tavola di arresto a 4 angoli Linea di taglio 2 ② 3-Bordo inferiore della lama
Linea di taglio ③.
Quando si posiziona la linea di taglio ③ con il calibro posteriore, la posizione del calibro posteriore può essere determinata in due modi: Il primo metodo è la misurazione diretta con un righello d'acciaio, assicurandosi che la distanza tra i bordi superiore e inferiore della lama e la superficie del calibro posteriore sia pari alla larghezza del materiale da tagliare. Dopo aver fissato il calibro posteriore, misurare nuovamente per garantire un posizionamento preciso.
Il secondo metodo è quello del posizionamento della dima. Posizionando una sagoma della stessa larghezza del materiale da tagliare tra il bordo inferiore della lama e il calibro posteriore, è possibile determinare la posizione del calibro posteriore. Una volta impostata la posizione del dorso, è possibile posizionare e tagliare la linea di taglio ③, come mostrato nella Figura 32.
Figura 32 Posizionamento e taglio del calibro posteriore
1-Sensore posteriore 2-Bordo inferiore della lama Linea di taglio 3 ③
Linea di taglio ④.
Quando si posiziona la linea di taglio ④ con il calibro anteriore, il metodo per determinare la posizione del calibro anteriore è lo stesso del calibro posteriore. Lo scenario per il posizionamento e il taglio del calibro anteriore è illustrato nella Figura 33.
Figura 33 Posizionamento e taglio del calibro anteriore
Linea di taglio 1 ④ 2-Bordo inferiore della lama Calibro 3-Back
(5) Precauzioni operative per le macchine cesoie
In confronto, l'operazione di tranciatura ha un contenuto tecnico inferiore, ma la tranciatura con una cesoia è soggetta a incidenti operativi. Per garantire la qualità dei pezzi tranciati e la sicurezza delle operazioni di tranciatura, è necessario osservare le seguenti precauzioni durante il processo di tranciatura:
1) Prima dell'avviamento, verificare attentamente che il sistema operativo, la frizione e il freno della cesoia siano in condizioni affidabili ed efficaci e assicurarsi che i dispositivi di sicurezza siano completi e affidabili. Se si riscontrano anomalie, adottare immediatamente le misure necessarie. È vietato mettere in funzione apparecchiature difettose. Assicurarsi che durante il funzionamento della macchina non si senta il rumore dei perni e delle chiavette della frizione rigida.
2) Il motore non deve avviarsi sotto carico. La frizione deve essere disinnestata prima di avviare la macchina. Prima del funzionamento ufficiale, eseguire una prova a vuoto per verificare eventuali malfunzionamenti del tirante e l'allentamento delle viti e confermare che tutti i componenti siano normali prima di procedere al funzionamento ufficiale.
3) Concentrarsi durante le operazioni di cesoiatura. Se operano più persone, l'interruttore di taglio deve essere controllato da una persona designata. È severamente vietato allungare le mani nell'area di taglio. Concentrarsi durante l'alimentazione, in particolare per garantire la sicurezza delle dita dell'operatore. Quando un foglio di materiale viene tagliato all'estremità, non usare le dita per spingere il materiale da sotto.
4) Le lame e i bordi devono essere affilati. Quando si tagliano fogli sottili, le lame devono aderire perfettamente. Mantenere le lame superiori e inferiori parallele, non utilizzare lame opache e controllare che i bordi di taglio siano lisci. Dopo aver regolato le lame, eseguire una prova manuale e una prova a vuoto.
5) Quando si tagliano piccoli pezzi di materiale, utilizzare un cuscinetto di pressione per evitare pressioni improprie e incidenti.
6) Non collocare altri articoli o oggetti non correlati sul banco di lavoro. Le regolazioni e la pulizia devono essere eseguite a macchina ferma.
7) È assolutamente vietato che due persone taglino contemporaneamente due fogli diversi sulla stessa cesoia. Non salire sul pedale o tirare il gancio dell'aria prima che il pezzo sia allineato. Non mettere mai la testa o le mani sotto la lama, in nessun momento e in nessuna circostanza.
8) Mantenere in ordine l'area di lavoro intorno al cantiere, garantendo il sollevamento verticale senza ostacoli dei pezzi o delle lamiere.
9) È vietato utilizzare la cesoia per lavorare pezzi troppo lunghi o troppo spessi. Non utilizzare la cesoia per tagliare acciaio temprato, acciaio ad alta velocità, acciaio legato per utensili, ghisa e materiali fragili.
Le specifiche principali per la calibrazione della cesoia sono t×B (t è lo spessore massimo consentito del materiale da cesoiare e B è la larghezza massima consentita della lamiera). La cesoia non deve essere utilizzata per lavorare pezzi che superano la larghezza massima consentita per la cesoiatura B e lo spessore t.
In caso di cesoiatura di materiali ad alta resistenza (come acciaio per molle e piastre di acciaio altamente legato), verificare lo spessore di cesoiatura massimo consentito tmassimo. Questo perché la progettazione della cesoia considera generalmente materiali di media durezza (resistenza alla trazione intorno a 500 MPa e acciai di tipo 25-30). Pertanto, se la resistenza alla trazione σb del materiale da cesoiare è superiore a 500 MPa, lo spessore massimo ammissibile di taglio tmassimo deve essere calcolato con la seguente formula:
tmassimo=√(500t/σb)
Nella formula
t - Spessore di taglio massimo consentito (mm) della cesoia calibrata;
σb - Resistenza alla trazione (MPa) del materiale da cesoiare;
tmassimo - Spessore di taglio massimo ammissibile calcolato (mm) della cesoia.
Utilizzando questa formula, se lo spessore massimo ammissibile calcolato per la cesoiatura è inferiore allo spessore del materiale da cesoiare, la cesoia non può essere utilizzata. La Tabella 3 elenca le specifiche tecniche della cesoia.
Tabella 3 Specifiche tecniche della cesoia
Parametro
Modello
Q11-1×1000
QY11-4×2000
Q11-4×2500
Q11-12×2000
Q11Y-16×2500
Spessore della lastra (mm)
1
4
4
12
16
Larghezza del foglio (mm)
1000
2000
2500
2000
2500
Angolo di taglio
1°
2°
1°30′
2°
1°~4°
Conteggio delle corse (tempi/min)
65
22
45
30
8~12
Distanza del calibro posteriore
500
25~500
650
750
900
Potenza (kW)
0.6
6.5
7.5
13
22
Forma strutturale
Sottocomando meccanico
Sottocomando idraulico
Azionamento meccanico
Azionamento idraulico
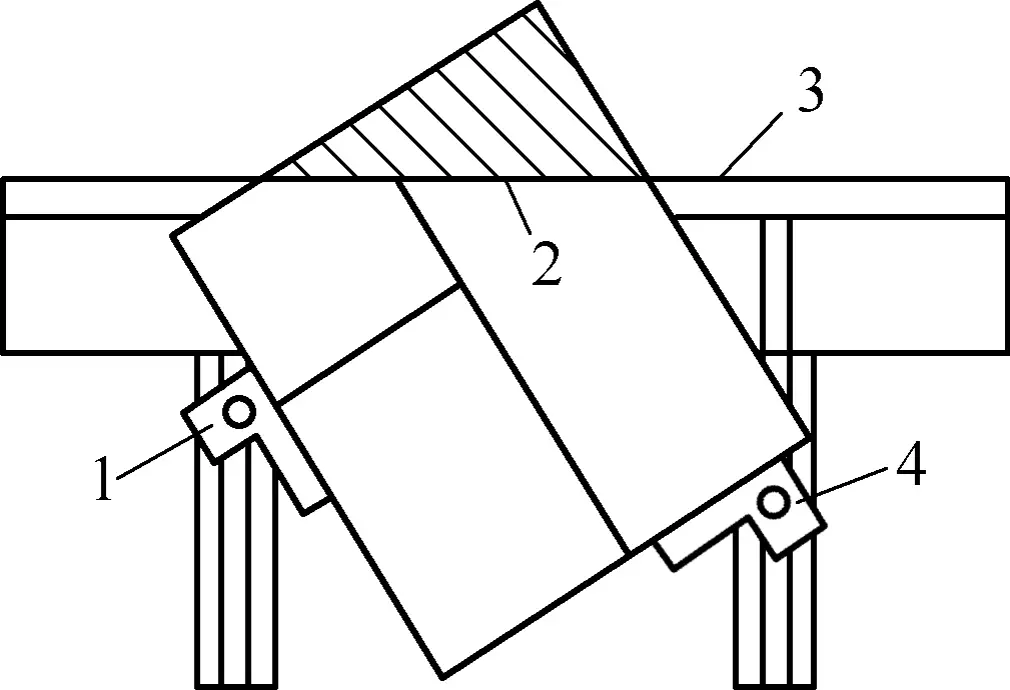
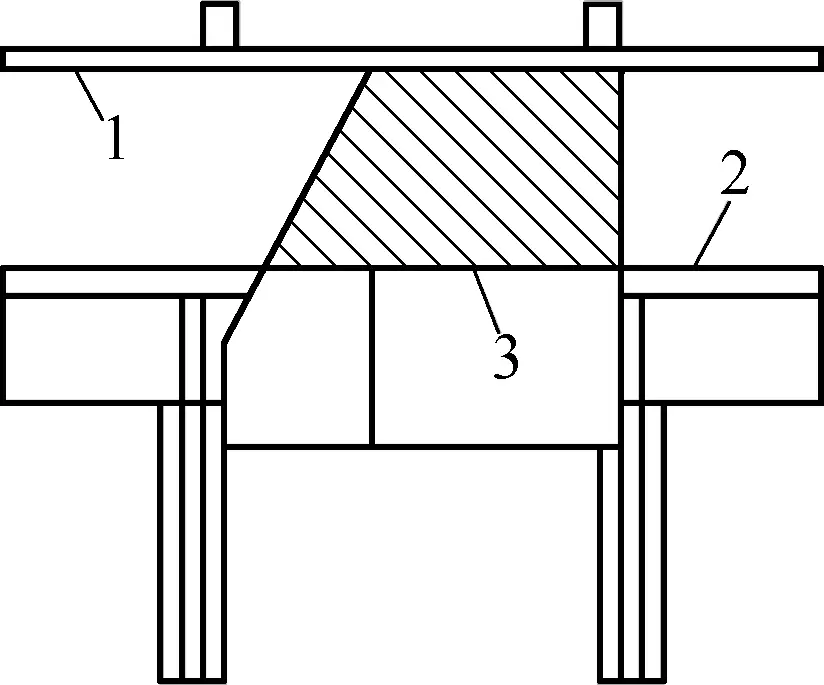
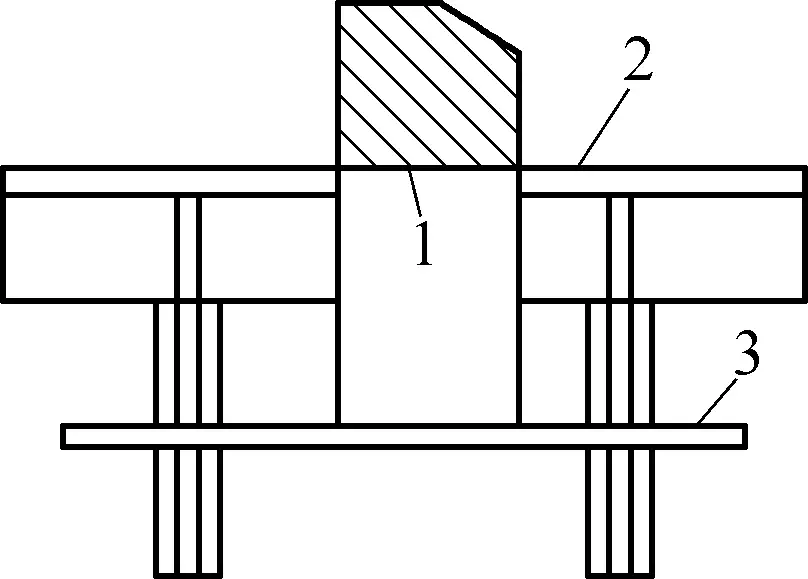
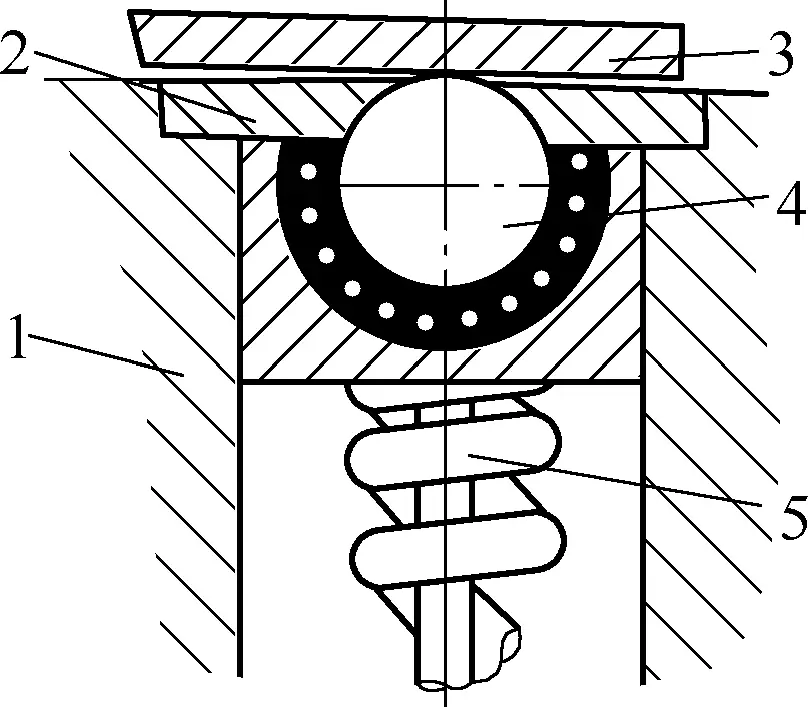
10) Quando si tagliano lastre lunghe, devono essere disponibili supporti ausiliari; quando si tagliano lastre grandi e pesanti, per facilitare l'avanzamento e ridurre l'attrito sulla superficie del materiale tagliato, devono essere disponibili supporti di rotolamento (cioè supporti con sfere d'acciaio per trattenere il materiale, struttura come mostrato nella Fig. 34). Inoltre, è necessario utilizzare un dispositivo di sollevamento per sollevare le lastre, insieme a un numero sufficiente di lavoratori ausiliari, e garantire il coordinamento con i lavoratori ausiliari.
Fig. 34 Supporto rotante
1-Supporto Coperchio a 2 pressioni Piastra a 3 tagli 4-Sfera d'acciaio 5-Primavera
III. Oscuramento
Il blanking è un processo di stampaggio che utilizza una matrice sotto la pressione di una pressa per separare una parte del materiale in fogli o strisce posto tra i bordi del punzone e della matrice, ottenendo così la forma e le dimensioni desiderate di pezzi piatti o di parti.
Il metodo di taglio della forma desiderata dal materiale in fogli si chiama tranciatura. Per la produzione di massa di pezzi, la tranciatura può migliorare l'efficienza produttiva e la qualità del prodotto.
Durante la tranciatura, il materiale viene posto tra il punzone e la matrice e, sotto l'azione di una forza esterna, il punzone e la matrice generano una forza di taglio, separando il materiale sotto l'azione della forza di taglio (vedi Fig. 35). Il principio di base della tranciatura è lo stesso della cesoiatura, tranne per il fatto che il tagliente diritto della cesoiatura viene sostituito da un tagliente circolare chiuso o da un'altra forma di tagliente.
Fig. 35 Principio di base della tranciatura
1 pugno Materiale a 2 fogli 3-Die Tavolo a 4 pressioni
1. Elementi di produzione della lavorazione di tranciatura
Secondo il principio della lavorazione di tranciatura, la tranciatura viene completata principalmente posizionando il materiale in fogli su uno stampo montato su una pressa. Pertanto, il materiale in fogli, l'apparecchiatura di tranciatura e lo stampo di tranciatura costituiscono gli elementi di base della produzione della tranciatura.
(1) Materie prime per la tranciatura
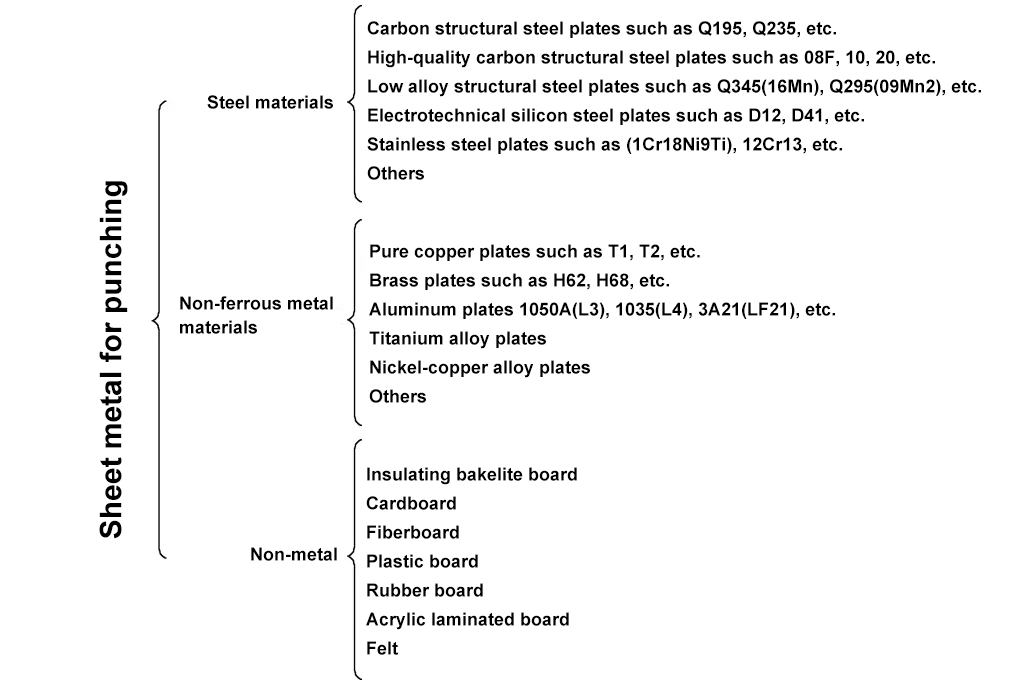
Le principali materie prime per la tranciatura sono le lamiere metalliche, ma possono essere lavorati anche alcuni profili (tubi) e materiali non metallici. I materiali più comuni per la tranciatura sono illustrati nella Fig. 36.
