Tecniche di equilibratura e ravvivatura delle mole
In questo articolo esploriamo le tecniche essenziali di equilibratura e ravvivatura delle mole. Scoprirete come questi metodi aumentano l'efficienza, migliorano la qualità della superficie e prolungano la vita degli utensili. Preparatevi ad acquisire nozioni pratiche che affineranno le vostre capacità e ottimizzeranno i vostri processi di rettifica.
Ultimo aggiornamento:
21 luglio 2024
Condividi il tuo like:
Indice dei contenuti
I. Bilanciamento della mola
Per migliorare la qualità della rettifica, mantenere la precisione della macchina e garantire la sicurezza della produzione, è necessario bilanciare la mola.
Lo squilibrio della mola è causato dal disallineamento del centro di gravità della mola con l'asse di rotazione, dovuto principalmente a una fabbricazione e a un'installazione non corrette. La mola opera a velocità di rotazione elevate e, se la sua massa è leggermente sbilanciata, durante la rotazione genererà una grande forza centrifuga sbilanciata. Ciò provoca la vibrazione della macchina, riducendo notevolmente la qualità della rettifica, usurando gravemente i cuscinetti del mandrino della mola e, nei casi più gravi, può causare la frantumazione della mola e provocare incidenti.
Pertanto, le mole devono essere sottoposte a equilibratura statica o dinamica, soprattutto per la rettifica di precisione o la rettifica a specchio, che richiede un'equilibratura più precisa. In genere, le mole con diametro superiore a 125 mm devono essere bilanciate.
L'equilibratura delle mole impiega solitamente il metodo di equilibratura momentanea, che comprende l'equilibratura statica e dinamica. Attualmente, il bilanciamento statico è ampiamente utilizzato per le mole, che viene eseguito su un supporto di bilanciamento. Le rettificatrici CNC ad alta velocità sono solitamente dotate di dispositivi di equilibratura dinamica automatica online per le mole.
1. Bilanciamento statico della mola
L'essenza dell'equilibratura statica di una mola è il processo manuale di regolazione dell'offset del centro di gravità del gruppo mola mediante la regolazione dei pesi di equilibratura per allineare il centro di gravità della mola con l'asse dell'albero di equilibratura.
Il principale strumento di supporto per l'equilibratura statica è il supporto per l'equilibratura delle mole. Esistono cavalletti di equilibratura cilindrici per l'equilibratura di mole di grande diametro e cavalletti di equilibratura a lama per l'equilibratura di mole di diametro inferiore.
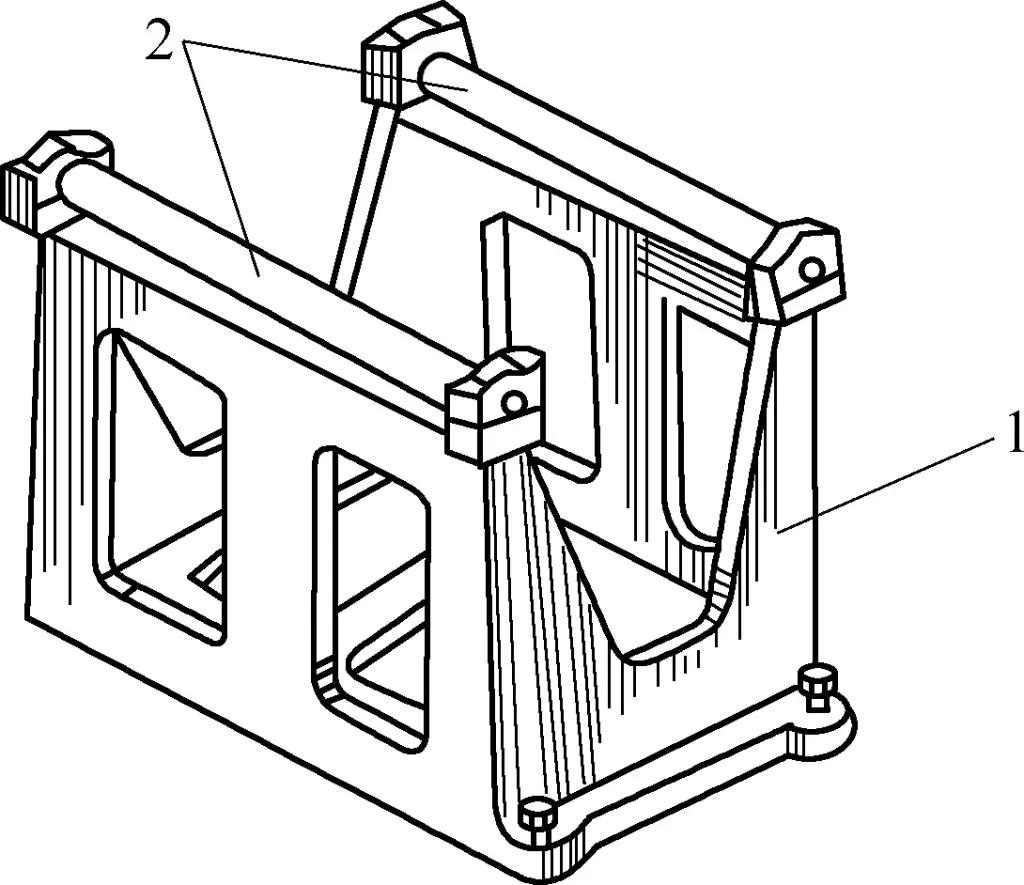
