
Tecniche essenziali di assemblaggio della lamiera: Una guida completa
I. Metodi di assemblaggio In base ai requisiti tecnici specificati, il processo di montaggio e collegamento di parti o componenti...
Come si fa a trasformare il metallo deformato in lastre perfettamente piatte? La precisione nella lavorazione del metallo dipende dalla padronanza delle tecniche di livellamento. Questo blog approfondisce vari metodi come il livellamento manuale e meccanico, esplorando gli strumenti, i processi e le macchine specifiche utilizzate per ottenere una planarità ottimale dei materiali. Che si tratti di lastre sottili o spesse, questa guida illustra i principi e i passaggi pratici per garantire che i vostri progetti di lavorazione del metallo partano da una base solida e piana. Scoprite come queste tecniche possono migliorare la qualità e l'accuratezza del vostro lavoro di fabbricazione.

I materiali e i pezzi grezzi possono presentare difetti, come rigonfiamenti, piegature, torsioni e distorsioni ondulatorie. Prima di tagliare, affettare e formare, è essenziale livellare i materiali.
La deformazione del materiale può derivare dalle sollecitazioni residue della laminazione, dalla lavorazione del materiale, dal sollevamento, dal trasporto o dallo stoccaggio improprio.
Applicando forze esterne o calore (espansione e contrazione termica), le fibre più corte del materiale possono allungarsi o quelle più lunghe accorciarsi, rendendo infine le lunghezze di tutti gli strati di fibre approssimativamente uguali.
I metodi di livellamento sono classificati in livellamento a freddo e livellamento a caldo, a seconda dell'applicazione di calore. Si distinguono inoltre in livellamento manuale, livellamento meccanico e livellamento a fiamma, in base alla fonte e alla natura della forza applicata.
I metodi di livellamento più comuni includono il livellamento manuale e meccanico. Il livellamento meccanico comprende il livellamento della macchina, il livellamento della pressa a frizione, il livellamento della macchina raddrizzatrice di profili e la correzione della macchina formatrice a martelli vibranti.
Il livellamento manuale prevede l'uso di martelli o di metodi di torsione per correggere la deformazione dei pezzi. Si tratta di un metodo flessibile e semplice, utilizzato soprattutto per i pezzi che le apparecchiature non riescono a livellare. Gli strumenti comunemente utilizzati per il livellamento manuale sono martelli, mazze, mazzette, martelli a percussione, martinetti, morse e così via, mentre l'attrezzatura principale è una piattaforma.
Gli strumenti di misura comprendono principalmente spessimetri, spessimetri e dime. Ambito di livellamento manuale: raddrizzamento di tosatura e taglio di curve laterali, raddrizzamento di piccoli angoli di acciaio, livellamento manuale di difetti di formatura nei pezzi.
La livellazione a macchina è utilizzata principalmente per le lamiere in acciaio al carbonio, le lamiere in acciaio inox e le lamiere in lega di alluminio, suddivise in livellazione di lamiere sottili e livellazione di lamiere spesse.
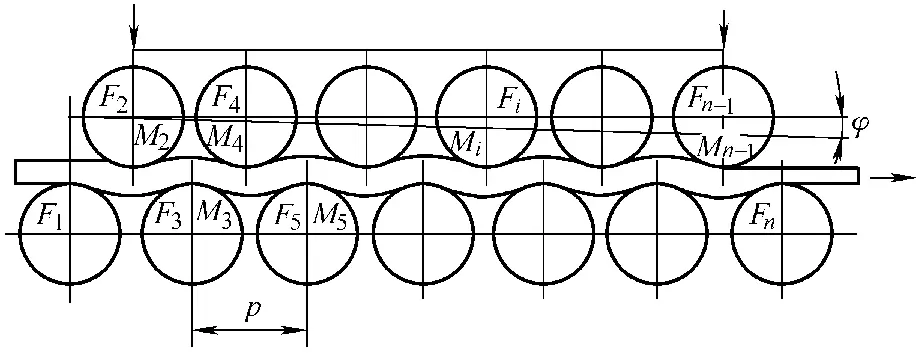
La piegatura delle piastre si divide in piegatura planare (bidimensionale) e piegatura spaziale (tridimensionale), come mostrato nella Figura 3-159. Il principio del livellamento delle lastre consiste nel provocare una deformazione plastica della lastra metallica sotto l'azione del rullo livellatore, ottenendo uno stato piano, come mostrato nella Figura 3-160.
