Come risolvere le deformazioni della saldatura: Tecniche e suggerimenti efficaci
Nel mondo della saldatura, poche cose sono così frustranti come avere a che fare con una deformazione inaspettata. Se state lavorando su un...

Durante la fabbricazione di componenti strutturali saldati, nonostante l'adozione di una serie di misure necessarie, spesso si verificano inevitabilmente deformazioni residue; pertanto, quando queste ultime superano i requisiti tecnici, è necessario adottare misure per correggerle.
I metodi di correzione più comuni includono la correzione manuale, la correzione meccanica, la correzione a fiamma e la correzione elettromagnetica, ecc.
Il metodo di correzione manuale prevede l'utilizzo di strumenti come martelli per colpire le parti deformate della saldatura. Questo metodo è utilizzato principalmente per la deformazione a flessione di saldature piccole e semplici e per la deformazione ondulatoria di piastre sottili.
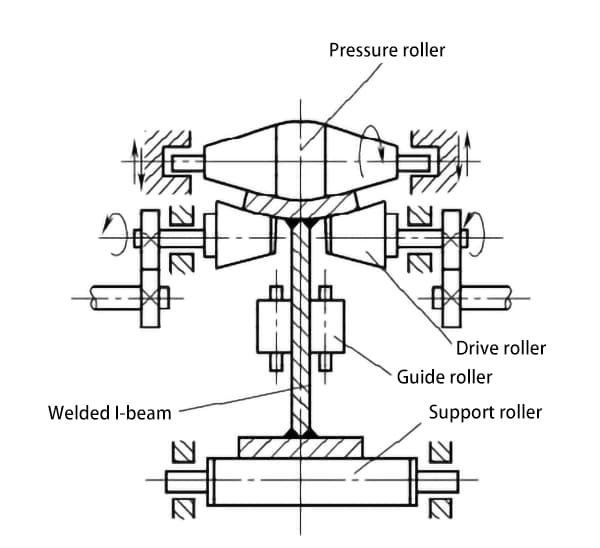
Si utilizzano comunemente presse idrauliche, martinetti, raddrizzatrici specializzate e martelli. Le forze esterne vengono applicate per provocare una deformazione plastica nel componente opposta alla direzione della deformazione della saldatura, neutralizzandosi a vicenda. La Figura 9-80 mostra uno schema di raddrizzamento meccanico di una trave a I piegata dopo la saldatura, utilizzando una pressa o un martinetto. La deformazione angolare della flangia della trave a I può essere corretta utilizzando la macchina a rulli mostrata nella Figura 9-81.
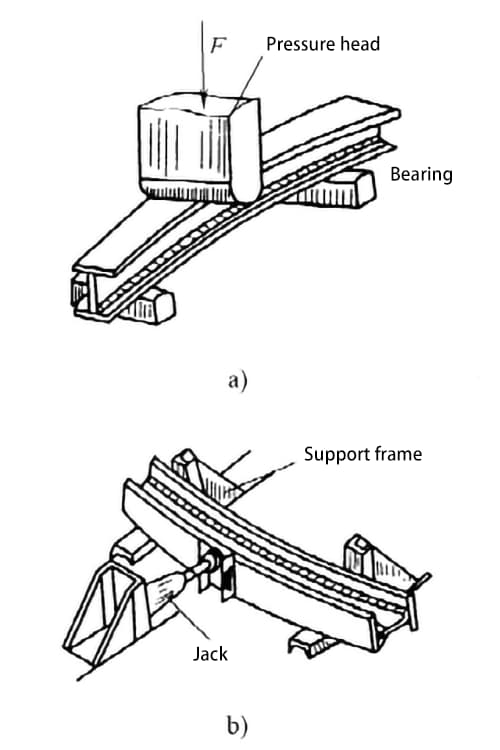
a) Correzione della pressione b) Correzione del martinetto
La deformazione dopo la saldatura è causata principalmente dal ritiro della saldatura e dell'area vicina. Se si esegue la forgiatura o la laminazione lungo l'area di saldatura per ottenere l'allungamento plastico, si può compensare la deformazione plastica che si verifica durante la saldatura, eliminando così la deformazione. I pezzi saldati di piccole dimensioni e con poche quantità vengono generalmente forgiati con un martello a mano. Per le strutture in lamiera sottile con saldature regolari, si possono utilizzare apparecchiature di laminazione per rullare la saldatura e le aree vicine, ottenendo buoni effetti tecnici ed economici.
