Capire il metallo Invar: Proprietà, vantaggi e applicazioni
Immaginate un materiale così stabile da sfidare l'impatto delle variazioni di temperatura, mantenendo la sua forma e la sua precisione dove altri...
La saldatura per attrito è classificata in base alla forma di movimento relativo, suddivisa in saldatura per attrito rotante e saldatura per attrito.
La caratteristica della saldatura a frizione rotante è che almeno un pezzo (o un anello) ruota attorno a un asse perpendicolare alla superficie del giunto durante il processo di saldatura. Questo tipo di saldatura per attrito è utilizzato principalmente per la saldatura di pezzi a sezione circolare (e può essere utilizzato anche per pezzi a sezione non circolare attraverso il controllo di fase) ed è attualmente la forma più diffusa e variegata di saldatura per attrito.
In base alle caratteristiche di rotazione dei pezzi, la saldatura ad attrito rotante può essere ulteriormente suddivisa in saldatura ad attrito ad azionamento continuo, saldatura ad attrito per inerzia e saldatura ad attrito rotante ibrida, ecc.
1) Saldatura a frizione ad azionamento continuo.
La saldatura ad attrito a trasmissione continua è il tipo di saldatura ad attrito più comunemente utilizzato. La sua caratteristica è che il pezzo in rotazione è collegato direttamente al mandrino, mentre il pezzo non in rotazione è montato sul mandrino idraulico della contropunta. Durante la saldatura, la piastra di appoggio della contropunta viene fatta avanzare, mettendo in contatto i pezzi con una pressione costante o crescente.
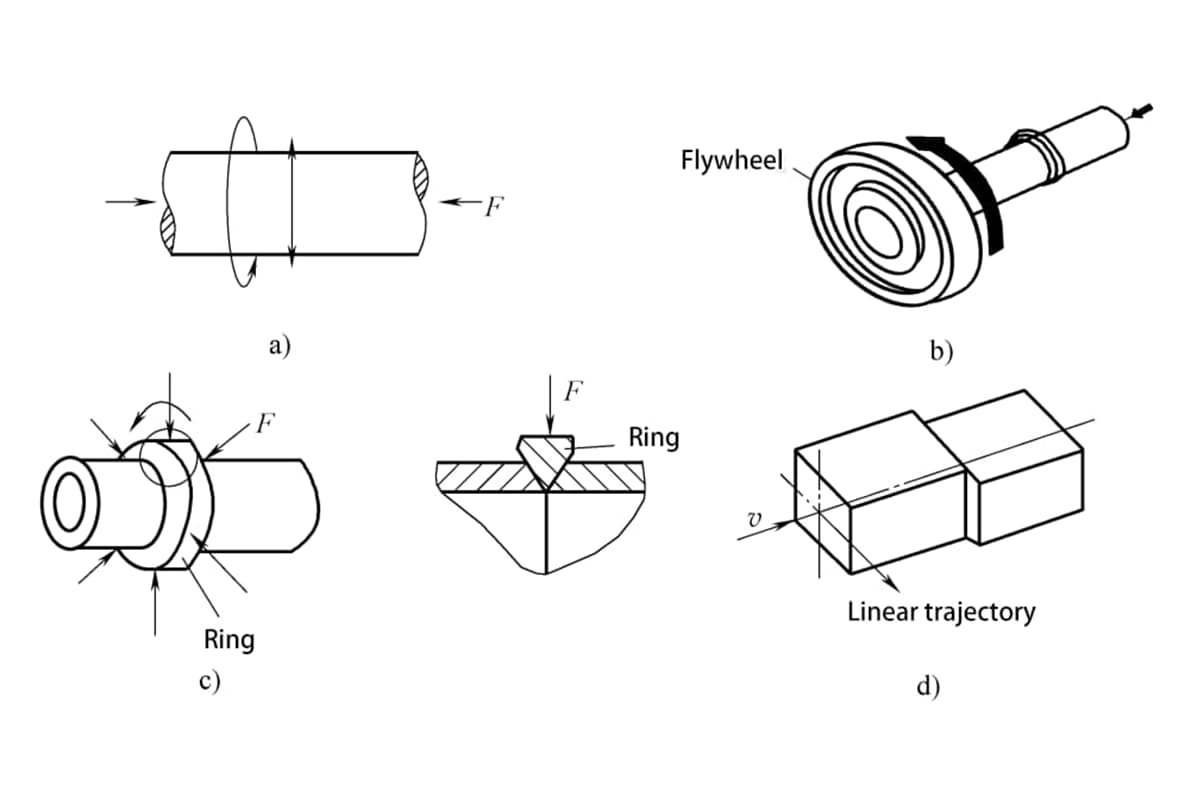
Quando il mandrino rotante riscalda il pezzo alla temperatura di saldatura per attrito, il mandrino smette di ruotare e inizia la forgiatura, completando la saldatura. Nella saldatura ad attrito ad azionamento continuo, il pezzo continua a ruotare sotto l'azione del dispositivo rotante e dell'azionamento continuo fino a poco prima dell'inizio della forgiatura, come mostrato nella figura 5-166a.
