Tecniche di raddrizzamento dei metalli: Dai metodi manuali a quelli a fiamma
Perché il metallo si piega e si torce durante la produzione e come possiamo risolverlo? Il processo di raddrizzamento del metallo, da...

Nella raddrizzatura termica dei materiali metallici, la più utilizzata è la raddrizzatura a fiamma con fiamma ossiacetilenica. Il raddrizzamento a fiamma non è utilizzato solo per la preparazione dei materiali, ma anche per correggere la deformazione delle strutture durante il processo di produzione. Grazie alla praticità, alla flessibilità e al basso costo della raddrizzatura a fiamma, la sua applicazione è relativamente diffusa.
I materiali metallici hanno le proprietà fisiche di espansione e contrazione termica. Quando vengono riscaldati localmente, la parte riscaldata del materiale si espande, ma a causa della bassa temperatura del materiale circostante, l'espansione è ostacolata. In questo momento, il metallo riscaldato è sottoposto a una tensione di compressione. Quando la temperatura di riscaldamento è compresa tra 600-700℃, la tensione di compressione supera il limite di snervamento del materiale a quella temperatura, provocando una deformazione plastica da compressione.
Dopo l'interruzione del riscaldamento, il metallo si raffredda e si contrae, facendo sì che le fibre metalliche nell'area riscaldata siano più corte di prima, creando una nuova deformazione. La raddrizzatura a fiamma utilizza la nuova deformazione causata dal riscaldamento locale del metallo per correggere la deformazione originale. Pertanto, la comprensione dei modelli di deformazione causati dal riscaldamento locale della fiamma è fondamentale per padroneggiare la raddrizzatura a fiamma.
La Figura 1 mostra la deformazione della piastra d'acciaio, dell'acciaio angolare e dell'acciaio a forma di T durante e dopo il riscaldamento. Il triangolo nella Figura 1 rappresenta l'area di riscaldamento. Poiché le fibre metalliche nell'area riscaldata si contraggono durante il raffreddamento, l'acciaio sagomato si piega verso il lato di riscaldamento.
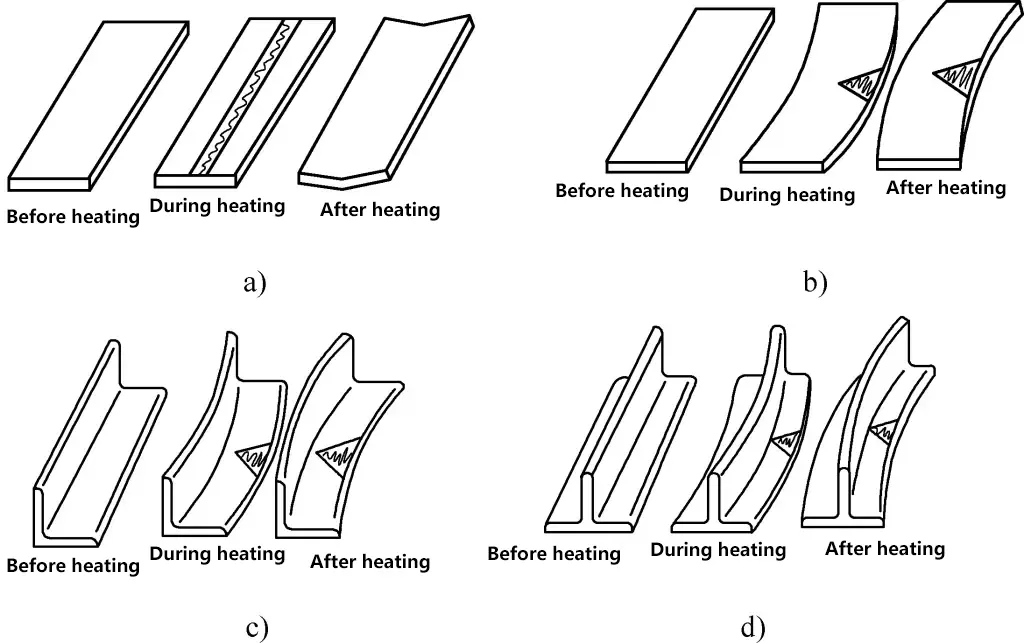
a), b) Piastra d'acciaio
c) Acciaio angolare
d) Acciaio a T
Durante il raddrizzamento a fiamma, la deformazione causata dal riscaldamento deve essere nella direzione opposta alla deformazione originale per compensarla e correggerla. La fonte di calore per il raddrizzamento a fiamma è solitamente la fiamma ossiacetilenica, perché ha una temperatura elevata e una velocità di riscaldamento elevata.