Fig. 36 Materiali comuni per la tranciatura
Nota: i numeri tra parentesi sono i vecchi voti standard.
Sebbene per la tranciatura si utilizzi un'ampia gamma di materie prime, non tutti i materiali sono adatti alla tranciatura. Le materie prime utilizzate per la tranciatura devono avere buone prestazioni di tranciatura, buona utilizzabilità e buona qualità superficiale per adattarsi alle caratteristiche del processo di tranciatura.
(2) Apparecchiatura di tranciatura
Le principali attrezzature per la tranciatura sono le presse a manovella, che sono macchine per la forgiatura azionate da meccanismi a manovella. Le presse sono classificate in base alla pressione nominale in grandi, medie e piccole. Le presse piccole hanno una pressione nominale inferiore a 1000 kN, quelle medie hanno una pressione nominale compresa tra 1000 e 3000 kN e quelle grandi hanno una pressione nominale superiore a 3000 kN.
In base alla forma strutturale, le presse possono essere suddivise in presse aperte e chiuse. Le presse aperte hanno un telaio a forma di C che consente all'operatore di avvicinarsi al piano di lavoro da davanti, da sinistra e da destra, rendendole facili da usare. Tuttavia, a causa della limitata rigidità del telaio, le presse aperte sono adatte solo a presse di piccole e medie dimensioni. Le presse chiuse hanno un telaio completamente chiuso e una maggiore rigidità, che le rende adatte a presse generiche di medie e grandi dimensioni e a presse leggere di alta precisione.
Inoltre, le presse a manovella possono essere suddivise in presse ad albero a gomito e presse eccentriche in base alla struttura dei loro alberi di lavoro principali.
1) Presse per alberi a gomito
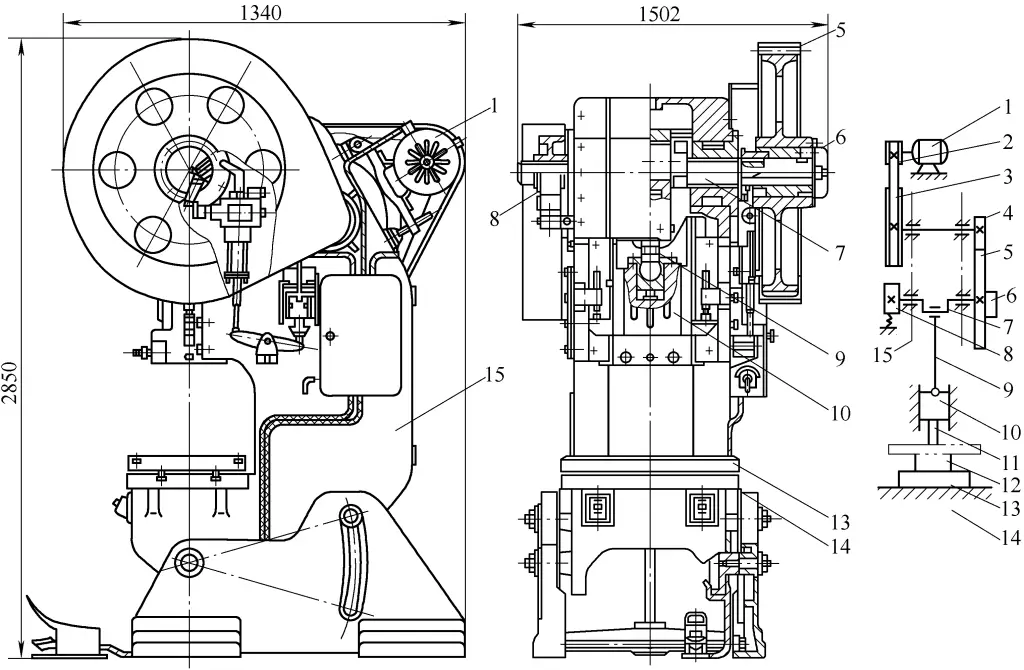
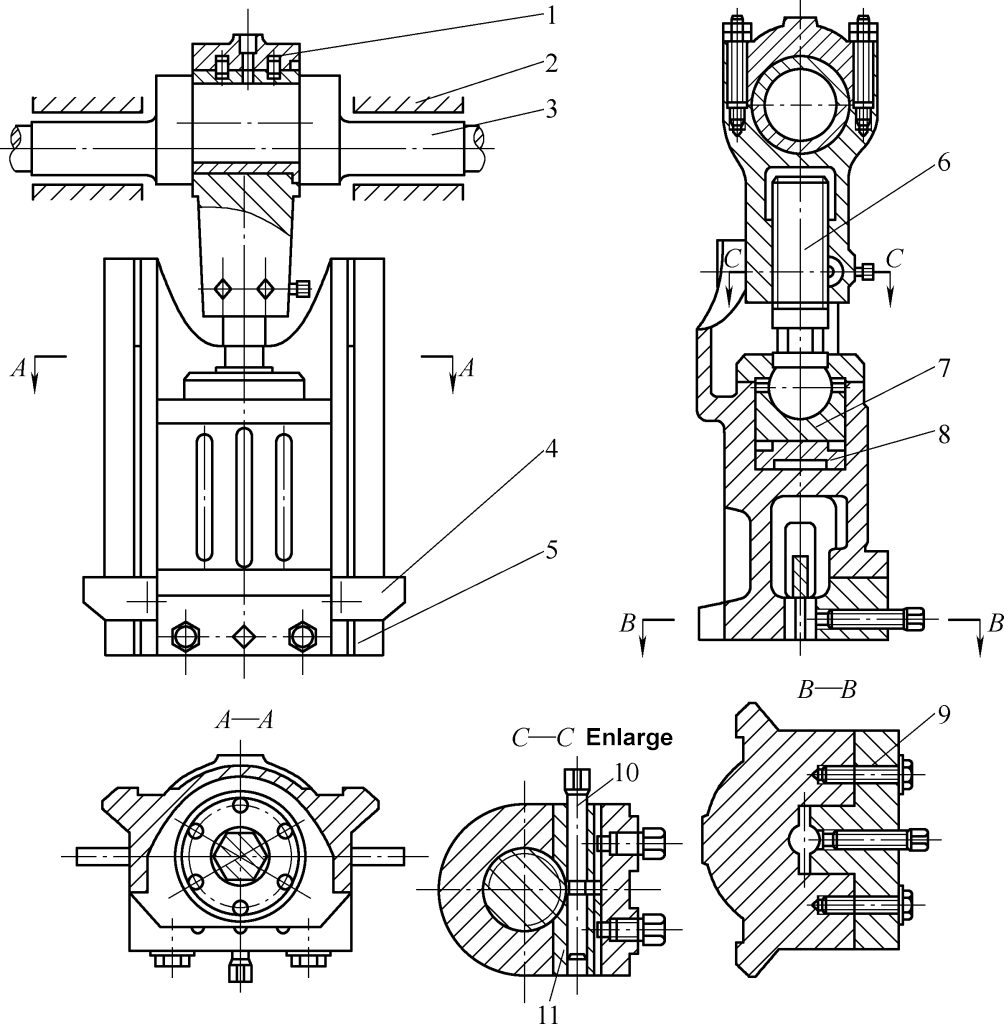
Le presse a manovella utilizzano un meccanismo a manovella formato da un albero a gomito come albero di lavoro principale per completare l'ingrandimento della forza e la trasformazione del movimento. La struttura e il principio di funzionamento della pressa inclinabile aperta a manovella JB23-63 sono illustrati di seguito (vedere la Fig. 37).
Fig. 37 Struttura e principio di funzionamento della pressa inclinabile aperta a manovella JB23-63
1-Motore 2-Puleggia piccola Puleggia 3-grande Ingranaggio 4-Piccolo Ingranaggio 5-Large A 6 frizioni Albero a 7 manovelle 8 freni 9-Articolo di collegamento 10-Slider 11-Maschera superiore 12-Stampo inferiore 13-Piastra di supporto 14-tavolo da lavoro Corpo a 15 macchine
Quando la pressa è in funzione, il motore 1 trasmette il moto alla puleggia grande 3 attraverso la cinghia trapezoidale e poi, attraverso l'ingranaggio piccolo 4 e l'ingranaggio grande 5, all'albero a gomito 7. L'estremità superiore della biella 9 è installata sull'albero a gomiti e l'estremità inferiore è collegata al cursore 10, convertendo il movimento rotatorio dell'albero a gomiti nel movimento lineare alternato del cursore. La posizione più alta del movimento del cursore 10 è chiamata punto morto superiore e quella più bassa punto morto inferiore.
A causa delle esigenze del processo di produzione, il cursore a volte si muove e a volte si ferma, quindi sono installati una frizione 6 e un freno 8. Poiché la pressa opera per un tempo molto breve durante ogni ciclo di lavoro e per la maggior parte del tempo funziona senza carico, viene installato un volano per rendere più uniforme il carico sul motore e utilizzare efficacemente l'energia dell'apparecchiatura. Anche la puleggia grande funge da volano.
Quando la pressa è in funzione, lo stampo superiore 11 dello stampo usato viene installato sul cursore e lo stampo inferiore 12 viene installato direttamente sulla tavola di lavoro 14, oppure viene aggiunta una piastra di supporto 13 alla tavola di lavoro per ottenere l'altezza di chiusura appropriata. A questo punto, posizionando il materiale tra lo stampo superiore e quello inferiore, è possibile eseguire la punzonatura o altri processi di formatura per produrre pezzi.
Come si può vedere dalla Figura 37, la corsa del cursore 10 (cioè la distanza dal punto morto superiore al punto morto inferiore del cursore) è pari al doppio dell'eccentricità dell'albero a gomiti 7, caratterizzata da un'ampia corsa della pressa che non può essere regolata.
Tuttavia, poiché l'albero a gomiti è supportato da due o più cuscinetti simmetrici sulla pressa, il carico sulla pressa è più uniforme, per cui è possibile realizzare presse di grande corsa e di grande tonnellaggio.
2) Pressa eccentrica
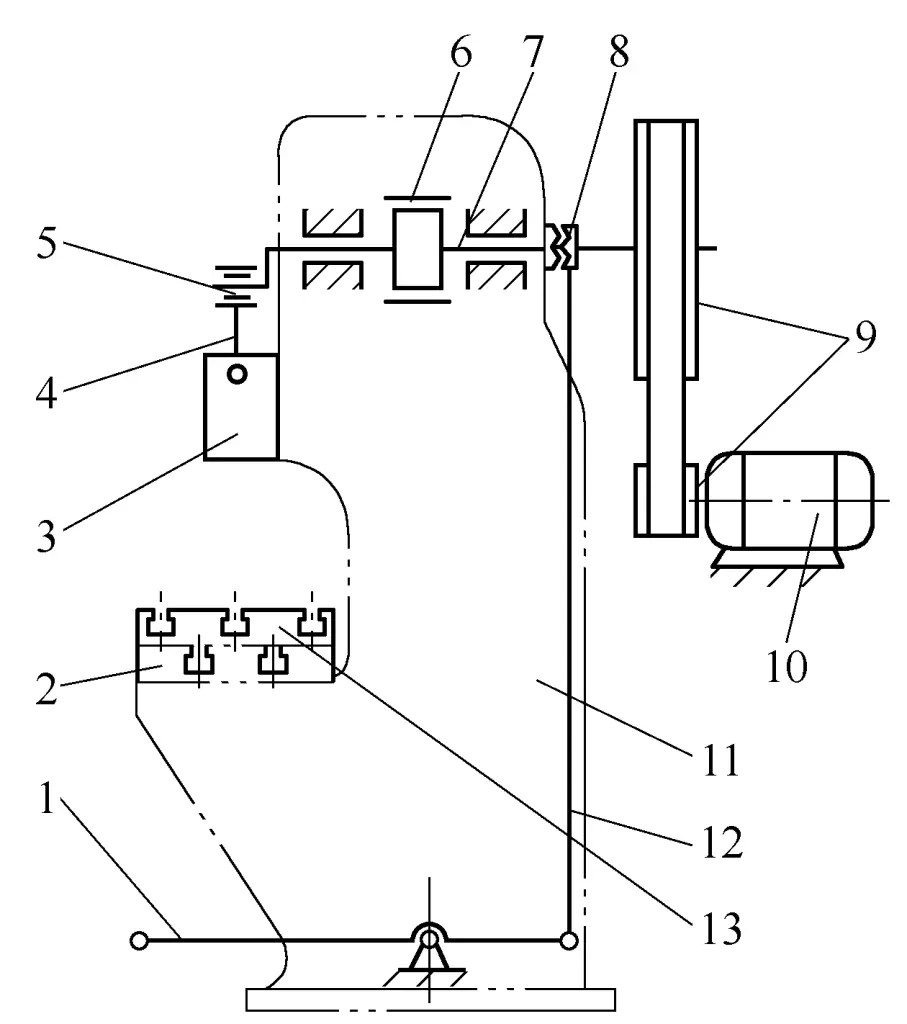
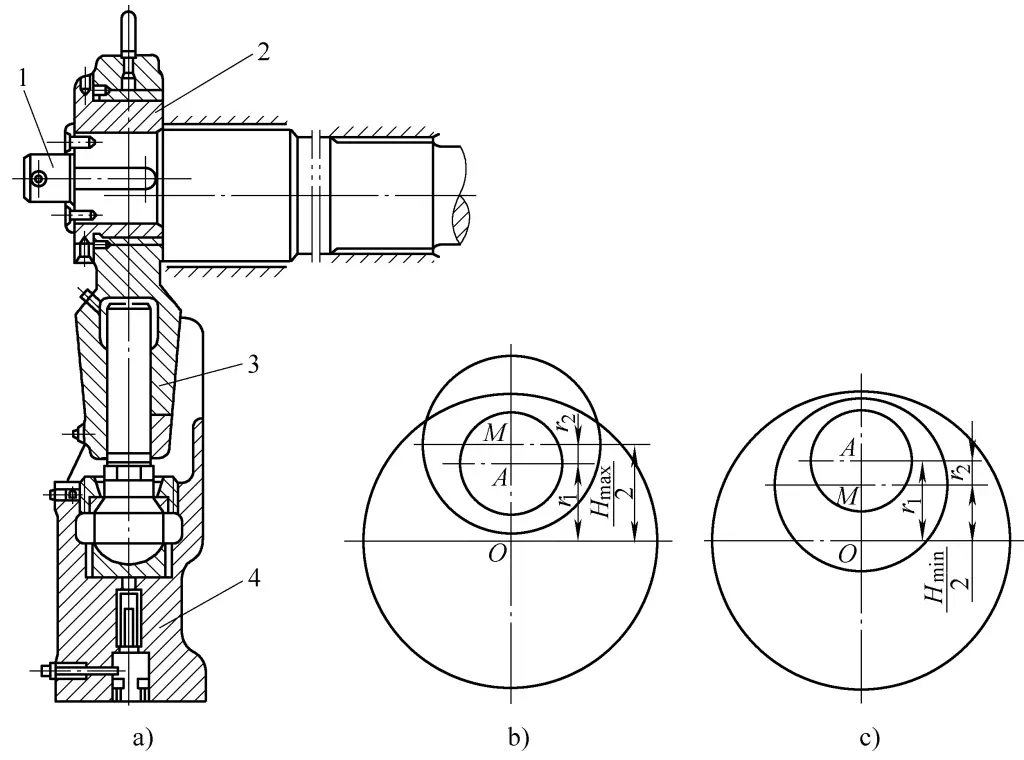
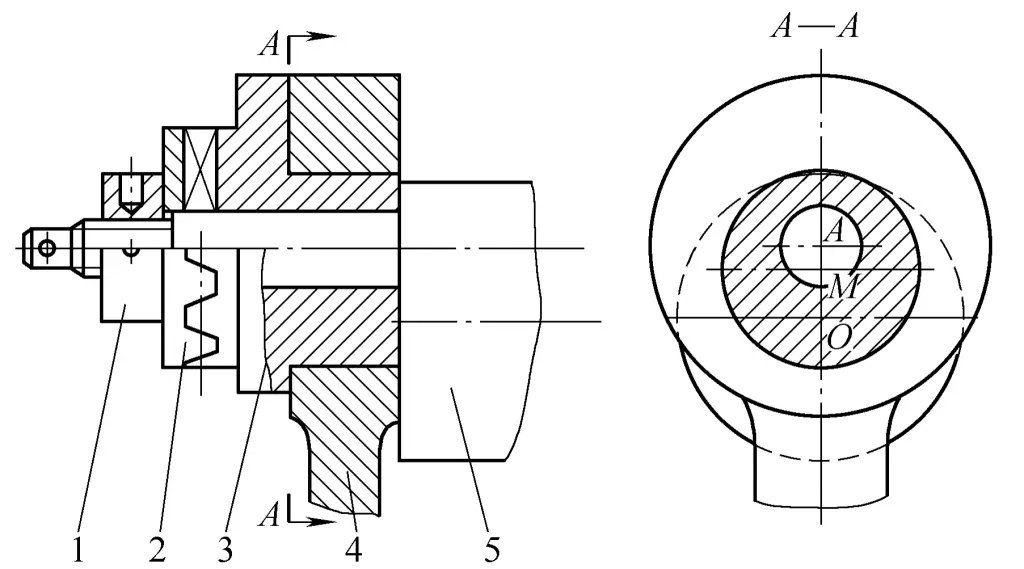
La pressa eccentrica utilizza un meccanismo a manovella formato da un albero principale eccentrico come albero principale di lavoro per completare l'amplificazione della forza e cambiare la forma del movimento. Come mostrato nella Figura 38, la corsa del cursore della pressa può essere regolata regolando la posizione del manicotto eccentrico 5 nella pressa.