2) Saldatura per attrito per inerzia.
Il principio della saldatura per attrito a inerzia è simile a quello della saldatura per attrito a trasmissione continua, tranne per il fatto che la saldatura rotante non è collegata direttamente al mandrino, ma è collegata al mandrino tramite un volano.
All'inizio della saldatura, il volano e l'estremità rotante del saldato vengono prima accelerati a una certa velocità, poi il volano viene sganciato dal motore principale e contemporaneamente l'estremità mobile del saldato avanza. Una volta che le saldature si toccano, inizia il riscaldamento per attrito. Durante il processo di riscaldamento per attrito, il volano viene frenato dalla coppia di attrito, riducendo gradualmente la sua velocità fino a raggiungere lo zero; a questo punto il processo di saldatura termina.
La saldatura per attrito per inerzia utilizza il metodo di accumulo di energia inerziale (come un volano) per accumulare energia per il riscaldamento del giunto, come mostrato nella Figura 5-166b, dove l'energia cinetica del volano che ruota liberamente fornisce tutto il calore necessario per la saldatura.
3) Saldatura ibrida a frizione rotante.
La saldatura a frizione rotante ibrida è una combinazione di saldatura a frizione a trasmissione continua e saldatura a frizione per inerzia. Questo tipo di saldatrice si caratterizza per la capacità di applicare e non applicare la forza frenante dopo aver scollegato la sorgente di azionamento.
La saldatura per attrito è una nuova tecnologia di giunzione allo stato solido inventata nel 1991, considerata un importante risultato scientifico e tecnologico dalla ricerca di base all'applicazione pratica. Inizialmente utilizzata per la saldatura di leghe di alluminio, la saldatura per attrito è stata ampiamente applicata per la saldatura di materiali non ferrosi. metalli come le leghe di magnesio e titanio, nonché materiali dissimili.
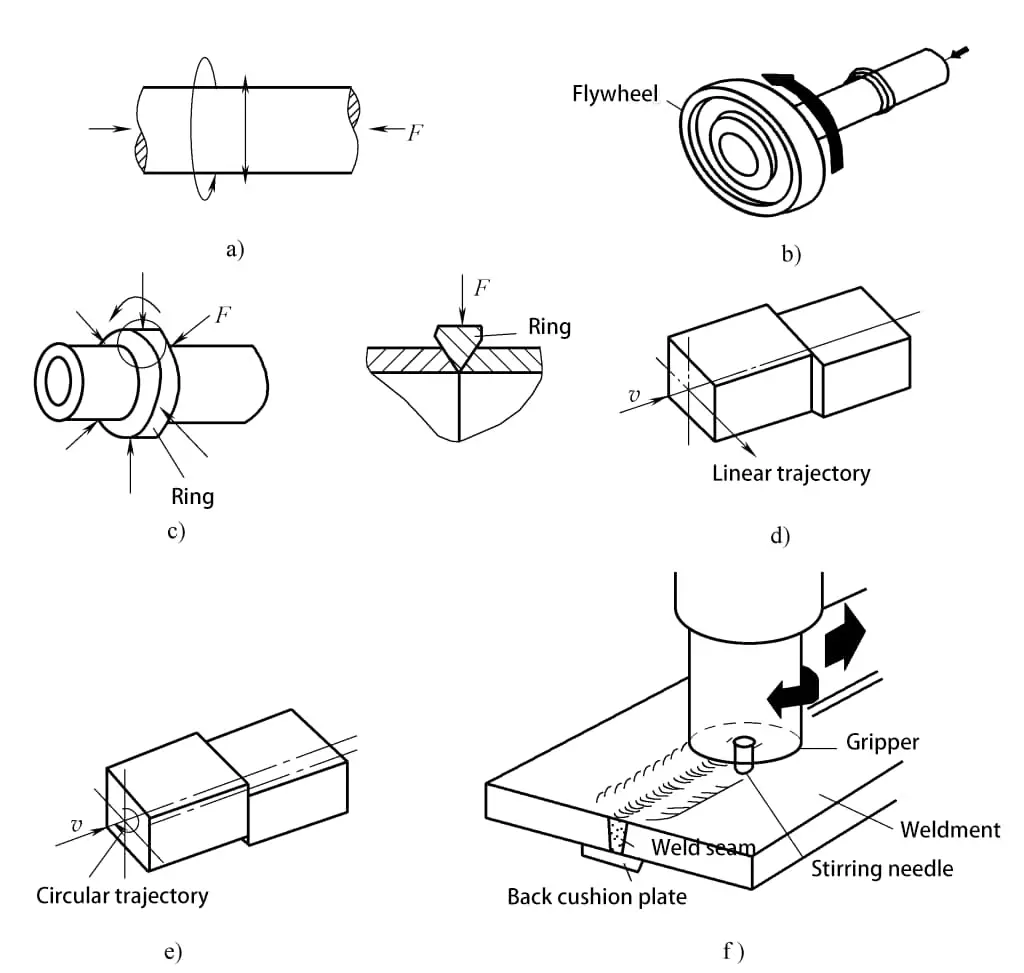
La Figura 5-166f è un diagramma schematico della saldatura per attrito. Durante la saldatura per attrito, il pezzo da saldare è fisso e la saldatura è completata principalmente dalla testa di agitazione. La testa di agitazione è composta da un perno di agitazione, un supporto e un cilindro.