La raddrizzatura a fiamma è un'operazione manuale. Per ottenere migliori risultati di raddrizzamento, è necessario controllare la posizione di riscaldamento, il tempo e la temperatura della fiamma in base alle condizioni di deformazione del pezzo. Posizioni di riscaldamento diverse possono correggere le deformazioni in direzioni diverse. La posizione di riscaldamento dovrebbe essere scelta nella parte con le fibre metalliche più lunghe, ovvero il lato esterno del materiale in cui si verifica la deformazione da flessione.
Inoltre, la forma dell'area di riscaldamento sul pezzo riscaldato influisce significativamente sulla direzione di correzione e sulla quantità di deformazione. La direzione con la maggiore differenza di lunghezza delle fibre che attraversa l'area di riscaldamento è la direzione con la maggiore deformazione di flessione del pezzo. La quantità di deformazione è proporzionale alla differenza di lunghezza che attraversa la zona di riscaldamento. Utilizzando fiamme con diversi livelli di calore si possono ottenere diverse capacità di correzione.
Se il calore della fiamma è insufficiente, il tempo di riscaldamento si prolunga, espandendo l'area riscaldata e riducendo la differenza di deformazione tra le fibre parallele, rendendo difficile appiattire la deformazione. Pertanto, quanto più rapido e concentrato è il riscaldamento, tanto più forte è la capacità di correzione e tanto maggiore è la deformazione di correzione.
Per il raddrizzamento a fiamma dell'acciaio a basso tenore di carbonio e dell'acciaio ordinario a bassa lega, viene comunemente utilizzata una temperatura di riscaldamento di 600-800℃. In generale, la temperatura di riscaldamento non dovrebbe superare gli 850℃ per evitare il surriscaldamento del metallo. Tuttavia, la temperatura di riscaldamento non deve nemmeno essere troppo bassa, poiché porterebbe a una scarsa efficienza di correzione. La temperatura di riscaldamento può essere approssimativamente giudicata dal colore della superficie dell'acciaio quando viene riscaldata in produzione, con un'accuratezza che dipende dall'esperienza, come mostrato nella Tabella 1.
Tabella 1 Colore della superficie dell'acciaio e temperatura corrispondente (osservata al buio)
| Colore | Temperatura/℃ |
| Rosso bruno intenso | 550~580 |
| Marrone-rosso | 580~650 |
| Rosso ciliegia scuro | 650~730 |
| Rosso ciliegia intenso | 730~770 |
| Rosso ciliegia | 770~800 |
| Rosso ciliegia chiaro | 800~830 |
| Rosso ciliegia brillante | 830~900 |
| Giallo-arancio | 900~1050 |
| Giallo scuro | 1050~1150 |
| Giallo brillante | 1150~1250 |
| Bianco-giallo | 1250~1300 |
Esistono tre modi per riscaldare la superficie dei pezzi deformati: riscaldamento puntuale, riscaldamento lineare e riscaldamento triangolare.
Il riscaldamento puntuale si riferisce al riscaldamento di un'area di un certo diametro in un punto di forma circolare. La forma e il numero di punti caldi sono determinati in base alle condizioni di deformazione dell'acciaio. Il riscaldamento a più punti utilizza comunemente uno schema a fiore di prugna (vedi Figura 2a) e il diametro d di ciascun punto deve essere adeguatamente maggiore per le lamiere spesse e minore per le lamiere sottili, in genere non inferiore a 15 mm.