Come illustrato nella Figura 1, il supporto di bilanciamento statico è costituito da un telaio di supporto 1 e da due alberi paralleli 2 dello stesso diametro. I due alberi fungono da guide per l'equilibratura statica e richiedono una bassa rugosità superficiale e un'elevata durezza. Quando vengono utilizzati, devono essere posizionati orizzontalmente e allo stesso livello.
Figura 1 Supporto di bilanciamento statico
1-Telaio di supporto A 2 alberi
L'indicatore per il bilanciamento statico è che la mola può rimanere ferma in qualsiasi posizione sulle guide orizzontali.
2. Installazione della mola
(1) Precauzioni per l'uso delle mole
Le mole sono strumenti fragili, indipendentemente dall'aspetto, per cui è necessario prestare particolare attenzione durante l'ispezione, la manipolazione e lo stoccaggio. Impatti relativamente lievi possono causare crepe nella mola, e qualsiasi crepa può portare allo scoppio della mola durante la lavorazione. processo di macinazione. Pertanto, è necessario prestare la massima attenzione durante il funzionamento, soprattutto durante il trasporto.
Quando si utilizzano le mole, seguire questi tre principi:
1) Non far mai cadere o urtare la mola. Non utilizzare mole che siano cadute, che abbiano subito urti o che presentino anomalie al momento dell'ispezione.
2) Evitare di utilizzare mole bagnate o oleose.
3) Conservare le mole in un luogo asciutto (evitare calore o umidità eccessivi). Quando si posizionano le mole sugli scaffali, riporle in verticale per evitare di esercitare una pressione eccessiva sulle mole. Conservare le mole nella loro confezione fino al momento dell'uso. Quando si trasportano le mole, non appoggiarle in piano e non impilarle.
(2) Installazione della mola sulla flangia della mola
1) Assicurarsi che le flange della ruota destra e sinistra abbiano lo stesso diametro, la stessa area di contatto con la ruota e siano prive di crepe, polvere e ruggine.
2) Quando si fissa la mola tra le flange della mola, inserire una guarnizione di carta (fornita con la mola) tra ciascuna flangia e il lato della mola. Lo spessore delle guarnizioni di sinistra e di destra deve essere uguale, con un diametro superiore a quello della flangia della mola e privo di sporco o danni.
3) Dopo aver inserito le flange della mola nel foro della mola, ruotare lentamente la mola in senso orario e antiorario per inserire simmetricamente le flange nel foro. Non utilizzare un martello per forzare l'inserimento.
4) Serrare i bulloni di fissaggio delle flange delle ruote alternativamente in diagonale, utilizzando la stessa coppia. Per il serraggio finale, utilizzare una chiave dinamometrica. Il serraggio finale si effettua in 3 fasi: ① Utilizzare 2/3 della coppia richiesta; ② Utilizzare una coppia inferiore al valore richiesto di 1 tacca di scala; ③ Utilizzare la coppia richiesta (valore di coppia secondo le specifiche del produttore).