All'inizio della saldatura, la testa di agitazione ruota ad alta velocità e il perno di agitazione perfora rapidamente il cordone della piastra saldata. Il metallo a contatto con il perno di agitazione genera calore per attrito, formando uno strato termoplastico molto sottile.
Quando l'ago di agitazione penetra sotto la superficie della saldatura, un po' di metallo viene estruso dalla superficie. Grazie all'effetto di tenuta della spalla anteriore e del tampone posteriore, da un lato la spalla sfrega contro la superficie della piastra saldata, generando calore ausiliario; dall'altro, il metallo termoplastico che si forma continuamente davanti alla testa di agitazione viene trasferito sul retro della testa di agitazione, riempiendo la cavità posteriore.
Durante il processo di saldatura, la formazione e il riempimento delle cavità sono continui e il metallo nella zona di saldatura subisce processi quali estrusione, riscaldamento per attrito, deformazione plastica, trasferimento, diffusione e ricristallizzazione.
La caratteristica della saldatura per attrito a binario è che ogni punto della superficie di giunzione del saldato si muove con la stessa traiettoria rispetto a un punto della superficie di giunzione di un altro saldato. La traiettoria di movimento può essere lineare o non lineare.
Durante il processo di saldatura, un lato della saldatura si muove rispetto alla superficie dell'altro lato, che è bloccato, sotto l'azione di un meccanismo a binario e viene applicata una pressione assiale. Man mano che il movimento di attrito procede, la superficie di attrito viene pulita e genera calore di attrito, il metallo sulla superficie di attrito raggiunge gradualmente uno stato viscoplastico e si deforma, quindi il movimento si arresta e viene applicata la forza di forgiatura per completare la saldatura.
La saldatura ad attrito su traccia supera la limitazione della tradizionale saldatura ad attrito rotativo, che può saldare solo saldature a sezione cilindrica, e questo tipo di saldatura ad attrito può saldare saldature a sezione quadrata, circolare e poligonale.
In base alle diverse traiettorie di movimento, la saldatura per attrito su binario si divide in saldatura per attrito lineare e saldatura per attrito su traiettoria, come mostrato nelle Figure 5-166d ed e.