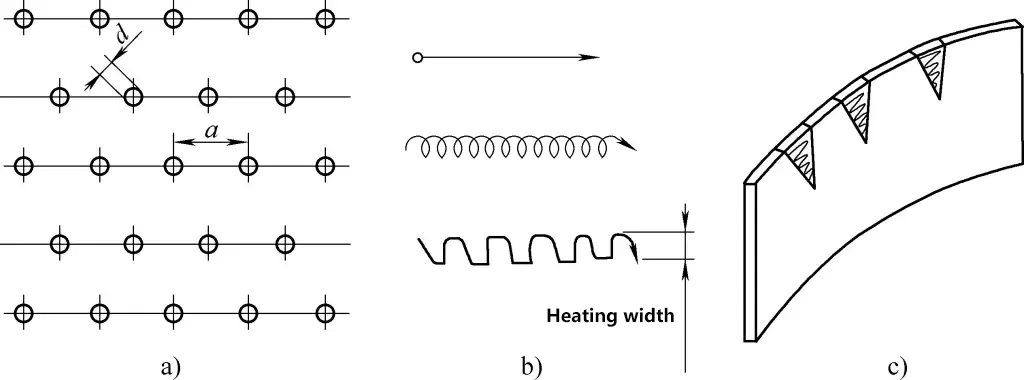
a) Riscaldamento puntuale
b) Riscaldamento di linea
c) Riscaldamento triangolare
Maggiore è la deformazione, minore deve essere la distanza a tra i punti, generalmente 50-100 mm.
Durante il riscaldamento, quando la fiamma si muove in linea retta o oscilla contemporaneamente in una certa direzione laterale in larghezza, si parla di riscaldamento in linea. Ne esistono tre tipi: riscaldamento in linea retta, riscaldamento a catena e riscaldamento a nastro (vedere Figura 2b). Il ritiro trasversale della linea di riscaldamento è generalmente maggiore di quello longitudinale e la quantità di ritiro aumenta con l'aumentare della larghezza della linea di riscaldamento, la cui larghezza è generalmente pari a 0,5-2 volte lo spessore dell'acciaio. Il riscaldamento in linea viene solitamente utilizzato per strutture con deformazioni significative.
Quando l'area di riscaldamento è triangolare, si parla di riscaldamento triangolare (vedere Figura 2c). Poiché l'area di riscaldamento è grande, anche la quantità di ritiro è grande e, a causa dell'ampiezza di riscaldamento non uniforme lungo la direzione dell'altezza del triangolo, anche la quantità di ritiro non è uniforme, con conseguente grande correzione della deformazione di flessione, spesso utilizzata per correggere la deformazione di flessione di componenti rigidi e significativamente deformati.
La tabella 2 mostra i metodi di raddrizzamento alla fiamma di acetilene dei materiali d'acciaio più comuni.
Tabella 2 Metodi di raddrizzamento a fiamma acetilenica per i più comuni materiali in acciaio
| Materiale vuoto | Deformazione originale | Metodo di riscaldamento | Schizzo | Spiegazione |
| Lamiera d'acciaio sottile (spessore non superiore a 8 mm) | Rigonfiamento centrale | Riscaldamento a punti | 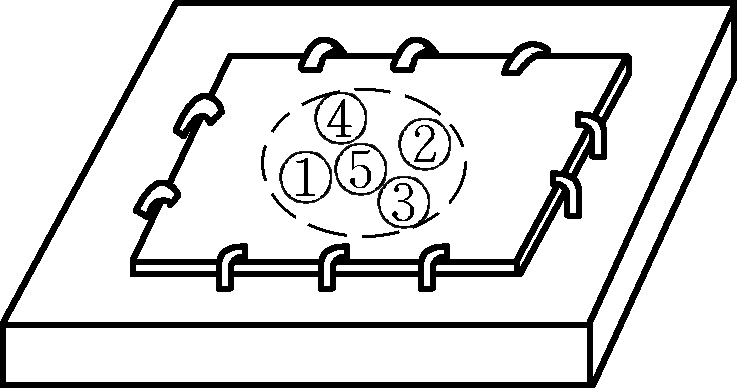 | Con il rigonfiamento rivolto verso l'alto, bloccare con un Kamaten. I punti caldi sono distanziati di 50-100 mm; utilizzare un valore inferiore per una maggiore deformazione. Diametro dei punti caldi ≥ 15 mm, considerare lo spessore massimo della piastra. Se l'area di deformazione è grande, utilizzare più punti di riscaldamento. Vedere la figura per la sequenza di riscaldamento, integrata dalla martellatura. |
