Guida essenziale alla curvatura dei profili e alla formatura dei tubi
Come si trasformano tubi e profili rigidi in forme precise utilizzate nell'edilizia, nell'industria automobilistica e aerospaziale? Questo articolo...

Come ogni forma di deformazione plastica, la curvatura dei tubi è accompagnata da una deformazione elastica. Quando il carico viene rimosso, le fibre sul lato esterno dello strato neutro di flessione si accorciano a causa del recupero elastico e le fibre sul lato interno si allungano, modificando così la velocità e l'angolo di flessione. Questo fenomeno è noto come ritorno elastico. Esistono due forme di ritorno elastico, come illustrato nella Figura 4-25.
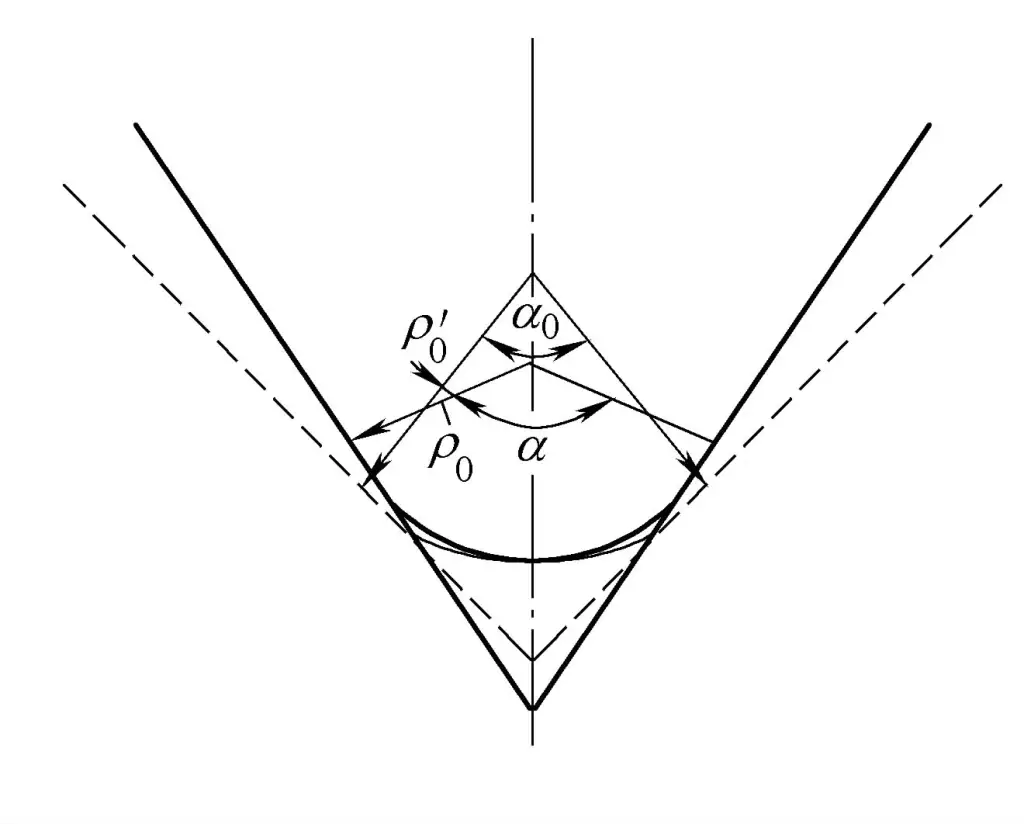
1) La curvatura diminuisce.
La curvatura diminuisce da 1/ρ0 prima di scaricare a 1/ρ'0 dopo lo scarico.
2) L'angolo di flessione diminuisce.
L'angolo di flessione diminuisce da α prima dello scarico ad α 0 dopo lo scarico. L'entità del ritorno elastico può essere calcolata in base alla variazione della curvatura ΔK o alla variazione dell'angolo di flessione Δα (detto anche angolo di ritorno elastico).
Δα = α - α 0
Nel processo di piegatura, sono molti i fattori che influenzano la quantità di ritorno elastico, i principali dei quali sono i seguenti:
1) Le proprietà meccaniche del grezzo.
