Correzione meccanica: Metodi e applicazioni
Avete mai pensato a come il metallo piegato torni dritto? Questo articolo si addentra nel mondo della correzione meccanica...

Durante la lavorazione dei componenti in lamiera, possono verificarsi varie deformazioni, come la deformazione da ritorno elastico dopo la rimozione delle forze esterne, la deformazione da stress causata da tensioni interne dovute alla costrizione del materiale, la deformazione dovuta al trattamento termico, la deformazione dovuta al trasporto del materiale o a collisioni e la deformazione causata da materie prime irregolari, tra le altre. Se queste deformazioni nei pezzi non vengono corrette, possono compromettere il corretto assemblaggio dell'intera struttura in lamiera, ridurre la qualità dell'assemblaggio e persino compromettere la resistenza e la durata del componente.
Il processo di eliminazione delle deformazioni nei componenti in lamiera è noto come raddrizzamento. La raddrizzatura è un metodo utilizzato per correggere la forma geometrica delle strutture in acciaio e delle materie prime che non soddisfano i requisiti del prodotto, provocando un certo grado di deformazione plastica e ottenendo così la geometria richiesta dal prodotto. Tutte le deformazioni devono essere raddrizzate prima di poter procedere alla successiva lavorazione o all'assemblaggio. La raddrizzatura è una delle operazioni di base più importanti in lavorazione della lamiera.
I metodi più comuni di raddrizzamento della lamiera comprendono la raddrizzatura manuale, la raddrizzatura meccanica e la raddrizzatura a fiamma. La raddrizzatura manuale viene utilizzata principalmente per correggere i difetti di forma e dimensione dei pezzi di lamiera dopo la formatura o per situazioni in cui la raddrizzatura meccanica non è possibile a causa delle limitazioni delle attrezzature di produzione. Poiché l'operazione manuale è flessibile, efficace e a basso costo, è ampiamente utilizzata nella produzione.
La raddrizzatura meccanica è generalmente utilizzata per raddrizzare e appiattire le materie prime metalliche e gli sbozzi di lamiera di grandi dimensioni (lamiere, profilati di acciaio, ecc.). La raddrizzatura a fiamma è utilizzata principalmente per raddrizzare e appiattire componenti in lamiera di grandi dimensioni. Essendo minimamente influenzata dai siti di lavorazione e dalle condizioni delle attrezzature, è particolarmente adatta per le operazioni sul campo o in ambienti diversi dall'officina.
La raddrizzatura manuale utilizza strumenti manuali (mazze o martelli) per colpire parti specifiche di un pezzo su una piattaforma di lavoro. Attraverso le operazioni di "compressione" e "rilievo" sul pezzo grezzo, il metallo nelle aree più strette viene stirato, facendo sì che la lunghezza delle fibre di tutti gli strati tenda all'uniformità, ottenendo così il raddrizzamento. Poiché i componenti in lamiera differiscono per materiale, struttura e cause di deformazione, variano anche i metodi specifici di raddrizzamento manuale.
Le lamiere d'acciaio sottili sono particolarmente soggette a deformazioni durante il trasporto e la fabbricazione del prodotto a causa di sollecitazioni localizzate, temperature elevate o stoccaggio all'aperto non uniforme per lunghi periodi. La correzione delle lamiere sottili è un'operazione altamente qualificata e relativamente impegnativa.
Durante il processo di raddrizzamento, è necessario analizzare innanzitutto il tipo di deformazione o la combinazione di deformazioni di base presenti, in base alle condizioni della lastra sottile. Dopo aver determinato quali aree della lastra sono allentate (fibre lunghe) e quali sono strette (fibre corte), si procede con le successive operazioni di raddrizzamento.
"Allentato" e "Stretto" sono i termini usati dai lattonieri per descrivere le condizioni superficiali irregolari delle lamiere d'acciaio dovute a differenze di sollecitazioni localizzate. In pratica, le aree in cui il materiale è allungato e appare irregolare o piegato sono definite "allentate", mentre le aree in cui il materiale non si è deformato e rimane piatto sono chiamate "tese". L'obiettivo della raddrizzatura è allentare le aree "allentate" o stringere quelle "allentate", ottenendo una tensione uniforme in tutta la piastra per correggere la deformazione.
Prima di raddrizzare, è necessario controllare la deformazione della lamiera d'acciaio. Le aree "allentate" o "strette" possono essere identificate in base all'esperienza: le aree che appaiono sollevate o depresse, che si muovono sensibilmente quando si applica la pressione, sono classificate come "allentate", mentre le aree relativamente piatte sono considerate "strette". Quando una lastra d'acciaio sottile e irregolare viene posizionata su una solida piattaforma piana, alcune aree si solleveranno, mentre altre premeranno saldamente contro la piattaforma.
Se i bordi della lastra sottile sono piatti rispetto alla piattaforma, ma il centro è sporgente, il centro è "allentato" e i bordi sono "stretti". Se il centro è piatto ma i bordi formano una forma ondulata, i bordi sono considerati "allentati".
Se la distinzione tra "Loose" e "Tight" in una piastra d'acciaio non è chiara, si può iniziare applicando un martellamento circolare alle regioni interne appropriate vicino ai bordi, trasformando le deformazioni irregolari in schemi regolari. In seguito, si procede a rilassare le aree strette.
Nei casi in cui vi sia un forte rigonfiamento locale che rende difficile il rilassamento delle aree circostanti, applicare prima un riscaldamento localizzato all'area del rigonfiamento. In questo modo l'area di rigonfiamento si riduce fino a diventare prevalentemente piatta, dopodiché si può procedere alla raddrizzatura a freddo. Durante la correzione, assicurarsi che il pezzo sia capovolto e colpito su entrambi i lati.
I modelli di deformazione delle lastre sottili includono rigonfiamenti al centro, bordi ondulati e deformazioni verso l'alto agli angoli, come illustrato nella Figura 1.
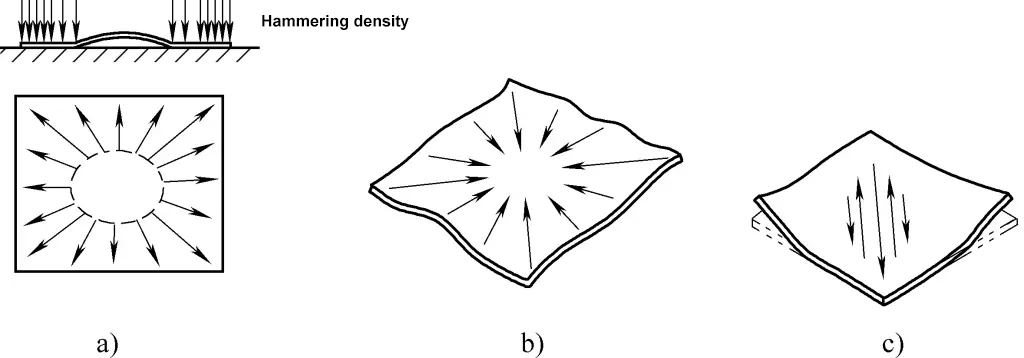
a) Rigonfiamento al centro
b) Bordi ondulati
c) deformazione degli angoli verso l'alto
La Figura 1 mostra il raddrizzamento di un rigonfiamento al centro di una sottile lastra di acciaio. Un rigonfiamento al centro indica che le fibre al centro della piastra sono più lunghe rispetto ai bordi, il che viene comunemente descritto come bordi "stretti" e centro "allentato".
L'area di rigonfiamento assomiglia a una macchia di umidità su un pezzo di carta sottile che ha una certa capacità di assorbimento; vista da un lato, la parte rigonfia è più alta del piano circostante e i suoi bordi sono in tensione. Dal lato opposto, l'area appare più bassa rispetto alla superficie circostante, con i bordi anch'essi in tensione. Se le lunghezze delle fibre della lastra vengono corrette in modo da essere relativamente uguali, il rigonfiamento scompare e la lastra diventa piatta.
Nel raddrizzamento manuale, si deve martellare intorno ai bordi della lastra, iniziando vicino all'area di rigonfiamento ed estendendosi gradualmente verso l'esterno, come mostrato dalle frecce nella Figura 1. Più ci si avvicina ai bordi, più la martellata deve essere fitta e dura. Più ci si avvicina ai bordi, più il martellamento deve essere fitto e duro. L'obiettivo è quello di allungare le fibre circonferenziali intorno all'area di rigonfiamento in modo proporzionale alla direzione radiale. In questo modo si uniforma la lunghezza delle fibre su tutta la piastra, eliminando così il rigonfiamento centrale.
Se sulla superficie della lastra sottile sono presenti diversi punti di rigonfiamento adiacenti, è necessario prima martellare leggermente le aree tra i rigonfiamenti per unire più punti in un'unica area. Quindi, applicare il metodo sopra descritto per martellare i bordi e appiattire la lastra.
La Figura 1b mostra il raddrizzamento dei bordi ondulati di una lastra. Questa deformazione indica che le fibre intorno ai bordi della lastra sono più lunghe di quelle al centro. In altre parole, i bordi sono "allentati" e il centro è "stretto", proprio come un foglio di carta bagnato che si è asciugato.
Il raddrizzamento manuale dei bordi ondulati deve prevedere una martellata graduale dai bordi verso il centro, come indicato dalle frecce nella Figura 1b. La densità dei colpi di martello deve aumentare dai bordi verso il centro e anche la forza di ogni colpo deve aumentare, in modo che le fibre al centro si allunghino. Alla fine, la lunghezza delle fibre sull'intera piastra si uniformerà, ottenendo il risultato di raddrizzamento desiderato.
Se la lastra sottile subisce deformazioni irregolari come la torsione, come la deformazione di orditura diagonale mostrata nella Figura 1c, indica che c'è un'area di tensione di trazione perpendicolare alla direzione dell'orditura diagonale nella zona centrale della lastra sottile, e la direzione della tensione di trazione è lungo la direzione lunga di questa area di tensione.
Da questa analisi, la deformazione della lastra sottile è causata dal fatto che le fibre nella direzione dello sforzo di trazione sono leggermente più corte di quelle circostanti. Durante la correzione manuale, si dovrebbe iniziare a martellare progressivamente verso il centro da entrambe le estremità lungo la direzione dell'area di sollecitazione, facendo sì che le fibre nell'area di sollecitazione si allunghino e diventino lunghe come le fibre circostanti, ottenendo così la correzione.
Per i tre tipi di deformazioni sopra menzionati, la correzione può essere effettuata in genere anche con una tavola di riscontro (nota anche come slapper). La tavola di riscontro è costituita da una lastra di acciaio di buona elasticità, con uno spessore di 3-5 mm, una larghezza non inferiore a 40 mm e una lunghezza non inferiore a 400 mm. Le dimensioni specifiche del piano di riscontro dipendono dallo spessore e dalle dimensioni della lastra da correggere.
Lo scopo di colpire la parte sollevata (o allentata) dell'area di deformazione con la tavola di riscontro è quello di far accorciare le fibre del materiale colpito, allineandole con le fibre circostanti in lunghezza, ottenendo così la correzione.
Poiché lo spessore della tavola di riscontro è molto maggiore di quello della lastra sottile e la sua rigidità è superiore, può anche comprimere e allungare le fibre nelle aree in tensione del materiale per ottenere la correzione. Poiché la superficie di contatto tra la tavola di battuta e la lastra corretta è ampia e la forza è distribuita in modo uniforme, non si formano segni di martellamento e l'efficienza della correzione è relativamente elevata. Tuttavia, la deformazione causata dalla percussione non è molto grande, quindi è adatta solo per la correzione iniziale su grandi aree.
Quando si corregge la deformazione di un rigonfiamento al centro di una lastra sottile, evitare di martellare direttamente il rigonfiamento. Questo perché la lastra sottile ha una scarsa rigidità normale alla superficie e il martellamento del rigonfiamento può allungare ulteriormente le fibre in corrispondenza del rigonfiamento a causa della compressione, peggiorando il rigonfiamento.
Quando si corregge una lastra sottile, sia che si accorcino le fibre più lunghe nell'area rigonfia, sia che si allunghino le fibre più corte nell'area tesa, si deve sempre procedere gradualmente e uniformemente dai bordi verso il centro di deformazione e la forza di correzione deve aumentare gradualmente. È vietato partire dal centro di deformazione, poiché ciò può portare a deformazioni più complesse, rendendo più difficile un'ulteriore correzione.
Inoltre, evitare variazioni irregolari della forza di correzione, che possono causare uno stiramento o una contrazione non uniformi delle fibre, causando aree contigue di deformazione che complicheranno ulteriori correzioni e aumenteranno il carico di lavoro.
I non ferrosi metalli I metalli comunemente utilizzati per le parti in lamiera sono le leghe di alluminio e le leghe di rame, le cui proprietà meccaniche sono relativamente basse. Tuttavia, per migliorare la lavorabilità del materiale, i metalli che possono essere rafforzati attraverso il trattamento termico sono in genere utilizzati allo stato ricotto quando vengono consegnati in fabbrica.