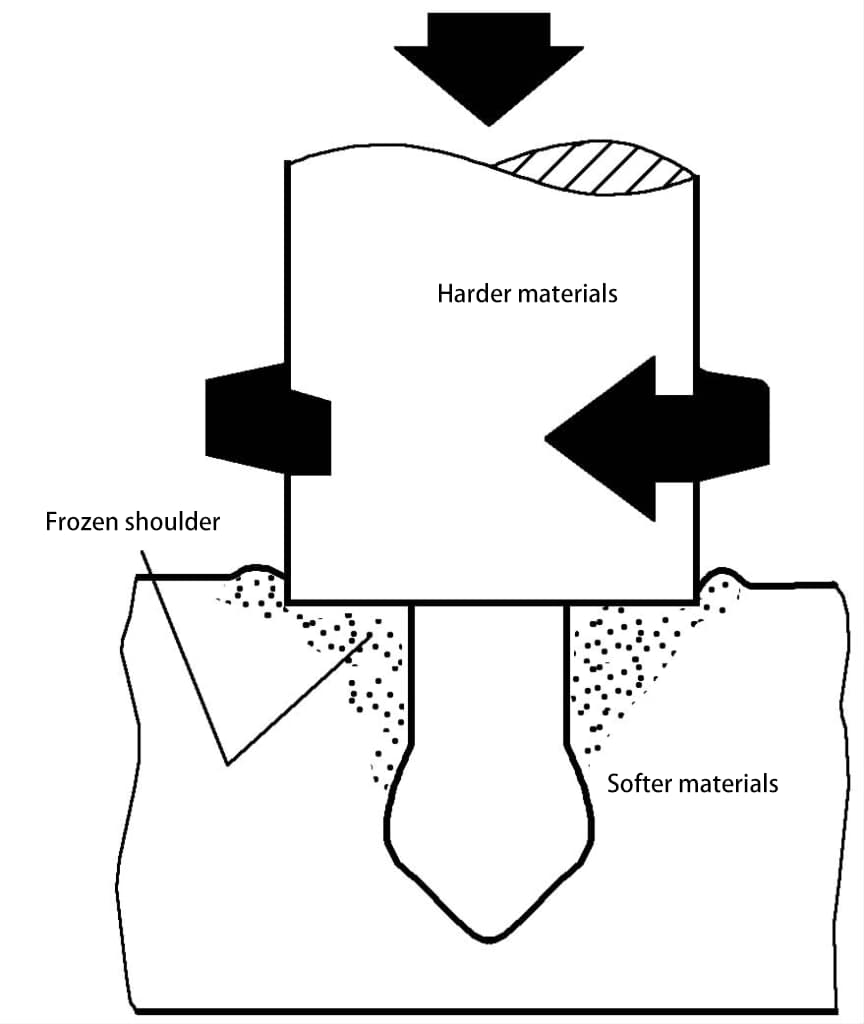
La saldatura per attrito incorporato utilizza il principio della saldatura per attrito per incorporare un materiale relativamente più duro in un materiale più morbido.
La Figura 5-167 mostra il principio di funzionamento della saldatura per attrito incorporata. Durante il funzionamento, il calore di attrito generato dal movimento relativo tra le due saldature provoca una deformazione plastica locale nel materiale morbido e il materiale plastico ad alta temperatura fluisce nelle cavità del materiale duro prelavorato. La spalla di contenimento costringe il materiale plastico ad alta temperatura ad avvolgere strettamente il giunto del materiale duro. Quando la rotazione si arresta e le saldature si raffreddano, si forma un giunto affidabile e i due lati delle saldature si incastrano meccanicamente.
La saldatura per attrito incorporato è attualmente utilizzata principalmente per connessioni di materiali molto importanti in settori quali l'energia, il vuoto e le applicazioni criogeniche, come alluminio-rame, alluminio-acciaio e acciaio-acciaio. La saldatura per attrito incorporato può essere utilizzata anche per produrre sedi di valvole di motori, estremità di connessioni, tappi a pressione e giunti di transizione tra tubi e lamiere, nonché per collegare materiali termoindurenti e materiali termoplastici.