| Riscaldamento lineare | 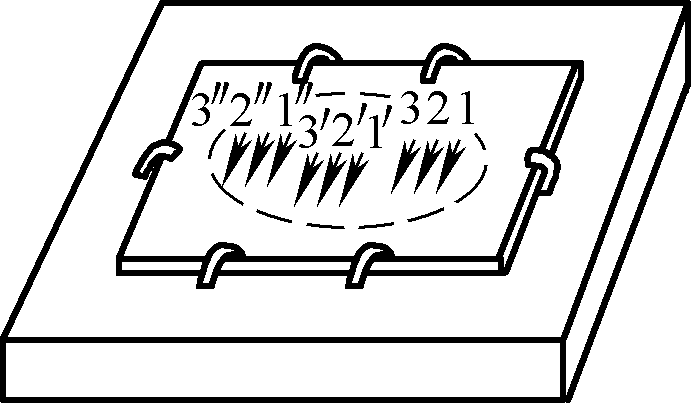 | Bloccare la parte rigonfia rivolta verso l'alto sulla piattaforma. La traiettoria della linea di riscaldamento comprende tre tipi: linea retta, linea a onda e linea a spirale. Queste ultime due hanno una larghezza pari a (0,5~2) volte lo spessore della piastra. Il ritiro longitudinale lungo la linea di riscaldamento è inferiore al ritiro trasversale. In caso di grandi deformazioni, è possibile aumentare la larghezza della linea e ridurre la distanza tra le linee. | ||
| Un lato è ondulato | Riscaldamento lineare |  | Con la parte rigonfia rivolta verso l'alto, bloccare i tre lati non deformati, riscaldare prima entrambi i lati della parte rigonfia, quindi circondare la parte rigonfia e ripetere il riscaldamento se necessario. | |
| Piastra d'acciaio spessa | Curvatura ad arco | Riscaldamento lineare |  | Mettere sulla piattaforma, riscaldare la parte più alta a 600~800°C, la profondità di riscaldamento non deve superare 1/3 dello spessore della piastra, si può ripetere il riscaldamento se necessario. |
| Tubo in acciaio | Piegatura | Riscaldamento a punti |  | Riscaldare la superficie convessa (singola o più file di punti), spostandosi rapidamente da un punto all'altro, riscaldando riga per riga. La velocità da un punto all'altro deve essere rapida, riscaldando una fila alla volta. |
| Acciaio a forma di T | Curvatura laterale | Riscaldamento a triangolo | 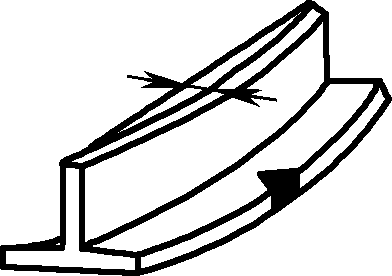 | Riscaldare la parte rigonfia della piastra orizzontale |
 | Riscaldare la parte rigonfia della piastra verticale | |||
| Acciaio angolare | Curvatura esterna | Riscaldamento a triangolo |  | Riscaldare la parte in rilievo |
| Trave a I | Curvatura laterale | Riscaldamento a triangolo | 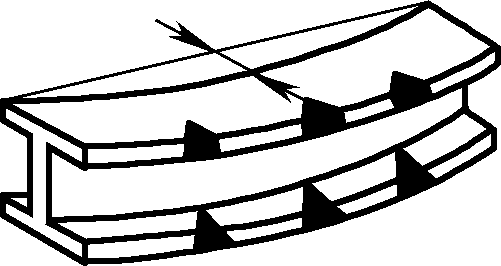 | Riscaldare la parte in rilievo |
| Canale in acciaio | Curvatura laterale locale | Riscaldamento lineare |  | Due torce di saldatura simultanee per il riscaldamento ondulato |
| Cilindro in acciaio | La curvatura locale è troppo grande | Riscaldamento lineare |  | Calore lungo la linea di generazione |
| La curvatura locale è troppo piccola |  |
Prestare attenzione ai seguenti punti durante l'operazione di raddrizzamento della fiamma:
1) La velocità di riscaldamento deve essere rapida, il calore deve essere concentrato e ridurre al minimo l'area riscaldata al di fuori della zona di riscaldamento, in modo da migliorare l'effetto di raddrizzamento e ottenere una maggiore quantità di restringimento locale.