Più piccolo è il valore di σs /E, cioè il più piccolo σs e più grande è il valore di E, più piccolo è il valore del ritorno elastico Δα.
2) Il grado di deformazione r/t.
Nelle stesse condizioni, più piccolo è r/t, maggiore è il grado di deformazione di flessione, la proporzione di deformazione elastica nella deformazione totale diminuisce, quindi il ritorno elastico di flessione diminuisce.
3) Angolo centrale di flessione α.
Più grande è l'angolo centrale di flessione α, maggiore è la lunghezza della zona di deformazione. Nelle stesse condizioni di deformazione, la quantità di deformazione per unità di lunghezza diminuisce. Pertanto, maggiore è l'angolo di flessione α, la proporzione di deformazione elastica nella deformazione totale aumenterà di conseguenza e il valore del ritorno elastico Δa sarà maggiore.
4) Spazio per gli stampi Z.
Più grande spazio tra gli stampi, ritorno elastico più ampio.
5) Metodo di piegatura.
La quantità di ritorno elastico è minima nel processo di piegatura a trazione e minima nel processo di piegatura a spinta.
6) Stato della forma del pezzo e della struttura del materiale.
Forme complesse, molteplici trazioni reciproche determinano un piccolo ritorno elastico, un grande ritorno elastico dopo la tempra a freddo.
7) Struttura dello stampo e dimensione della forza di pressatura.
La forza di pressatura del bordo è elevata e comporta una piccola quantità di rimbalzo dopo la piegatura del pezzo.
La determinazione del valore di rimbalzo del pezzo in lavorazione serve a prendere le misure corrispondenti per superare il rimbalzo, in modo che il pezzo piegato possa soddisfare i requisiti di precisione del modello di progettazione. I metodi per determinare il valore di rimbalzo includono il metodo del diagramma di ricerca, il metodo della tabella di ricerca e il metodo di calcolo.
In realtà piegatura e formaturaA causa dell'esistenza di problemi di distorsione della sezione trasversale e di rugosità, questi problemi influiscono sul rimbalzo; d'altra parte, è difficile determinare con precisione lo strato neutro durante il processo di piegatura dei profili, rendendo più difficile il calcolo del rimbalzo. Il calcolo del rimbalzo della curvatura dei profili è molto più complesso di quello della curvatura delle piastre, pertanto i metodi di calcolo del rimbalzo di curvatura dei tubi sono tutti approssimativi e presentano una grande differenza rispetto alla situazione reale.
Attualmente, sia a livello nazionale che internazionale, la ricerca sul rimbalzo è ancora in corso. Poiché il rimbalzo coinvolge molti fattori ed è piuttosto complesso, attualmente non esiste una formula di calcolo precisa. Pertanto, il controllo del valore di rimbalzo viene generalmente corretto utilizzando stampi di diversa struttura, principalmente corretti durante il test dello stampo.
I metodi per ridurre e prevenire il rimbalzo possono essere suddivisi in due categorie principali dal punto di vista del principio. La prima categoria di metodi garantisce la forma del pezzo dopo il rimbalzo aumentando la deformazione. Le misure principali di questa categoria consistono nel correggere la forma dello stampo, ridurre la curvatura del pezzo o aumentare l'angolo di piegatura, in modo che il pezzo dopo il rimbalzo soddisfi i requisiti di progettazione.
Un'altra categoria di metodi consiste nel ridurre il rimbalzo modificando la distribuzione delle sollecitazioni sulla parte deformata e piegata. In questa categoria, la misura più comunemente utilizzata è l'applicazione di uno sforzo di trazione tangenziale, che rende uniforme la distribuzione delle sollecitazioni sulla sezione trasversale della parte piegata, riducendo così l'irregolarità del recupero elastico durante lo scarico e riducendo l'entità del rimbalzo.
Il rimbalzo nella formatura a flessione è uno dei principali fattori che influenzano l'accuratezza dimensionale e l'efficienza produttiva dei pezzi. Poiché la previsione del rimbalzo è strettamente correlata all'intero processo di formatura, il problema del rimbalzo è piuttosto complesso ed è un punto caldo e difficile nella ricerca di piegatura del profilo formazione. Molti studiosi in patria e all'estero hanno condotto ricerche e discussioni approfondite.