3. Bilanciamento della mola
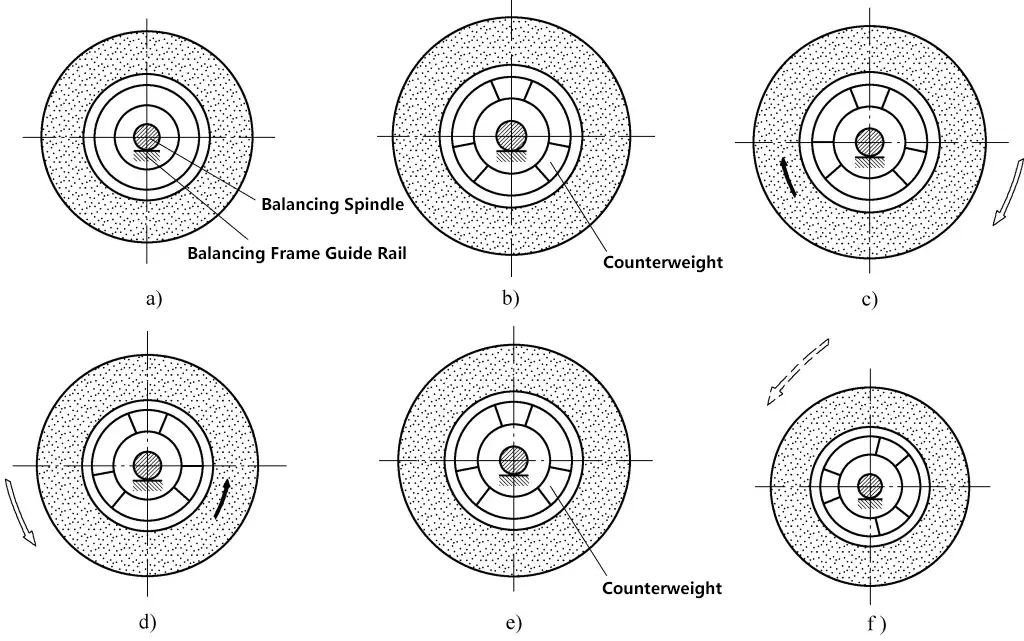
Come mostrato nella Figura 2.
Figura 2 Metodo di equilibratura della mola
(1) Livellare il tavolo di equilibratura della mola con una livella a bolla d'aria.
Pulire la superficie di contatto della tavola di bilanciamento dove verrà posizionato l'albero di bilanciamento.
(2) Posizionare la mola sul tavolo di bilanciamento, quindi bilanciare la mola seguendo i seguenti passaggi.
Posizionare la mola sul tavolo di bilanciamento. La parte più leggera si troverà in alto, come mostrato nella Figura 2a.
Installare 3 pesi di bilanciamento sulla ruota (equidistanti), come mostrato nella Figura 2b.
Se la ruota ruota ruota verso destra, far scorrere il peso di bilanciamento sinistro verso l'alto, come mostrato nella Figura 2c.
Se la ruota ruota ruota verso sinistra, far scorrere il peso di bilanciamento destro verso l'alto, come mostrato nella Figura 2d.
Ripetere i passaggi tre e quattro finché la ruota non smette di girare, quindi fissare completamente i pesi di bilanciamento.
Se la ruota smette di girare dopo averla ruotata manualmente di 90°, l'equilibratura è completa.
Per le mole di precisione e per quelle con finitura a specchio, l'equilibratura deve essere eseguita in almeno otto posizioni. Inoltre, la mola inizialmente bilanciata deve essere installata sulla macchina per la ravvivatura, quindi deve essere nuovamente bilanciata finché non è soddisfacente.
(3) Dopo aver equilibrato la mola, installarla sulla macchina per la ravvivatura.
Se la ruota si sbilancia di nuovo dopo la ravvivatura, ripetere il processo di equilibratura seguendo i passaggi precedenti.
4. Precauzioni per il bilanciamento della mola
1) Il supporto di bilanciamento deve essere regolato in posizione orizzontale, in particolare la direzione longitudinale deve essere regolata finemente per livellare (l'errore di livellamento sarà determinato dal valore di errore della colonna di mercurio; in genere, vengono selezionate colonne di mercurio di precisione diversa in base alla precisione di lavorazione della macchina utensile).
2) Il foro conico interno della flangia e l'albero centrale di bilanciamento devono combaciare bene e le loro superfici di accoppiamento devono essere prive di graffi, segni di ruggine o altri difetti.
3) Le mole nuove in genere non sono perfettamente rotonde, quindi devono essere prima bilanciate in modo approssimativo e poi sottoposte a una lavorazione preliminare prima di procedere alla bilanciatura finale.
5. Qualità dell'equilibrio statico della mola
La qualità del bilanciamento statico della mola influisce direttamente sulla qualità della rettifica, soprattutto nella rettifica ad alta velocità. L'ampiezza della mola dopo l'equilibratura deve essere controllata per determinare se è necessaria una riequilibratura.