Figura 38 Schema strutturale della pressa eccentrica
1 pedale 2 tavoli da lavoro 3 cursori 4-Articolo di collegamento Manicotto 5-Eccentrico 6 freni Albero principale a 7 eccentrici A 8 frizioni 9-Pulley 10-Motore 11 letti Leva a 12 comandi Piastra di supporto per 13 tavoli da lavoro
Questo tipo di pressa è caratterizzato da una corsa ridotta ma regolabile, per cui può essere utilizzato per processi di punzonatura in stampi che non richiedono una corsa elevata, come gli stampi per piastre di guida.
(3) Stampi di punzonatura
Gli stampi di punzonatura per parti in lamiera comunemente utilizzati sono stampi a processo singolo, che completano un processo di punzonatura (punzonatura o tranciatura) per ogni corsa della pressa. In base ai diversi processi di punzonatura, gli stampi di punzonatura comunemente utilizzati per le parti in lamiera comprendono stampi di punzonatura, stampi di tranciatura, ecc. In base ai diversi metodi di guida, possono essere suddivisi in stampi di punzonatura aperti, stampi di punzonatura con guida a matrice e stampi di punzonatura con piastra di guida, ecc.
1) Stampo di punzonatura
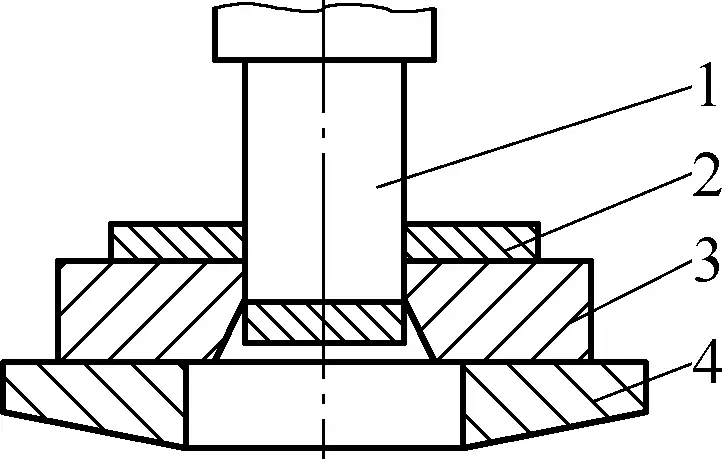
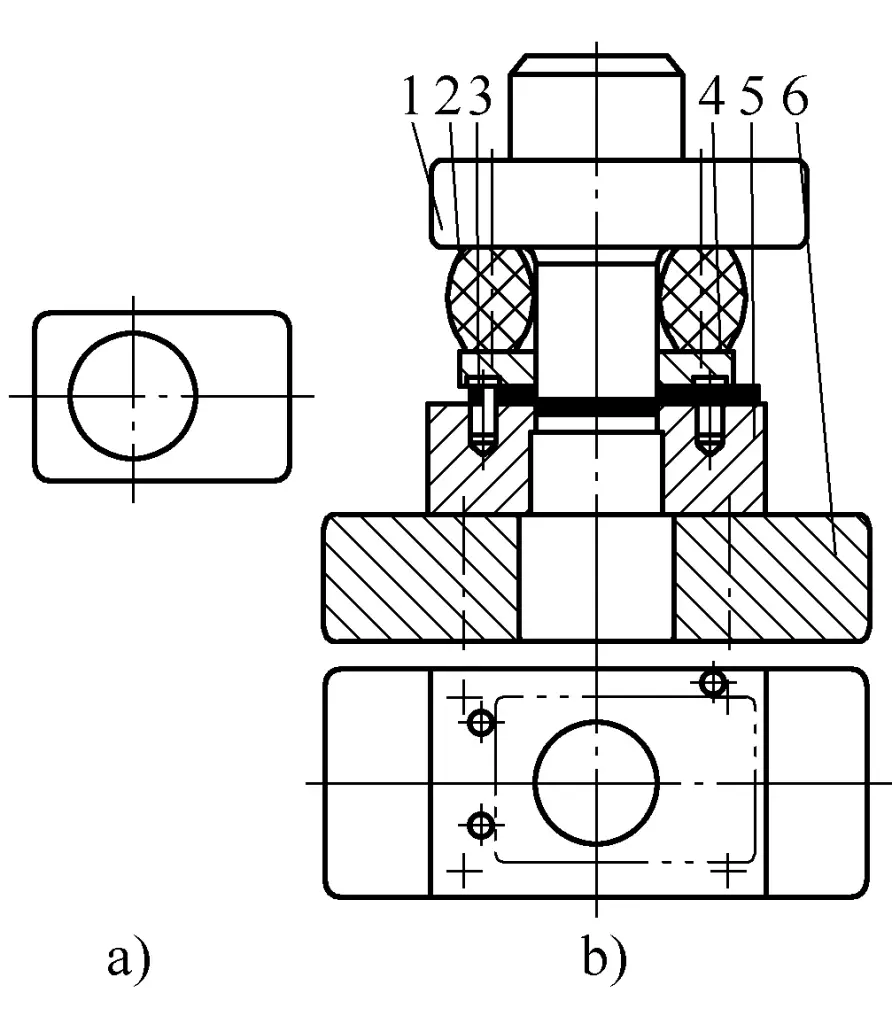
Come mostrato nella Figura 39b, uno schema strutturale dello stampo di punzonatura utilizzato per la lavorazione dei fori nella parte mostrata nella Figura 39a.
Figura 39 Parte di punzonatura e matrice di punzonatura aperta
a) Diagramma strutturale della parte b) Diagramma strutturale dello stampo 1-Stampo superiore Corpo elastico in gomma 2 Pin a 3 posizioni Piastra a 4 pinze 5-Femmina Morire 6-Piastra inferiore dello stampo
Questo stampo è un semplice stampo di punzonatura di tipo aperto senza guida. I pezzi grezzi tranciati vengono posizionati da tre perni di posizionamento installati sullo stampo femmina 5. La matrice superiore 1 e la matrice femmina 5 eseguono insieme fori rotondi e la piastra di spellatura 4, azionata dal corpo elastico in gomma compressa 2, spinge fuori i pezzi bloccati sul punzone della matrice superiore.
Questo tipo di stampo ha una struttura semplice, è facile da fabbricare e a basso costo, ma la spazio tra gli stampi La regolazione è problematica, la qualità dei pezzi punzonati è scarsa e l'operazione non è molto sicura. Viene utilizzata principalmente per la punzonatura di pezzi con requisiti di bassa precisione, forme semplici e piccoli lotti.
2) Stampo di tranciatura
Lo stampo di tranciatura è uno stampo a processo singolo che completa il processo di tranciatura. Lo stampo di tranciatura richiede un gioco ragionevole tra il punzone e lo stampo, un posizionamento accurato del materiale del nastro nello stampo, una caduta regolare dei pezzi tranciati, la planarità dei pezzi tranciati e una buona qualità della superficie tranciata.
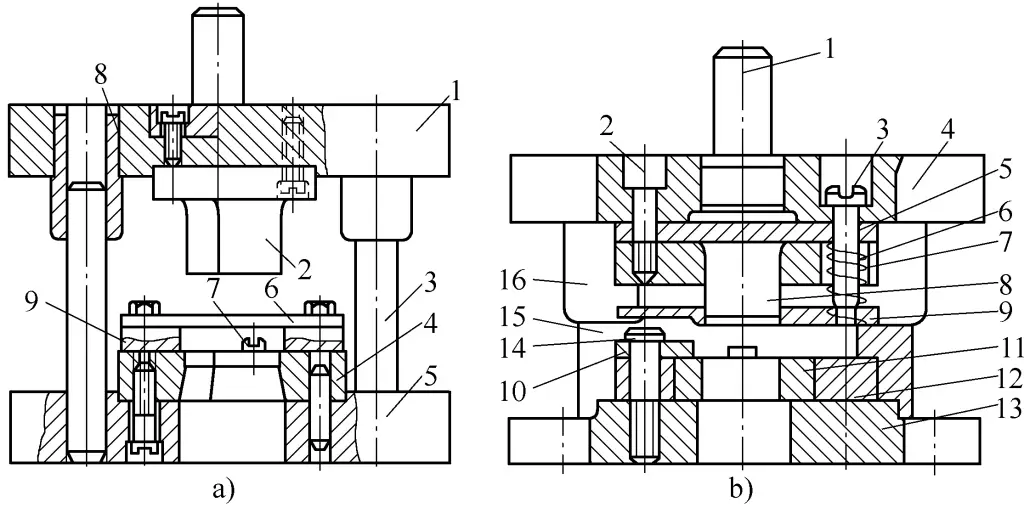
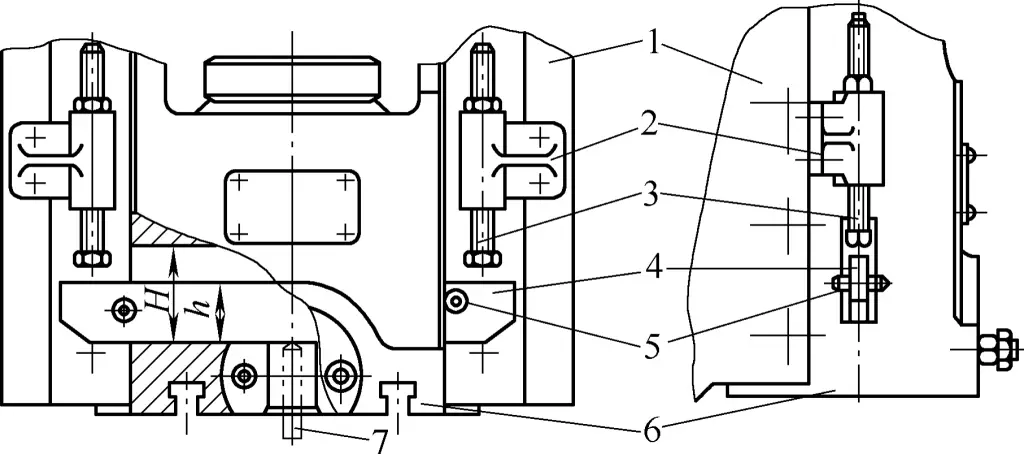
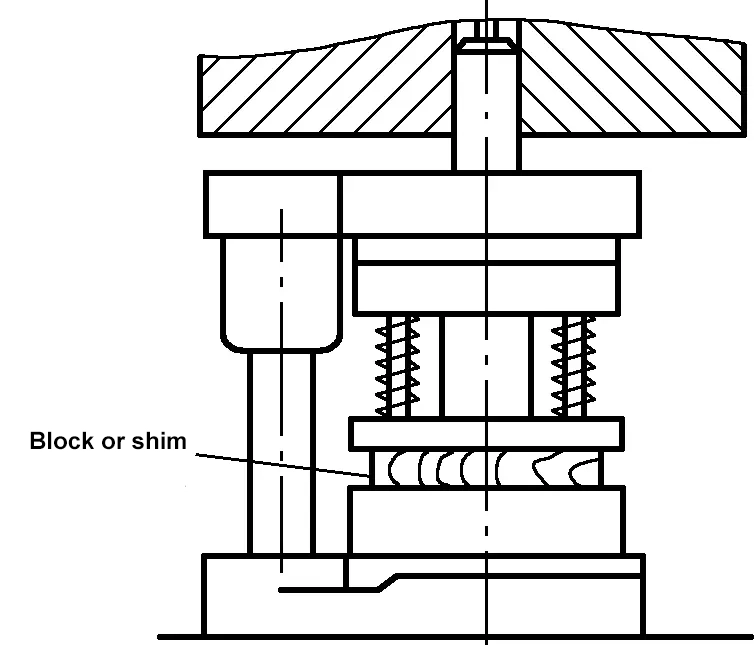
La Figura 40 mostra una matrice di tranciatura con montanti di guida scorrevoli. Lo stampo di tranciatura guidato da un set di stampi con montanti di guida utilizza montanti di guida e manicotti di guida come componenti di guida che si incastrano tra loro. Durante il funzionamento, si adattano sempre con un gioco H6/h5 o H7/h6, assicurando che le parti operative (punzone e matrice) dello stampo siano posizionate correttamente e garantendo la qualità dei pezzi tranciati.
Figura 40 Stampo di tranciatura guidato da un set di stampi
a) Stampo di tranciatura con piastra di spogliazione fissa b) Stampo di tranciatura con piastra di spogliazione elastica
a) Nella figura: 1-Portafustelle superiore A 2 pugni Postazione a 3 guide 4-Die 5-Portafiliera inferiore Piastra a 6 pinze 7-Perno di posizionamento Manicotto a 8 guide Righello a 9 guide
b) Nella figura: 1-Stelo della matrice 2-Vite a testa esagonale interna Vite a 3 tagli 4-Portafustelle superiore 5-Lastra di supporto Piastra di fissaggio a 6 punzoni 7-Primavera 8-Punch Piastra 9-Stripper 10-Piastra di posizionamento 11-Die Inserto per 12 matrici 13-Portafiliera inferiore 14 viti Postazione a 15 guide Manicotto a 16 guide
Come mostrato nella Figura 40a, uno stampo di tranciatura con una piastra di spellatura fissa viene utilizzato principalmente per la tranciatura di parti spesse (t>0,5 mm) e rigide. Durante il funzionamento della matrice, il materiale in strisce viene alimentato dai righelli di guida destro e sinistro 9 e posizionato direttamente dal perno di posizionamento 7 per garantire che il materiale in fogli abbia la posizione corretta sulla matrice.
Quando la slitta della pressa scende, il punzone 2 e la matrice 4 entrano gradualmente in contatto con il materiale in fogli e lo tagliano. Quando la slitta sale, anche il punzone 2 sale e la piastra di spellatura 6 montata sui righelli di guida 9 raschia il materiale in strisce che aderisce al punzone 2. I pezzi tranciati cadono direttamente attraverso il foro di scarto sotto il supporto della matrice inferiore. I pezzi tranciati cadono direttamente attraverso il foro di scarto sotto il portastampo inferiore.
Come mostrato nella Figura 40b, uno stampo di tranciatura con una piastra di spellatura elastica è utilizzato principalmente per lo stampaggio di pezzi sottili (t<0,5 mm) e può mantenere una buona planarità dei pezzi. Il sistema di spellatura è costituito dalla piastra di spellatura 9, dalla vite di spellatura 3 e dalla molla 7. Quando il punzone 8 scende con la pressa per punzonare il materiale in fogli, anche la piastra di spellatura 9 scende e preme il materiale in fogli, mentre la molla 7 si comprime.
Dopo la punzonatura, il prodotto cade direttamente attraverso il foro di scarto nel portastampo inferiore, mentre gli scarti salgono con il materiale in strisce strettamente avvolto attorno al punzone 8. La molla 7, attraverso l'azzeramento della piastra di spellatura 9, spella il materiale di scarto. Il sistema di spellatura elastica può utilizzare molle come elementi elastici o elastomeri di gomma, gomma, ecc.
Lo stampo guidato dal set di stampi ha un'elevata precisione di guida, una lunga durata ed è adatto alla produzione di massa di pezzi.