Attualmente esistono diversi metodi per affrontare il problema del rimbalzo nella curvatura dei tubi:
1) Elencare la tabella dei dati di rimbalzo in base all'esperienza.
Ad esempio, diversi cantieri navali nazionali hanno acquistato CNC macchine piegatubi dell'azienda americana WALLACE COAST, che utilizza i dati dell'esperienza nel sistema di controllo per la compensazione del rimbalzo. Tuttavia, a causa del grande errore di questo metodo, la precisione di piegatura della macchina piegatubi CNC non è ideale.
2) Utilizzare metodi di calcolo teorici.
Poiché la situazione delle forze durante la curvatura dei tubi è molto complessa, è necessario fare ipotesi e semplificazioni durante i calcoli e le proprietà dei materiali e le condizioni di lavoro effettive sono difficili da prevedere, finora non è stato trovato alcun precedente di successo nell'uso di formule di calcolo teoriche di rimbalzo nella pratica, e sono necessarie ulteriori discussioni.
3) Nell'industria aeronautica e automobilistica, il metodo rappresentato dall'azienda americana EATON LEONARD viene utilizzato da molti anni.
Questo metodo ritiene che, sebbene vi siano molti fattori che influenzano il rimbalzo della curvatura dei tubi, una volta regolata la macchina utensile, i parametri di processo (raggio di curvatura) sono determinati e, a questo punto, la relazione tra l'angolo di piegatura e l'angolo di formatura dopo il rimbalzo viene misurata in condizioni di piegatura di un lotto di tubi di materiale, per cui l'angolo di rotazione del braccio della curvatubi e l'angolo di formatura del tubo possono essere considerati come una relazione lineare.
Il metodo consiste nel piegare i tubi a 125° e 22° sulla macchina piegatubi e, dopo la piegatura, posizionarli sulla macchina di misurazione della forma dei tubi CNC per misurare gli angoli di formatura effettivi di 120° e 20°; stabilendo un'equazione rettilinea attraverso due punti, si può ottenere la relazione tra l'angolo di rotazione del braccio della macchina piegatubi e l'angolo di formatura richiesto del tubo. Questo metodo ha un buon effetto.
Per risolvere il problema del rimbalzo della curvatura dei tubi, è stato realizzato il seguente lavoro:
1) È stato condotto un gran numero di esperimenti di rimbalzo.
Attraverso esperimenti di curvatura di tubi senza anima e con anima di varie specifiche su più macchine curvatubi ed eseguendo calcoli di analisi di regressione sui dati misurati, è noto che l'angolo di curvatura α e l'angolo di formatura α 0 cambia linearmente, il che è coerente con il calcolo teorico della variazione lineare. Tuttavia, diversamente, questa linea non passa per l'origine, c'è una distanza di sezione C1 come mostrato nella Figura 4-26.
α = K1 α0 + C1
Nella formula, K1 è la pendenza di una linea retta;
C1 è l'intercetta di una retta.