La relazione tra la qualità dell'equilibrio della mola e l'ampiezza è mostrata nella Tabella 1.
Tabella 1 Relazione tra la qualità dell'equilibrio della mola e l'ampiezza
Luogo di misurazione
Direzione delle vibrazioni
Ampiezza/mm
Buona qualità dell'equilibrio
Buona qualità dell'equilibrio
Estremità anteriore del mandrino (vicino all'estremità della mola)
Orizzontale
≤0.3
≤1.2
Verticale
≤0.2
≤0.25
Estremità posteriore del mandrino (vicino all'estremità della puleggia)
Orizzontale
≤0.2
≤0.9
Verticale
≤0.2
≤0.15
In genere, le mole nuove devono essere bilanciate due volte. La prima equilibratura avviene prima della ravvivatura della mola, poi, dopo il montaggio sulla macchina, si procede alla ravvivatura del diametro esterno e di entrambe le facce finali della mola, quindi la si rimuove e si esegue la seconda equilibratura. A volte, dopo aver utilizzato la mola per un po' di tempo, se si riscontrano segni di vibrazione poligonale sul pezzo da lavorare, la mola deve essere rimossa e riequilibrata prima di un ulteriore utilizzo.
6. Equilibrio dinamico della mola
Per la rettifica di più mole e la rettifica di mole sagomate, per ottenere il bilanciamento della coppia di forze della mola, l'equilibratura dinamica viene generalmente eseguita su una macchina equilibratrice dinamica.
Soprattutto per le rettificatrici CNC ad alta velocità, a causa dell'elevata velocità di rotazione della mola, per garantire la qualità del pezzo durante la lavorazione in lotti, le rettificatrici CNC sono generalmente dotate di strumenti di equilibratura delle mole. Gli strumenti di equilibratura delle mole sono generalmente di due tipi: manuali e automatici. Qui presentiamo principalmente lo strumento di bilanciamento automatico delle mole.
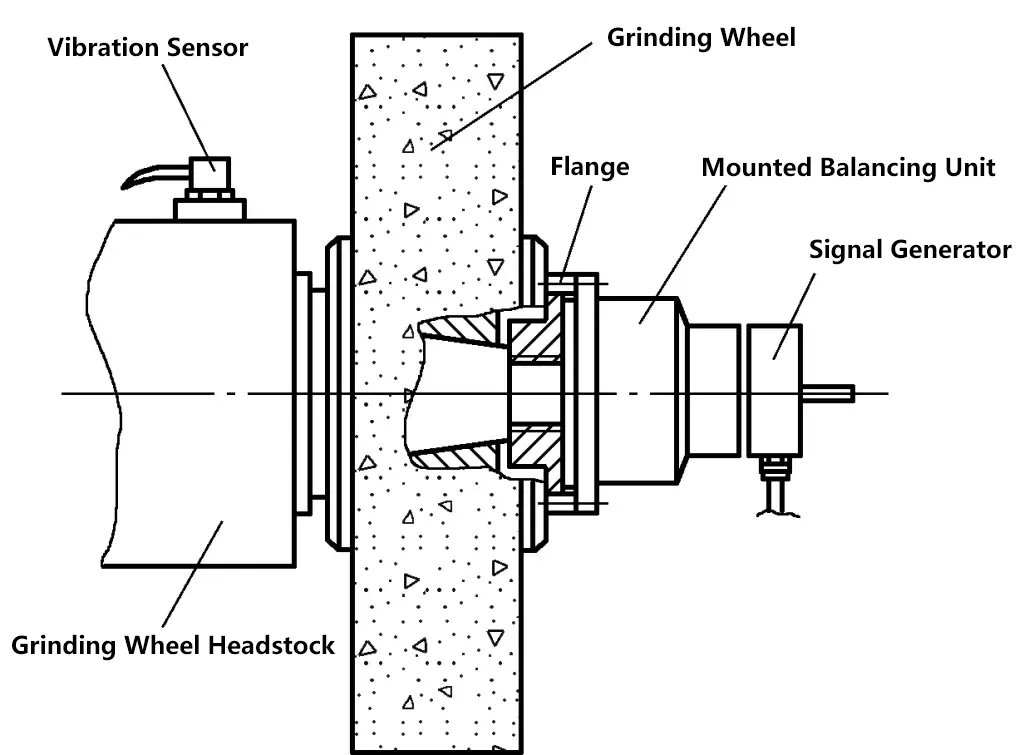
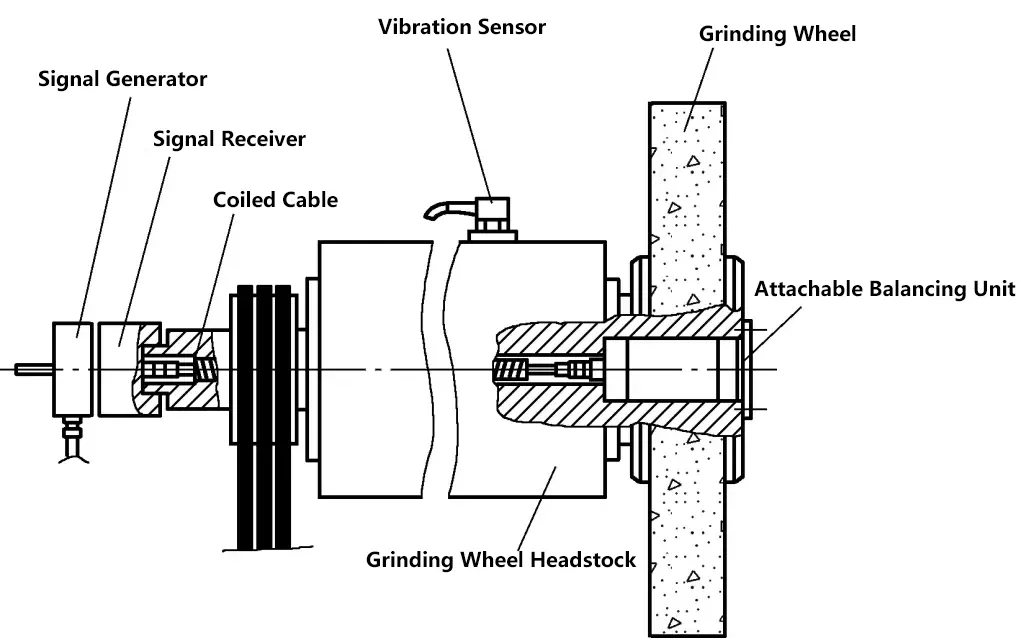
Gli strumenti di equilibratura automatica delle mole si dividono in due tipi in base al metodo di installazione sul mandrino della mola: interni (vedere Figura 3) ed esterni (vedere Figura 4). Indipendentemente dal tipo, il dispositivo principale è costituito da un display, un sensore installato sul telaio della mola per raccogliere le vibrazioni, un'unità di bilanciamento installata sulla flangia o sul foro del mandrino e un generatore di segnali.