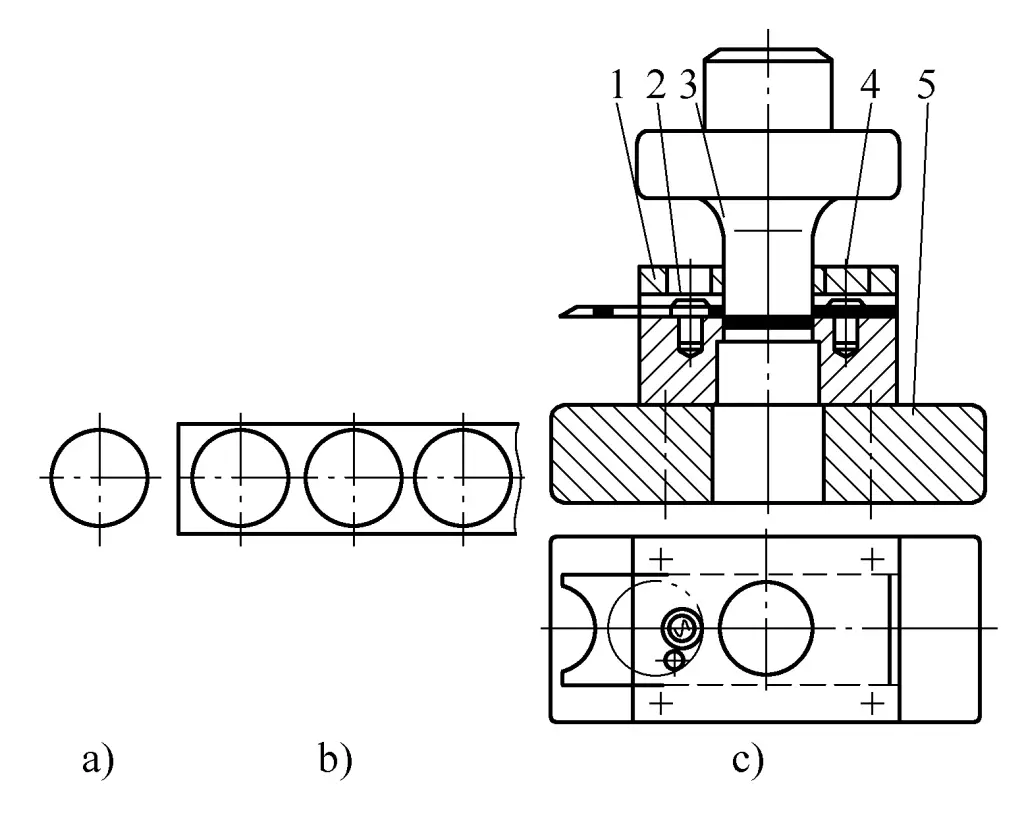
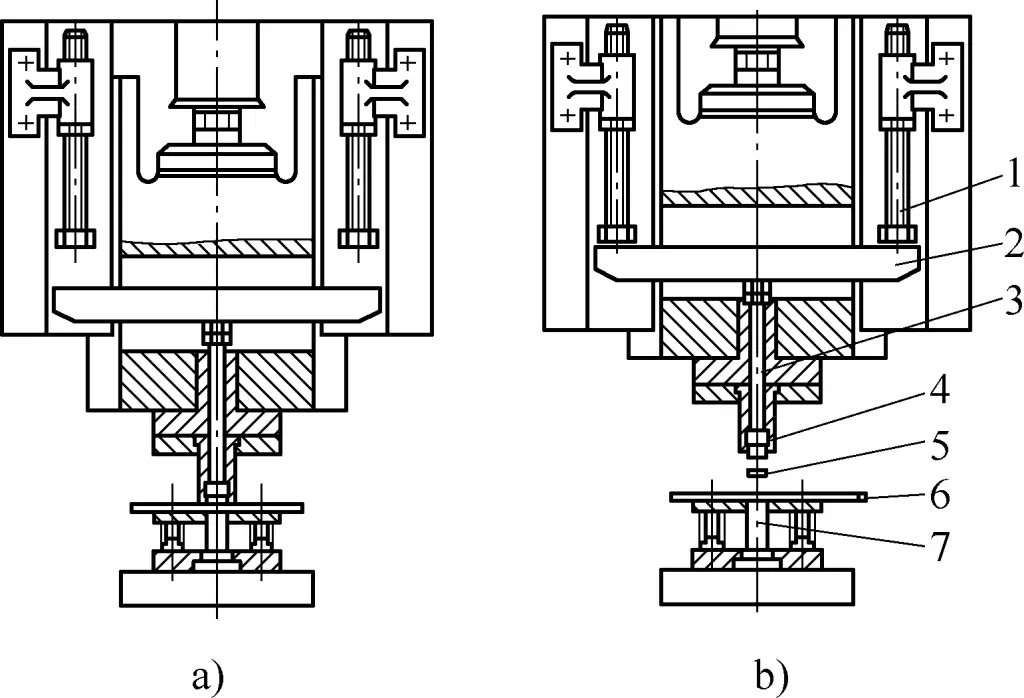
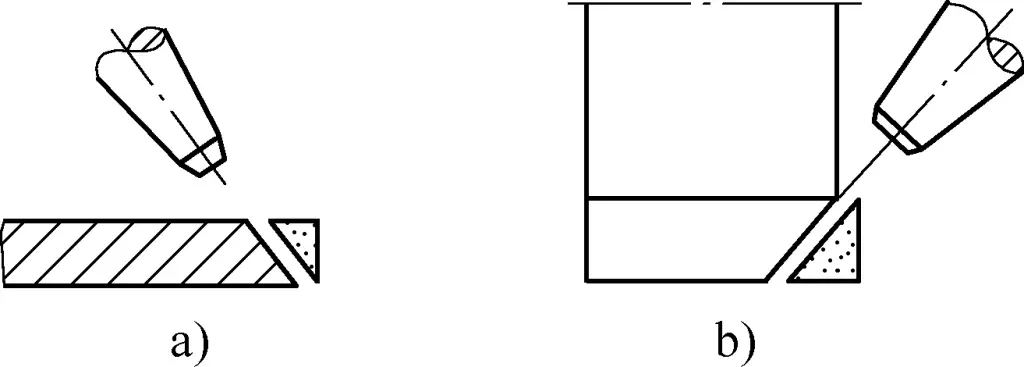
Come mostrato nella Figura 41c, per la lavorazione dei pezzi rotondi illustrati nella Figura 41a viene utilizzato uno stampo di tranciatura del tipo a piastra guida. La Figura 41b mostra la disposizione dei pezzi.
Figura 41 Parti tranciate e stampo di tranciatura a piastra guida
a) Schema della struttura del pezzo b) Schema del layout del pezzo c) Schema della struttura dello stampo 1-Piastra guida 2-Perno cilindrico 3-Dado superiore 4-Die 5-Modello inferiore
Questo tipo di stampo ha una precisione maggiore rispetto agli stampi non guidati, una produzione complessa, ma è più sicuro da usare, facile da installare e generalmente utilizzato per forme semplici e piccole dimensioni di stampi di tranciatura a processo singolo con spessore della lamiera t>0,5 mm. Richiede una piccola corsa della pressa per garantire che il punzone non si separi dalla piastra di guida durante il funzionamento.
Per le forme complesse e i pezzi più grandi, questo tipo di struttura non è adatto ed è meglio utilizzare una struttura di stampi con montanti di guida e manicotti di guida per la guida.
Quando il punzone della piastra di guida lavora, passa attraverso il piccolo spazio tra la parte di lavoro della matrice superiore 3 e la piastra di guida 1. Per materiali inferiori a 0,8 mm, utilizzare un accoppiamento H6/h5; per materiali superiori a 3 mm, utilizzare un accoppiamento H8/h7.
La piastra di guida funge anche da spogliatore. Durante la punzonatura, assicurarsi che la punzonatrice non esca dalla piastra di guida per mantenere la precisione della guida, soprattutto nel caso di punzonatrici multiple o piccole. Se la punzonatrice esce e rientra nella piastra di guida, il bordo tagliente della punzonatrice può essere facilmente danneggiato e il foro di guida sulla piastra di guida può essere facilmente rosicchiato, compromettendo la durata della punzonatrice e la precisione della guida tra la punzonatrice e la piastra di guida.
3) Composizione della struttura dello stampo di punzonatura
Sebbene esistano molte forme strutturali di stampi per punzonatura, a prescindere dalla forma, la loro struttura è composta dalle seguenti parti.
① Puntare e morire.
Sono le parti che tranciano direttamente il materiale e sono le parti centrali dello stampo di punzonatura. Di solito, il punzone è fissato sulla dima superiore e la matrice è fissata sulla dima inferiore.
② Dispositivo di posizionamento.
La sua funzione è quella di assicurare la corretta posizione del pezzo punzonato nella matrice, solitamente costituita da elementi di posizionamento come una piastra di guida o un perno di posizionamento, fissati sul supporto inferiore della matrice per controllare la direzione e la quantità di alimentazione del nastro.
③ Dispositivo di spelatura.
La sua funzione è quella di separare il materiale in fogli o la parte punzonata dalla matrice, solitamente costituita da parti come una piastra di spellatura rigida o elastica. Quando la punzonatura è completata e il punzone si muove verso l'alto, il nastro sul punzone viene bloccato e cade dalla piastra di spellatura. Inoltre, il foro conico espanso verso il basso della matrice aiuta a espellere il materiale punzonato dalla matrice stessa.
④ Dispositivo di guida.
La sua funzione è quella di assicurare la corretta posizione relativa tra la parte superiore e quella inferiore della matrice, solitamente costituita da manicotti di guida e pilastri di guida, piastre di guida, ecc. Durante il funzionamento, la guida assicura il corretto accoppiamento tra il punzone e la matrice.
⑤ Dispositivo di serraggio e fissaggio.
La sua funzione è quella di garantire un collegamento solido e affidabile tra lo stampo e la pressa, nonché tra le parti dello stampo, solitamente costituito da parti come la sagoma superiore, la sagoma inferiore, il gambo dello stampo, la piastra di pressione, i bulloni e le viti. Questi componenti combinano e assemblano le varie parti dello stampo e le fissano alla pressa.
⑥ Dispositivo di pressatura.
La sua funzione è quella di evitare la formazione di grinze sulla parte punzonata e di migliorare la qualità della sezione di punzonatura, solitamente costituita da un anello elastico di contenimento, ecc.
2. Determinazione dei parametri principali della punzonatura
Per garantire la qualità dei pezzi punzonati, nella formulazione dei processi di punzonatura e nella progettazione degli stampi di punzonatura è necessario determinare i seguenti parametri di processo.
(1) Determinazione del layout
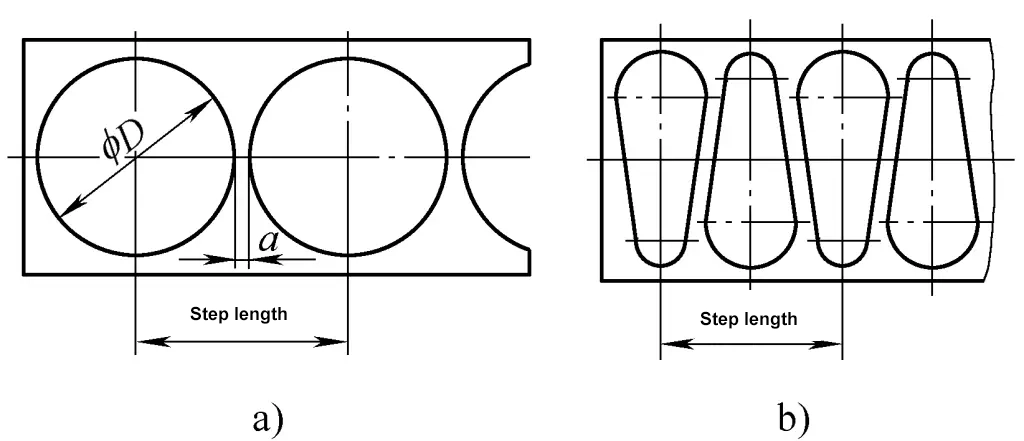
Il metodo di disposizione dei pezzi punzonati sul nastro è chiamato layout. I principi di base del layout sono il miglioramento del tasso di utilizzo del materiale, l'agevolazione di operazioni sicure e facili per il personale con una bassa intensità di lavoro e la semplificazione della struttura dello stampo. Il compito principale del lavoro di layout è quello di progettare il diagramma di layout, per il quale devono essere determinati i valori di sovrapposizione, distanza di passo, ecc.
1) Determinazione del valore di sovrapposizione
Durante il layout, tra le parti punzonate e tra le parti punzonate e i lati del nastro viene lasciato un certo margine di lavorazione, chiamato sovrapposizione.
L'impostazione della sovrapposizione ha lo scopo di compensare gli errori di taglio del nastro, gli errori di passo di alimentazione e gli errori di inclinazione dell'alimentazione dovuti agli spazi tra il nastro e la piastra di guida durante la punzonatura. Inoltre, garantisce che i bordi di taglio del punzone e della matrice possano sopportare forze su entrambi i lati, fornendo una certa rigidità al nastro durante l'alimentazione continua, evitando pezzi difettosi come gli angoli mancanti e migliorando la durata della matrice e la qualità della sezione del pezzo.
Una sovrapposizione eccessiva comporta uno spreco di materiale, mentre una sovrapposizione insufficiente non serve allo scopo. Una sovrapposizione insufficiente può essere facilmente schiacciata nella matrice, aumentando l'usura del tagliente e compromettendo la durata della matrice.
Il valore di sovrapposizione è solitamente determinato dall'esperienza. La Tabella 4 mostra i valori di sovrapposizione per le lamiere di acciaio a basso tenore di carbonio. Una volta determinato il valore di sovrapposizione, la larghezza del nastro per la cesoiatura può essere decisa in base al metodo di disposizione.
Tabella 4 Valori di sovrapposizione a e a1 per lamiere di acciaio a basso tenore di carbonio (unità: mm)
Nota:
Per altri materiali, moltiplicare i valori della tabella per i seguenti coefficienti: acciaio a medio tenore di carbonio 0,9; acciaio ad alto tenore di carbonio 0,8; ottone duro 1~1,1; alluminio duro 1~1,2; ottone morbido, rame puro 1,2; alluminio 1,3~1,4; non metalli (cuoio, carta, cartone, ecc.) 1,5~2.
2) Determinazione della distanza tra i gradini
La distanza che il nastro percorre ogni volta sulla matrice è chiamata distanza di avanzamento A. La distanza di avanzamento è la base per determinare la posizione del perno di blocco.
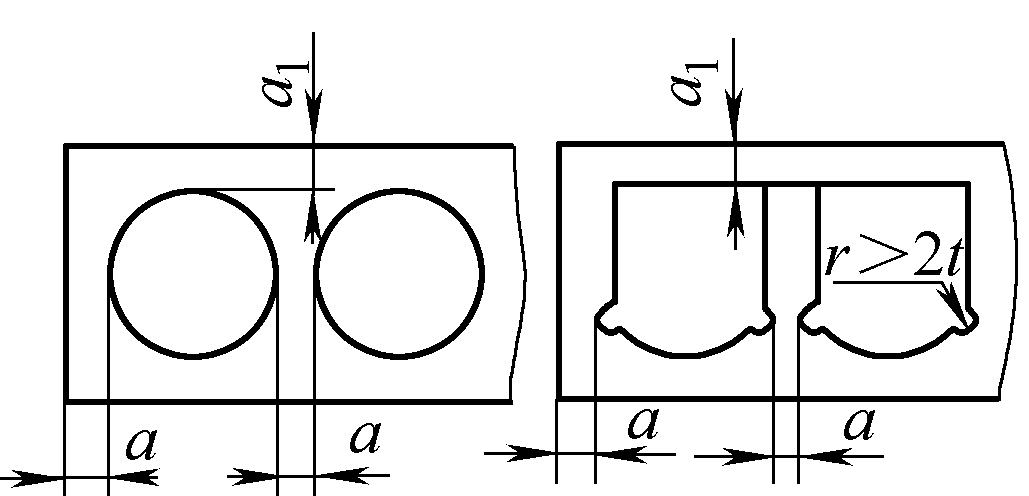
Il calcolo della distanza di passo è legato al metodo di layout. La dimensione della distanza di passo è la distanza tra i punti corrispondenti di due parti punzonate sul nastro, come mostrato nella Figura 42.
Figura 42 Determinazione della distanza tra i gradini
a) Schema di layout delle parti circolari b) Schema di layout di parti di forma irregolare
(2) Calcolo della forza di punzonatura
Forza di punzonatura è la base principale per la scelta di una pressa appropriata ed è anche un dato necessario per la progettazione dello stampo e la verifica della resistenza dello stesso. Per la punzonatura normale a bordo piatto, la formula di calcolo della forza di punzonatura è:
Nella formula
F=Ltσb
F - Forza di punzonatura (N);
L - Perimetro della parte punzonata (mm);
t - Spessore della lastra (mm);
σb - resistenza alla trazione del materiale (MPa).
Nel processo di tranciatura, oltre alla forza di tranciatura, sono presenti anche la forza di spellatura, la forza di spinta e la forza di espulsione. La forza che rimuove il materiale aggrappato al punzone dopo la tranciatura è chiamata forza di spellatura, indicata come FstrisciaLa forza per spingere o espellere il materiale bloccato nella matrice è chiamata forza di spinta e forza di espulsione, indicata come Fspingere e Fespulsione rispettivamente. L'entità di queste forze è generalmente la forza di tranciatura F moltiplicata per un fattore (da 0,04 a 0,12). La selezione specifica del fattore può essere ricavata dai materiali di calcolo relativi allo stampaggio.
La pressione di tranciatura totale necessaria durante la tranciatura è la somma della forza di tranciatura, della forza di spellatura, della forza di spinta e della forza di espulsione. Quando si sceglie una pressa, si deve considerare se tutte queste forze devono essere prese in considerazione, a seconda della struttura dei diversi stampi:
Per gli stampi di tranciatura che utilizzano un dispositivo di spellatura rigido e il metodo di espulsione dal basso, la pressione totale di tranciatura Ftotale=Fvuoto+Fspingere;
Per gli stampi di tranciatura che utilizzano un dispositivo di spellatura elastico e il metodo di espulsione dal basso, la pressione totale di tranciatura Ftotale=Fvuoto+Fspingere+Fstriscia;
Per gli stampi di tranciatura che utilizzano un dispositivo di spellatura elastico e il metodo di espulsione dall'alto, la pressione totale di tranciatura Ftotale=Fvuoto+Fspingere+Fespulsione.
Quando si sceglie una pressa in base alla pressione totale di tranciatura dello stampo di tranciatura, la pressione nominale della pressa dovrebbe generalmente soddisfare: pressione nominale della pressa ≥ 1,2Ftotale.
(3) Determinazione del gioco di tranciatura
Il gioco di tranciatura Z si riferisce alla differenza di dimensioni delle parti lavoranti tra il punzone e lo stampo, ovvero Z=Ddado-Dpugno, Z è il gioco su due lati per la tranciatura, Ddado e Dpugno sono le dimensioni del bordo di taglio rispettivamente della matrice e del punzone.
Il gioco di tranciatura ha un impatto significativo sul processo di tranciatura; le sue dimensioni influiscono direttamente sulla qualità dei pezzi tranciati e hanno anche un impatto considerevole sulla durata dello stampo. Il gioco di tranciatura è il parametro di processo più importante per garantire una tranciatura corretta. Nella produzione reale, il valore di un gioco di tranciatura ragionevole viene determinato con metodi sperimentali.
Il valore del gioco di tranciatura ragionevole ha un intervallo abbastanza ampio, in genere (da 5% a 25%) t. Poiché non esiste un valore di gioco di tranciatura ragionevole in assoluto e i requisiti specifici per la tranciatura dei pezzi variano a seconda dei settori, ogni settore e persino ogni azienda ha le proprie tabelle di gioco di tranciatura. Per determinare il valore specifico del gioco di tranciatura, spesso si fa riferimento alle relative tabelle di tranciatura.
In generale, la scelta di un gioco di tranciatura ragionevole più piccolo contribuisce a migliorare la qualità dei pezzi stampati, mentre la scelta di un gioco di tranciatura ragionevole più grande contribuisce a migliorare la durata dello stampo. Pertanto, al fine di garantire la qualità dei pezzi stampati, è opportuno utilizzare un gioco di tranciatura ragionevole più grande.
Inoltre, il gioco di tranciatura su entrambi i lati Z può essere calcolato con la seguente formula:
Z=mt
Nella formula:
m - coefficiente, vedi Tabella 5 e Tabella 6;
t - spessore della lastra (mm).