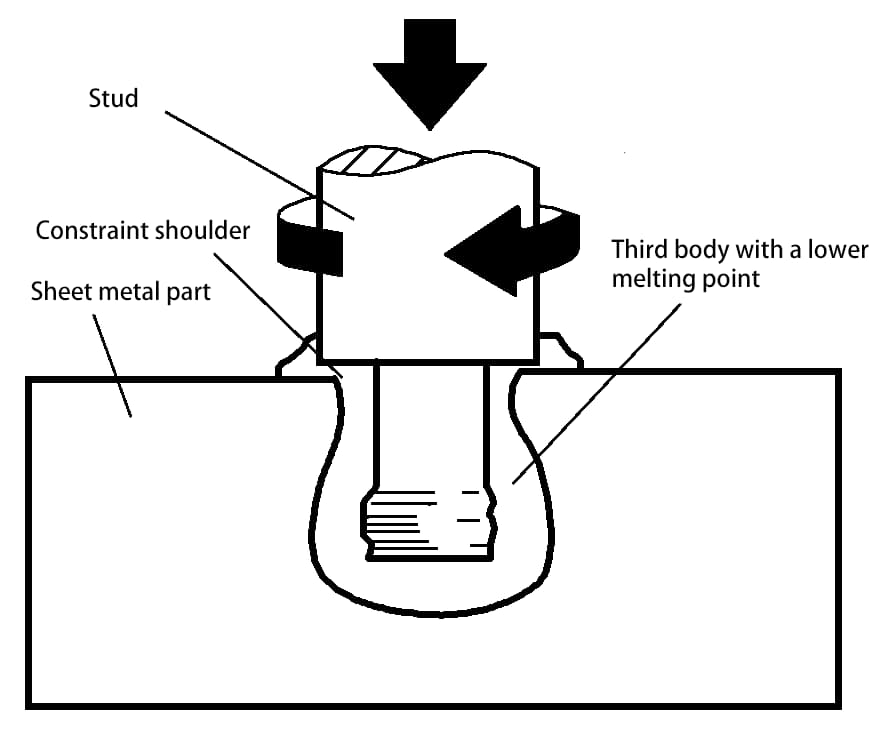
La Figura 5-168 mostra il principio di funzionamento della saldatura per attrito a terzo corpo. Un terzo materiale con un basso punto di fusione genera calore e deformazione plastica attraverso l'attrito nello spazio tra le parti collegate sotto la coppia di pressione assiale. Il movimento di attrito relativo può produrre un effetto di pulizia sufficiente, senza la necessità di un flusso e di un'atmosfera protettiva controllabile. Dopo il raffreddamento, il materiale del terzo corpo si solidifica, bloccando così le due parti per formare un giunto affidabile.
Il metodo di saldatura per attrito a terzo corpo è utilizzato principalmente per materiali difficili da saldare, come ceramica-ceramica, metallo-ceramica, compositi termoindurenti-termoplastici, ecc. e può essere utilizzato per formare giunti ad alta resistenza.
La saldatura ad attrito a controllo di fase prevede il controllo di fase delle saldature dopo la saldatura durante il processo di riscaldamento per attrito, attraverso un perno meccanico sincrono. montaggio o sistemi di azionamento sincroni, per allineare i bordi posteriori delle saldature, correggere la direzione o soddisfare i requisiti di fase. Si utilizza per la saldatura di pezzi con requisiti posizionali specifici, come acciaio esagonale, acciaio ottagonale e rack di controllo automobilistico.
La già citata saldatura ad attrito rotante prevede una pressione assiale durante il processo di saldatura, mentre la saldatura ad attrito radiale applica una pressione radiale. La saldatura ad attrito radiale prevede la smussatura delle estremità dei due tubi da saldare, l'inserimento di un mandrino all'interno, l'allineamento e il bloccaggio dei due tubi, quindi l'inserimento di un anello solido di composizione simile a quella dei tubi nella smussatura del giunto. Questo anello ha una superficie conica interna e, prima della saldatura, la superficie conica interna deve essere a contatto con il fondo dello smusso.
Durante la saldatura, il pezzo rimane fermo, l'anello ruota ad alta velocità e applica una pressione radiale di attrito su entrambe le estremità dei tubi. Al termine del riscaldamento per attrito, la rotazione dell'anello si arresta e la pressione di forgiatura superiore viene applicata all'anello per saldarlo saldamente a entrambe le estremità dei tubi, come mostrato nella Figura 5-166c.