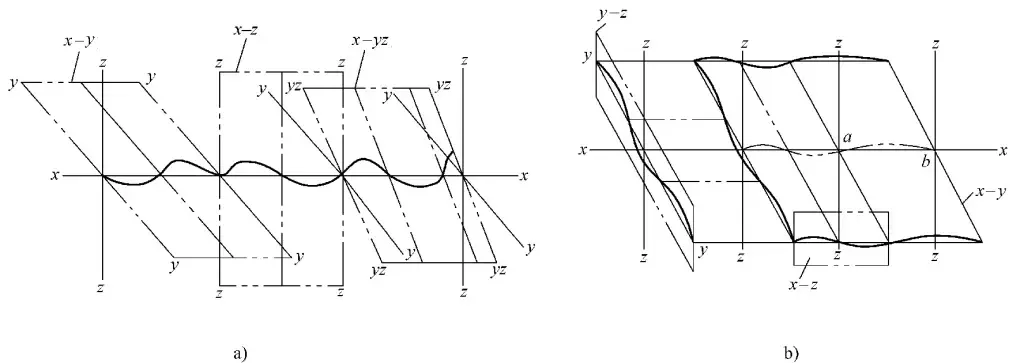
a) Diagramma di flessione bidimensionale
b) Diagramma di flessione tridimensionale
Per il livellamento di parti di stampaggio delle carrozze ferroviarie, si utilizzano due tipi di apparecchiature in base allo spessore del pezzo: le livellatrici per lamiere sottili e le livellatrici per lamiere spesse.
L'aspetto della macchina per il livellamento di lamiere sottili è illustrato nella Figura 3-16a, mentre i parametri tecnici sono riportati nella Tabella 3-108. Questa macchina utilizza una correzione di precisione a 19 rulli, livellando lastre di spessore 0,5~8 mm, con una precisione di regolazione dei rulli di raddrizzamento di ±0,01 mm.
Tabella 3-108 Parametri tecnici della livellatrice a 19 rulli per lastre sottili di precisione
| Materiale | Acciaio, acciaio inox, lega di alluminio |
| Caratteristiche della superficie | Non è un materiale sensibile alla superficie, non è un materiale soggetto a ossidazione e ruggine. |
| Tolleranza geometrica | La tolleranza di forma dello spessore è conforme agli standard EN |
| Resistenza alla trazione | Consultare la tabella delle prestazioni di livellamento |
| Resistenza allo snervamento | Consultare la tabella delle prestazioni di livellamento |
| Sezione trasversale del materiale | Consultare la tabella delle prestazioni di raddrizzamento |
| Lunghezza minima del materiale (direzione passante) | 100 mm |
| Larghezza del materiale | 1650 mm |
| Velocità di passaggio | 3~12m/min |
| Diametro del rullo livellatore | 56 mm |
| Numero di rulli di livellamento | 19 |
| Precisione di regolazione dei rulli di livellamento | ±0,01 mm |
| Altezza fuori terra | 950 mm |
| Spazio richiesto (lunghezza × larghezza × altezza) | 3900mm×2350mm×2050mm |
L'aspetto della macchina per la livellazione di lamiere spesse è illustrato nella Figura 3-16b, mentre i parametri tecnici sono riportati nella Tabella 3-109. Questa macchina utilizza una correzione di precisione a 13 rulli, livellando piastre di spessore 6~22 mm, con una planarità di livellamento di 0,5 mm/m2.
Tabella 3-109: Specifiche tecniche della livellatrice a 13 rulli per lamiere spesse a controllo numerico
| Materiale | Unità | Note |
| Tipo di materiale | Acciaio al carbonio ordinario, acciaio resistente alle alte temperature, acciaio altamente legato, acciaio inossidabile, lega di alluminio. | |
| Condizione del materiale | Punzonatura, cesoiatura, taglio a fiamma, Taglio al plasma, taglio laser, granigliatura superficiale, ecc. | |
| Resistenza allo snervamento massimo | N/mm2 | 700: Spessore 22 mm, lunghezza totale 900 mm: Spessore 20 mm, lunghezza totale 1000 mm |
| Spessore minimo di livellamento | mm | 6 |
| Spessore massimo di livellamento | mm | 22 |
| Parametri relativi al livellatore | ||
| Larghezza massima di livellamento | mm | 1650 |
| Numero di rulli di livellamento | n° | 13 |
| Diametro dei rulli di livellamento | mm | 180 |
| Numero di rotoli di supporto superiore | n° | 4 file di 8 rotoli, per un totale di 32 rotoli di supporto |
| Numero di rulli di supporto inferiori | n° | 4 file di 9 rotoli, totale 36 rotoli di supporto |
| Diametro dei rulli di supporto | mm | 200 |
| Capacità di carico di ciascun rullo di supporto | kN | 1000 |
| Velocità di livellamento regolabile | m/ min | 0 ~ 15 |
| Potenza del motore principale (approssimativa) | kW | 175 (velocità 1200r/min) |
| Precisione della planarità | 0,5 mm/m² | |
| Peso della macchina (compreso il motore) | kg | 65000 |
| Dimensioni della macchina (L×L×H) | mm | 2500 x 4200 x 3650 |
| Altezza del tavolo di lavoro | mm | 800 |
A seconda dello spessore del materiale, selezionare i valori per i lati di ingresso e di uscita della livellatrice. Per i diversi materiali e le diverse forme dei pezzi, i valori dei lati di ingresso e di uscita variano; i pezzi con elevato carico di snervamento e sezioni trasversali grandi hanno valori di regolazione dell'ingresso maggiori.