Poiché i metalli non ferrosi sono inclini a mostrare segni di martellamento sulle loro superfici dopo la martellatura, quando si correggono e si formano lamiere non ferrose, si utilizza spesso un pezzo di striscia di gomma di media durezza (chiamato anche slapper) come strumento di correzione. Lo scopo di questo schiaffo è quello di provocare una deformazione tangenziale di contrazione del materiale nell'area di contatto con la striscia di gomma, lungo tutta la lunghezza della striscia.
I metalli non ferrosi hanno una buona lavorabilità. La loro durezza è relativamente bassa in condizioni di lavoro, e anche lo spessore della piastra è piccolo, quindi la rigidità normale della superficie è debole. Pertanto, è facile deformarsi, ma è difficile rendere piatta l'intera piastra. Qualsiasi piccolo impatto o manipolazione impropria può causare nuove irregolarità.
Pertanto, quando si correggono le lamiere sottili in metallo non ferroso, è importante essere meticolosi, usare una manipolazione delicata e possedere un certo livello di abilità. In primo luogo, è necessario analizzare la deformazione per individuare le aree deformate e comprenderne la natura, e solo successivamente selezionare il metodo appropriato e le aree specifiche per la correzione.
Durante la correzione, osservare attentamente e agire lentamente. L'area di deformazione (se è "allentata" o "stretta" si determina nello stesso modo descritto per le lastre di acciaio sottili) deve essere identificata con precisione prima di selezionare il metodo di correzione e gli strumenti appropriati.
Le deformazioni comuni delle lastre piane comprendono il rigonfiamento centrale e l'ondulazione dei bordi.
L'operazione di correzione per il rigonfiamento è illustrata nella Figura 2. Posizionare la superficie rigonfia della lastra piatta a faccia in su sulla piattaforma, esercitando una leggera pressione sui quattro angoli per garantire che i bordi della lastra entrino in contatto con la piattaforma. Per prima cosa, utilizzare la striscia di gomma per schiaffeggiare l'intera superficie, assicurandosi che la striscia copra l'area di rigonfiamento, causando la contrazione del materiale nell'area di rigonfiamento (vedere Figura 2a). A questo punto, il grado di rigonfiamento si riduce e il confine tra le aree rigonfie e quelle non rigonfie diventa meno netto.
a) Striscia di gomma che schiaffeggia la piastra sottile rigonfiata
b) Martellare i bordi
Successivamente, utilizzare un martello di rame o di alluminio per martellare i bordi dell'area rigonfia, partendo dal bordo e procedendo in direzione tangenziale lungo il confine dell'area rigonfia. Il martellamento deve seguire una direzione di rotazione prescelta e procedere sistematicamente.
Quanto più distanti sono i punti di martellamento, tanto più densi devono essere, e devono essere il più possibile uniformi. Lo scopo della martellatura è quello di indurre nel materiale una deformazione tangenziale di allungamento. Quanto più densi sono i punti di martellamento, tanto maggiore è il materiale pressato dal martello al di là dell'area rigonfiata; quanto più uniforme è la martellatura, tanto migliore sarà l'effetto di correzione, evitando nuovi piccoli rigonfiamenti causati da una martellatura non uniforme (vedere Figura 2b).
Vale la pena ricordare che i due diversi metodi di correzione per appiattire una lastra rigonfia sono complementari tra loro. Per quanto riguarda la portata di ciascun metodo, questa dipende dall'estensione specifica del rigonfiamento e dalle dimensioni dell'area rigonfiata della placca. Il principio è: ogni metodo dovrebbe funzionare al massimo del suo potenziale di correzione.
Per le piastre con rigonfiamenti più grandi, la correzione può essere effettuata progressivamente in più fasi. Dopo ogni ciclo di correzione, è necessario eseguire una ricottura di distensione. Durante ogni combinazione di correzioni, la sequenza dei metodi rimane invariata, cioè prima la striscia di gomma per contrarre l'area rigonfia e poi la martellatura intorno ai bordi, fino a quando il requisito di correzione è soddisfatto.
Quando l'allentamento dei bordi provoca instabilità e deformazione ondulata ai bordi della lastra (vedere Figura 3a), è possibile utilizzare il metodo seguente per la correzione.
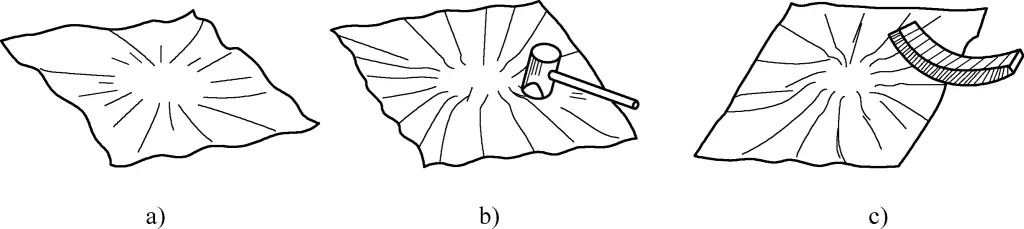
a) Deformazione dell'onda
b) Abbattere le onde
c) Lisciare le onde con una striscia di gomma
Per prima cosa, scomporre le onde grandi in innumerevoli onde piccole martellando i bordi sciolti con un martello di rame o di alluminio (vedere Figura 3b). Quindi capovolgere la lastra sulla piattaforma e schiaffeggiare i bordi con la striscia di gomma (vedere Figura 3c), provocando una contrazione del materiale nelle parti libere e riducendo così l'altezza delle onde grandi.
Lo scopo della scomposizione delle grandi onde in tante piccole onde è quello di convertire le grandi superfici ondose in superfici microscopicamente curve ma complessivamente piatte, facilitando la deformazione da contrazione attraverso lo schiaffo con la striscia di gomma all'interno delle superfici microcurvate.
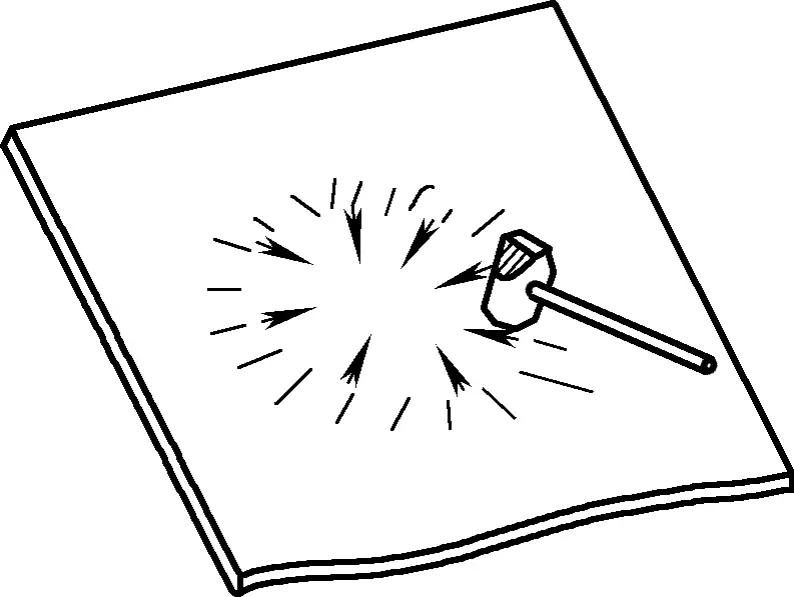
Dopo aver battuto intorno alla piastra, iniziare dall'interno dell'area allentata e martellare verso l'interno come mostrato nella Figura 4, facendo in modo che il materiale si estenda circonferenzialmente. In questo modo si possono ridurre le irregolarità complessive causate dall'allentamento intorno ai bordi. Durante la martellatura dell'area centrale, più i colpi del martello sono vicini al centro, più dovrebbero essere densi, garantendo l'uniformità della correzione complessiva della piastra.
Analogamente alla correzione per l'eliminazione del rigonfiamento, i due diversi metodi di correzione sopra menzionati per l'eliminazione dell'allentamento dei bordi vengono utilizzati congiuntamente. Per gradi di allentamento maggiori, si può fare riferimento anche al metodo per l'eliminazione del rigonfiamento.
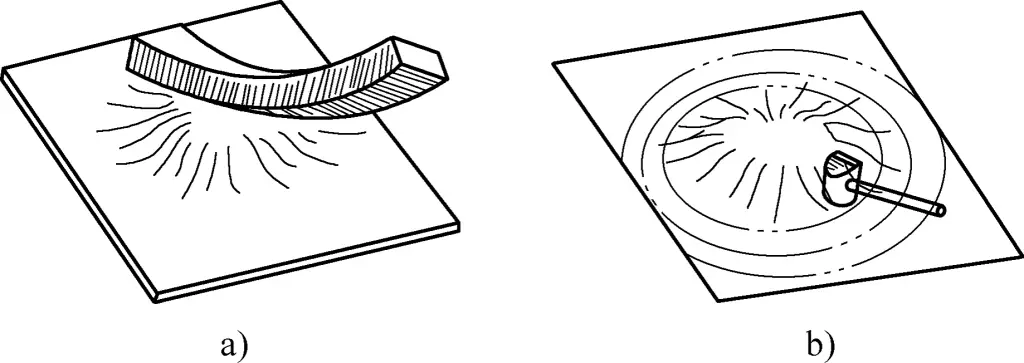
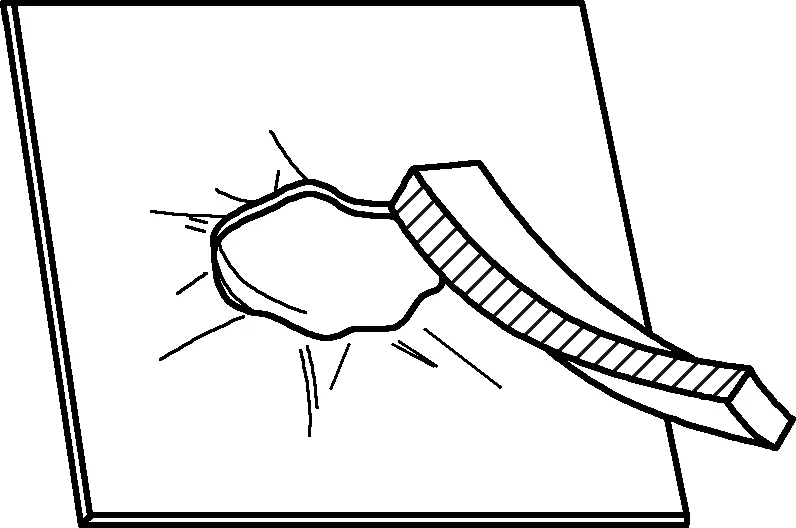
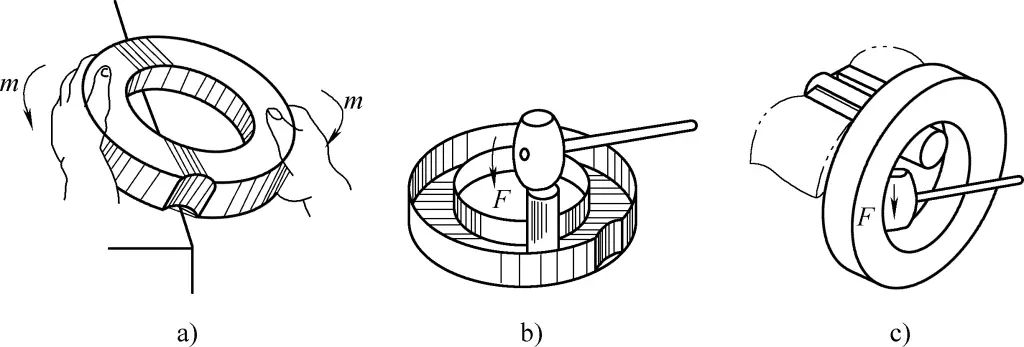
Per le piastre con fori piatti, la deformazione che si allenta intorno al foro può essere corretta come illustrato nella Figura 5. Si tratta di utilizzare una striscia di gomma per colpire tangenzialmente il bordo del foro e spingere via il materiale, ottenendo così la correzione.
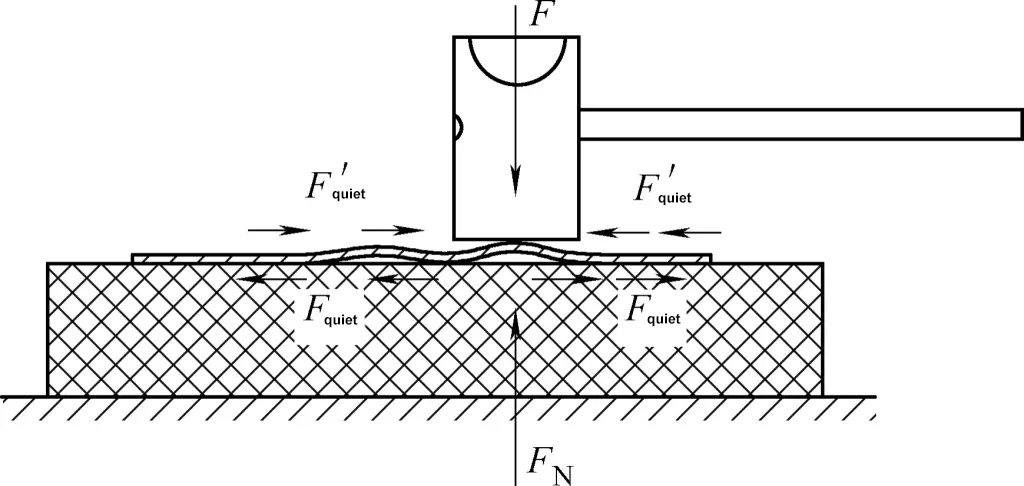
Per i bordi del foro gravemente allentati, la piastra può essere posizionata su un cuscino di gomma e un martello di rame può essere utilizzato per colpire i bordi rialzati intorno al foro, causando il ritiro del materiale e ottenendo così la correzione della piastra (vedere Figura 6). Il principio alla base di questa correzione è che quando il bordo rialzato intorno al foro viene martellato, l'attrito statico tra la lastra e il cuscino di gomma, combinato con la forza d'urto e la controforza del cuscino, provoca la deformazione a compressione del bordo rialzato, con conseguente livellamento dei bordi del foro.