Il principio del rivestimento per attrito è illustrato nella Figura 5-169. L'asta metallica di rivestimento ruota rispetto al pezzo n e il materiale di partenza (materiale di base) ruota anch'esso alla velocità n2 . Sotto l'azione della pressione P, l'asta e il materiale di base generano calore a causa dell'attrito. Poiché il materiale di base ha un grande volume e si raffredda rapidamente, il metallo affiorante passa al materiale di base formando una saldatura superficiale.
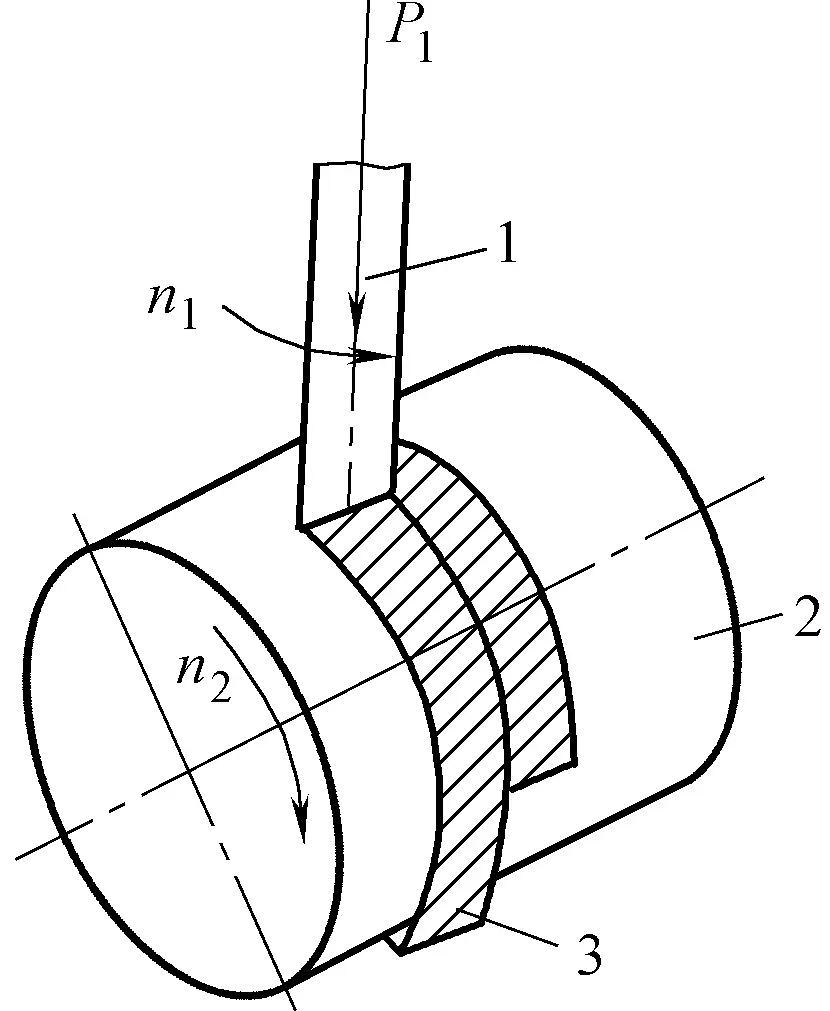
1-Superficie della barra metallica 2-Superficie del pezzo 3-Superficie della saldatura
L'affioramento per attrito è adatto alla giunzione di materiali dissimili, soprattutto perché il metallo saldato di affioramento presenta un'elevata distorsione reticolare, grani fini e una buona tenacità, che lo rendono adatto all'affioramento.
La saldatura ad attrito superplastico è classificata in base alle caratteristiche del processo di saldatura. Comporta misure di controllo per mantenere la zona di saldatura in uno stato superplastico durante il processo di saldatura. Il vantaggio è che può evitare la formazione di composti intermetallici duri e fragili alle alte temperature e mantenere lo stato di trattamento termico del materiale saldato. È adatto per unire metalli dissimili difficili da saldare e può essere utilizzato anche per collegare efficacemente metalli speciali.