Tabella 5 valori m per le industrie della produzione di macchinari e dell'industria automobilistica e dei trattori
Nome del materiale
valore m
08 acciaio, 10 acciaio, ottone, rame puro
0.08~0.10
Q235, 25 acciaio
0.1~0.12
45 acciaio
0.12~0.14
(4) Determinazione delle dimensioni dei pezzi da lavorare con punzoni e stampi
Nelle operazioni di tranciatura, le dimensioni e la precisione delle parti lavoranti dello stampo sono i fattori principali che influenzano il grado di tolleranza dimensionale dei pezzi tranciati. Inoltre, il corretto gioco di tranciatura dello stampo dipende anche dalle dimensioni e dalle tolleranze delle parti lavoranti dello stampo. Pertanto, nel determinare le dimensioni e le tolleranze di fabbricazione delle parti lavoranti del punzone e dello stampo, è necessario considerare le leggi di deformazione della tranciatura, il grado di tolleranza delle parti tranciate, l'usura dello stampo e le caratteristiche di fabbricazione.
Tabella 6 valori m per l'industria degli elettrodomestici e degli strumenti elettrici
Tipo di materiale
Nome del materiale
valore m
Materiali metallici
Alluminio, rame puro, ferro puro
0.04
Alluminio duro, ottone, acciaio 08, acciaio 10
0.05
Bronzo allo stagno-fosforo, lega di berillio, acciaio al cromo
0.06
Lamiera di acciaio al silicio, acciaio per molle, acciaio ad alto tenore di carbonio
0.07
Materiali non metallici
Tessuto di carta, cuoio, amianto, gomma, cartone rigido di plastica, cartone adesivo, cartone di tessuto adesivo, foglio di mica
0.02 0.03
1) Principi di base del calcolo delle dimensioni dei punzoni e delle matrici per la tranciatura
I principi di base per il calcolo delle dimensioni di punzoni e matrici per la tranciatura sono:
Nella punzonatura dei fori, il diametro del foro determina la dimensione del punzone, mentre il gioco di tranciatura si ottiene aumentando la dimensione dello stampo. Nella tranciatura, le dimensioni esterne determinano le dimensioni dello stampo e il gioco di tranciatura si ottiene diminuendo le dimensioni del punzone.
Poiché l'usura dello stampo aumenta le dimensioni delle parti tranciate e l'usura del punzone diminuisce le dimensioni delle parti tranciate, per migliorare la durata dello stampo, quando si produce un nuovo stampo, la dimensione dello stampo deve tendere al limite inferiore delle dimensioni della parte tranciata e la dimensione del punzone deve tendere al limite superiore delle dimensioni della parte tranciata.
2) Metodi per garantire il gioco della tranciatura
Nella produzione di stampi di tranciatura, per garantire un gioco di tranciatura ragionevole si utilizzano comunemente i due metodi seguenti:
Un metodo è quello della lavorazione separata. Le dimensioni e le tolleranze del punzone e dello stampo sono specificate separatamente e prodotte singolarmente. Le dimensioni e le tolleranze di produzione del punzone e dello stampo garantiscono il gioco di tranciatura richiesto. I punzoni e gli stampi lavorati con questo metodo sono intercambiabili, hanno un ciclo di produzione breve e sono adatti alla produzione in lotti.
Un altro metodo è quello della lavorazione con accoppiamento singolo. In questo metodo, il punzone e la matrice vengono accoppiati singolarmente per garantire un gioco di tranciatura ragionevole. Dopo la lavorazione, punzone e matrice devono essere abbinati correttamente e non possono essere scambiati. In genere, lo stampo viene scelto come stampo di riferimento per i pezzi tranciati, mentre il punzone viene scelto come stampo di riferimento per i pezzi tranciati.
Sul disegno del pezzo dello stampo di riferimento sono segnate le dimensioni e le tolleranze, mentre sul disegno del pezzo dello stampo di non riferimento corrispondente sono segnate le stesse dimensioni nominali dello stampo di riferimento, ma senza tolleranze. Il gioco di tranciatura viene adattato in base alle dimensioni effettive dello stampo di riferimento, assicurando che il valore del gioco di tranciatura sia compreso entro Zmin a Zmassimo. Il metodo di lavorazione single fit è utilizzato soprattutto per punzoni con forme complesse e piccole distanze di tranciatura.
3) Calcolo delle dimensioni di lavoro durante la lavorazione separata di punzone e matrice
Le dimensioni di lavoro per la lavorazione separata del punzone e dello stampo si riferiscono alle dimensioni che determinano le deviazioni di produzione del punzone e dello stampo. La determinazione delle dimensioni di lavoro può essere calcolata nelle due situazioni seguenti:
dconvesso e dconcavo - sono le dimensioni nominali rispettivamente del punzone e della matrice;
D凹 e Dconvesso - sono le dimensioni nominali rispettivamente della matrice di tranciatura e del punzone;
dmin - dimensione limite inferiore del pezzo punzonato;
δconvesso e δconcavo - sono le tolleranze di fabbricazione rispettivamente del punzone e della matrice. La tolleranza del punzone è negativa e quella dello stampo è positiva. In genere, può essere scelta tra 1/3 e 1/4 della tolleranza del pezzo Δ. Per forme semplici come cerchi o quadrati, data la semplicità di fabbricazione e la facile garanzia di precisione, la tolleranza di fabbricazione può essere selezionata secondo i livelli IT6 - IT8;
Zmin e Zmassimo - sono rispettivamente i valori minimo e massimo del gioco iniziale del doppio lato dello stampo di tranciatura, selezionati in base alle tabelle dei giochi di tranciatura di vari settori o imprese;
Δ - tolleranza del pezzo tranciato;
x - coefficiente di usura; il suo valore varia da 0,5 a 1 e può essere selezionato in base al livello di tolleranza del pezzo tranciato. Se la tolleranza del pezzo è superiore a IT10, si assume x=1; se la tolleranza del pezzo è compresa tra IT11 e IT13, si assume x=0,75; se la tolleranza del pezzo è inferiore a IT14, si assume x=0,5.
4) Fasi della lavorazione di accoppiamento singolo per punzone e stampo
Il metodo di lavorazione a accoppiamento singolo è spesso utilizzato per pezzi tranciati con forme complesse e materiali sottili. Il principio per la determinazione delle dimensioni nominali del punzone e dello stampo è quello di garantire la massima quantità di usura all'interno della gamma di dimensioni qualificate dei pezzi lavorati nello stampo.
Le fasi per la determinazione delle dimensioni di produzione del punzone e dello stampo lavorati in abbinamento singolo sono:
① Selezionare innanzitutto lo stampo di riferimento.
② Determinare se ogni dimensione dello stampo di riferimento aumenterà, diminuirà o rimarrà invariata dopo l'usura.
③ In base alla determinazione, l'aumento di dimensione è calcolato dalla dimensione limite superiore del pezzo meno xΔ, con tolleranza positiva per punzone e matrice, e la dimensione della tolleranza selezionata da 1/3 a 1/4 della tolleranza di dimensione Δ; la diminuzione della dimensione è calcolata dalla dimensione limite inferiore del pezzo più xΔ, con tolleranza negativa per punzone e matrice, e la dimensione della tolleranza selezionata come 1/3 - 1/4 della tolleranza della dimensione Δ; la dimensione invariata è calcolata dalla dimensione media del pezzo, con tolleranze positive e negative simmetriche, e la dimensione della tolleranza selezionata come 1/8 della tolleranza della dimensione Δ.
④ Le dimensioni esterne allo stampo di riferimento sono adattate alle dimensioni effettive dello stampo di riferimento per garantire i requisiti del gioco di punzonatura.
3. Regolazione della pressa durante l'installazione dello stampo di punzonatura
La corretta regolazione della pressa è un aspetto importante dell'installazione dello stampo di punzonatura e un prerequisito fondamentale per produrre pezzi stampati qualificati. Gli aspetti principali della regolazione della pressa sono la regolazione della corsa della pressa e dell'altezza di chiusura della pressa. Se nello stampo è presente una barra di spogliazione, anche la posizione di quest'ultima deve essere regolata.
(1) Regolazione della corsa della pressa
La corsa del cursore nella maggior parte delle presse (come quelle a manovella) non è regolabile. Alcune presse (come le presse eccentriche, in cui l'albero principale della pressa è un albero eccentrico, come mostrato nella Figura 43) hanno una corsa del cursore regolabile. Come mostrato nella Figura 43a, l'uso di una struttura con albero eccentrico e manicotto consente di regolare la corsa ruotando la posizione del manicotto eccentrico.
Figura 43 Meccanismo di corsa regolabile e regolazione della corsa
a) Meccanismo di corsa regolabile b) Corsa massima di funzionamento c) Corsa minima di funzionamento 1-Albero eccentrico 2-Bussola eccentrica 3-Articolo di collegamento 4 cursori O-Centro dell'albero principale A-Centro della parte eccentrica dell'albero principale eccentrico M-Centro del manicotto eccentrico
Quando le distanze eccentriche dell'albero eccentrico e del manicotto eccentrico sono nella stessa direzione, il valore della corsa di funzionamento è massimo, come mostrato nella Figura 43b, cioè,
Hmassimo=2(r1+r2)
Dove
Hmassimo-Corsa massima di funzionamento della pressa (mm);
r1-Raggio eccentrico dell'albero eccentrico (mm);
r2-Raggio eccentrico del manicotto eccentrico (mm).
Quando le distanze eccentriche dell'albero eccentrico e del manicotto eccentrico sono in direzioni opposte, il valore della corsa di funzionamento è minimo, come mostrato nella Figura 43c, ovvero,
Hmin=2(r1-r2)
Dove Hmin-Corsa operativa minima della pressa (mm).
La Figura 44 mostra un diagramma schematico del meccanismo di regolazione della corsa della pressa eccentrica. Il principio e le fasi di regolazione sono le seguenti:
Figura 44 Schema del meccanismo di regolazione della corsa della pressa eccentrica
1-Dado Manicotto a 2 ingressi 3-Bussola eccentrica 4-Asta di collegamento 5 Albero principale eccentrico
L'estremità anteriore dell'albero principale eccentrico 5 è una parte eccentrica, rivestita da una bussola eccentrica 3. La bussola eccentrica 3 e la bussola di innesto 2 sono ingranate da denti terminali e bloccate dal dado 1. La bussola di innesto 2 è collegata all'albero principale eccentrico 5 da una chiave. La bussola eccentrica 3 e la bussola di innesto 2 sono ingranate da denti terminali e bloccate dal dado 1. La bussola di innesto 2 è collegata all'albero principale eccentrico 5 da una chiave. La biella 4 è liberamente calettata sul manicotto eccentrico. In questo modo, la rotazione dell'albero principale porterà il centro M della bussola eccentrica 3 a muoversi in un movimento circolare lungo il centro O dell'albero principale, facendo compiere alla biella 4 e al cursore un movimento alternato di salita e discesa.
Allentare il dado 1 per disinnestare i denti terminali della bussola d'innesto 2, ruotare la bussola eccentrica 3 e regolare la distanza dal centro M della bussola eccentrica al centro O dell'albero principale, regolando così la corsa del cursore entro un certo intervallo. L'intervallo di regolazione della corsa è (dove A è il centro della parte eccentrica dell'albero principale eccentrico e M è il centro del manicotto eccentrico).
(2) Regolazione dell'altezza di chiusura della pressa
Per adattarsi a stampi di altezze diverse, l'altezza dello stampo della pressa deve essere regolabile. In generale, la lunghezza della biella della pressa può essere regolata.
Un'estremità della biella della pressa è collegata all'albero a gomiti, mentre l'altra estremità è collegata al cursore. Pertanto, la regolazione della lunghezza della biella può raggiungere lo scopo di regolare l'altezza dello stampo. Il meccanismo di scorrimento della manovella della pressa JB23-63 mostrato nella Figura 45 regola l'altezza dello stampo regolando la lunghezza della biella.
Figura 45 Meccanismo di scorrimento della manovella della pressa JB23-63
1-Corpo di collegamento 2-Bussola di supporto Albero a 3 manovelle Barra a 4 scanalature 5-Slider 6-Vite di regolazione 7-Sedile di supporto 8-Blocco di sicurezza 9-Blocco di bloccaggio del portautensili 10-Vite di bloccaggio 11-Blocco di bloccaggio
Come si può vedere nella Figura 45, la biella non è parte integrante, ma è composta dal corpo di collegamento 1 e dalla vite di regolazione 6. Al centro della vite di regolazione 6 si trova una parte esagonale, come mostrato nella sezione A-A della Figura 44. Allentare la vite di bloccaggio 10 e ruotare con una chiave la parte esagonale al centro della vite di regolazione 6 per regolare la lunghezza della biella. Le presse più grandi regolano la vite tramite un motore, un ingranaggio o un meccanismo a vite senza fine.
Quando il cursore si trova nel punto morto inferiore, la distanza tra il piano inferiore del cursore e la superficie della tavola è chiamata altezza di chiusura della pressa. Quando la biella è regolata sulla lunghezza minima, l'altezza di chiusura raggiunge il valore massimo, definito altezza di chiusura massima della pressa; quando la biella è regolata sulla lunghezza massima, l'altezza di chiusura raggiunge il valore minimo, definito altezza di chiusura minima della pressa.
Per installare correttamente lo stampo sulla pressa e garantire il normale funzionamento dell'impianto processo di stampaggioL'altezza massima di chiusura della pressa deve essere superiore all'altezza di chiusura dello stampo, in modo che lo stampo possa essere installato tra la superficie di lavoro della pressa e la superficie inferiore del cursore; l'altezza minima di chiusura della pressa deve essere inferiore all'altezza di chiusura dello stampo, in modo che gli stampi superiori e inferiori possano allinearsi correttamente durante lo stampaggio.
Dopo aver regolato l'altezza di chiusura della pressa, il dispositivo di blocco deve essere bloccato per evitare che la lunghezza della biella cambi a causa dell'allentamento durante il funzionamento della pressa, compromettendo la normale operazione di stampaggio. Ciò è particolarmente importante per alcuni processi di stampaggio nelle procedure di deformazione di base, come la piegatura e la goffratura.
(3) Regolazione del dispositivo di blocco
Al termine di un'operazione di stampaggio, il pezzo rimane spesso bloccato nello stampo. Per spingere il pezzo fuori, la pressa è solitamente dotata di un dispositivo di abbattimento posizionato sul cursore. Come illustrato nella Figura 46, il dispositivo rigido di abbattimento è costituito da un'asta di abbattimento 4 che attraversa il cursore e da una vite di arresto 3 fissata al corpo della macchina.
Quando il cursore scende per eseguire la tranciatura, il pezzo in lavorazione viene spinto verso l'alto dall'asta di espulsione 7 nello stampo superiore attraverso l'asta di battuta 4 del cursore. Quando il cursore sale e si avvicina al punto morto superiore, entrambe le estremità dell'asta di espulsione 4 sono bloccate dalla vite di arresto 3 sul corpo macchina. Mentre il cursore continua a salire, l'asta di espulsione 4 si sposta verso il basso rispetto al cursore, spingendo l'asta di espulsione 7 nello stampo superiore per espellere il pezzo.
La corsa massima di lavoro dell'asta di arresto 4 è H-h. Se l'asta di battuta 4 entra in collisione con la vite di arresto 3 troppo presto, si verificano incidenti alle apparecchiature. Pertanto, quando si cambiano gli stampi o si regola l'altezza di installazione della pressa, la posizione della vite di arresto 3 deve essere regolata di conseguenza.
Figura 46 Dispositivo di chiusura della pressa
1-Corpo macchina Sedile a 2 fermate Vite a 3 punti di arresto Asta a 4 fori Pin a 5 stop 6 cursori Asta di espulsione 7
La Figura 47 mostra lo stato di funzionamento iniziale del dispositivo di pressatura.
Figura 47 Stato di funzionamento iniziale del dispositivo di blocco della pressa
a) Punto morto inferiore della corsa b) Punto morto superiore della corsa 1 Vite di arresto Asta a 2 fori di chiusura Asta a 3 espulsori 4-Femmina Morire Parte a 5 timbri Materiale a 6 fogli 7-Punch
4. Installazione e regolazione dello stampo di tranciatura
L'installazione e la regolazione dello stampo di tranciatura è una parte importante dell'operazione di tranciatura. La qualità dell'installazione e della regolazione influisce direttamente sulla sicurezza e sulla produzione dei pezzi lavorati. La correttezza dell'installazione e della regolazione influisce direttamente sulla sicurezza dello stampo, delle attrezzature e degli addetti allo stampaggio.
(1) Metodo di installazione dello stampo di tranciatura
Il principio generale di installazione dello stampo sulla pressa è: fissare prima lo stampo superiore sul cursore della pressa, quindi regolare lo stampo inferiore in base alla posizione dello stampo superiore. Le regolazioni corrispondenti della pressa devono essere effettuate durante il processo di installazione dello stampo.
L'installazione degli stampi di tranciatura può essere suddivisa in stampi di tranciatura non guidati e stampi di tranciatura guidati.
1) Installazione di matrici di tranciatura non guidate
L'installazione di stampi di tranciatura non guidati è relativamente complicata. Il metodo è il seguente:
① Preparazione per l'installazione dello stampo. Prima di installare lo stampo, è necessario ispezionare la pressa e lo stampo. I principali elementi di ispezione comprendono:
La pressione nominale della pressa selezionata deve essere 1,2-1,3 volte superiore alla forza di processo dello stampo.
Le posizioni dei fori di montaggio (asole) dello stampo devono corrispondere a quelle della pressa.
Le dimensioni del foro per gli scarti sul piano di lavoro della pressa devono essere superiori alle dimensioni del prodotto e degli scarti. Se il pezzo o gli scarti cadono direttamente sul piano di lavoro, è necessario riservare uno spazio per la rimozione manuale.
Le dimensioni del piano di lavoro e della superficie inferiore del cursore della pressa devono corrispondere allo stampo installato e deve esserci un certo spazio libero. In genere, il piano di lavoro della pressa deve essere di 50-70 mm più grande della dimensione della piastra dello stampo.
La lunghezza e il diametro dell'asta di espulsione della matrice devono corrispondere al meccanismo di estrazione della pressa.