Per le piastre con fori rinforzati, come i fori flangiati, intorno al foro flangiato rimangono sollecitazioni residue complesse, tra cui momenti di flessione radiale attraverso l'asse del foro e sollecitazioni di compressione tangenziale lungo il bordo della flangia. Questo porta a una deformazione "di serraggio" sul raggio esterno della curva flangiata e a una deformazione di allentamento sul bordo esterno piatto.
Per eliminare queste deformazioni, il pezzo viene solitamente posizionato su uno stampo con il lato piegato rivolto verso il basso o su una superficie piana con il lato piegato rivolto verso l'alto, utilizzando un martello di rame per colpire intorno al foro (vedi Figura 7). In questo modo la tensione residua di trazione distribuita nel materiale intorno al foro si trasforma in tensione residua di compressione, causando un "rilassamento" della tensione nei vari punti intorno al foro e la superficie tende ad appiattirsi. La parte esterna del bordo viene picchiettata con una striscia di gomma per provocare il ritiro del materiale e ottenere l'appiattimento.
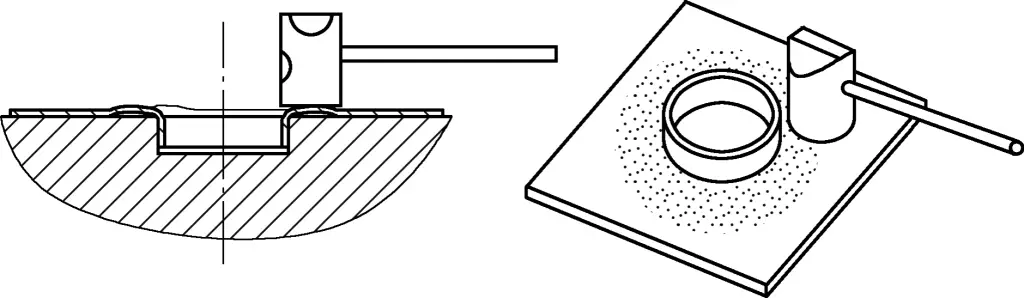
a) Rilievo delle sollecitazioni con il bordo piegato rivolto verso il basso
b) Rilievo delle sollecitazioni con il bordo piegato rivolto verso l'alto
Il metodo di trazione della striscia di gomma può provocare il ritiro del materiale sottile e piatto, ottenendo il livellamento. Tuttavia, poiché l'attrito statico nel momento in cui la piastra sottile e la striscia di gomma entrano in contatto è limitato, il materiale da correggere deve avere una resistenza allo snervamento relativamente bassa. Anche i metalli non ferrosi devono essere corretti allo stato "M" (ricotto).
Quando si martella su una piattaforma, la parte di lamiera da colpire deve essere completamente sostenuta sotto e non deve essere lasciata a penzoloni. Il martello utilizzato deve essere di materiale più morbido, come un martello di rame, di alluminio, di legno duro o di gomma, per evitare di lasciare segni sulla superficie della lastra sottile. A volte, anche posizionare una lastra piatta sul punto di correzione prima di martellare può aiutare a correggere il materiale.
Quando si martella, è fondamentale analizzare attentamente, selezionare il punto corretto e agire con decisione. Più lavoro non sempre significa risultati migliori. Se i punti selezionati non sono corretti, possono verificarsi correzioni eccessive, possono aumentare le operazioni inefficaci e le sollecitazioni interne della piastra possono persino aumentare, portando a uno spessore non uniforme del materiale. Questo non solo fa lievitare i costi, ma influisce pesantemente sulla qualità del prodotto.
Quando si rifiniscono o si riducono le grandi ondulazioni intorno ai bordi o ai fori di una lastra su una piattaforma, posizionare un cuscinetto di gomma di durezza adeguata tra la lastra ondulata e la piattaforma. Utilizzare un martello di rame o un martello di gomma dura di durezza moderata per colpire i picchi delle grandi ondulazioni. Sotto l'effetto combinato della forza di reazione verso l'alto del cuscinetto di gomma, dell'attrito che agisce simmetricamente sul picco e della forza d'urto del martello, il materiale tra i tre punti di sollecitazione del picco si comprime e si deforma, riducendo l'altezza del picco o addirittura trasformando un picco grande in due picchi più piccoli.
Ricordare sempre che non si deve appoggiare il pezzo in lavorazione direttamente sulla piattaforma e colpire il picco con un martello duro. Questo perché l'attrito tra il pezzo e la piattaforma è limitato. Il materiale tra i tre punti di sollecitazione del picco non si ritirerà e non si deformerà; al contrario, la sollecitazione locale causata dal martellamento diretto tra il martello e la piattaforma potrebbe causare uno schiacciamento e un assottigliamento del materiale, aumentando l'irregolarità ondulatoria della piastra.
Si noti che le tecniche di correzione manuale descritte in precedenza per i metalli non ferrosi sono applicabili anche alla correzione manuale di lastre di acciaio sottili.
Le piastre di acciaio formate dalla laminazione a caldo di lingotti di acciaio con uno spessore superiore a 4 mm sono definite piastre di acciaio spesse. Le lamiere di spessore compreso tra 4 e 25 mm sono tipicamente chiamate lamiere medie, quelle di spessore superiore a 25 mm sono chiamate lamiere spesse e le lamiere di spessore superiore a 60 mm sono conosciute come lamiere extra-spesse. Durante la processo di laminazioneL'acciaio può deformarsi a causa delle tensioni residue.
L'eccellente plasticità del metallo e la notevole rigidità trasversale delle lamiere spesse, insieme all'allungamento variabile tra aree adiacenti e alle variazioni nella distribuzione interna delle sollecitazioni durante la lavorazione, possono causare deformazioni nelle lamiere di acciaio spesse. Le deformazioni più comuni sono il rigonfiamento centrale e la flessione lenta delle lamiere di acciaio spesse.
Esistono diversi metodi per correggere le lastre di acciaio spesse. La correzione manuale prevede la correzione a freddo a temperatura ambiente. Poiché la correzione a freddo provoca un indurimento da lavoro, è adatta solo per correggere acciai con una buona plasticità.
In caso di deformazioni gravi o se l'acciaio è molto fragile (ad esempio, acciai legati o acciai che si sono arrugginiti in modo significativo per essere stati lasciati all'aperto), la correzione a freddo non può essere utilizzata. Si deve invece ricorrere alla correzione a caldo, che prevede il riscaldamento dell'acciaio a una temperatura elevata di 700-1000°C per la correzione. La correzione a caldo viene utilizzata quando l'acciaio presenta una forte flessione, una scarsa plasticità o quando l'attrezzatura per la correzione non è sufficientemente potente.
In generale, nelle piastre d'acciaio che presentano una deformazione centrale di rigonfiamento, lo spessore della piastra non è eccessivamente elevato e le fibre nell'area deformata sono leggermente più lunghe di quelle del materiale circostante. Le fibre rimangono costanti lungo lo spessore della piastra. Per la deformazione del rigonfiamento centrale in piastre d'acciaio spesse, il metodo di correzione manuale prevede il posizionamento della piastra d'acciaio su una piattaforma di lavoro con il rigonfiamento rivolto verso l'alto, come illustrato nella Figura 8.

Applicare una pressione sulla superficie superiore dell'area deformata (si può anche usare una pressa). Poiché il materiale circostante ha una maggiore rigidità nella direzione del piano, la sollecitazione dell'area di deformazione assomiglia a quella di una trave ad arco sottoposta a carico trasversale, causando l'accorciamento delle fibre e ottenendo così l'effetto di livellamento. Quanto più piccola è l'area deformata e quanto più spessa è la piastra, tanto più evidente e affidabile è l'effetto di correzione.
Per le piastre più sottili e spesse, è possibile posizionare un cuscinetto nell'area deformata (lo scopo di questo cuscinetto è quello di evitare che grandi forze di martellamento lascino segni di martellamento sulla superficie della piastra d'acciaio) e utilizzare un martello per colpire direttamente il rigonfiamento, facendo sì che le fibre subiscano la stessa deformazione e quindi livellando.
Per i rigonfiamenti centrali più grandi nelle lastre spesse, dove le fibre nell'area deformata hanno subito un allungamento eccessivo e la rigidità del materiale circostante è diminuita, quando si applica la pressione come prima, le fibre nell'area deformata si accorciano solo leggermente e premono contro la piattaforma. Ciò provoca una spinta verso l'esterno dei materiali circostanti. Sebbene l'area deformata possa aderire alla piattaforma, il materiale circostante si allunga leggermente e si inclina verso l'alto, dando luogo a una nuova deformazione, come mostrato nella Figura 9b.
Pertanto, il metodo di correzione migliore consiste nell'utilizzare innanzitutto il metodo di riscaldamento del punto di correzione alla fiamma (vedere Figura 9a), che provoca un certo restringimento delle fibre rigonfie, riducendo l'altezza del rigonfiamento. Quindi, dividere il rigonfiamento in diverse aree più piccole e utilizzare metodi di correzione manuale per livellare ogni piccolo rigonfiamento, ottenendo alla fine una lastra piatta.
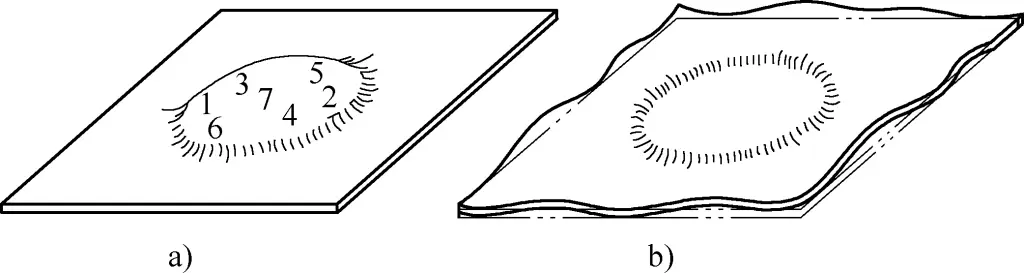
a) Distribuzione e ordine dei punti di riscaldamento
b) Eliminazione delle increspature
Quando si verifica una piegatura lenta in piastre d'acciaio spesse, il metodo di correzione è quello illustrato nella Figura 10. Innanzitutto, posizionare la piastra d'acciaio deformata su una piattaforma di lavoro con il lato concavo rivolto verso l'alto e collocare un blocco di ferro sul lato concavo della piastra spessa (vedere Figura 10a). Quindi, martellare il lato concavo della piastra d'acciaio, muovendo il blocco di ferro uniformemente nella direzione della freccia S nella Figura 10b.
Utilizzare una piccola forza per colpire il blocco di ferro. Poiché l'area di contatto tra la superficie superiore e la striscia di ferro è piccola, la sollecitazione di compressione prodotta dal martellamento è relativamente grande. Le fibre nell'area concava si allungheranno gradualmente, causando la deformazione della superficie concava nella direzione opposta e ottenendo la correzione.
a) Posizionamento di lastre spesse durante la correzione
b) Correzione del martello
Per le piastre di spessore moderato con aree modestamente deformate e un rigonfiamento centrale, a causa della grande rigidità di flessione, la deformazione sotto carichi esterni maggiori include solo una piccola quantità di deformazione elastica, rendendo l'effetto di deformazione più significativo. Pertanto, è opportuno utilizzare un metodo di correzione con carichi maggiori. Quando è disponibile un'apparecchiatura a grande pressione, si dovrebbe cercare di utilizzare l'apparecchiatura per applicare la forza per ridurre l'intensità di lavoro dell'operatore; altrimenti, si può usare uno spessore e una mazza per colpire direttamente il rigonfiamento della piastra d'acciaio.
Nel caso di piastre d'acciaio non molto spesse o di piastre spesse in cui l'area deformata è molto più grande del loro spessore, poiché la loro rigidità di flessione non è molto elevata, possono produrre una certa deformazione sotto i carichi esterni, ma questa include una certa quantità di deformazione elastica, rendendo difficile ottenere una correzione completamente piatta.