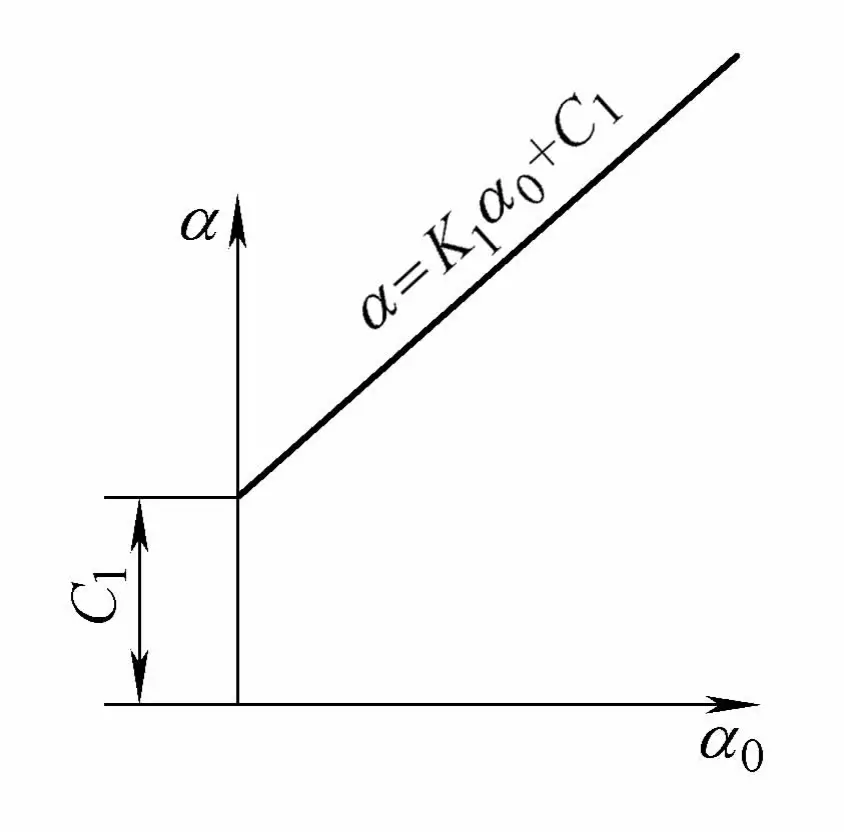
Dalla formula sopra riportata si può trarre la seguente conclusione: Per i tubi piegati dallo stesso lotto di materiale, all'interno dell'intervallo degli angoli di piegatura tecnici, la relazione tra l'angolo di piegatura α e l'angolo di formatura α 0 è sempre una retta che non passa per l'origine.
2) Analisi teorica dell'esperimento di ritorno elastico nella curvatura dei tubi.
Per analizzare la correttezza delle conclusioni dell'esperimento sul ritorno elastico, è stata condotta un'analisi delle forze per le condizioni di lavoro della macchina piegatubi e, dopo aver fatto alcune ipotesi e semplificazioni, sono stati eseguiti numerosi calcoli.
I risultati dei calcoli mostrano che in un intervallo ridotto di angoli di flessione, la relazione tra l'angolo di flessione α e l'angolo di formazione α 0 è curvo, e dopo che l'angolo di piegatura è maggiore di 1, il rapporto tra l'angolo di piegatura α e l'angolo di formazione α 0 è lineare e segue lo stesso andamento della relazione lineare osservata durante l'esperimento, dimostrando così la correttezza delle conclusioni dell'esperimento sul ritorno elastico.
Va notato che esiste una differenza significativa tra i due valori, dovuta alle ipotesi e alle semplificazioni fatte nei calcoli teorici e al fatto che le condizioni reali di curvatura dei tubi sono molto più complesse rispetto alle situazioni calcolate.
Pertanto, il lavoro sopra citato va più in profondità rispetto ai risultati di ricerca rappresentati dalla società EATON LEONARD, che considera "la relazione tra l'angolo di rotazione del braccio della macchina curvatubi e l'angolo di curvatura del tubo come lineare".
In sintesi, il metodo migliore attualmente per affrontare il problema del ritorno elastico della curvatura dei materiali per tubi è il seguente: durante la curvatura di un lotto di materiali per tubi, si possono effettuare esperimenti con due diverse curvature (ad esempio, 30° e 90°) su una determinata macchina curvatubi. Durante l'esperimento, registrare i due angoli di rotazione effettivi del braccio della curvatubi α1 , α2 e misurare i due angoli di formazione del tubo α01 , α02 . Calcolare quindi i coefficienti utilizzando la formula seguente.
K1 = (α 2 - α 1 ) / (α 02 - α 01 )
C1 = α 1 - α 1 (α 2 - α 1 ) / (α 02 - α 01 )
Sostituendo le due formule di cui sopra nella formula per α dell'esperimento di rimbalzo, l'equazione lineare ottenuta è la regola di rimbalzo per quel lotto di materiale per tubi.
Dopo la piegatura su una macchina piegatrice, la lunghezza assiale di un tubo di una certa lunghezza aumenta, un fenomeno noto come allungamento da piegatura. L'aumento della lunghezza assiale è chiamato allungamento del tubo. L'allungamento di curvatura influisce sulla precisione dimensionale dei pezzi. I metodi utilizzati in passato per risolvere questo problema comprendono:
1) Per la produzione è stata compilata una tabella di dati sull'allungamento basata sull'esperienza, ma questo metodo presenta un errore elevato.