Inoltre, gli operatori devono conoscere la forma, la precisione dimensionale e i requisiti tecnici dei pezzi da punzonare, comprendere i documenti di processo relativi ai pezzi punzonati e il contenuto di lavorazione del processo in corso; conoscere il tipo, la struttura, il principio di funzionamento e le caratteristiche di utilizzo dello stampo di tranciatura utilizzato. Infine, è necessario pulire lo stampo e il piano di lavoro della pressa e verificare lo stato di funzionamento della pressa.
② Verificare le condizioni di installazione della matrice. L'altezza di chiusura dello stampo deve corrispondere all'altezza di installazione della pressa. Prima di installare lo stampo, è necessario misurarne l'altezza di chiusura. Il valore dell'altezza di chiusura H0 dello stampo deve soddisfare i seguenti requisiti:
Hmin+10mm≤H0≤Hmassimo-5 mm
Formula
H0-Altezza chiusa dello stampo (mm);
Hmassimo-Altezza massima di chiusura della pressa (mm);
Hmin-Altezza minima di chiusura della pressa (mm).
Se l'altezza di chiusura dello stampo è troppo piccola e non soddisfa i requisiti di cui sopra, è possibile aggiungere una piastra di appoggio al piano di lavoro della pressa per soddisfare i requisiti di cui sopra prima di installare lo stampo, come illustrato nella Figura 48.
Figura 48 Rapporto tra le dimensioni della pressa e l'installazione dello stampo
1-Fascio di espulsione Blocco di serraggio con impugnatura a 2 stampi 3 Pad Tavolo da lavoro 4
Il significato delle altre dimensioni mostrate nella figura è:
N - Corsa della traversa che colpisce;
M - Distanza tra la traversa di battuta e la superficie inferiore del cursore;
h - Profondità del foro del manico della matrice o altezza del manico della matrice;
d - Diametro del foro della matrice o della maniglia della matrice;
k×s - Dimensioni della superficie di base del cursore;
L - Distanza dalla superficie del banco di lavoro alla guida del cursore;
l - Quantità di regolazione dell'altezza dello stampo (regolazione dell'altezza da chiuso);
a×b - Dimensioni della piastra di supporto;
D - Diametro del foro della piastra di supporto;
a1×b1 - Dimensioni del foro del banco da lavoro;
A×B - Dimensioni del banco di lavoro.
Quando più serie di stampi sono installate sulla stessa macchina per la timbratura a più stazioni, l'altezza di chiusura di ciascuna serie di stampi deve essere la stessa.
③ Installare la matrice. Dopo aver completato i lavori di preparazione per l'installazione di ogni matrice, procedere all'installazione della matrice secondo i seguenti passaggi.
Posizionare lo stampo al centro della pressa, come illustrato nella Figura 49. Le matrici superiore e inferiore sono sostenute dai blocchi 3.
Figura 49 Installazione e regolazione di una fustella non guidata
1-Cartone rigido 2-Die 3 blocchi Cursore macchina a 4 pressioni 5 Pugni 6-Modello superiore 7-Dado 8-Piastra di pressione 9-Ferro da stiro Bullone a 10 T
Allentare il dado sul cursore della pressa 4, girare manualmente o con un piede di porco il volano della pressa per abbassare il cursore della pressa 4 finché non entra in contatto con la sagoma superiore 6 e la maniglia della matrice entra nel foro della maniglia della pressa sul cursore 4.
Se il cursore della pressa 4, regolato nella posizione più bassa secondo i requisiti di cui sopra, non riesce ancora a entrare in contatto con la dima superiore 6, regolare la vite sulla biella della pressa per far sì che il cursore della pressa 4 entri in contatto con la dima superiore 6. Se regolando la biella al punto più basso il cursore 4 della pressa non riesce ancora a entrare in contatto con la sagoma superiore 6, aggiungere dei blocchi alla base della sagoma inferiore per sollevare la sagoma inferiore fino a farla entrare in contatto.
Dopo aver regolato l'altezza del cursore della pressa 4, fissare l'impugnatura della matrice al cursore della pressa 4.
④ Regolare la distanza tra gli stampi. Una volta completata l'installazione dello stampo sulla pressa, regolare lo spazio tra il punzone e lo stampo, cioè posizionare un cartone rigido 1 o una lastra di rame con uno spessore equivalente al valore dello spazio su un solo lato tra il punzone e lo stampo sul bordo di taglio dello stampo 2, e utilizzare il metodo del light-tunneling per regolare lo spazio tra il punzone e lo stampo per renderlo uniforme.
⑤ Fissare lo stampo. Dopo aver regolato la distanza, inserire il bullone a T 10 nella fessura della tavola della pressa e fissare saldamente lo stampo inferiore alla pressa attraverso la piastra di pressione 8, i blocchi 9 e i dadi 7. Si noti che i bulloni devono essere fissati in modo simmetrico e alternato.
⑥ Prova dello stampo. Dopo aver completato tutti i lavori sopra descritti, la pressa può essere avviata per effettuare una prova dello stampo. Durante la prova, se lo stampo spazio tra il punzone e la matrice per la regolazione, allentare leggermente il dado 7 e colpire delicatamente con un martello la mascherina inferiore nella direzione di regolazione, in base alla distribuzione della distanza tra punzone e matrice, fino a quando la distanza è adeguata.
⑦ Produzione formale. Dopo che il pezzo di prova è stato ispezionato e approvato dal personale addetto all'autocontrollo e all'ispezione, è possibile avviare la produzione in serie.
2) Metodo di installazione della fustella guidata
Per le fustelle guidate, grazie alla guida dei montanti e dei manicotti di guida, l'installazione e la regolazione sono più comode e semplici rispetto alle fustelle non guidate. I punti principali dell'installazione sono:
In base ai requisiti di installazione delle matrici di taglio non guidate, effettuare i preparativi tecnici prima di installare la matrice, pulire la matrice e la tavola della pressa e ispezionare la pressa.
Posizionare lo stampo in posizione chiusa sul tavolo della pressa.
Separare la matrice superiore da quella inferiore e sostenere la matrice superiore con blocchi di legno o ferro di supporto.
Abbassare il cursore della pressa fino al punto morto inferiore e regolarlo in modo che entri in contatto con il piano superiore della sagoma superiore dello stampo, come illustrato nella Figura 50.
Fissare separatamente gli stampi superiori e inferiori al cursore della pressa e alla tavola della pressa. I bulloni devono essere fissati in modo simmetrico e alternato. Quando si regola la posizione del cursore della pressa, assicurarsi che nel punto morto superiore il punzone non sporga oltre la piastra di guida o che il manicotto di guida non scenda oltre 1/3 della lunghezza del montante di guida.
Dopo che lo stampo è stato fissato saldamente, eseguire una prova e, dopo il successo della prova, procedere alla produzione formale.
Figura 50 Installazione dello stampo
(2) Punti chiave della regolazione della fustella
I punti chiave della regolazione della fustella sono:
1) Regolare la profondità di inserimento di punzone e matrice
Regolare le matrici superiore e inferiore dello stampo di taglio per garantire la profondità di ingaggio appropriata tra le parti lavoranti delle matrici superiore e inferiore. Non deve essere né troppo profonda né troppo superficiale, con l'obiettivo di produrre pezzi adeguati. In genere, la matrice di taglio assicura che il punzone entri nella matrice a una profondità di 0,5-1 mm e, per le matrici in lega dura, non dovrebbe superare 0,5 mm. La profondità di inserimento del punzone e dello stampo si ottiene regolando la lunghezza della biella della pressa.
2) Regolare lo spazio tra il punzone e la matrice
La matrice di taglio deve garantire uno spazio uniforme intorno al punzone e alla matrice. Spazi inadeguati o non uniformi influiscono direttamente sulla qualità dei pezzi stampati.
Per le matrici a componenti guidati, l'installazione e la regolazione sono relativamente convenienti, a condizione che sia garantita la precisione del movimento dei componenti di guida, poiché l'accoppiamento tra i componenti di guida (come i montanti di guida e i manicotti di guida) è relativamente preciso e garantisce un divario di accoppiamento uniforme tra la matrice superiore e quella inferiore.
Per le fustelle non guidate, è possibile foderare un foglio di rame puro o un cartone rigido attorno al bordo di taglio della fustella per la regolazione (lo spessore del foglio di rame puro o del cartone rigido è equivalente allo spazio su un solo lato tra il punzone e la fustella). Quando lo spessore dello spezzone del pezzo stampato supera 1,5 mm, a causa del maggiore spazio tra gli stampi, è possibile utilizzare il metodo di rivestimento di cui sopra per la regolazione.
Per gli stampi di tranciatura di pezzi più sottili, lo stampo può essere regolato dall'addetto allo stampaggio osservando le dimensioni dello spazio intorno al punzone e allo stampo di accoppiamento. Se si nota che lo spazio tra il punzone e la matrice è relativamente grande in una certa direzione, è necessario fissare prima la matrice superiore e allentare quella inferiore. Quindi, utilizzando un martello, battere delicatamente il lato della matrice inferiore verso la direzione in cui lo spazio deve essere ridotto. Dopo un'adeguata regolazione, ripetere l'osservazione della fessura intorno al punzone e alla matrice di accoppiamento fino a quando non sarà uniforme.
Per le matrici di tranciatura con bordi di taglio diritti, è possibile utilizzare il metodo della trasmissione della luce e la prova dello spessimetro per regolare la distanza. Quando il punzone e la matrice sono centrati e lo spazio è uniforme, utilizzare le viti per fissare la matrice alla pressa per la punzonatura di prova.
Dopo la punzonatura di prova, ispezionare i pezzi punzonati di prova per verificare l'assenza di bave significative e di superfici di taglio ruvide. Se non è adatto, allentare la matrice inferiore e continuare a regolare secondo il metodo precedente fino a quando la distanza è appropriata.
Per facilitare la regolazione dello spazio per gli stampi di tranciatura non guidati nella produzione futura, è possibile utilizzare il metodo di pressatura di una lastra di rame puro o di un foglio di carta dura con uno spessore pari allo spazio su un solo lato del punzone e dello stampo nella cavità dello stampo insieme al punzone per ridurre il carico di lavoro della regolazione dello stampo di tranciatura.
3) Regolare il dispositivo di posizionamento
I componenti di posizionamento dello stampo di tranciatura comprendono principalmente perni di posizionamento, blocchi di posizionamento e piastre di posizionamento. Durante la regolazione dello stampo di tranciatura, verificare se i componenti di posizionamento soddisfano i requisiti di posizionamento e se il posizionamento è affidabile. Se le posizioni dei componenti di posizionamento non sono adatte, devono essere tagliate durante la regolazione e, se necessario, sostituite.
4) Regolare il sistema di spellatura
La regolazione del sistema di spellatura consiste principalmente nel verificare che la piastra di spellatura o l'espulsore funzionino senza problemi, che le molle di spellatura e l'elasticità della gomma siano sufficienti, che la corsa di spellatura sia adeguata, che i fori per gli scarti non siano ostruiti e che le aste di punzonatura e le aste di spinta possano scaricare senza problemi i pezzi e gli scarti. Se si riscontrano dei difetti, è necessario effettuare delle regolazioni e, se necessario, delle sostituzioni.
5. Precauzioni per le operazioni di tranciatura
Le attrezzature utilizzate per la tranciatura comprendono principalmente diverse presse a manovella. Durante il funzionamento, è necessario innanzitutto conoscere le prestazioni e le caratteristiche dell'apparecchiatura utilizzata e padroneggiarne i metodi di funzionamento. In secondo luogo, è importante anche comprendere le prestazioni e le caratteristiche dello stampo utilizzato per la tranciatura ed essere in grado di installarlo e regolarlo. Inoltre, quando si eseguono operazioni di tranciatura, è necessario prestare attenzione al rispetto delle procedure operative, i cui requisiti principali sono i seguenti.
(1) Requisiti prima del lavoro
Preparare i dispositivi di protezione individuale e gli strumenti da utilizzare.
Controllare i registri del passaggio di consegne e prestare attenzione a eventuali problemi irrisolti del turno precedente.
Controllare che le parti facilmente allentabili dell'apparecchiatura siano serrate.
Controllare se la pressione nei sistemi del petrolio e del gas è adeguata e se ci sono perdite nelle condutture.
Lubrificare l'apparecchiatura come richiesto.
Esaminare i file di processo e le schede di produzione, tra cui: controllare gli stampi utilizzati e il loro stato di installazione, verificare le specifiche e il tipo di materiale, la quantità dei pezzi di tranciatura e altri elementi rilevanti specificati nei file di processo.
(2) Requisiti durante il lavoro
1) Collegare l'alimentazione e, dopo che il volano ruota normalmente, far girare la pressa a vuoto per alcune volte per verificare se la frizione, il freno e il sistema di controllo sono sensibili e affidabili; controllare se i dispositivi di sicurezza sono efficaci; allo stesso tempo, osservare se lo stampo funziona normalmente.
2) Testare diversi pezzi, eseguire l'autocontrollo e farli controllare dall'ispettore. Procedere alla normale produzione solo se sono qualificati.
3) Durante il lavoro, se si verificano problemi di qualità o funzionamento anomalo della pressa, malfunzionamento dei comandi o risposta insensibile della frizione e del freno, arrestare immediatamente la macchina. È severamente vietato far funzionare l'apparecchiatura in caso di guasti.
(3) Requisiti dopo il completamento dei lavori
Disinnestare la frizione e spegnere l'alimentazione.
Pulire il luogo di lavoro, pulire la pressa e lo stampo e applicare l'olio protettivo come richiesto.
Registrare attentamente i dettagli del passaggio di consegne del turno.
6. Difetti comuni dei pezzi tranciati e soluzioni
I difetti più comuni dei pezzi tranciati includono bave di grandi dimensioni e superfici deformate. Questi difetti possono essere causati da problemi con il materiale di tranciatura, dalla regolazione o da problemi con lo stampo di tranciatura o da negligenza operativa. Le soluzioni devono essere studiate sulla base di un'attenta analisi delle cause dei difetti. Per i difetti e le soluzioni più comuni dei pezzi da tranciare, consultare la Tabella 7.
Tabella 7 Difetti comuni e soluzioni dei pezzi di tranciatura
Stato della qualità
Causa
Soluzione
La sezione tranciata è buona, con solo piccole bave e una certa inclinazione sulla superficie di taglio.
Distanza ragionevole e uniforme, bordi di taglio affilati di punzone e matrice e fessure di taglio sovrapposte.
È una situazione normale.
La superficie di taglio presenta crepe, doppie bande luminose e bave, la dimensione di punzonatura si riduce e la dimensione di tranciatura aumenta.
Lo spazio è troppo ridotto e le fessure sui bordi di taglio del punzone e della matrice non si sovrappongono.
Affilare i bordi di taglio del punzone e della matrice.
L'inclinazione della superficie di taglio è elevata, con conseguente formazione di bave strappate, filetti allargati, aumento delle dimensioni di punzonatura e riduzione delle dimensioni di tranciatura.
Lo spazio è troppo grande e le fessure non si sovrappongono.
Sostituire i taglienti del punzone e della matrice.
La distribuzione delle bave sulla superficie di taglio è irregolare e il filetto è incoerente.
1) Gli assi del punzone e della matrice sono disallineati o non coassiali. 2) Lo spazio nel dispositivo di guida è troppo grande. 3) Il dispositivo di guida o il punzone sono inclinati.
1) Regolare la posizione relativa del punzone e della matrice o affilare i taglienti. 2) Sostituire il dispositivo di guida (ad esempio la bussola). 3) Reinstallare il dispositivo di guida o il punzone.
Grandi bave sui bordi dei pezzi punzonati e aumento dei filetti dei pezzi tranciati.
Il bordo di taglio della matrice è opaco o non abbastanza duro.
Affilare o sostituire la matrice.
Grandi bave su pezzi tranciati e grandi filetti su pezzi punzonati.
Il tagliente del punzone è opaco o non abbastanza duro.
Affilare o sostituire il punzone.
Sia i pezzi tranciati che quelli punzonati presentano grandi bave e grandi filetti.
Sia il punzone che la matrice sono opachi.
Affilare o sostituire il punzone e la matrice.
Il piano del pezzo è concavo.
1) Il tagliente della matrice ha una conicità inversa. 2) L'area di contatto tra l'asta di espulsione e il pezzo è troppo piccola. 3) La piastra di spellatura è fissata. 4) Tranciatura attraverso il foro della matrice
1) Affilatura dei bordi della matrice 2) Sostituzione del perno di espulsione 3) Passare a una piastra di spelatura elastica 4) Migliorare il meccanismo di espulsione
Offset del foro interno del pezzo
1) Disallineamento dell'anello di posizionamento e della matrice 2) Disallineamento del tappo del materiale e del dispositivo di alimentazione
1) Sostituire l'anello di posizionamento 2) Riassemblare o sostituire le parti interessate
IV. Taglio del gas
Il taglio a gas utilizza l'energia termica di una fiamma ossiacetilenica o di una fiamma di gas ossigeno-liquido per preriscaldare l'area di taglio di un pezzo a una certa temperatura e quindi spruzza un flusso di gas da taglio ad alta velocità per far bruciare il metallo e rilasciare calore, ottenendo così il taglio.
Il taglio a gas presenta i vantaggi della convenienza e della forte adattabilità. Può realizzare il taglio di tutti gli spessori e i tipi di acciaio al carbonio, comprese le piastre di acciaio e l'acciaio strutturale. Inoltre, il taglio a gas offre bassi costi di produzione.
Il taglio a gas è classificato in base alle diverse fiamme generate dai gas di taglio, come il taglio a fiamma ossiacetilenica e il taglio a gas di petrolio ossigenato. In base ai metodi di funzionamento, si divide in taglio manuale a gas, taglio semiautomatico a gas e taglio automatico a gas CNC. Il taglio a gas manuale ossiacetilenico è il metodo più utilizzato in lavorazione della lamiera.
1. Attrezzature e strumenti per il taglio a gas
Le attrezzature e gli strumenti utilizzati per il taglio a gas variano leggermente a seconda del tipo di gas combustibile utilizzato. L'attrezzatura per il taglio a fiamma ossiacetilenica consiste in una bombola di ossigeno e un regolatore di ossigeno, una bombola di acetilene e un regolatore di acetilene, un dispositivo di arresto del ritorno di fiamma e una torcia, come illustrato nella Figura 51.