Se il martello colpisce troppe volte, la lastra spessa, colpita istantaneamente dalla piattaforma e dalla mazza, può causare l'allungamento delle fibre del materiale, esacerbando la deformazione di rigonfiamento. In questi casi, il metodo di riscaldamento a fiamma dovrebbe essere utilizzato prima per ridurre la deformazione di rigonfiamento, trasformando la deformazione su larga scala in diverse aree più piccole di leggera deformazione di rigonfiamento, e poi il metodo di correzione di cui sopra può essere utilizzato per correggere la deformazione di rigonfiamento della piastra spessa.
Per le varie deformazioni di flessione di piastre spesse, se queste sono relativamente spesse e le aree deformate sono anche piuttosto grandi, è necessario utilizzare innanzitutto il metodo di correzione termica per ridurre l'entità della deformazione. Le deformazioni di grandi aree devono essere suddivise in deformazioni più piccole, quindi si deve applicare la correzione manuale.
Per qualsiasi deformazione complicata di piastre spesse, il primo passo è analizzare correttamente la causa e la posizione della deformazione. Per ogni parte deformata che necessita di correzione, è importante applicare in modo flessibile diversi metodi di correzione in base alla situazione specifica.
Nelle correzioni a freddo si usano spesso le mazze. I punti di battuta del martello devono essere precisi e i segni del martello devono essere uniformi per evitare di lasciare impronte evidenti sulla superficie della lastra d'acciaio che potrebbero compromettere la qualità della superficie. Quando è necessaria una maggiore forza d'impatto, è necessario aggiungere degli spessori.
Quando si impugna una mazza, non si devono indossare guanti per evitare scivolamenti che potrebbero far volare il martello e causare incidenti o pericoli. Prima di utilizzare la mazza, controllare se l'impugnatura o la testa del martello sono allentate, se ci sono crepe e se ci sono bave o bordi arrotolati sulla testa del martello. Eventuali difetti devono essere riparati prima dell'uso.
Come altri materiali in lamieraI materiali (solitamente acciaio angolare, acciaio per canali, ecc.) e gli altri profili sagomati utilizzati nella lavorazione della lamiera sono anche soggetti a deformazioni durante la produzione e la lavorazione, pertanto è necessario effettuare delle correzioni. Per i diversi profili, i metodi di correzione manuale variano.
Gli angolari piegati si dividono in angolari in lamiera e angolari laminati a caldo. Il primo è l'acciaio angolare ricavato da fogli di acciaio pressati in base alle esigenze dei componenti in lamiera (di seguito denominato "angolare in lamiera"). Il secondo è l'acciaio angolare modellato direttamente mediante laminazione a caldo da lingotti di acciaio (di seguito denominato "acciaio angolare").
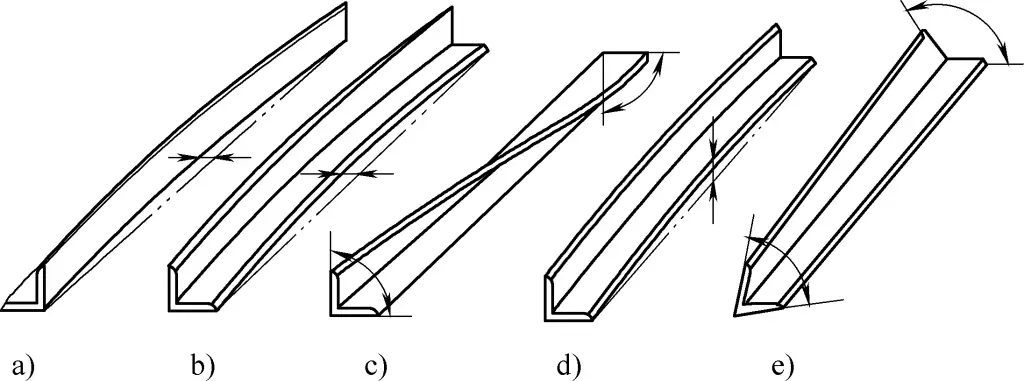
Poiché i pezzi in acciaio angolare hanno due bordi verticali e sono spesso lunghi, sono soggetti a diverse deformazioni. Le deformazioni più comuni sono la flessione verso l'esterno, la flessione verso l'interno, la torsione, l'irregolarità dei singoli lati e le deformazioni angolari (vedi Figura 11).
A causa delle differenze nei metodi di laminazione e nelle dimensioni della sezione trasversale, le proprietà meccaniche dei due tipi di acciaio angolare sopra citati variano in modo significativo. Anche le loro deformazioni e i corrispondenti metodi di correzione differiscono.
La deformazione da flessione è il problema più comune dell'acciaio angolare. Durante la correzione, si può scegliere un anello di acciaio adatto. L'acciaio angolare viene posizionato sull'anello con la parte convessa della sezione piegata rivolta verso l'alto e posizionata tra i due punti di appoggio dell'anello in acciaio. La parte convessa dell'area di piegatura viene martellata sul bordo verticale, costringendo l'acciaio angolare a una piegatura inversa per ottenere la correzione.
1) Correzione delle curvature angolari in acciaio verso l'esterno.
Quando si corregge una piegatura verso l'esterno dell'acciaio angolare, il suo lato deve essere appoggiato in piano sull'anello di acciaio e il bordo di piegatura verticale dell'acciaio angolare deve essere perpendicolare alla faccia finale dell'anello, con la parte convessa rivolta verso l'alto. Per evitare che l'acciaio angolare si capovolga durante il martellamento, l'impugnatura del martello deve essere leggermente sollevata o abbassata con un angolo di circa 50 gradi (angolo α). Al momento dell'impatto, applicare la forza non solo verso il basso, ma anche leggermente verso l'interno (quando la mano posteriore alza il martello) o verso l'esterno (quando la mano posteriore abbassa il martello). Questo angolo dipende dalla posizione in piedi del martellatore, come mostrato nella Figura 12a.
2) Correzione delle curve interne di acciaio angolare.
Per correggere una piegatura verso l'interno, l'acciaio angolare deve essere posizionato con il lato posteriore rivolto verso l'alto e il bordo di piegatura verticale deve essere perpendicolare all'estremità di supporto dell'anello di acciaio. La martellatura deve quindi essere eseguita per correggere l'area piegata. Per evitare che l'acciaio angolare si capovolga durante la martellatura, anche l'altezza della mano posteriore che impugna il martello deve essere leggermente regolata, come mostrato nella Figura 12b, dove l'angolo (α) è di circa 50 gradi. Durante l'impatto, è necessario applicare una leggera forza di trazione verso l'interno o verso l'esterno.
a) Curvature verso l'esterno di acciaio angolare
b) Curve interne di acciaio angolare
3) Correzione dell'acciaio ad angolo ritorto.
Per correggere l'acciaio angolare ritorto, applicare la coppia nella direzione opposta alla torsione finché non si verifica la deformazione inversa, ottenendo così la correzione. Questo metodo consiste nel bloccare un'estremità dell'acciaio angolare in una morsa, afferrare l'altra estremità con una chiave e torcerla in senso inverso, come mostrato nella Figura 13. Una volta eliminata la torsione, si può usare la martellatura per appiattire e correggere i bordi dell'acciaio angolare. Una volta eliminata la torsione, è possibile utilizzare la martellatura per appiattire e correggere i bordi dell'acciaio angolare.
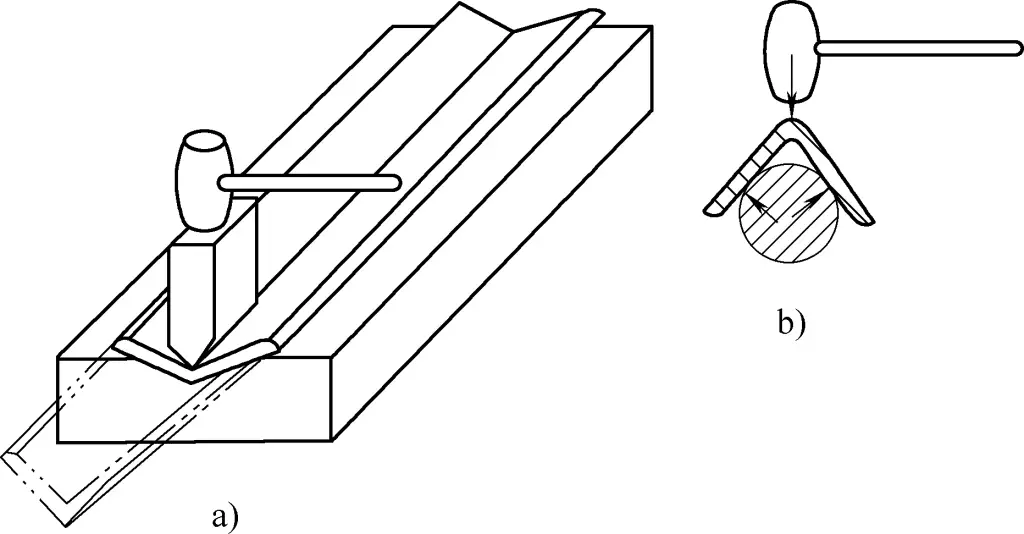
4) Correzione delle deformazioni angolari nell'acciaio angolare.
Quando l'angolo dell'acciaio angolare è superiore a 90 gradi, posizionare l'acciaio angolare in una scanalatura a V e martellare la parte esterna inclinata per correggerla. È anche possibile posizionare l'acciaio con il bordo inclinato su una piattaforma e martellare per ridurre l'angolo, come mostrato nelle figure 14a e 14b.
a), b) Correzione di angoli superiori a 90 gradi in acciaio angolare
c) Correzione di angoli inferiori a 90 gradi in acciaio angolare
La martellatura deve iniziare da un'estremità dell'acciaio angolare, per facilitare la correzione e consentire una chiara osservazione dei risultati. Le sezioni corrette devono essere spostate gradualmente dalla piattaforma e quando più della metà della lunghezza totale è stata corretta, l'acciaio angolare deve essere capovolto e l'estremità opposta deve essere corretta fino a quando l'intera lunghezza è diritta.
Quando l'angolo dell'acciaio è inferiore a 90 gradi, posizionarlo in piano sulla piattaforma e utilizzare un martello sagomato per colpire il lato interno dell'angolo e aumentarlo, come mostrato nella Figura 14c.
5) Correzione di lati singoli irregolari in acciaio angolare.
Quando l'acciaio angolare subisce una deformazione irregolare su un solo lato, il lato irregolare viene solitamente posizionato in piano sulla piattaforma e martellato per correggerlo. Durante la martellatura, alternare la superficie irregolare con il bordo verticale.
6) Correzione delle deformazioni combinate nell'acciaio angolare.
Se un acciaio angolare presenta diversi tipi di deformazione, con gradi diversi, correggere prima le aree con la deformazione maggiore, quindi intervenire gradualmente sulle aree con deformazione minore. Se la deformazione consiste in una combinazione di diversi tipi di base, la sequenza corretta di correzione è: iniziare con la torsione, quindi procedere alla correzione dell'angolo e infine correggere qualsiasi flessione o irregolarità su un solo lato.
A causa della possibilità di nuove deformazioni causate da limitazioni dei metodi correttivi o da operazioni improprie durante le varie correzioni, questo processo potrebbe dover essere ripetuto più volte per soddisfare i requisiti di correzione.
Rispetto al ferro angolare normale, il ferro angolare in lamiera ha uno spessore minore e una rigidità molto più bassa negli angoli piegati, il che rende il ferro angolare in lamiera più soggetto a deformazioni. La correzione della deformazione mostra chiaramente le caratteristiche della lavorazione della lamiera.
1) Correzione della torsione nel ferro angolare a piastra.
Durante la correzione della torsione, poiché il ferro angolare in lamiera ha una bassa rigidità torsionale, per i pezzi di piccole dimensioni è possibile ottenere effetti correttivi significativi semplicemente ritorcendo a mano.
Quando si applica la forza, è necessario realizzare dei morsetti a sezione semplice su entrambe le estremità del pezzo ritorto. Poiché i morsetti hanno una certa rigidità, quando viene applicata la coppia, la sezione trasversale di entrambe le estremità della lamiera angolare non si deforma. Per correggere la torsione di un angolare in lamiera più rigido, si può utilizzare il metodo illustrato nella Figura 13, in cui la torsione viene corretta utilizzando una chiave montata su una morsa da banco.
Poiché la rigidità della ghisa angolare a piastra è inferiore a quella della ghisa angolare laminata a caldo, quando si applica la coppia, le azioni non coordinate possono causare nuove deformazioni di flessione o addirittura portare alla destabilizzazione del pezzo, con conseguenti deformazioni più complesse.
2) Correzione della flessione del ferro angolare in lamiera.
Quando una piastra di ferro angolare subisce una deformazione di flessione verso l'interno, la superficie piegata deve essere posta in piano su una piattaforma e la martellatura deve iniziare dal bordo più interno dell'area più gravemente piegata. A causa del rapporto larghezza/spessore relativamente elevato e dello spessore minore della piastra, la martellatura del bordo interno ha un effetto correttivo più evidente sulla flessione verso l'interno. Allo stesso tempo, si deve correggere alternativamente anche l'irregolarità dell'altro bordo perpendicolare, fino a quando entrambi i lati del ferro angolare in lamiera non sono dritti, come mostrato nella Figura 15a.
a) Correzione della flessione verso l'interno.
b) Correzione della flessione verso l'esterno.