2) Metodi di calcolo relativi alla teoria dell'allungamento di curvatura dei tubi. Come per il rimbalzo, attualmente non esiste una formula di calcolo teorica che sia stata utilizzata con successo nella pratica, che necessita ancora di ulteriori discussioni.
3) Nell'industria aeronautica e automobilistica, da molti anni si utilizza un metodo rappresentato dall'azienda EATON LEONARD, ovvero, durante la misurazione del rimbalzo con un profilatore di tubi a controllo numerico, si calcola la cosiddetta costante d'arco mediante una formula, che è la lunghezza del materiale utilizzata quando l'angolo di curvatura è di 100°, e si considera anche che l'allungamento del tubo è direttamente proporzionale all'angolo di formatura.
Per risolvere il problema dell'allungamento nella curvatura dei tubi, è stato realizzato il seguente lavoro:
1) Sono stati condotti numerosi esperimenti di allungamento.
Conducendo esperimenti di piegatura senza anima e con anima su più macchine piegatrici in cinque cantieri navali ed eseguendo calcoli di analisi di regressione sui dati ottenuti da ciascun lotto di materiali, è noto che l'allungamento △L ha una relazione lineare con l'angolo di formazione α' che non passa per l'origine. Ovvero:
ΔL = K 2 α'+C 2
Nella formula,
Attraverso l'analisi di regressione dei dati misurati, il coefficiente di correlazione γ è compreso tra 0,97 e 0,99, mostrando una chiara relazione lineare. Pertanto, è possibile trarre la seguente conclusione: Per i tubi dello stesso lotto di materiali, nell'ambito degli angoli di curvatura tecnici, l'allungamento ΔL e l'angolo di formatura α' hanno una relazione lineare che non passa per l'origine.
2) La verifica della regressione è stata eseguita anche sulle tabelle dei dati di ritorno elastico dei cantieri navali interessati.
Da calcoli empirici è noto che anche l'allungamento ΔL e l'angolo di formazione α' hanno una relazione lineare, con il coefficiente di correlazione γ superiore a 0,99, che indica un'elevata linearità, ma l'intercetta è generalmente piccola.
3) Analisi teorica dell'esperimento di allungamento a flessione del tubo.
Per dimostrare ulteriormente la correttezza delle conclusioni dell'esperimento di allungamento, è stata condotta un'analisi della forza per le condizioni di curvatura dei tubi della piegatubi e, dopo aver fatto alcune ipotesi e semplificazioni, sono stati eseguiti numerosi calcoli. I risultati dei calcoli mostrano che in un piccolo intervallo di angoli di curvatura, l'allungamento ΔL e l'angolo di formatura α' hanno una relazione curva; quando l'angolo di curvatura è superiore a 3°, l'allungamento ΔL e l'angolo di formatura α' hanno una relazione lineare.
La parte della relazione lineare dell'analisi teorica e l'andamento della relazione lineare durante l'esperimento sono uguali, il che dimostra la correttezza delle conclusioni dell'esperimento sull'allungamento di curvatura dei tubi. Va notato che esiste una differenza significativa tra i due valori, dovuta alle ipotesi e alle semplificazioni dei calcoli teorici e alle condizioni reali di curvatura dei tubi, molto più complesse rispetto alle situazioni calcolate.
La conclusione dello studio, secondo cui per i tubi dello stesso lotto di materiali, nell'ambito degli angoli di curvatura tecnici, l'allungamento ΔL e l'angolo di formatura α' hanno una relazione lineare che non passa per l'origine, si discosta dall'opinione tradizionalmente sostenuta secondo cui l'allungamento è direttamente proporzionale all'angolo di formatura, essendo la prima più in linea con la situazione reale della curvatura dei tubi da parte della piegatrice.
In sintesi, l'approccio migliore al problema dell'allungamento di curvatura dei materiali per tubi dovrebbe essere il seguente: quando si piega un lotto di materiali per tubi, si possono eseguire due esperimenti di curvatura con la stessa lunghezza L ma con curvature diverse (ad esempio, 30° e 90°) su una determinata piegatubi. Dopo l'esperimento, rimuovere i tubi e misurare i due angoli di curvatura effettivi α' 1 , α' 2 e le lunghezze maggiorate dei due assi reali dei tubi L' 1 , L' 2 , si può calcolare l'allungamento.