Figura 51 Apparecchiature per il taglio a fiamma ossiacetilenica
1 pezzo A 2 torce 3-Tubo 4-Arresto del ritorno di fiamma Regolatore a 5 acetilene 6-Regolatore di ossigeno 7-Cilindro di ossigeno Bombola di acetilene 8
(1) Bombola di ossigeno e bombola di acetilene
La bombola di ossigeno è un contenitore cilindrico per lo stoccaggio di ossigeno ad alta pressione ed è dipinta di blu chiaro per essere identificata. La pressione massima è di 16,7 MPa, con un volume di circa 40 litri e una capacità di gas di circa 6 metri.3. La bombola di ossigeno è un recipiente ad alta pressione che presenta rischi di esplosione e richiede precauzioni di sicurezza durante l'uso. Deve essere maneggiata con cura per evitare vibrazioni e urti violenti e deve essere tenuta a più di 5 metri di distanza da fiamme libere o fonti di calore durante il funzionamento.
In estate, le bombole di ossigeno devono essere protette dall'esposizione al sole e in inverno le valvole congelate non devono essere scongelate con il fuoco ma con acqua calda. L'ossigeno nella bombola non deve essere completamente esaurito; la pressione residua deve essere mantenuta tra 98-196 kPa per evitare l'ingresso di altri gas e potenziali esplosioni.
Le bombole di acetilene sono contenitori specializzati per lo stoccaggio e il trasporto dell'acetilene. Assomigliano alle bombole di ossigeno, ma sono leggermente più corte (1,12 m) e hanno un diametro maggiore (250 mm). La superficie è dipinta di bianco, con la scritta "acetilene" in rosso. Per garantire uno stoccaggio stabile e sicuro dell'acetilene, la bombola è riempita con un materiale poroso imbevuto di acetone.
Le bombole di acetilene devono essere tenute in posizione verticale durante la movimentazione, il carico, lo scarico e l'uso e non devono mai essere appoggiate a terra. L'uso dell'acetilene richiede un regolatore di pressione; è vietato l'uso diretto.
(2) Regolatore.
Il regolatore è un dispositivo che riduce il gas ad alta pressione in gas a bassa pressione. La sua funzione è quella di ridurre la pressione del gas ad alta pressione proveniente dalla bombola alla pressione di esercizio desiderata e di mantenere la stabilità della pressione.
La Figura 52 mostra il principio strutturale di un regolatore monostadio. Ruotando la vite di regolazione 1 in senso orario si apre la valvola di controllo della pressione 8, consentendo al gas ad alta pressione proveniente dalla bombola di fluire dalla camera ad alta pressione 7 attraverso la valvola di controllo della pressione 8 nella camera a bassa pressione 12. Il gas si espande, riducendo la pressione alla pressione di esercizio, e quindi esce attraverso l'uscita 11. Il gas si espande, riducendo la pressione alla pressione di esercizio, e poi esce attraverso l'uscita 11.
Figura 52 Regolatore
1-Vite di regolazione 2-Molla funzionante Diaframma 3-Elastico Asta a 4 trasmissioni 5-Misuratore di alta pressione 6-Molla ausiliaria 7-Camera ad alta pressione Valvola di controllo della pressione 8 9-Valvola di sicurezza 10 Manometro di bassa pressione 11 uscite 12 Camera a bassa pressione
La pressione di lavoro viene regolata modificando la posizione della vite di regolazione 1. La molla di lavoro 2 e la molla ausiliaria 6 assicurano che la valvola di controllo della pressione 8 possa aprirsi automaticamente e mantenere l'equilibrio quando la pressione del cilindro diminuisce gradualmente, mantenendo stabile la pressione di lavoro.
I regolatori per l'ossigeno e il gas acetilene disciolto devono essere regolatori specializzati, adatti alle caratteristiche di ciascun gas.
(3) Torcia e tubo flessibile.
La funzione della torcia è quella di miscelare ossigeno e acetilene nella giusta proporzione per formare una fiamma di preriscaldamento e di spruzzare ossigeno ad alta pressione sul pezzo da tagliare, facendo sì che il metallo nel getto di ossigeno bruci, esploda e formi un taglio.
La torcia da taglio si divide in due tipi, a getto e a pressione uguale, in base ai diversi metodi di miscelazione dell'ossigeno e dell'acetilene, come illustrato nella Figura 53. Di questi, la torcia da taglio a getto è quella più comunemente utilizzata ed è adatta per gas acetilene a bassa o media pressione. La torcia da taglio a getto è quella più comunemente utilizzata ed è adatta per gas acetilene a bassa o media pressione. La Tabella 8 elenca i modelli e i parametri comuni della torcia da taglio a getto.
Figura 53 Principio di costruzione della torcia da taglio
a) Principio e forma del tipo di getto b) Forma di tipo a pressione uguale 1-Ugello di taglio 2, 9-Tubo di miscelazione Tubo a 3 getti 4 ugelli 5, 10 Valvola dell'ossigeno 6-Condotto per l'ossigeno 7-Guaina per acetilene 8-Valvola per acetilene
Tabella 8 Modelli e parametri comuni di torce da taglio a getto
Modello
Ugello di taglio
Spessore della piastra di acciaio a basso tenore di carbonio/mm
Diametro del foro di ossigeno dell'ugello di taglio/mm
Pressione del gas/MPa
Consumo di gas/(L/min)
Numero
Tipo
Ossigeno
Gas acetilene
Ossigeno
Gas acetilene
G01-30
1
Forma dell'anello
3~10
0.7
0.2
0.001~0.1
13.3
3.5
2
10~20
0.9
0.25
23.3
6.0
3
20~30
1.1
0.3
36.7
5.2
G01-100
1
Forma di un fiore di prugna
10~25
1.0
0.3
36.7~45
5.8~6.7
2
25~50
1.3
0.4
58.2~71.7
7.7~8.3
Nota: nel numero di modello, G rappresenta la torcia da taglio, 0 rappresenta il tipo manuale, 1 rappresenta il tipo a getto e i numeri seguenti rappresentano lo spessore massimo (mm) dell'acciaio a basso tenore di carbonio per il taglio a gas.
La Figura 53a mostra la torcia di taglio a getto. La torcia di taglio a getto utilizza un tubo a getto fisso e, sostituendo gli ugelli di taglio con fori di diverso diametro, può soddisfare le esigenze di taglio di pezzi di diverso spessore. È ampiamente utilizzata in produzione.
Durante il lavoro, l'ossigeno di preriscaldamento entra ad alta velocità nella camera di miscelazione, aspira il gas acetilene circostante e forma una miscela con un determinato rapporto, che viene spruzzata dall'ugello di taglio. Dopo l'accensione, forma una fiamma di preriscaldamento. L'ossigeno da taglio esce quindi dal foro centrale dell'ugello di taglio attraverso il tubo dell'ossigeno, formando un flusso di ossigeno da taglio ad alta velocità.
La Figura 53b mostra la torcia da taglio a pressione uguale. L'acetilene, l'ossigeno di preriscaldamento e l'ossigeno di taglio della torcia da taglio a pressione uguale vengono introdotti rispettivamente nell'ugello di taglio attraverso tubazioni separate. L'ossigeno di preriscaldamento e l'acetilene iniziano a mescolarsi nell'ugello di taglio e, dopo essere stati spruzzati e accesi, producono una fiamma di preriscaldamento. È adatto per gas acetilene a media pressione ed è caratterizzato da una fiamma stabile e non soggetta a ritorno di fiamma.
Il tubo di gomma utilizzato per trasportare ossigeno, gas acetilene o gas di petrolio liquefatto alla torcia da taglio è realizzato in gomma di alta qualità con tessuto o fibra di cotone. La pressione di esercizio consentita per il tubo dell'ossigeno è di 1,5 MPa e il diametro del tubo è di 8 mm; la pressione di esercizio consentita per il tubo dell'acetilene è di 0,5 MPa e il diametro del tubo è di 10 mm. Per una facile identificazione, il tubo dell'ossigeno è rosso e quello dell'acetilene è verde.
2. Tecniche di taglio a gas
Il taglio generale a gas può essere eseguito secondo le fasi e i metodi seguenti:
(1) Preparazione prima del taglio a gas.
Pulire le macchie d'olio e la ruggine sulla superficie del pezzo e sollevare il pezzo a una certa altezza, lasciando un certo spazio sotto il pezzo per facilitare l'espulsione delle scorie di ossido.
Quindi, controllare la forma della linea di flusso dell'ossigeno da taglio. Durante l'ispezione, accendere la torcia da taglio e regolare il rapporto di miscela ossigeno-acetilene per rendere la fiamma di preriscaldamento una fiamma neutra. Il modo più semplice e pratico per giudicare la natura della fiamma ossiacetilenica è osservarne la forma.
La lunghezza della fiamma neutra è moderata, con tre parti distinte: il nucleo della fiamma, la fiamma interna e la fiamma esterna (vedere Figura 54a); la fiamma riducente è più lunga e più luminosa, e la fiamma interna è più evidente (vedere Figura 54b); la fiamma ossidante è più corta, senza un confine evidente tra la fiamma interna e quella esterna, e la luminosità è più scura (vedere Figura 54c).
Figura 54 Osservazione e regolazione della fiamma di preriscaldamento
1-Core di fiamma 2-Fiamma interna 3-Fiamma esterna
Dopo aver regolato la fiamma di preriscaldamento su una fiamma neutra, rilasciare ripetutamente l'ossigeno da taglio e regolare la valvola di regolazione della miscela per garantire che la fiamma ossiacetilenica possa rimanere neutra durante il processo di taglio. Osservare la forma del flusso d'aria di taglio (comunemente noto come linea d'aria) da diversi lati, verificando che sia uniforme e chiaramente cilindrica. In caso contrario, spegnere l'acetilene e l'ossigeno e utilizzare un ago di pulizia per liberare l'ugello di taglio fino a ottenere un flusso d'aria di taglio standard.
(2) Taglio del gas.
Se si inizia a tagliare dal bordo di una lastra di acciaio, preriscaldare prima il bordo della lastra. Quando il punto di preriscaldamento diventa leggermente rosso, spostare il centro della fiamma di preriscaldamento all'esterno del bordo, aprire lentamente la valvola dell'ossigeno da taglio e osservare le scorie fuse ossidate che fuoriescono con il flusso di ossigeno sul taglio. Quando il taglio è passato, spostare lentamente la torcia da taglio per continuare il taglio, come mostrato nella Figura 55.
Figura 55 Metodo per iniziare il taglio dal bordo di una lastra d'acciaio
a), b) Preriscaldamento c) arretrando e rilasciando ossigeno d) Avvio del taglio
Il velocità di taglio deve essere determinato in base allo spessore della lamiera e ai requisiti di qualità della superficie di taglio.
Nel lavoro effettivo, esistono due metodi per determinare se la velocità di taglio è appropriata: Osservare la striatura della superficie di taglio. Se la striatura è uniforme e il back-drag è minimo, indica che la velocità di taglio è adeguata; durante il processo di taglio, osservare il taglio dalla parte superiore lungo la direzione del flusso d'aria di taglio. Se la velocità di taglio è appropriata, il flusso d'aria nel punto di taglio deve essere regolare senza evidenti curvature.
Per sfruttare appieno la fiamma di preriscaldamento e migliorare l'efficienza durante il taglio, l'ugello di taglio può essere inclinato all'indietro di 0°~30° nella direzione opposta all'avanzamento del taglio, in base allo spessore della piastra d'acciaio da tagliare; più sottile è la piastra d'acciaio, più grande è l'angolo, come mostrato nella Figura 56.
Figura 56 Ugello di taglio inclinato all'indietro
Se è necessario eseguire un foro in una determinata posizione al centro della piastra d'acciaio, è necessario controllare la distanza e l'angolo dell'ugello di taglio dalla piastra d'acciaio quando si apre l'ossigeno di taglio per evitare che gli schizzi di scoria blocchino l'ugello di taglio, come mostrato nella Figura 57.
Figura 57 Metodo operativo per la realizzazione di un foro al centro della piastra d'acciaio
a) Preriscaldamento b) Sollevare l'ugello di taglio c) Avviare l'ossigeno di taglio, spostare la torcia all'indietro d) Inclinare la torcia
La postura per tenere la torcia durante il taglio a gas è: tenere l'impugnatura della torcia con la mano destra, sostenere la valvola di regolazione dell'ossigeno di taglio con il pollice, l'indice e il medio della mano sinistra. In piedi o accovacciati, mantenere un centro di gravità stabile, rilassare i muscoli delle braccia, respirare in modo naturale, tenere la torcia in modo stabile e muovere lentamente entrambe le braccia in base ai requisiti della velocità di taglio o seguire il movimento del corpo. Il corpo principale della torcia deve essere parallelo alla superficie superiore dell'oggetto da tagliare.
Durante il processo di taglio, spesso si verificano ritorni di fiamma dovuti a un'insufficiente alimentazione di ossigeno o gas acetilene, a scorie che bloccano l'ugello di taglio o al surriscaldamento della testa dell'ugello. In questo caso, è necessario chiudere urgentemente la fonte di gas. La sequenza corretta è la seguente: Chiudere prima la valvola del gas acetilene per interrompere la fonte di gas infiammabile, quindi chiudere la valvola del gas misto. Dopo aver identificato e risolto la causa, riaccendere e continuare a lavorare.
(3) Fine del taglio del gas.
Dopo aver tagliato fino al punto finale, chiudere la valvola dell'ossigeno da taglio e sollevare contemporaneamente la torcia. Se non è necessario per un ulteriore utilizzo, chiudere prima la valvola del gas acetilene e infine la valvola di regolazione del gas miscelato. Allentare la vite di regolazione del regolatore di pressione e chiudere le valvole del gas acetilene e della bombola di ossigeno. Al termine del lavoro, rimuovere la torcia e il regolatore di pressione e riporli correttamente, avvolgere i tubi di gomma dell'acetilene e dell'ossigeno e ripulire il sito di lavoro.
3. Taglio a gas di acciaio a basso tenore di carbonio
Il taglio a gas con fiamma ossiacetilenica è utilizzato principalmente per il taglio di acciai a basso tenore di carbonio e acciai a bassa lega. È ampiamente utilizzato per il taglio di lamiere e profili in acciaio per la preparazione del materiale e la smussatura di saldature prima della saldatura e per il taglio di varie lamiere di forma complessa.
(1) Taglio a gas di lastre di acciaio
Il taglio a gas con fiamma ossiacetilenica può tagliare lastre di acciaio a basso tenore di carbonio di diversi spessori e i metodi operativi sono diversi.
1) Taglio a gas di piastre d'acciaio di 4~25 mm di spessore.
Per il taglio a gas di lamiere d'acciaio di 4~25 mm di spessore, è possibile scegliere una torcia di taglio del tipo G01-100. Durante la preparazione del materiale, assicurarsi che la lunghezza del flusso d'aria di taglio (linea del vento) sia superiore a 1/3 dello spessore della lamiera da tagliare. La distanza tra l'ugello di taglio e il pezzo da tagliare è approssimativamente pari alla lunghezza del nucleo della fiamma più 2~4 mm. Per migliorare l'efficienza di taglio, l'ugello di taglio può essere inclinato all'indietro di un angolo di 20°~30° durante il taglio a gas.
2) Taglio a gas di lastre di acciaio sottili.
Per il taglio a gas di lamiere d'acciaio sottili, si sceglie spesso una torcia di taglio del tipo G01-30 e un ugello di taglio n. 2. Per ottenere risultati migliori, l'energia della fiamma di preriscaldamento deve essere ridotta, l'ugello di taglio deve essere inclinato nella direzione opposta all'avanzamento e formare un angolo di 25°~45° con la piastra d'acciaio, la distanza tra l'ugello di taglio e la superficie del pezzo da tagliare deve essere di 10~15 mm e la velocità di taglio deve essere la più elevata possibile.
3) Taglio a gas di lastre d'acciaio spesse.
Per il taglio a gas di lamiere d'acciaio spesse, iniziare il preriscaldamento dall'angolo del bordo del pezzo da tagliare (vedere Figura 58a). Una volta preriscaldata la temperatura di taglio, aumentare gradualmente l'ossigeno di taglio e inclinare l'ugello di taglio verso il pezzo da tagliare (vedere Figura 58b). Dopo che il bordo del pezzo da tagliare è completamente penetrato, aumentare il flusso di ossigeno da taglio e rendere l'ugello di taglio perpendicolare alla superficie del pezzo da tagliare. Contemporaneamente, spostare l'ugello di taglio lungo la linea di taglio. La velocità di taglio deve essere bassa e l'ugello di taglio deve eseguire un'oscillazione trasversale a forma di mezzaluna (vedere Figura 58c).
Figura 58 Processo di taglio a gas di pezzi spessi
4) Taglio di fori in piastre d'acciaio.
Nel caso di taglio a gas di componenti ad anello flangiato, poiché è impossibile iniziare il taglio dal bordo della piastra, l'operazione di taglio deve iniziare dal centro della piastra d'acciaio. Dopo aver creato un foro nella piastra d'acciaio, seguire la linea di taglio per il taglio.
Il metodo per praticare un foro nella lastra d'acciaio è illustrato nella Figura 59. Innanzitutto, preriscaldare l'area in cui è necessario praticare un foro sulla piastra d'acciaio, tenere l'ugello di taglio perpendicolare alla piastra d'acciaio (vedere Figura 59a) e, una volta riscaldato alla temperatura di taglio, sollevare l'ugello di taglio di circa 15 mm dalla piastra d'acciaio (vedere Figura 59b), quindi aprire lentamente la valvola dell'ossigeno di taglio e inclinare leggermente l'ugello di taglio (vedere Figura 59c).
Figura 59 Foratura di una piastra d'acciaio
a) Preriscaldamento b) Sollevare l'ugello di taglio c) Aprire lentamente la valvola dell'ossigeno di taglio
Durante l'intero processo di foratura, fare attenzione a non trovarsi di fronte alla superficie della piastra d'acciaio per evitare di essere scottati dagli schizzi di scoria.