La Tabella 3-110 mostra i valori di regolazione per i lati di ingresso e uscita del livellatore a piastra sottile; la Tabella 3-111 mostra i valori di regolazione per i lati di ingresso e uscita del livellatore a piastra spessa.
Tabella 3-110: Valori di regolazione per i lati di ingresso e di uscita del livellamento delle lastre sottili (unità: mm)
| Spessore della lastra | Valori di regolazione del limite di ingresso | Valori di regolazione lato ingresso | Valori di regolazione lato uscita |
| 0.5 | -2.4 | -1.2 | 0.5 |
| 0.8 | -2 | -0.8 | 0.8 |
| 1 | -1.2 | -0.6 | 1 |
| 1.5 | -0.9 | 0.1 | 1.5 |
| 2 | -0.4 | 0.6 | 2 |
| 2.5 | 0.1 | 1 | 2.5 |
| 3 | 0.8 | 1.7 | 3 |
| 4 | 1.9 | 2.8 | 4 |
| 4.5 | 2.5 | 3.4 | 4.5 |
| 5 | 3.2 | 3.8 | 5 |
| 6 | 4.3 | 5 | 6 |
| 8 | 6.6 | 7.2 | 8 |
| 10 | 8.8 | 9.2 | 10 |
| 12 | 10.8 | 11.2 | 12 |
Tabella 3-111: Valori di regolazione per i lati di ingresso e di uscita del livellamento di lastre spesse (unità: mm)
| Spessore del materiale | 4° | 3° | 2° | 1° |
| 6 | 5. 87 | 5.91 | 4.01 | 3.98 |
| 8 | 7.71 | 7.71 | 5.83 | 5.83 |
| 10 | 9.88 | 9.89 | 7.61 | 7.58 |
| 12 | 11.79 | 11.76 | 9.6 | 9.57 |
| 14 | 13.75 | 13.69 | 11.56 | 11.50 |
| 16 | 15.85 | 15.87 | 13.68 | 13.63 |
| 18 | 17.88 | 17.87 | 15.66 | 15.62 |
| 20 | 19.86 | 19.86 | 17.61 | 17.57 |
| 22 | 21.85 | 21.85 | 19.57 | 19.52 |
La Figura 3-161 illustra la direzione di livellamento del pezzo.
1) Selezionare i valori di regolazione per i lati di ingresso e di uscita in base al materiale, allo spessore e alla forma della parte da livellare.
2) Prova di livellamento del primo pezzo.
3) Correggere i valori di regolazione per i lati di ingresso e di uscita in base ai risultati dell'ispezione di livellamento del primo pezzo.
4) Ripetere più volte le prove di livellamento, ispezione e correzione per determinare i valori finali dei lati di ingresso e di uscita.
5) Procedere con la produzione del livellamento dei lotti.
Eseguire il controllo della planarità 100% dei pezzi livellati. I pezzi non conformi che superano lo standard vengono sottoposti a trattamenti di livellamento secondari o multipli finché la planarità del pezzo non soddisfa i requisiti.
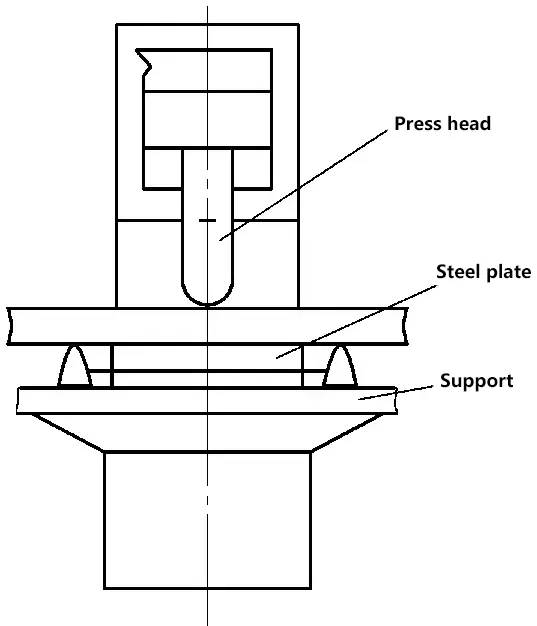
Per i pezzi che superano la capacità di livellamento della livellatrice a rulli, si utilizza un metodo di correzione della pressione. La Figura 3-162 mostra uno schema dell'utilizzo di una pressa idraulica di raddrizzamento per il livellamento di lamiere spesse.