ΔL1 = (L1 '-L) ΔL2 = (L2 '-L)
I coefficienti dell'equazione lineare relativa a ΔL possono essere calcolati utilizzando le due formule seguenti.
K 2 = (ΔL 2 -D.C.I. 1 ) / (α' 2 -α' 1 )
C 2 = ΔL 1 -α' 1 (ΔL 2 -D.C.I. 1 ) / (α' 2 -α' 1 )
Sostituendo le due equazioni di cui sopra nell'equazione lineare su ΔL, si ottiene la legge di allungamento di questo lotto di tubi. Lo strumento intelligente di misurazione della curvatura dei tubi può ottenere comodamente questa legge di allungamento.
Dopo che il materiale del tubo viene piegato e torna indietro, il suo raggio di formazione R' diventa più grande del raggio dello stampo R, causando la variazione del punto di tangenza del tubo. Pertanto, durante la curvatura dei tubi, la macchina curvatrice deve considerare la variazione del punto di curvatura iniziale causata da questo fenomeno. Il metodo utilizzato dall'azienda EATON LEONARD consiste nell'utilizzare un profilatore di tubi CNC per misurare i parametri rilevanti del ritorno elastico, quindi calcolare il raggio di formatura dopo il ritorno elastico con una formula e utilizzare questo raggio calcolato per correggere il punto di curvatura iniziale.
Utilizzando questa formula per gestire il punto di curvatura iniziale, si è riscontrato che nella curvatura di tubi di piccole dimensioni (come <3 mm), sebbene l'errore sia maggiore, è ancora utilizzabile; nella curvatura di tubi di dimensioni maggiori, l'errore è particolarmente grande e l'effetto non è buono. Ciò è dovuto anche alla situazione molto complessa della curvatura dei tubi e alla difficoltà di prevedere le proprietà dei materiali e le condizioni di lavoro effettive, che rendono la formula di calcolo teorica del raggio di curvatura incapace di soddisfare le esigenze reali.
Se il punto di partenza della piegatura non è ben gestito, è difficile garantire l'accuratezza della formatura e si verificheranno difficoltà nell'implementazione del processo di piegatura senza margini. Per risolvere questo problema, è necessario utilizzare strumenti di misura moderni.
Prendendo come oggetto una determinata macchina curvatubi, viene misurato il raggio di curvatura di un lotto di materiali per tubi dopo la curvatura e il ritorno elastico, che serve come base per gestire il punto di partenza della curvatura nel processo. Lo strumento di misura intelligente per la curvatura dei tubi può ottenere comodamente il raggio di curvatura del materiale del tubo dopo la piegatura e il ritorno elastico; il principio di calcolo della misura è illustrato nella seguente formula di calcolo.
Lo strumento di misura intelligente per la curvatura dei tubi si basa principalmente sul principio di curvatura dei tubi sopra menzionato ed è stato sviluppato appositamente per l'uso con le macchine curvatubi CNC. Lo strumento è composto da un dispositivo di misura (che comprende il meccanismo di misura e il sensore angolare) e da un sistema di microcomputer (che comprende il microcomputer e la scheda di interfaccia). Lo strumento ha un'elevata precisione, con un angolo di 0,1° e una lunghezza di 0,25 mm.
Il meccanismo di misura dello strumento è un meccanismo planare a quattro barre, come mostrato nella Figura 4-27, con un sensore angolare installato ai nodi a, b e c, in grado di misurare l'angolo tra due aste adiacenti. Le teste di misura a d ed e sono planari, quindi durante la misurazione le aste ad e be possono essere perpendicolari alla sezione rettilinea del tubo dghe.