5) Taglio a gas di lastre di acciaio multistrato.
Quando si tagliano a gas più lastre di acciaio stratificate con la stessa forma, le lastre di acciaio vengono spesso impilate insieme per completare il taglio di più lastre contemporaneamente. Per il taglio di lastre d'acciaio multistrato, le lastre devono essere pressate saldamente l'una con l'altra, per cui è necessario un dispositivo di pressatura (vedere Figura 60a), e la ruggine e lo sporco sulla superficie delle lastre d'acciaio devono essere puliti.
Figura 60 Taglio a gas di lastre di acciaio multistrato
Lo strato superiore delle lastre di acciaio deve essere spostato leggermente verso l'esterno (vedere Figura 60b) per facilitare l'inizio del taglio a gas. I parametri di taglio devono essere determinati in base allo spessore totale delle lastre di acciaio multistrato. Per evitare un'eccessiva fusione dello strato superiore delle lastre di acciaio, è possibile utilizzare una lastra di acciaio piatta come copertura per il taglio.
(2) Taglio a gas di tubi in acciaio
Durante il taglio a gas dei tubi in acciaio, la fiamma di preriscaldamento deve essere perpendicolare alla superficie del tubo in acciaio. Una volta tagliato completamente, inclinare gradualmente l'ugello di taglio fino a portarlo in prossimità della direzione tangente del materiale del tubo, quindi continuare il taglio.
La Figura 61a mostra il taglio a gas di tubi d'acciaio fissi, iniziando il preriscaldamento dalla parte inferiore del materiale del tubo (visto dal basso) nella direzione indicata con 1 nella figura. Quando il taglio raggiunge la parte superiore del materiale del tubo, chiudere l'ossigeno di taglio, spostare nuovamente la torcia sul lato inferiore del materiale del tubo e continuare il taglio nella direzione indicata con 2 nella figura.
Figura 61 Taglio a gas di tubi in acciaio
La Figura 61b mostra il taglio a gas del materiale del tubo rotante. Iniziare il preriscaldamento dal lato del tubo d'acciaio e tagliare lungo la direzione di taglio indicata nella figura. Dopo aver tagliato una sezione, fermarsi temporaneamente, ruotare leggermente il materiale del tubo e continuare a tagliare. Il materiale per tubi di piccolo diametro può essere tagliato in 2-3 tentativi, mentre per quelli di diametro maggiore possono essere necessari più tentativi, ma meno sono meglio è.
(3) Taglio a gas di acciaio tondo
Per il taglio a gas dell'acciaio rotondo, iniziare il preriscaldamento da un lato dell'acciaio rotondo. La fiamma di preriscaldamento deve essere perpendicolare alla superficie dell'acciaio rotondo. All'inizio del taglio a gas, aprire contemporaneamente la valvola dell'ossigeno di taglio e girare l'ugello di taglio in modo che sia perpendicolare al terreno. Una volta tagliato l'acciaio tondo, spostare l'ugello di taglio in avanti e compiere leggere oscillazioni orizzontali.
È preferibile completare il taglio dell'acciaio rotondo in una sola volta. Se il diametro dell'acciaio tondo è grande e non può essere tagliato in un solo tentativo, è possibile utilizzare il metodo di taglio a segmenti, come mostrato nella Figura 62. I numeri nella figura indicano la sequenza di taglio durante il taglio a segmenti dell'acciaio tondo. I numeri nella figura indicano la sequenza di taglio durante il taglio a segmentazione dell'acciaio tondo.
Figura 62 Taglio a gas di tipo segmentato dell'acciaio tondo
(4) Taglio a gas di travi a I
Quando si taglia una trave a I con il gas, il principio è quello di tagliare dal basso verso l'alto, come mostrato nella Figura 63. In questo modo, il materiale rimanente non cadrà danneggiando il taglio o causando altri incidenti. In questo modo, il materiale rimanente non cadrà danneggiando il taglio o causando altri incidenti. Durante il taglio a gas, l'ugello di taglio deve essere perpendicolare alla linea di taglio.
Figura 63 Sequenza di taglio a gas per travi a I
1-Completare un lato della flangia inferiore e del nastro con un unico taglio 2 - Taglio a gas dell'altro lato della flangia inferiore 3-Infine, il taglio a gas della flangia superiore
(5) Taglio a gas di acciaio per canali
Quando si taglia a gas l'acciaio dei canali lungo una linea retta, l'ugello di taglio deve essere perpendicolare alla superficie di taglio (vedere Figura 64a). Per i tagli inclinati, l'ugello deve essere perpendicolare al nastro, mentre per le altre due flange l'ugello deve seguire la direzione della linea inclinata sul nastro per il taglio a gas (vedere Figura 64b).
Figura 64 Taglio a gas di acciaio per canali
(6) Taglio a gas delle scanalature di saldatura
Rispetto al taglio a gas generale, il taglio a gas delle scanalature di saldatura deve essere leggermente più veloce, con una maggiore potenza della fiamma di preriscaldamento e una pressione dell'ossigeno di taglio leggermente superiore. La Figura 65a mostra la forma utilizzata per il taglio a gas di scanalature in piastre e tubi d'acciaio, mentre il metodo della Figura 65b è utilizzato principalmente per il taglio di scanalature in tubi.
Quando si utilizza il metodo illustrato nella Figura 65b per il taglio a gas delle scanalature dei tubi, la potenza della fiamma di preriscaldamento è inferiore rispetto al metodo illustrato nella Figura 65a, impedendo la bruciatura del bordo smussato.
Figura 65 Due forme di scanalature per il taglio a gas
4. Precauzioni per le operazioni di taglio a gas
L'acetilene utilizzato nel taglio a gas è un gas infiammabile ed esplosivo, mentre l'ossigeno è un gas con un forte effetto di supporto alla combustione e una pressione più elevata. Le bombole di ossigeno, le bombole di acetilene e i generatori di acetilene sono tutti recipienti a pressione che presentano alcuni rischi durante il trasporto, lo stoccaggio e l'utilizzo.
Inoltre, poiché durante il taglio a gas si utilizzano fiamme libere, la temperatura è elevata e una grande quantità di scorie fuse schizza in giro, aumentando il rischio di incendi ed esplosioni. Pertanto, è necessario prestare particolare attenzione alla sicurezza e alla produzione civile durante le operazioni di taglio a gas.
D'altra parte, la qualità dei pezzi tagliati nel taglio a gas è strettamente correlata alla selezione dei parametri del processo di taglio e alla postura delle operazioni manuali. Per garantire la qualità dei pezzi tagliati, è necessario prestare attenzione anche alla selezione delle specifiche del processo di taglio a gas durante le operazioni di taglio a gas.
(1) Precauzioni di sicurezza per le operazioni di taglio a gas
Per garantire la sicurezza durante le operazioni di taglio a gas, è necessario osservare le seguenti precauzioni principali:
1) L'area di lavoro per il taglio a gas deve soddisfare i requisiti di sicurezza ed essere dotata delle necessarie attrezzature antincendio. L'area deve essere priva di materiali infiammabili ed esplosivi, ben ventilata e mantenere un certo livello di umidità. È severamente vietato che i getti di taglio e le scorie fuse entrino in contatto diretto con le superfici in cemento. Il generatore di acetilene, le bombole di acetilene e le bombole di ossigeno devono essere tenute a una distanza di sicurezza dall'area di lavoro, generalmente di almeno 10 metri.
2) Le lastre o le sezioni di acciaio da tagliare nell'area di lavoro devono essere disposte in modo ordinato e posizionate in modo stabile. Dietro l'area di taglio deve esserci un certo spazio per facilitare lo scarico delle scorie fuse ed evitare l'accumulo di acetilene, che potrebbe causare un'esplosione.
Gli scarti e le scorie residue generati dopo il taglio devono essere puliti tempestivamente. Durante il funzionamento, la direzione di distribuzione dei dispositivi antiritorno di fiamma, dei tubi dell'ossigeno e dell'acetilene deve essere ragionevole per evitare che vengano incendiati dalle scorie fuse o schiacciati dalle parti tagliate.
3) I dispositivi e le attrezzature di sicurezza utilizzati per il taglio a gas devono essere sicuri e affidabili. Ad esempio, i dispositivi antiritorno di fiamma devono essere sensibili ed efficaci, i riduttori di pressione devono essere visualizzati con precisione e calibrati regolarmente. Le bombole di ossigeno e di acetilene devono essere collocate in posizioni fisse, disposte in modo ordinato e fissate con staffe speciali per evitare che scivolino o rotolino.
4) Gli operatori devono essere addestrati e qualificati prima di eseguire lavori di taglio a gas e devono seguire rigorosamente le procedure operative di sicurezza per il taglio a gas. L'uso non autorizzato di strumenti e attrezzature per il taglio a gas da parte di terzi è severamente vietato. Durante l'operazione, i dispositivi di protezione personale (come occhiali per la saldatura a gas, abiti da lavoro, guanti per la saldatura e le necessarie scarpe isolanti, protezioni, ecc.
(2) Precauzioni di qualità per le operazioni di taglio a gas
Per garantire la qualità dei pezzi tagliati durante le operazioni di taglio a gas, è necessario osservare le seguenti precauzioni:
1) Le specifiche della torcia di taglio e dell'ugello devono essere selezionate in base allo spessore della lamiera o della sezione da tagliare.
2) Scegliere correttamente le specifiche del processo di taglio a gas. Quando si taglia con una fiamma ossiacetilenica, la distanza tra l'ugello e la superficie del pezzo è generalmente compresa tra 3 e 5 mm, mentre per le lastre sottili con uno spessore inferiore a 4 mm si sceglie una distanza compresa tra 10 e 15 mm. La pressione del gas per il taglio manuale è riportata nella Tabella 9. L'angolo di inclinazione dell'ugello rispetto alla superficie del pezzo è riportato nella Tabella 10.
Tabella 9 Pressione del gas per il taglio manuale
Spessore della piastra d'acciaio/mm
Torcia da taglio
Pressione del gas/MPa
Tipo
Ugello
Ossigeno
Acetilene
<3
G01-30
12
0.3~0.4
0.001~0.12
3~12
12
0.4~0.5
12~30
2,3,4
0.5~0.7
30~50
G01-100
3,4,5
0.5~0.7
50~100
56
0.6~0.8
100~150
G01-300
7
0.8~1.6
150~200
8
1.0~1.4
200~250
9
1.0~1.4
Tabella 10 Angolo di inclinazione dell'ugello rispetto alla superficie del pezzo in lavorazione
Spessore del pezzo/mm
<10
10~30
>30
Direzione di inclinazione
Inclinazione posteriore
Inclinazione posteriore
Inclinazione in avanti all'inizio
Perpendicolare dopo la penetrazione
Inclinazione posteriore alla fine
Angolo di inclinazione
0°~30°
80°~85°
80°~85°
0°
80°~85°
Durante il taglio a gas, una pressione di ossigeno troppo bassa può causare una combustione incompleta del metallo, riducendo la velocità di taglio e causando l'adesione di scorie tra i tagli. Una pressione di ossigeno eccessivamente alta, invece, può far sì che l'ossigeno in eccesso agisca come refrigerante, causando una superficie di taglio non uniforme.
La lunghezza ottimale del getto di ossigeno per il taglio è di circa 500 mm con un contorno chiaro, che garantisce un soffiaggio uniforme delle scorie e tagli puliti con bordi affilati. In caso contrario, si verificano gravi aderenze di scorie e una larghezza di taglio non uniforme.
3) Per il taglio è necessario utilizzare ossigeno puro. Se la purezza è inferiore a 98%, le impurità presenti nell'ossigeno, come l'azoto, assorbiranno il calore durante il taglio, formando altri film composti sulla superficie di taglio, ostacolando la combustione del metallo, riducendo la velocità di taglio e aumentando il consumo di ossigeno.
4) Le lastre da tagliare devono essere decalcificate chimicamente per rimuovere qualsiasi strato di ossido; in caso contrario, potrebbero verificarsi ritorni di fiamma che comprometterebbero la qualità del taglio.
5) Per gli acciai sensibili alla tempra, i bordi dei tagli a gas devono essere sottoposti a un'ispezione delle cricche superficiali e a un test di durezza in base alle normative vigenti. Se la temperatura ambientale è bassa durante il taglio a gas, preriscaldare l'area di taglio prima del taglio.
La qualità della superficie tagliata a gas viene valutata in base alla planarità della superficie tagliata, alla profondità dei segni di taglio e alla distanza minima tra le tacche. Inoltre, le deviazioni dimensionali sono problemi di qualità comuni nel taglio a gas. La Tabella 11 elenca i difetti più comuni delle superfici tagliate alla fiamma ossiacetilenica e le loro cause.
Tabella 11 Difetti della superficie di taglio con fiamma ossiacetilenica e relative cause
Difetti
Cause
Troppo ruvido (taglia troppo in profondità)
Bassa purezza dell'ossigeno, pressione dell'ossigeno di taglio troppo elevata, velocità di taglio troppo elevata, potenza della fiamma di preriscaldamento troppo elevata
Molte fosse
Molte interruzioni durante il taglio, scarsa connessione al riavvio del taglio; spesse incrostazioni di ossido sulla superficie con ruggine; fiamma di preriscaldamento insufficiente durante il taglio di scanalature; sporcizia sulla guida della macchina da taglio che causa l'urto del carrello
Concavo
Pressione dell'ossigeno di taglio troppo alta, velocità di taglio troppo elevata
Inclinato
Torcia da taglio non perpendicolare alla superficie della lastra; flusso d'aria di taglio obliquo, pressione dell'ossigeno di taglio troppo bassa; dimensioni ridotte dell'ugello
Collasso del bordo superiore
Fiamma di preriscaldamento troppo forte, velocità di taglio troppo bassa, ugello troppo vicino al pezzo, pressione dell'ossigeno di taglio troppo alta
Molte scorie sul bordo inferiore
Bassa purezza dell'ossigeno, bassa pressione dell'ossigeno di taglio, fiamma di preriscaldamento troppo forte, velocità di taglio troppo rapida o troppo lenta
Carburazione
Ugello troppo vicino alla piastra d'acciaio, la fiamma di preriscaldamento è una fiamma riducente
Grande segno di trascinamento
Velocità di taglio troppo elevata, pressione dell'ossigeno di taglio insufficiente
(3) Condizioni per il taglio a gas del metallo
Non tutti i metalli possono essere tagliati con il taglio a gas. I metalli per il taglio a gas devono soddisfare le seguenti condizioni:
1) Il punto di accensione del metallo deve essere inferiore al suo punto di fusione. Se il punto di accensione del metallo è più alto del suo punto di fusione, il metallo si fonderà prima di raggiungere il punto di accensione, dando luogo a una fusione con tagli irregolari che non soddisfano i requisiti di taglio, o che potrebbero non essere tagliati affatto.
2) Il punto di fusione dell'ossido metallico deve essere inferiore a quello del metallo stesso. Ciò garantisce che l'ossido metallico possa essere spazzato via in tempo, esponendo una nuova superficie metallica e consentendo un taglio continuo. In caso contrario, se l'ossido metallico ha un punto di fusione elevato e copre la superficie metallica riscaldata, ostacolerà il contatto tra il metallo sottostante e l'ossigeno di taglio, rendendo difficile il taglio a gas.
In base alle condizioni per il taglio a gas dei metalli, il taglio a gas viene utilizzato principalmente per l'acciaio al carbonio e l'acciaio a bassa lega, come l'acciaio a basso tenore di carbonio, l'acciaio ad alto tenore di manganese, l'acciaio a basso tenore di cromo, l'acciaio a basso tenore di cromo-molibdeno e l'acciaio legato al cromo-nichel e le leghe di titanio. Il taglio a gas è generalmente difficile per l'acciaio ad alto tenore di carbonio e per l'acciaio basso legato ad alta resistenza. Materiali come la ghisa, l'acciaio inox, il rame e l'alluminio non possono essere tagliati a gas. La Tabella 12 mostra le prestazioni di taglio a gas di diversi metalli.
Tabella 12 Prestazioni di taglio a gas di diversi metalli
Metallo
Prestazioni
Acciaio: Contenuto di carbonio inferiore a 0,4%
Buon taglio
Acciaio: Contenuto di carbonio da 0,4% a 0,5%
Buon taglio. Per prevenire le fessurazioni, preriscaldare a 200℃ e raffreddare lentamente dopo il taglio. La temperatura di ricottura deve essere di 650℃.
Acciaio: Contenuto di carbonio da 0,5% a 0,7%
Buon taglio. Deve essere preriscaldato a 700℃ prima del taglio e ricotto dopo il taglio.
Acciaio: Contenuto di carbonio superiore a 0,7%
Difficile da tagliare
Ghisa
Difficile da tagliare
Acciaio ad alto tenore di manganese
Buon taglio, migliore dopo il preriscaldamento
Acciaio al silicio
Taglio insufficiente
Acciaio legato a basso tenore di cromo
Buon taglio
Acciaio inossidabile a basso tenore di cromo e a basso tenore di cromo-nichel
Buon taglio
Acciaio inossidabile 18-8 al cromo-nichel
Può essere tagliato, ma richiede tecniche operative corrispondenti
Rame e leghe di rame
Non può essere tagliato
Alluminio
Non può essere tagliato
Non dimenticatevi che condividere è un'opera di carità! : )
Immaginate di trasformare un foglio di metallo piatto e senza vita in un componente piegato con precisione che si inserisce perfettamente in una struttura più grande....
La scelta del giusto tonnellaggio della pressa piegatrice per il progetto di piegatura della lamiera non è solo una necessità tecnica, ma un fattore critico...
Cosa trasforma il metallo piatto nei prodotti che usiamo quotidianamente? La fabbricazione di lamiere è fondamentale! Questo articolo esplora i materiali...
I nostri ingegneri di vendita sono prontamente disponibili a rispondere a qualsiasi domanda e a fornirvi un preventivo immediato e adatto alle vostre esigenze.