Quando si corregge un'ampia area di deformazione, sia che si utilizzino più punti o più linee di riscaldamento, le aree di riscaldamento non devono sovrapporsi, altrimenti si danneggia il materiale del pezzo. Prima della correzione, i punti e le linee di riscaldamento e le loro direzioni devono essere contrassegnati in base alle dimensioni e al grado dell'area di deformazione. In un lotto di riscaldamento, tutti i punti e le linee devono essere distribuiti in modo uniforme, simmetrico e sfalsato.
L'intero processo di riscaldamento deve essere eseguito in lotti. Quando un lotto soddisfa i requisiti di raddrizzamento, non è necessario un ulteriore riscaldamento. Sono vietati i processi di raddrizzamento non pianificati, in quanto possono garantire l'effetto del raddrizzamento ed evitare la sovrapposizione delle aree riscaldate.
L'ordine di avanzamento e di arretramento dei punti e delle linee di riscaldamento in ciascun lotto deve iniziare dal bordo dell'area di deformazione. È vietato un riscaldamento eccessivamente concentrato al centro dell'area di deformazione, in quanto causerebbe una deformazione eccessiva dell'area e renderebbe difficile la successiva raddrizzatura a causa delle proprietà del materiale di quell'area.
2) Nel lavoro pratico di correzione, è comune utilizzare l'acqua per raffreddare rapidamente l'area riscaldata dopo il riscaldamento per accelerare il ritiro del metallo e migliorare l'efficienza della correzione. Rispetto al raddrizzamento a fiamma pura, l'efficienza può essere più che triplicata. Questo metodo è noto come raddrizzamento ad acqua e fuoco.
Il metodo di raddrizzamento ad acqua e fuoco presenta alcune limitazioni. Quando si correggono piastre di acciaio a basso tenore di carbonio con uno spessore di 2 mm, la temperatura di riscaldamento non dovrebbe generalmente superare i 600°C e la distanza tra l'acqua e il fuoco dovrebbe essere più ravvicinata.
Quando si correggono piastre di acciaio con uno spessore di 4~6 mm, la temperatura di riscaldamento dovrebbe essere di 600~800°C e la distanza tra l'acqua e il fuoco dovrebbe essere di 25~30 mm. Quando si correggono piastre di acciaio di spessore superiore a 8 mm, il raffreddamento ad acqua non viene generalmente preso in considerazione a causa delle forti sollecitazioni causate dal raffreddamento ad acqua. Per le piastre di acciaio con tendenza all'indurimento (come le normali piastre di acciaio basso legato), la distanza tra l'acqua e il fuoco deve essere maggiore.
Per i materiali con un'elevata tendenza all'indurimento (come gli acciai a medio e alto tenore di carbonio o gli acciai legati), non è possibile utilizzare metodi di correzione a fiamma ad acqua, ma solo un certo grado di raffreddamento ad aria per migliorare la deformazione. Quando si piegano e si correggono le lamiere d'acciaio, la profondità di riscaldamento deve essere controllata entro 1/4 - 1/3 dello spessore della lamiera e non deve essere troppo profonda, altrimenti l'effetto della correzione a fiamma ne risentirà notevolmente.
Sebbene la correzione alla fiamma sia un metodo con effetti correttivi significativi, è ancora relativamente poco efficace nel controllare le quantità di deformazione, soprattutto per i pezzi particolarmente sensibili alla correzione alla fiamma, come la correzione del raddrizzamento di pezzi sottili e la correzione dell'appiattimento di lastre sottili.
Pertanto, per la correzione di tali pezzi con grandi quantità di deformazione, la correzione a fiamma può essere utilizzata solo come metodo di correzione approssimativo, integrato da una successiva correzione meccanica; per la correzione di tali pezzi con piccole quantità di deformazione e requisiti elevati, la correzione a fiamma non dovrebbe (è vietata) essere utilizzata, altrimenti porterà a nuove o addirittura maggiori deformazioni.
3) Per accelerare la contrazione dell'area di riscaldamento, a volte si aggiunge la martellatura, ma è necessario utilizzare un martello di legno o di rame, non un martello di ferro.