Per le lamiere e i profilati di piccole dimensioni, le deformazioni si verificano anche durante la lavorazione. processo di stampaggio. Tuttavia, a causa delle dimensioni ridotte di questi pezzi, non possono essere livellati con una macchina livellatrice. Si utilizza invece una pressa a frizione per livellare forzatamente.
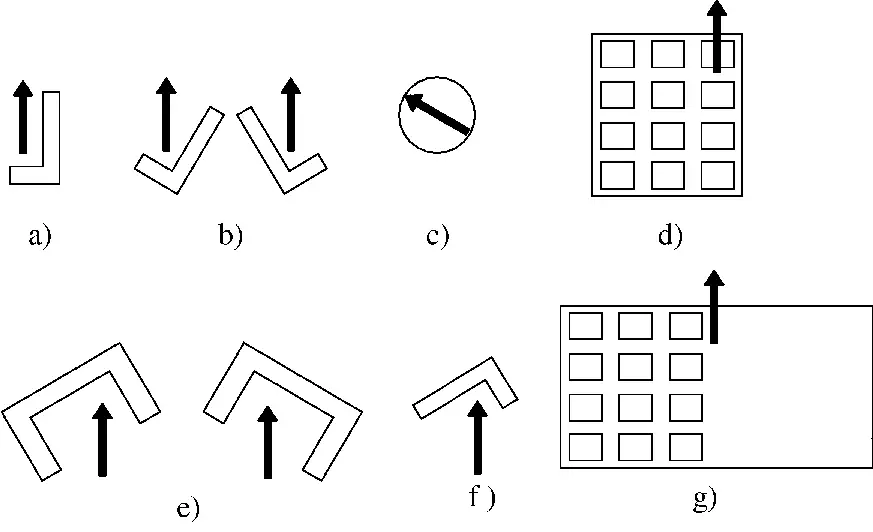
La Figura 3-163 mostra diversi metodi comuni di correzione con una pressa ad attrito, come la livellazione sovrapposta di parti deformate multistrato, la livellazione di lastre spesse e la livellazione con un cuscino di ferro di processo.
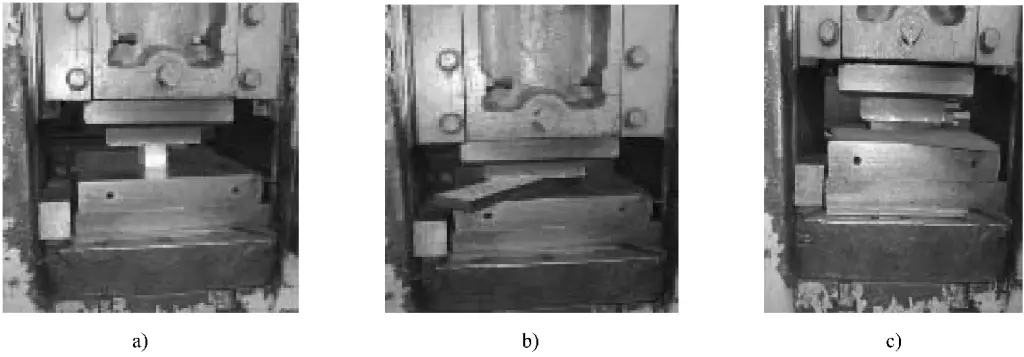
a) Sovrapposizione di piastre sottili per il livellamento
b) Livellamento della piastra spessa
c) Applicare un ferro da cuscino di processo al centro
L'acciaio angolare, l'acciaio per canali e altri profili utilizzati nella produzione di autobus possono deformarsi durante il trasporto e il taglio. Queste deformazioni vengono corrette con una macchina raddrizzatrice di profilati (per la raddrizzatura). La macchina di raddrizzamento dei profilati, illustrata nella Figura 3-164, ha una struttura orizzontale ed è azionata idraulicamente.