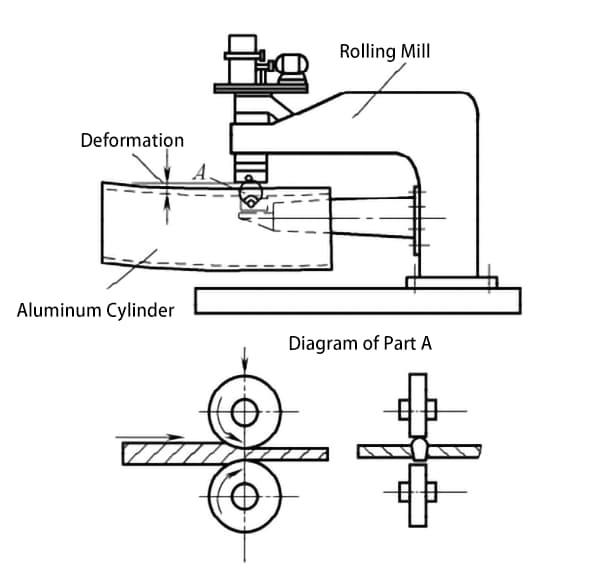
La Figura 9-82 mostra uno schema di correzione della deformazione a flessione di un cilindro di alluminio dopo la saldatura, utilizzando un macchina di laminazionedove viene laminato il cordone longitudinale. Cambiando la direzione del rullo di pressione è possibile rullare anche la saldatura circonferenziale. La rullatura della saldatura non solo elimina le deformazioni residue della saldatura, ma elimina anche le sollecitazioni residue della saldatura.
I metodi di correzione meccanica sono adatti solo per strutture semplici di parti saldate di medie e piccole dimensioni.
Il metodo di correzione alla fiamma, noto anche come metodo di correzione per riscaldamento, utilizza una fiamma come fonte di calore per riscaldare localmente il metallo, facendogli subire una deformazione plastica di compressione. Quando il metallo si raffredda, si contrae e la deformazione causata da questa contrazione viene utilizzata per contrastare la deformazione residua causata dalla saldatura.
Questo metodo utilizza generalmente una torcia a gas e non richiede attrezzature specializzate. È semplice e comodo da usare, flessibile e può essere utilizzato per correggere strutture grandi e complesse.
Sono tre i fattori principali che determinano l'effetto della correzione della fiamma: la posizione di riscaldamento, la temperatura di riscaldamento e la forma dell'area riscaldata.
1) Posizione di riscaldamento
È il fattore chiave del successo o del fallimento. Una posizione di riscaldamento errata non solo non corregge la deformazione, ma può addirittura peggiorare quella esistente. Pertanto, la posizione di riscaldamento scelta deve provocare una deformazione in direzione opposta alla deformazione residua dalla saldatura, per contrastarla.
Le ragioni principali della deformazione flessionale o angolare sono che le saldature sono concentrate su un lato dell'asse neutro del pezzo. Per correggere queste deformazioni, la posizione di riscaldamento deve essere scelta sul lato opposto dell'asse neutro, come illustrato nella Figura 9-83. Più la posizione di riscaldamento è lontana dall'asse neutro, migliore è l'effetto di correzione. Più la posizione di riscaldamento è lontana dall'asse neutro, migliore è l'effetto di correzione.
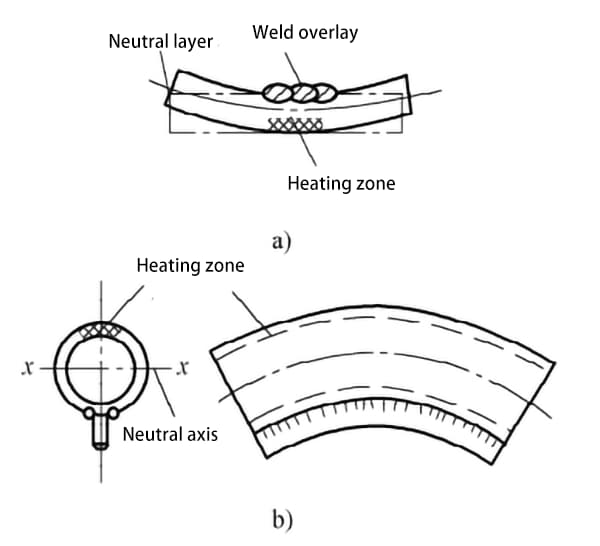
a) Deformazione angolare dovuta alla saldatura per accumulo b) Alettatura curvatura dei tubi deformazione
2) Temperatura di riscaldamento
La temperatura dell'area riscaldata deve essere superiore a quella dell'area adiacente non riscaldata, causando l'espansione termica e l'ostruzione del metallo riscaldato, con conseguente deformazione plastica da compressione. Per le piastre di acciaio al carbonio spesse o per i componenti saldati con elevata rigidità, le temperature di riscaldamento locali superiori a 100°C possono produrre deformazioni plastiche da compressione. In produzione, la temperatura per il riscaldamento a correzione di fiamma dell'acciaio strutturale è generalmente controllata tra 600 e 800°C.