Quando una piastra di ferro angolare subisce una piegatura verso l'esterno, la gamba con la piegatura deve essere posizionata in piano sulla piattaforma, quindi un blocco di misura deve essere collocato tra il bordo piegato e la superficie di arresto verticale e un cuneo di legno deve essere usato per martellare il bordo interno della piegatura verso la superficie di arresto verticale. In questo modo si allungano le fibre longitudinali in corrispondenza della curva a causa del martellamento e si applica un carico laterale al bordo piegato, provocando una flessione inversa per correggere la deformazione.
Si noti che l'angolo del cuneo di legno deve essere di mezzo grado inferiore all'angolo del pezzo. Il raggio del cuneo deve corrispondere al raggio interno del ferro angolare piegato e la sua larghezza deve essere da 2 a 3 volte lo spessore, come mostrato nella Figura 15b.
3) Correzione della deformazione angolare nel ferro angolare a piastra.
Quando la deformazione angolare del ferro angolare in lastra è troppo grande, come mostrato nella Figura 16a, posizionare il ferro angolare con l'apertura rivolta verso l'alto su una scanalatura a V. Utilizzare la sezione R di un cuneo di legno per martellare l'area R interna del ferro angolare, riducendo gradualmente l'angolo. La martellatura di solito inizia da un'estremità e si estende progressivamente verso il centro. Prima della correzione, creare una sagoma dell'angolo da utilizzare spesso durante il processo.
a) Ridurre l'angolo.
b) Aumentando l'angolo.
Per la correzione di deformazioni angolari maggiori in ferri angolari in lamiera più lunghi, seguire il metodo illustrato nella Figura 15b, ma rimuovere i blocchi distanziatori. Posizionare entrambi i lati del ferro angolare contro la superficie della piattaforma e la superficie di arresto verticale e martellare secondo la direzione indicata nella Figura 15b per ridurre l'angolo.
Quando la deformazione angolare di un ferro angolare in lamiera è troppo piccola, è possibile posizionare le superfici interne del ferro angolare contro una barra d'acciaio rotonda. Sotto la forza esterna mostrata nella Figura 16b, entrambi i lati del ferro angolare tenderanno a ruotare intorno al vertice, aumentando così l'angolo e ottenendo la correzione.
4) Correzione di un'irregolarità su un lato del ferro angolare in lamiera.
La deformazione causata dall'allungamento o dall'accorciamento della linea di piegatura, o dall'instabilità dei due piani accanto alla linea di piegatura, viene definita deformazione irregolare nella ghisa angolare a piastra, come illustrato nella Figura 17. La Figura 17a mostra la deformazione causata dall'accorciamento della linea di piegatura, mentre la Figura 17b mostra la deformazione causata dall'allungamento della linea di piegatura.
La caratteristica comune di queste deformazioni è che entrambi i piani del ferro angolare a piastra diventano curvi e irregolari. Durante la correzione, occorre innanzitutto verificare l'aderenza tra i due piani e la piattaforma. Se il centro è vuoto, si verifica la deformazione mostrata nella Figura 17a; se le estremità sono cave, si verifica la deformazione mostrata nella Figura 17b.
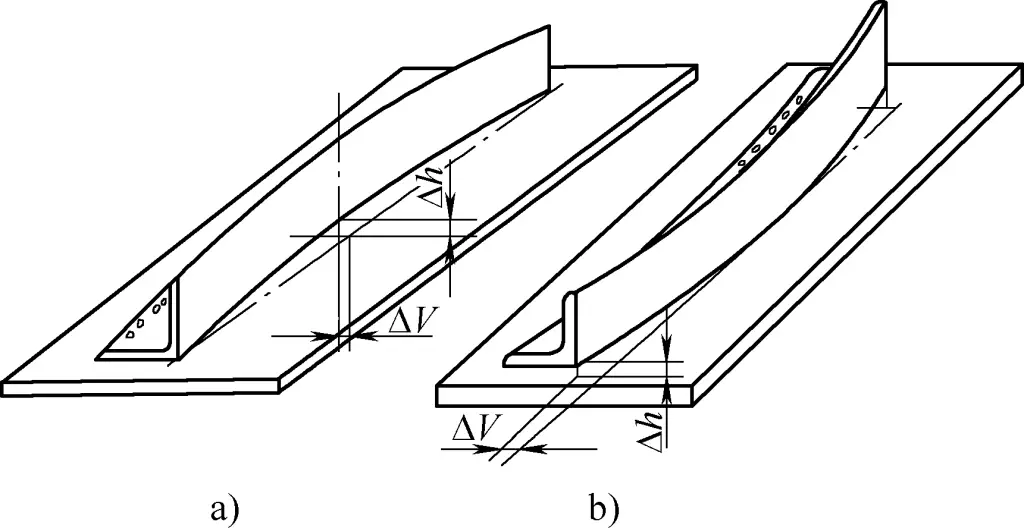
a) Deformazione causata dall'accorciamento della linea di flessione.
b) Deformazione causata dall'allungamento della linea di flessione.
Un metodo per correggere la deformazione interna mostrata nella Figura 17a è quello di utilizzare il metodo mostrato nella Figura 15b per correggere alternativamente la flessione su entrambi i lati. Un altro metodo consiste nell'utilizzare la scanalatura a V mostrata nella Figura 16a, con l'apertura del ferro angolare rivolta verso l'alto. Utilizzare un cuneo di legno più piccolo dell'angolo interno per martellare lungo la linea di flessione all'interno della sezione R del ferro angolare, estendendolo gradualmente in senso assiale per ottenere la correzione. Un terzo metodo consiste nel provocare una deformazione di accorciamento sul bordo esterno delle fibre del ferro angolare in lamiera, ad esempio mediante l'uso di una macchina per il ritiro o la correzione alla fiamma.
Per la deformazione mostrata nella Figura 17b, il metodo di correzione comune consiste nel martellare alternativamente i bordi esterni di entrambi i lati, causando l'allungamento delle fibre del bordo esterno. Quando la linea di piegatura e le fibre del bordo esterno presentano la stessa deformazione, il ferro angolare a piastra si appiattisce e si raddrizza.
Infine, se ci sono punti irregolari locali sul bordo piegato, è possibile premere delicatamente la superficie della lastra sulla piattaforma con la mano, individuare i punti irregolari ed eliminarli gradualmente.
La forma della sezione trasversale e le caratteristiche dimensionali dei pezzi piegati su un solo bordo determinano la loro suscettibilità alla deformazione, ma indicano anche che non sono necessari grandi carichi esterni per ottenere la correzione.
Durante la correzione, è importante utilizzare morsetti piatti rigidi quando si applica la coppia, soprattutto per la ghisa angolare a piastra. In caso contrario, potrebbero verificarsi deformazioni della sezione o irregolarità e flessioni localizzate all'estremità caricata. Quando si esegue la correzione manuale, i punti di martellamento nell'area di correzione devono essere distribuiti in modo uniforme e si deve evitare un'eccessiva concentrazione per evitare l'indurimento localizzato del materiale o addirittura la fessurazione.
Inoltre, quando si martella per correggere, la parte inferiore del pezzo deve essere ben sostenuta. È severamente vietato applicare la forza su un solo lato del bordo dritto del ferro angolare, per evitare di creare dislivelli o di alterare i risultati della martellatura. I colpi di martello devono essere applicati alternativamente su entrambi i lati, per evitare l'indurimento localizzato del materiale e preservare la qualità della superficie. I punti di martellamento devono essere scelti con attenzione, precisione ed efficacia, riducendo al minimo i punti. Il materiale del martello utilizzato deve essere più morbido dell'acciaio, come ad esempio un martello in rame, alluminio o legno duro.
La sezione trasversale dell'acciaio per canali è costituita da un'anima e da due flange simmetriche collegate all'anima. Rispetto al ferro angolare, l'acciaio per canali è molto più rigido, quindi la sua correzione richiede uno sforzo maggiore. Tuttavia, poiché la sezione trasversale dell'acciaio a canali è simmetrica, la sua deformazione è leggermente più facile da correggere rispetto a quella del ferro angolare.
I tipi di deformazione dell'acciaio per canali includono la flessione verticale, la flessione laterale e la torsione, come mostrato nella Figura 18. La flessione all'interno del piano dell'anima è chiamata flessione verticale, mentre la flessione in direzione delle flange è chiamata flessione laterale.
Poiché la dimensione dell'altezza dell'anima è maggiore della dimensione della larghezza della flangia, la probabilità di deformazione a flessione laterale in un acciaio a canali è maggiore rispetto alla flessione verticale. Inoltre, dal punto di vista della correzione della deformazione, la regolazione necessaria per la flessione verticale è di gran lunga superiore a quella per la flessione laterale.
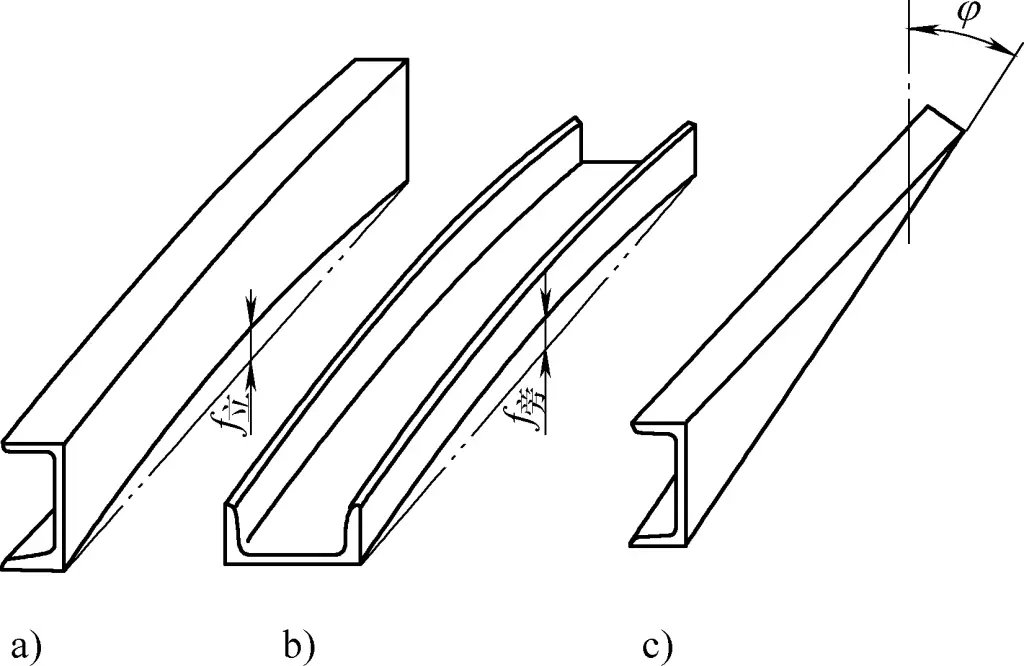
a) Curva verticale
b) Curvatura laterale
c) Torsione
A causa dei requisiti fisici, la correzione manuale dell'acciaio per canali deformati è adatta solo per le dimensioni più piccole, mentre gli acciai per canali più grandi devono essere corretti con metodi meccanici.
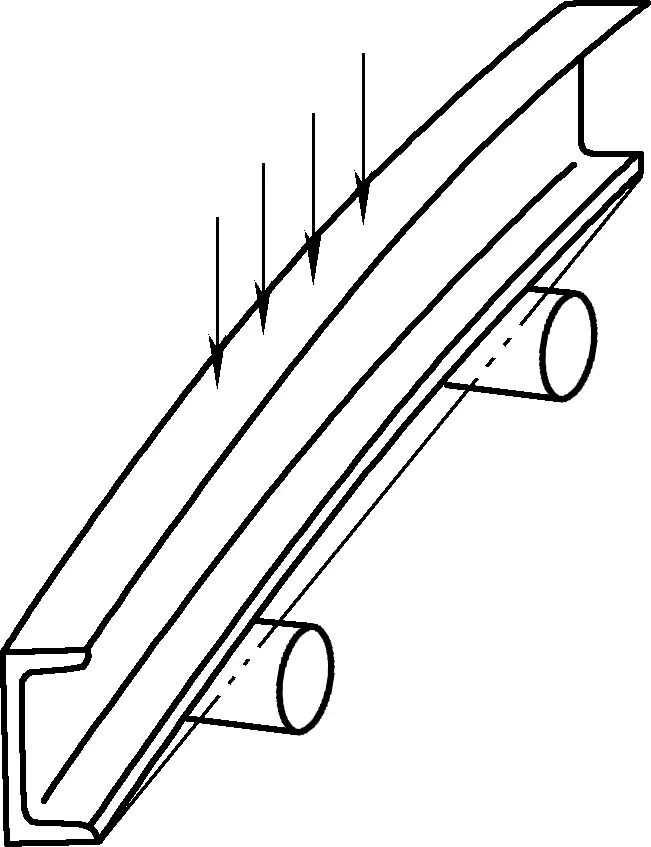
1) Correzione della deformazione di curvatura verticale nell'acciaio dei canali.