Figura 3 Strumento di equilibratura automatica esterna delle ruote
Figura 4 Strumento di equilibratura automatica interna delle ruote
II. Lavorazione della mola
Dopo aver utilizzato una mola per un certo periodo di tempo, questa si opacizza e perde la capacità di rettifica o la forma geometrica corretta. L'opacizzazione della mola si manifesta generalmente in forme quali l'opacizzazione dei grani abrasivi, l'adesione dei grani abrasivi e dei detriti di molatura, l'intasamento della mola e la distorsione della forma della mola.
Gli utensili per la ravvivatura delle mole sono utilizzati per ravvivare la superficie di lavoro opacizzata della mola per ripristinare le prestazioni di taglio e la forma geometrica corretta. La nitidezza dei grani abrasivi sulla superficie di lavoro della mola e la distorsione della forma del profilo influiscono direttamente sull'efficienza della rettifica e sulla qualità della superficie del pezzo lavorato.
Per i pezzi con rugosità superficiale inferiore a Ra1,6μm e per la rettifica di forma, è necessaria una ravvivatura fine della mola.
Le moderne rettificatrici a controllo numerico per la rettifica di forme ad alta efficienza e precisione hanno adottato la tecnologia di ravvivatura automatica delle mole dopo la rettifica di ciascun pezzo o la tecnologia di ravvivatura continua delle mole, garantendo così la rugosità superficiale, la forma, l'accuratezza dimensionale e l'elevata produttività del pezzo. La ravvivatura tempestiva della mola è una delle misure importanti per eliminare alcuni difetti di rettifica, migliorare la qualità della rettifica e aumentare l'efficienza della stessa.
1. Principi di base della ravvivatura delle mole
La finezza della ravvivatura della superficie della ruota e il metodo di ravvivatura adottato devono essere determinati in base alla natura della ruota, al materiale del pezzo, ai requisiti di precisione superficiale del pezzo e alla forma di lavorazione.
Per requisiti di elevata precisione superficiale del pezzo, la ravvivatura delle ruote deve essere grossolana.