La misurazione della temperatura in loco è scomoda; in genere, il colore della parte riscaldata viene osservato con gli occhi per stimare la temperatura approssimativa. La Tabella 9-13 elenca i colori della superficie della lamiera d'acciaio durante il processo di riscaldamento e le temperature corrispondenti.
Tabella 9-13 Colori della superficie della lamiera d'acciaio e temperature corrispondenti
| Colore | Temperatura (°C) |
|---|---|
| Marrone scuro-rosso | 550-580 |
| Marrone-Rosso | 580-650 |
| Rosso ciliegia scuro | 650-730 |
| Rosso ciliegia intenso | 730-770 |
| Rosso ciliegia | 770-800 |
| Rosso ciliegia chiaro | 800-830 |
| Rosso ciliegia brillante | 830-960 |
| Giallo-arancio | 960-1050 |
| Giallo scuro | 1050-1150 |
| Giallo brillante | 1150-1250 |
| Bianco-giallo | 1250-1300 |
3) La forma dell'area di riscaldamento.
Le forme dell'area di riscaldamento includono punti, strisce e triangoli, come mostrato nella Figura 9-84, con il riscaldamento dei punti mostrato nella Figura 9-85, il riscaldamento delle linee mostrato nella Figura 9-86 e il riscaldamento dei triangoli mostrato nella Figura 9-87.
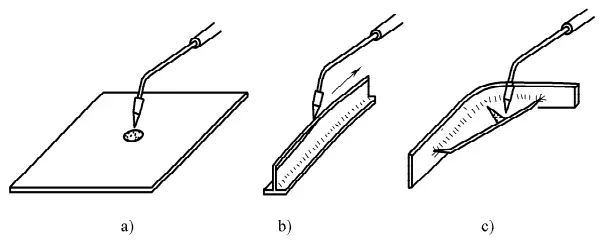
a) Punto b) Striscia c) Triangolo
a) Riscaldamento diretto b) Riscaldamento a catena c) Riscaldamento a fascia
I metodi più comuni per correggere la deformazione della saldatura a causa della fiamma sono illustrati nella Tabella 9-14.
Tabella 9-14 Metodi per la correzione della deformazione di saldatura mediante riscaldamento
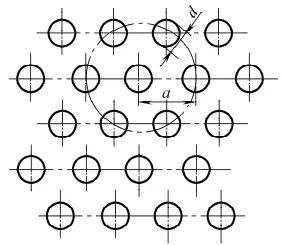
| Metodo di riscaldamento | Metodi | Nota |
| Riscaldamento a punti (Vedere Figura 9-85) | A seconda della deformazione, il calore può essere applicato in uno o più punti. d=φ15 a φ30 mm a=50~100 mm | 1. Generalmente si utilizza la fiamma neutra dell'ossiacetilene. 2. Prestare attenzione alle proprietà del materiale da correggere. 3. Prestare attenzione alla temperatura ambientale del luogo di lavoro. 4. Quando si correggono lastre sottili, utilizzare un mazzuolo di legno per martellare 5. Pianificare innanzitutto le posizioni e le fasi di riscaldamento in base alla deformazione. 6. Per gli acciai ad alta resistenza che sono stati trattati termicamente, la temperatura di riscaldamento non deve superare la temperatura di rinvenimento. 7. Quando si utilizza il raffreddamento ad acqua in combinazione con la correzione della fiamma, l'acciaio deve essere raffreddato fino a perdere il suo stato rosso prima di versare l'acqua. 8. Il punto di riscaldamento è solitamente lontano dalla saldatura 9. Se il processo successivo alla correzione è la saldatura o il taglio a gas, la quantità richiesta di deformazione inversa può essere effettuata durante il processo di correzione della fiamma. 10. Il colore corrispondente alla temperatura durante il processo di riscaldamento è riportato nella Tabella 9-13. |
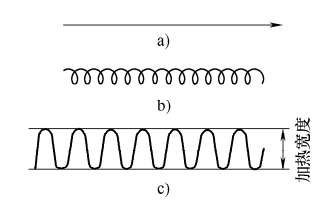
| Riscaldamento lineare (Vedere Figura 9-86) | La fiamma si muove in linea retta e può anche compiere oscillazioni laterali in direzione della larghezza, con un'ampiezza di riscaldamento da 0,5 a 2 volte lo spessore della piastra. | |
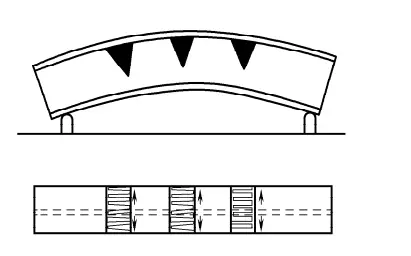
| Riscaldamento triangolare (vedere Figura 9-87) | Sul bordo dell'acciaio corretto, scaldare in un triangolo con l'apice rivolto verso l'interno | |
| Il calore, l'acqua e l'energia sono utilizzati in combinazione. | Quando si riscaldano e si correggono strutture a lastre sottili, è possibile utilizzare contemporaneamente il raffreddamento ad acqua o la forza esterna per migliorare l'effetto di correzione. |
Esempi di correzione a fiamma della deformazione di saldatura sono illustrati nella Figura 9-88.