Quando si corregge la deformazione di curvatura verticale dell'acciaio per canali, posizionare l'acciaio per canali su un tavolo di correzione improvvisato composto da due acciai rotondi paralleli, con la parte convessa rivolta verso l'alto. Colpire il piano del nastro con un martello pesante, come indicato dalle frecce nella Figura 19. In questo modo, la forza d'urto si trasferisce dal piano del nastro al piano del canale. In questo modo la forza d'urto si trasferisce dalla parte superiore a quella inferiore del nastro.
La combinazione di anima e flangia presenta una transizione arrotondata con una notevole rigidità locale, che aiuta a prevenire la deformazione locale della flangia durante i colpi di martello.
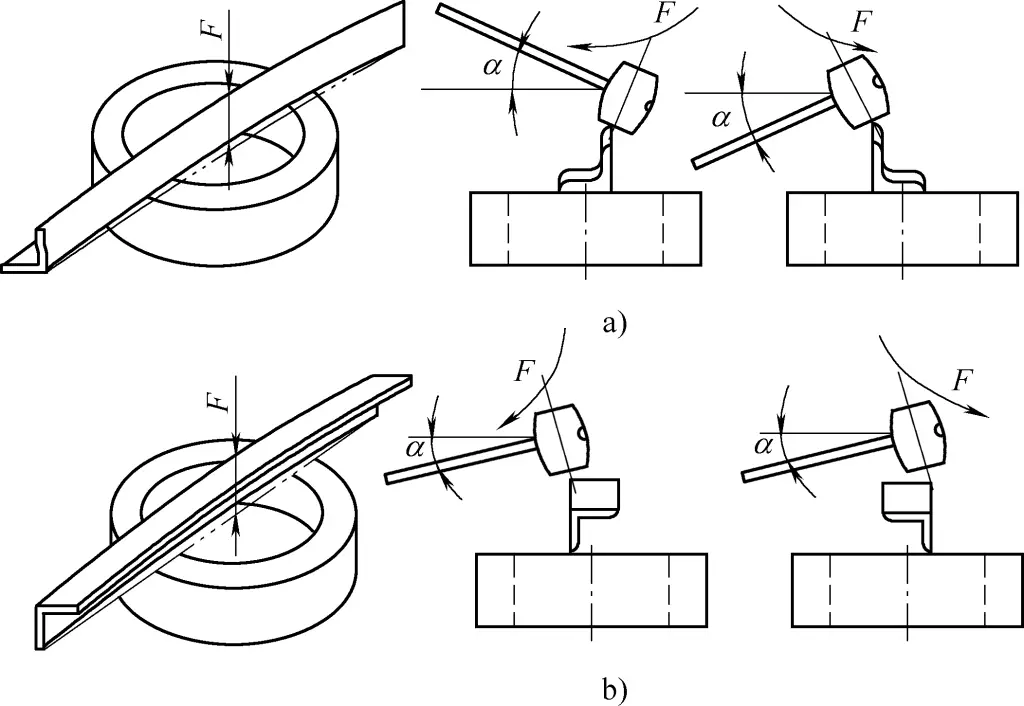
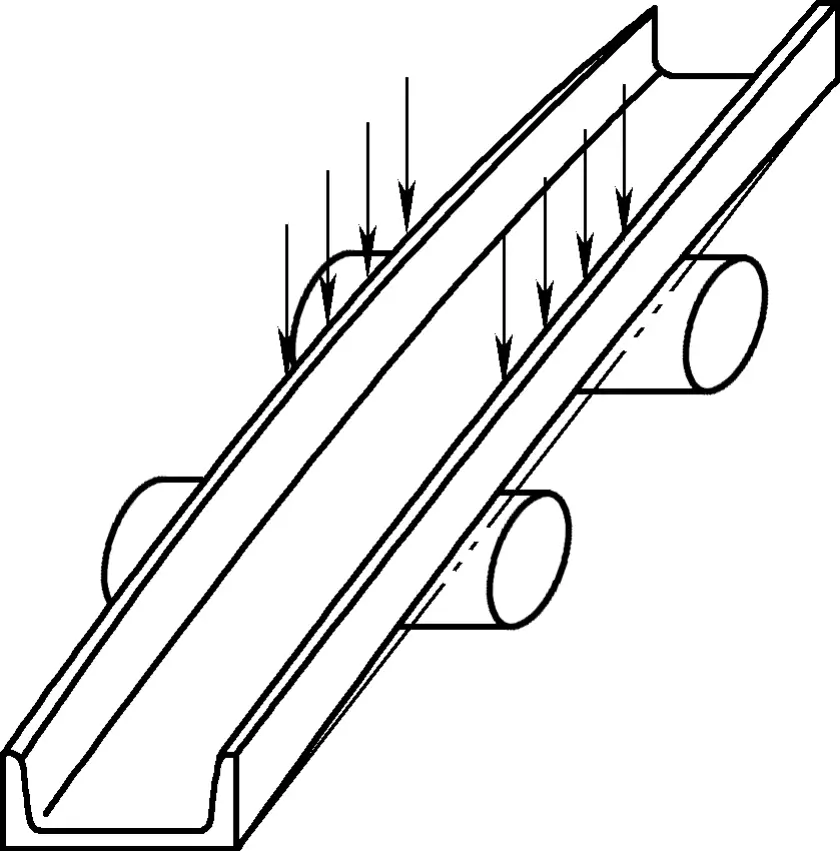
2) Correzione della deformazione laterale di curvatura nell'acciaio dei canali.
La flessione laterale dell'acciaio per canali può essere verso l'esterno o verso l'interno. Il metodo di correzione per la flessione verso l'esterno consiste nel posizionare la parte convessa della flangia rivolta verso l'alto (vedere Figura 20), posizionandola su un semplice tavolo di correzione composto da due acciai tondi paralleli. Colpire alternativamente e simmetricamente il bordo esterno di entrambe le flange con un martello pesante. In questo modo si corregge la deformazione verticale delle flange, che a sua volta facilita la correzione della curvatura laterale dell'anima, correggendo così la curvatura complessiva verso l'esterno dell'acciaio del canale.
Quando l'acciaio per canali presenta una deformazione di flessione verso l'interno e la curva verso l'interno copre una sezione più lunga con una leggera curvatura, l'acciaio per canali può essere posizionato orizzontalmente su una piattaforma. Martellare l'anima su entrambi i lati delle flange per correggere la curvatura verticale delle flange, come mostrato nella Figura 21.
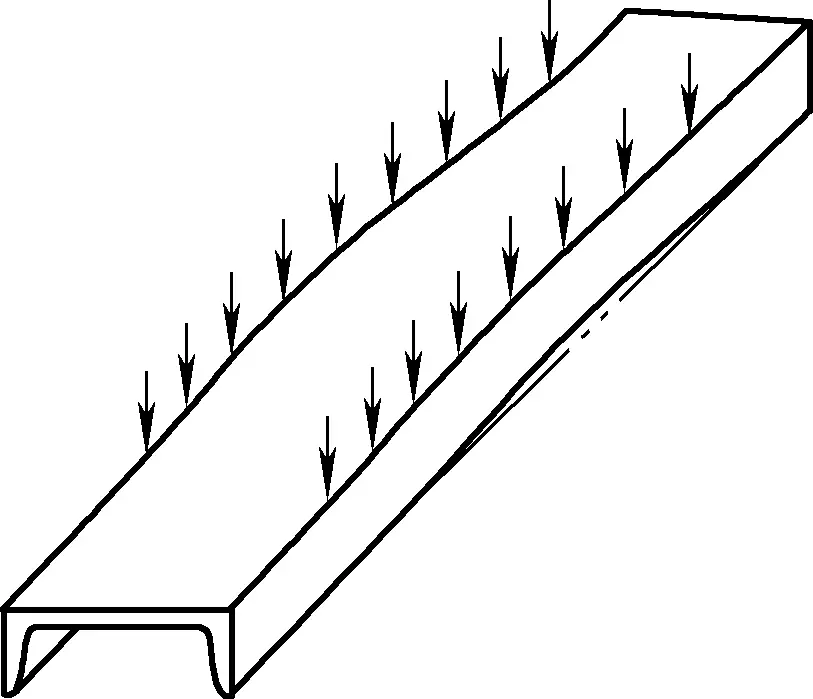
Potrebbe essere necessario capovolgere l'acciaio del canale, come mostrato nella Figura 20, per correggere la curvatura inversa in aree localizzate. Una volta corretta la curvatura laterale delle flange, si correggerà anche la deformazione complessiva dell'acciaio del canale.
Se la deformazione di curvatura verso l'interno dell'acciaio del canale è un rigonfiamento di piccole dimensioni ma grave, è preferibile una correzione a fiamma, poiché una martellatura eccessiva può portare alla distorsione della sezione e influire negativamente sulla qualità della superficie.
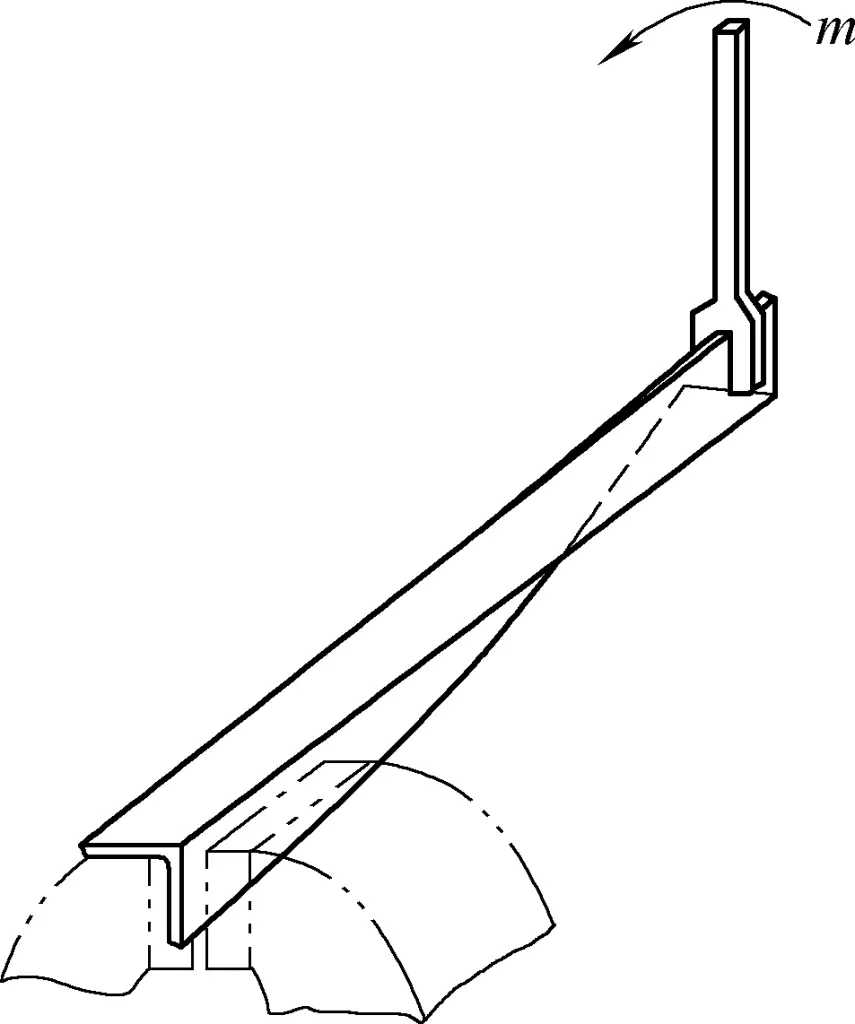
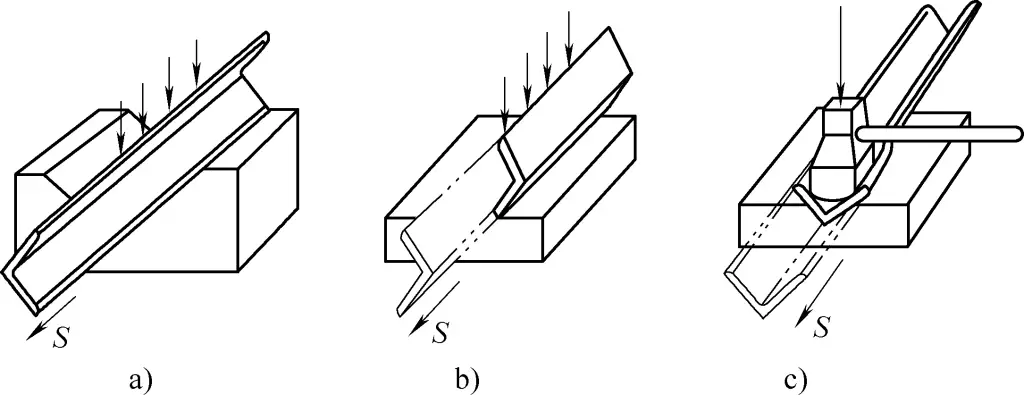
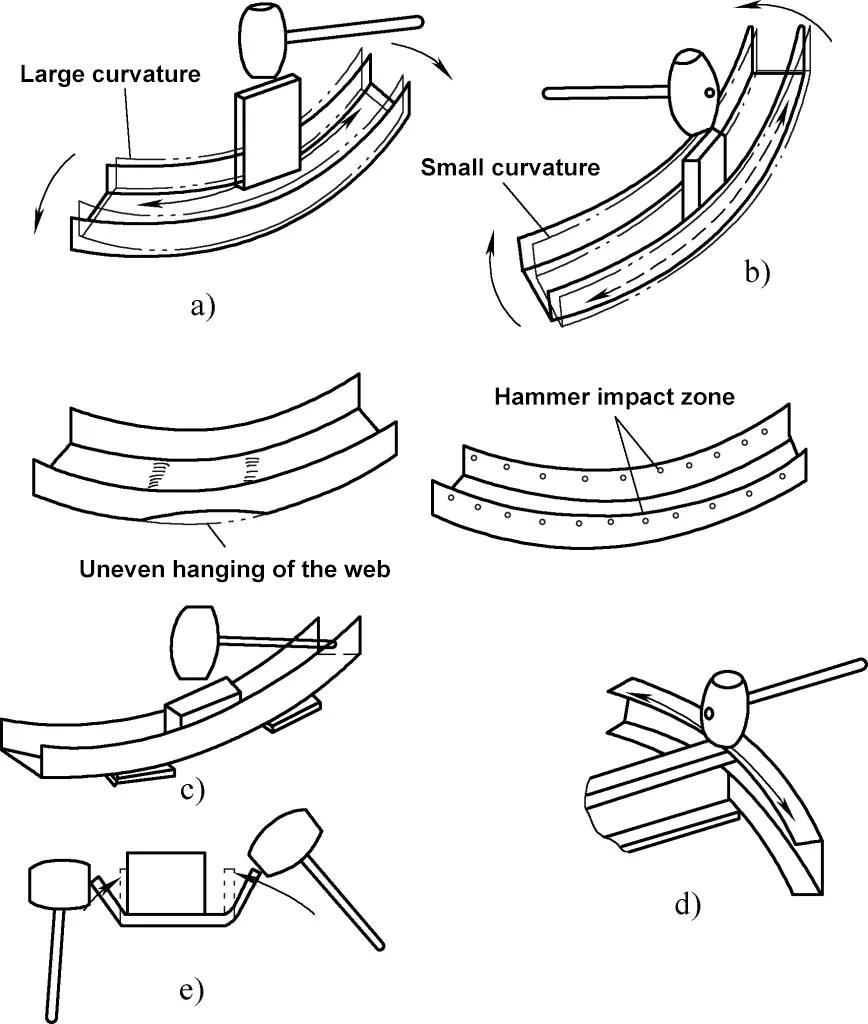
3) Correzione della deformazione da torsione nell'acciaio dei canali.