Per i materiali del pezzo duro con grandi aree di contatto, la ravvivatura delle ruote deve essere grossolana.
La rettifica grossolana richiede una lavorazione più grossolana delle mole rispetto alla rettifica fine.
Quando gli avanzamenti laterali e longitudinali sono elevati, la superficie della ruota deve essere ruvida.
Per la rettifica di alta precisione con bassi valori di rugosità superficiale, la mola dovrebbe essere sottoposta a ulteriori passate di ravvivatura leggera.
2. Metodi di base per la ravvivatura delle mole
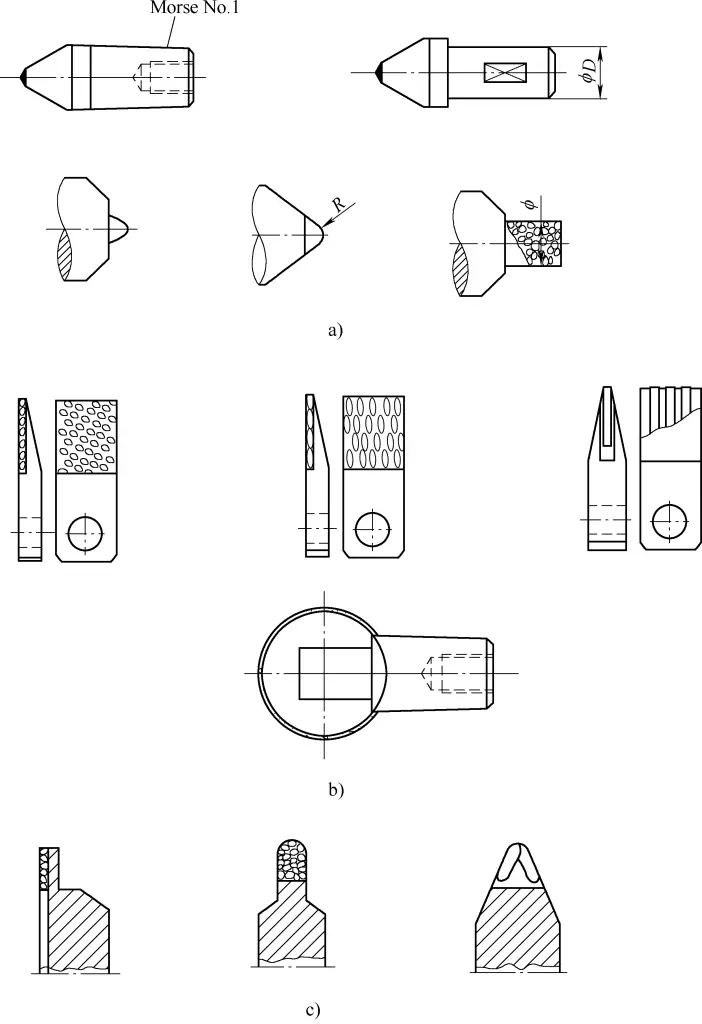
I metodi di base per la ravvivatura delle mole possono essere suddivisi in tre categorie: metodo di tornitura, metodo di pressatura dei rulli e metodo di rettifica. Gli strumenti più comuni per la ravvivatura delle mole sono illustrati nella Figura 5.
Figura 5 Strumenti comuni per la ravvivatura delle mole
a) Penna per medicazione b) Piastra di medicazione c) Ruota di medicazione
Non dimenticatevi che condividere è un'opera di carità! : )
Cosa permette di ottenere pezzi lisci e precisi? La rettifica! Questo eroe nascosto della produzione crea finiture incredibilmente precise. Esploreremo come la rettifica...
In questo articolo esploreremo i consigli di sicurezza essenziali e le migliori pratiche per garantire la sicurezza durante la realizzazione di risultati di alta qualità....
Immaginate di trasformare il metallo grezzo in parti precise e levigate con una precisione quasi microscopica. Il processo di rettifica nell'ingegneria meccanica fa esattamente...
Come fanno le macchine a ottenere fori perfetti? Dai piccoli gadget agli enormi strumenti di fabbrica, i fori precisi sono fondamentali. Questo articolo...
La raschiatura: la gemma nascosta dell'ingegneria meccanica. Questa tecnica, spesso avvolta nel mistero, è in grado di cambiare le carte in tavola quando si tratta di...
I nostri ingegneri di vendita sono prontamente disponibili a rispondere a qualsiasi domanda e a fornirvi un preventivo immediato e adatto alle vostre esigenze.