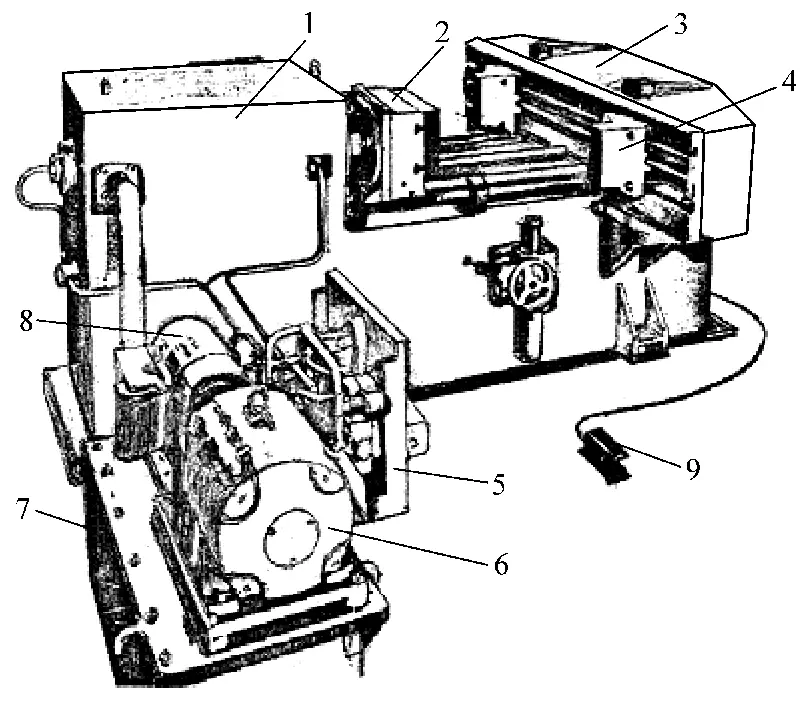
1 - Cilindro idraulico,
2 - Testa della pressa
3 - Traversa di sostegno
4 - Perno mobile
5 - Scheda di controllo idraulico
6 - Motore elettrico
7 - Serbatoio dell'olio
8 - Pompa dell'olio
9 - Interruttore a pedale
La macchina per la raddrizzatura di profili in acciaio utilizza un metodo di piegatura inversa per la raddrizzatura. Il profilo viene posizionato tra la testa della pressa e i fulcri. La distanza tra i due fulcri può essere regolata in base alla lunghezza e al grado di piegatura del profilo.
La forza esercitata dalla testa della pressa agisce sul profilo da livellare, facendolo piegare nella direzione opposta. A seconda del grado di piegatura del profilo, il livellamento avviene per gradi fino al completo raddrizzamento. La Figura 3-165 mostra il dispositivo di supporto della sezione in acciaio.
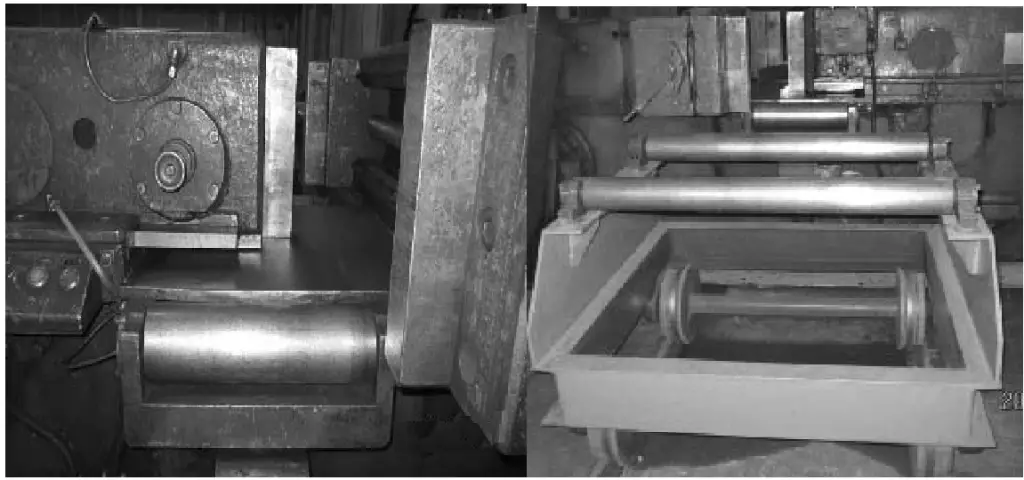
Oltre a raddrizzare l'acciaio in sezione, la macchina di raddrizzamento dell'acciaio in sezione può anche livellare alcune piastre spesse a struttura speciale e rimodellare parti formate. La Figura 3-166 mostra rispettivamente il raddrizzamento dell'acciaio angolare e il livellamento di componenti speciali.