Per correggere la deformazione da torsione dell'acciaio per canali, posizionare prima l'acciaio in diagonale su una piattaforma con la parte contorta che si estende oltre la piattaforma. Quindi, bloccare l'acciaio per canali in posizione e martellare il lato sollevato che si estende oltre la piattaforma per torcerlo nella direzione opposta. Mentre si continua a martellare, si sposta l'acciaio per canali più avanti sulla piattaforma (nella direzione S mostrata nella Figura 22a), quindi lo si gira e si ripete l'operazione fino al completo raddrizzamento.
a) Correzione a freddo
b) Correzione a caldo
La torsione nell'acciaio dei canali è spesso combinata con la flessione, il che rende la correzione più impegnativa. La Figura 22b mostra una deformazione combinata di torsione e flessione causata da curve verticali disuguali nelle due flange. Il metodo di correzione abituale consiste nel marcare punti di riscaldamento a fiamma di numero variabile su entrambe le flange in base al grado di torsione. La flangia con maggiore deformazione verticale dovrebbe avere più punti di riscaldamento, mentre quella con minore deformazione dovrebbe averne meno.
Durante il riscaldamento a fiamma, è meglio riscaldare contemporaneamente i punti su entrambe le flange per ottenere una deformazione correttiva uniforme. Se la selezione dei punti e l'operazione sono eseguite correttamente, è possibile ottenere risultati di correzione soddisfacenti con un solo riscaldamento. Infine, è possibile applicare una regolazione manuale per eliminare completamente le deformazioni originali.
4) Correzione di altre deformazioni nell'acciaio dei canali.
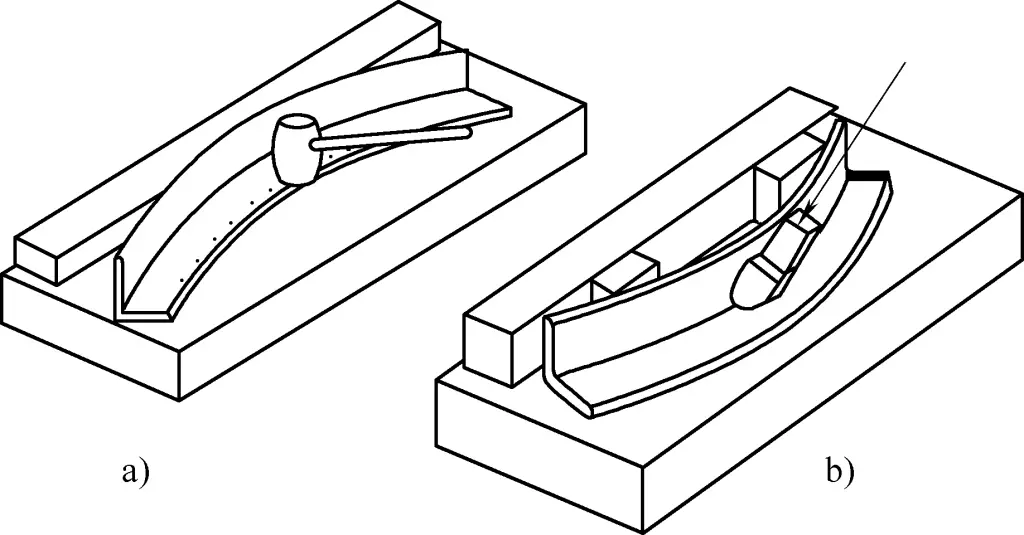
Come mostrato nelle Figure 23a e 23b, quando si verifica una deformazione locale sulla flangia dell'acciaio per canali, un martello pesante può essere posizionato contro l'area piatta vicino alla parte convessa. In alternativa, un intero martello pesante può essere posizionato orizzontalmente dietro la parte convessa, mentre un secondo martello colpisce la superficie esterna dell'area convessa. In questo modo si comprimono le fibre piegate, raddrizzandole e appiattendo la flangia.
a) Martello posizionato verticalmente contro la flangia
b) Martello posizionato orizzontalmente contro la flangia
c) Correzione della flangia concava
Se nella flangia è presente una depressione locale, la flangia può essere appoggiata in piano con il lato deformato contro la piattaforma. Martellare la parte sollevata della depressione per rimuovere la sporgenza locale (come mostrato nella Figura 23c). Se la depressione è verso l'interno e la martellatura risulta difficile, utilizzare uno strumento adatto, come un'incudine o un altro strumento lungo, per applicare indirettamente una forza sulla parte sollevata e appiattire la deformazione.
La sezione trasversale dell'acciaio per canali è costituita da un'anima relativamente larga e da due flange distribuite simmetricamente rispetto all'anima. La chiave per correggere la deformazione di curvatura verticale sta nel correggere la curvatura verticale dell'anima, mentre la chiave per correggere la deformazione di curvatura laterale sta nel correggere la curvatura verticale di entrambe le flange. Una flessione verticale disuguale nelle due flange porta alla torsione dell'acciaio del canale. Qualsiasi analisi della deformazione dell'acciaio del canale e la scelta del piano di correzione devono basarsi su questa comprensione.
Poiché la larghezza delle flange è molto inferiore a quella dell'anima, la ridotta rigidità di flessione nella direzione della larghezza delle flange significa che è più probabile che si verifichino deformazioni laterali di flessione. Allo stesso tempo, a causa della bassa rigidità, la deformazione di flessione laterale è relativamente più facile da correggere. Per qualsiasi deformazione complessa nell'acciaio per canali, la sequenza di correzione dovrebbe essere: Torsione → Curvatura verticale → Curvatura laterale.
Quando si corregge l'acciaio dei canali, si deve tenere presente che, poiché lo spessore dei bordi delle flange è relativamente piccolo e la resistenza dei due bordi ad angolo retto è inferiore, la martellatura parallela alla superficie della flangia può causare danni localizzati a causa della piccola area di contatto.
Pertanto, quando si applica la forza a queste aree, è meglio utilizzare un'incudine di larghezza adeguata o applicare un martello di formatura appropriato, assicurandosi che le flange e i bordi non entrino direttamente in contatto con il martello. In questo modo si distribuisce uniformemente la forza, riducendo le sollecitazioni di compressione ed evitando i segni del martello. Si deve evitare di martellare direttamente sulle parti sollecitate.
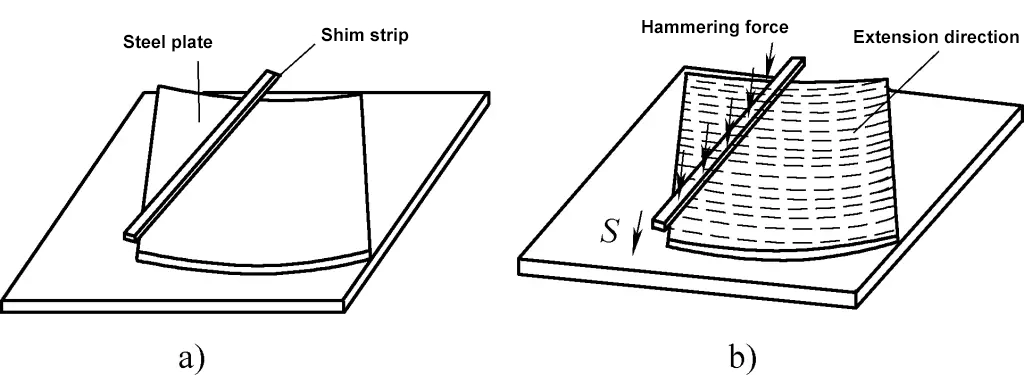
I componenti realizzati con fogli sottili pressati per formare una struttura simile a un telaio con determinate proprietà meccaniche su un piano sono chiamati componenti di tipo frame-plate. In base alla loro forma, i componenti frame-plate possono essere classificati come tipi a nastro, ad anello o a nervatura. I componenti principali dei componenti frame-plate sono il nastro e il cerchio.
A causa dei diversi processi di formatura, in particolare dei diversi metodi di formatura del cerchio, l'allungamento e la contrazione delle fibre del materiale variano, dando luogo a diverse deformazioni nei componenti di tipo frame-plate.
Ad esempio, i componenti del telaio a nastro possono presentare piegature, irregolarità del piano del nastro e torsioni, oltre a un maggiore rimbalzo dell'angolo del cerchio. I componenti del telaio ad anello possono presentare deformazioni del nastro e un aumento del rimbalzo dell'angolo del cerchio. I componenti con telaio a nastro (o piastra a telaio grande) possono presentare irregolarità del nastro (torsione e forma imprecisa del cerchio).
I componenti di tipo Panel appartengono alle parti di formatura in lamiera sottile. Trattandosi di prodotti in lamiera sottile, la loro rigidità locale è ridotta. In genere, per le deformazioni locali dei componenti a pannello è possibile correggere direttamente la deformazione, ma per alcune deformazioni più grandi è necessaria un'analisi completa delle parti associate per individuarne la causa.
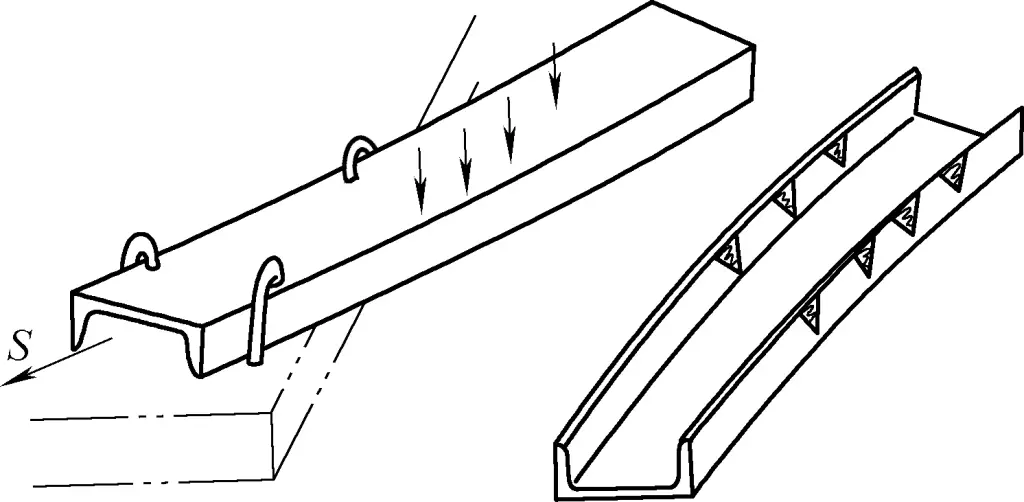
1) Operazioni di correzione per i componenti del pannello di tipo strip.