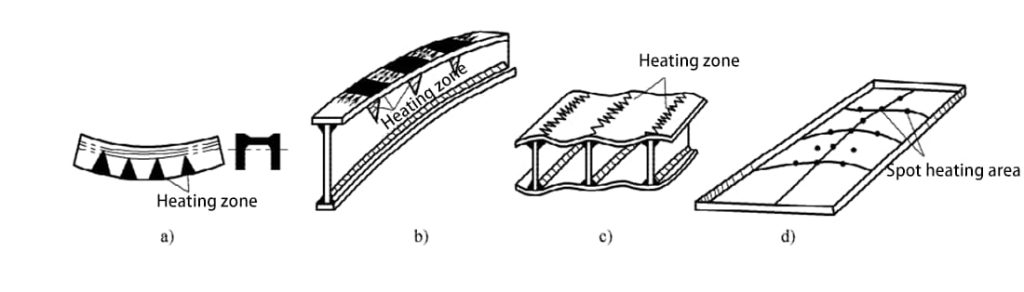
a) Flessione laterale di un arco asimmetrico in acciaio
b) Flessione verso l'alto di una trave a I asimmetrica
c) Deformazione angolare del giunto ad arco di testa
d) Deformazione ondulata di una lastra mediamente sottile
I risultati delle prove di correzione della fiamma per alcuni acciai basso-legati comunemente utilizzati sono riportati nella Tabella 9-15.
Tabella 9-15 Risultati parziali dei test sugli acciai strutturali basso-legati comunemente utilizzati dopo la correzione alla fiamma
| Grado di acciaio | Conclusioni sperimentali e precauzioni |
| 14MnNb | I test di correzione della fiamma su travi saldate a fatica dimostrano che la correzione della fiamma ha un effetto minimo sulle proprietà dell'acciaio |
| Q345 (16Mn) | Con buona correzione della fiamma e piastra di curvatura idrotermale ① prestazioni. Quando la temperatura di riscaldamento della piastra di piegatura idrotermale è di circa 650°C, le proprietà meccaniche sono pressoché inalterate e anche dopo un riscaldamento a 850~900°C, la piastra presenta ancora una resistenza e una plasticità sufficienti. |
| Q390 (15MnV) | La correzione del riscaldamento locale con fiamma ossiacetilenica non influisce sulle proprietà meccaniche dell'acciaio. |
| Q420 | La correzione del riscaldamento locale con fiamma ossiacetilenica non influisce sulle proprietà meccaniche dell'acciaio. |
| 14MnVTiXt | La correzione del riscaldamento locale con fiamma ossiacetilenica non influisce sulle proprietà meccaniche dell'acciaio. |
| 10MnPNbXt | La correzione locale con fiamma ossiacetilenica non influisce sulle proprietà meccaniche dell'acciaio. |
| Q390 (15MnTi) | È possibile utilizzare la correzione con fiamma ossiacetilenica, e le piastre di acciaio sottili possono anche utilizzare le piastre di piegatura idrotermale. |
| 08MnPXt | Quando si corregge la deformazione con la cottura a fiamma locale, la temperatura dovrebbe essere compresa tra 600~700°C. A 600~700°C, infatti, i grani iniziano a crescere e a 700~800°C compaiono le strutture Widmanstätten. |
| Q345 (09MnCuPTi) | I grani della lastra sottile sono ancora fini a 900°C e le strutture Widmanstätten appaiono a 900~1000°C, quindi la temperatura per la correzione locale della cottura dovrebbe essere 700~800°C, evitando l'uso della correzione idrotermale. |
La piegatura a fiamma d'acqua delle lamiere è un nome di processo nella costruzione navale. Il processo è esattamente uguale alla raddrizzatura a fiamma; prevede l'utilizzo della fiamma per riscaldare localmente la lamiera d'acciaio per ottenere la deformazione desiderata, con un rapido raffreddamento ad acqua durante il processo di riscaldamento.