Nella Figura 24 sono illustrate la deformazione e la correzione dei componenti di un pannello a strisce. Quando il pannello a strisce presenta una curvatura eccessiva (cioè il raggio dell'arco è troppo piccolo) (cfr. Figura 24a), il metodo di correzione consiste nel posizionare il nastro del pannello a strisce in piano su una piattaforma e utilizzare una striscia con un certo rapporto larghezza/spessore per colpire uniformemente la linea di curvatura del bordo interno del pannello, estendendo così le fibre vicino al bordo interno e riducendo la curvatura.
a) Correzione della curvatura ridotta
b) Correzione dell'aumento della curvatura
c) Correzione della sospensione a mezz'aria del centro web
d) Correzione della deformazione dell'estremità del nastro
e) Correzione dell'angolo di flessione
Quando il pannello a strisce ha una curvatura troppo piccola (cioè il raggio dell'arco è troppo grande) (vedi Figura 24b), il metodo di correzione consiste nel posizionare il nastro del pannello a strisce in piano su una piattaforma e utilizzare un nastro dello stesso tipo per colpire in modo uniforme la linea di curvatura del bordo esterno del pannello, estendendo le fibre vicino al bordo esterno e aumentando così la curvatura.
Quando il pannello a strisce presenta la deformazione di un'area del nastro localmente sospesa (vedere Figura 24c), il nastro del pannello deve essere posizionato in piano su una piattaforma e le piastre sottili devono essere collocate a entrambe le estremità dell'area deformata. Un blocco più stretto della larghezza del bordo interno deve essere posizionato sull'area deformata in modo che i lati del blocco siano aderenti a entrambi i bordi del pannello. Utilizzare un martello per colpire, livellando i bordi sollevati, quindi rimuovere le piastre sottili e continuare a utilizzare il blocco e il martello per eliminare le irregolarità del nastro.
Quando l'estremità del pannello a strisce si deforma causando l'irregolarità del nastro (vedere Figura 24d), è possibile posizionare dei supporti sotto i lati interni di entrambi i bordi del pannello a strisce. Colpire uniformemente lungo la linea dei bordi per estendere le fibre e correggere così la planarità del nastro.
Quando il pannello a strisce presenta una deformazione a molla nell'angolo di piegatura (vedere Figura 24e), utilizzare un martello per colpire direttamente il bordo in cui l'angolo di deformazione è aumentato, oppure utilizzare un blocco bloccato contro la linea di piegatura del pannello e colpire lungo i bordi esterni e le radici della linea di piegatura. In questo modo i bordi deformati verranno premuti contro il blocco per ottenere la correzione dell'angolo.
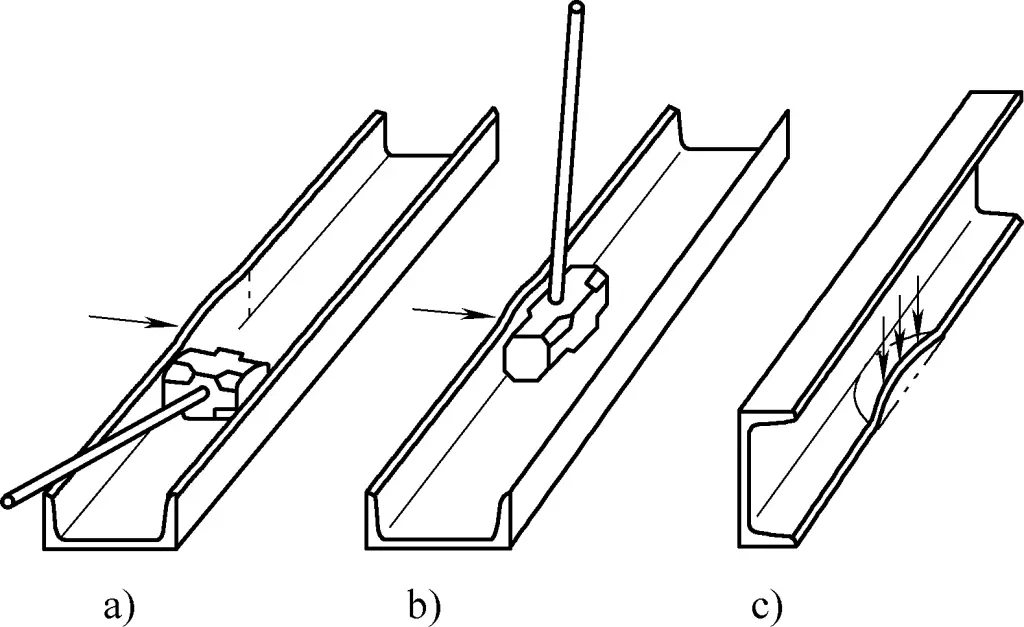
2) Operazioni di correzione per i componenti dei pannelli ad anello.
Poiché il pannello di bordo del pannello ad anello è una struttura chiusa, a piastra sottile, perpendicolare all'anima, forma una struttura con una notevole rigidità insieme all'anima. Qualsiasi deformazione o distribuzione delle sollecitazioni in una parte si ripercuote inevitabilmente sulla distribuzione delle sollecitazioni nelle altre parti, causando potenzialmente delle deformazioni.
Quando il nastro di un pannello ad anello presenta una deformazione di deformazione in cui entrambi i lati sono sollevati (vedere Figura 25a), il metodo di correzione consiste nel posizionare il lato concavo rivolto verso il basso sul bordo di una piattaforma. Tenere il lato sinistro del pannello con la mano sinistra e premere il lato destro con la mano destra, piegando il pannello del bordo e appiattendo il nastro. Quindi, girate il pannello con il lato concavo rivolto verso l'alto e, con il nastro a contatto con la piattaforma (come mostrato nella Figura 25b), utilizzate un blocco per colpire lungo i bordi interni della linea di piegatura, soprattutto in corrispondenza dei giunti a sinistra e a destra, per eliminare le sollecitazioni di taglio e di trazione e aumentare quelle di compressione in prossimità della linea di piegatura.
Dopo aver corretto il nastro, è necessario regolare in modo appropriato anche le connessioni su entrambi i lati del pannello del bordo, riducendo al minimo le tensioni di trazione residue nelle aree deformate dopo la correzione.
a) Correzione manuale della deformazione del nastro
b) Correzione del martello
c) Correzione del pannello dell'anello interno
Quando i bordi interni ed esterni del pannello ad anello superano la forma richiesta (vedere Figura 25c), bloccare la sezione di legno curvo in una morsa, sospendere il pezzo sotto la forma esterna del componente e martellare l'area deformata per ottenere la correzione della forma. In alternativa, come mostrato nella Figura 25b, è possibile girare il lato concavo verso l'alto e regolare gli angoli dei bordi (come mostrato nella Figura 24e) per ottenere la correzione della forma.
3) Operazioni di correzione per i componenti di grandi dimensioni del pannello.
Come illustrato nella Figura 26, i pannelli di grandi dimensioni (detti anche pannelli a telaio) presentano caratteristiche quali bordi flangiati, fori di rinforzo e incavi di irrigidimento che migliorano la rigidità planare. I pannelli dei bordi contengono anche ritagli strutturali e aree incassate per accogliere le parti di collegamento.
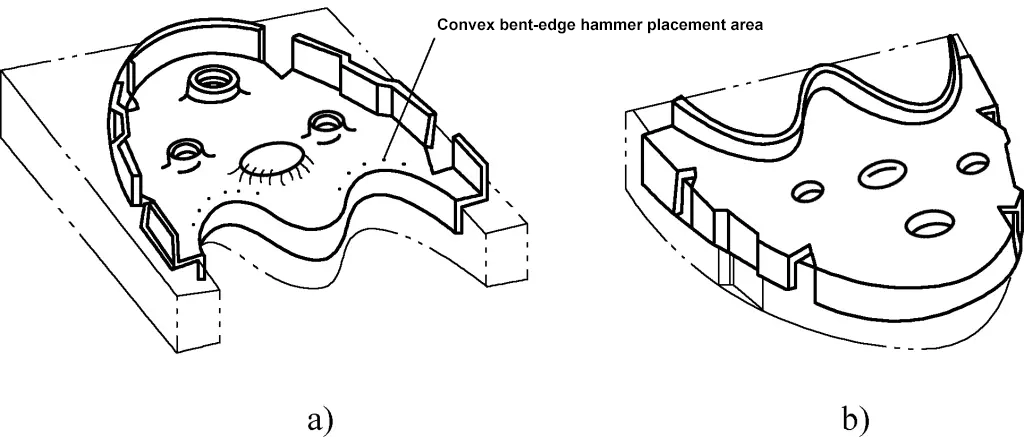
a) Vista frontale
b) Vista posteriore
Per componenti strutturali così complessi, dopo il trattamento termico si verificano inevitabilmente varie deformazioni e irregolarità. Le deformazioni più comuni sono l'allentamento e l'espansione dei bordi piegati in corrispondenza dei ritagli, il restringimento e il restringimento intorno ai fori di rinforzo, l'allentamento intorno ai fori piatti, la torsione planare e l'aumento della curvatura dei bordi piegati concavi.
Il processo di correzione per i componenti di grandi dimensioni è il seguente: Posizionare il componente deformato (vedere Figura 26a) su uno stampo dopo il trattamento termico. Per prima cosa, utilizzare strisce di gomma per colpire il nastro sulle aree piane e renderlo generalmente conforme allo stampo.
Usare un martello di metallo non ferroso o un mazzuolo di legno duro per battere la base delle cavità di rinforzo e dei fori di alleggerimento (usare un blocco per martellare contro queste aree per evitare danni). Lo scopo del martellamento è quello di alleviare le sollecitazioni di trazione e aumentare quelle di compressione. Quindi capovolgete il componente e posizionatelo su un altro stampo con il retro rivolto verso l'alto (vedi Figura 26b), dove userete lo stesso martello o mazzuolo per colpire le basi degli incavi di rinforzo e dei fori di alleggerimento, oppure usate un blocco di metallo non ferroso per premere contro queste aree.
Usare strisce di gomma per picchiettare costantemente il nastro per appiattire qualsiasi irregolarità. Se il nastro mostra segni di rigonfiamento o torsione, correggerlo come si farebbe per una piastra piatta. Poiché l'allungamento del materiale in corrispondenza del bordo concavo piegato durante la flangiatura è massimo, riposizionare il componente sullo stampo (come mostrato nella Figura 26a) e martellare il bordo concavo piegato in modo uniforme finché il materiale non si rilassa e si adatta alla sagoma.
I principali elementi strutturali di un pannello sono l'anima e i bordi. Indipendentemente da eventuali strutture locali sull'anima (come fori piatti, fori di rinforzo o elementi di formatura locali), almeno un lato dell'anima deve rimanere piatto. Indipendentemente da eventuali ritagli o formature locali sul pannello dei bordi, quest'ultimo deve sempre essere perpendicolare al piano del nastro. Pertanto, tutte le correzioni devono essere eseguite su una piattaforma.
Per i componenti più complessi e di grandi dimensioni, è necessario utilizzare delle dime per la correzione, in modo da garantire che la forma del componente sia il più vicino possibile alla forma corretta. È severamente vietato correggere senza uno stampo, poiché correzioni troppo inefficaci possono peggiorare la deformazione e portare a distorsioni irreparabili.
Quando si correggono i componenti più semplici del pannello, il nastro deve sempre rimanere piatto contro la superficie della piattaforma. Quando si martellano le fibre del nastro o le linee di piegatura, la piattaforma deve essere utilizzata come base solida. L'area da martellare deve essere solidamente supportata: è assolutamente vietato martellare senza supporto, in quanto ciò potrebbe non solo non modificare la lunghezza delle fibre, ma anche introdurre nuove irregolarità.
Durante la correzione di grandi superfici piane, il lato piatto deve essere appoggiato allo stampo o alla piattaforma, con il lato irregolare rivolto verso l'alto. Questo facilita l'applicazione della striscia di gomma per il livellamento. Nel frattempo, la parte corretta del nastro deve essere a contatto con il piano dello stampo e non sospesa, per facilitare l'uso del martello ed evitare la formazione di nuove ammaccature dovute all'applicazione della striscia di gomma. Quando l'area da colpire è piccola o richiede una maggiore precisione, è possibile utilizzare un blocco a cuneo per centrare l'area.
Per le grandi deformazioni dei pannelli del telaio, è possibile applicare una coppia nella direzione opposta alla deformazione per ridurre il livello di deformazione originale. In seguito, si può ricorrere alla martellatura per una correzione meticolosa fino a raggiungere le specifiche del disegno.
Per garantire la qualità esterna e l'accuratezza della forma del pannello del telaio, evitare di utilizzare martelli o blocchi in materiali duri a contatto diretto con la superficie del pezzo per evitare di lasciare segni. Per le connessioni tra i bordi del telaio, per le quali è difficile applicare forze esterne, è necessario utilizzare blocchi più morbidi o utensili sagomati per adattarsi al contorno per applicare una forza indiretta. In questo modo si evita che imprecisioni nell'applicazione della forza o interferenze reciproche tra le parti danneggino il risultato della correzione.