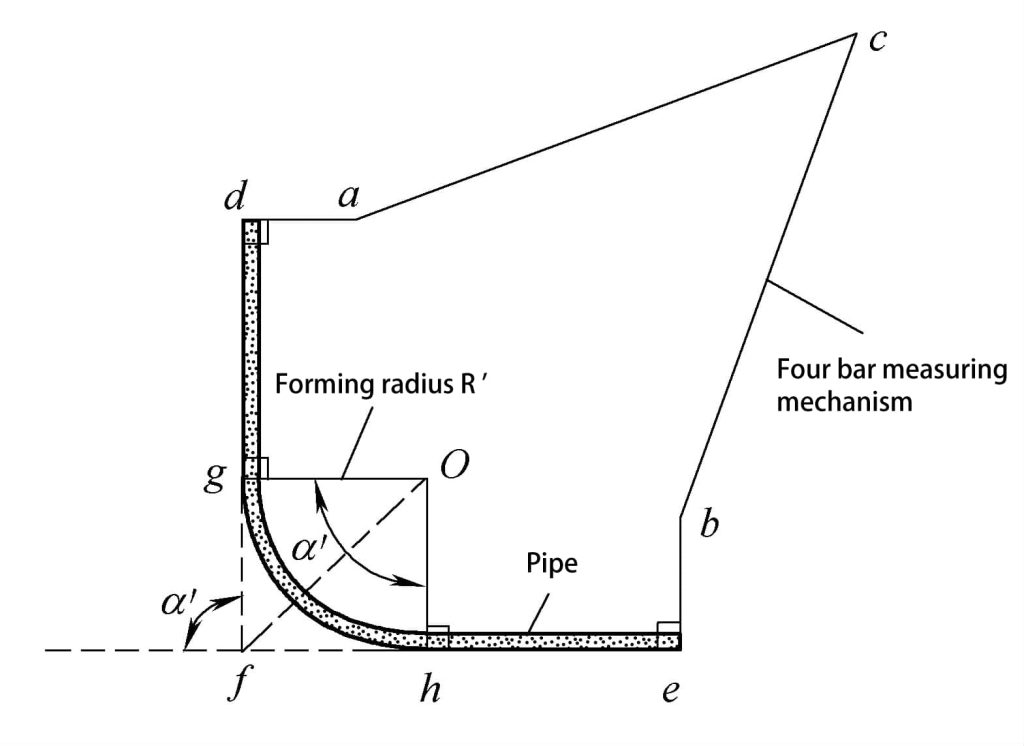
Le lunghezze di ogni asta del meccanismo planare a quattro barre sono note, quindi è possibile misurare e calcolare i parametri geometrici rilevanti del tubo dghe. Il metodo è il seguente:
1) In base alle condizioni note del meccanismo e all'angolo misurato dal sensore angolare, è possibile calcolare l'angolo di formazione α' del tubo.
2) In base alle condizioni note del meccanismo e all'angolo misurato dal sensore angolare, è possibile calcolare le distanze df e fe dei punti di intersezione dell'asse del tubo rettilineo.
3) Quando la distanza dg del punto di curvatura iniziale del tubo montaggio è noto, il raggio di formazione effettivo R' può essere ulteriormente calcolato.
R'=O g = (df-dg) / tan(α'/2)
4) La lunghezza L' dell'asse del tubo può essere ulteriormente calcolata.
L’=df+fe-2R’tan(α’/2) +πR’α’/180
Sulla base dei principi e delle formule di cui sopra, è sufficiente piegare due pezzi di prova della stessa lunghezza L e con punti di curvatura iniziali a distanze d e g rispettivamente sulla piegatubi con angoli predeterminati (H 1 =30°, H=90°), quindi rimuoverli e misurarli con uno strumento di misurazione intelligente della curvatura dei tubi, che può completare automaticamente la misurazione effettiva e stampare il modello di variazione del rimbalzo, il modello di variazione dell'allungamento e il raggio formato dopo il rimbalzo di diversi materiali metallici e modelli di tubi.
Se viene fornita la forma del tubo del pezzo, lo strumento può anche fornire i dati di tranciatura per la piegatura senza tolleranza e può fornire il programma di elaborazione per la curvatubi CNC, compresa la correzione del punto di partenza e la compensazione del rimbalzo (lo strumento ha anche la funzione di misurare la forma del tubo). I dati forniti dallo strumento non solo migliorano notevolmente l'accuratezza di formatura della curvatubi CNC, ma promuovono anche il progresso tecnologico, raggiungendo l'obiettivo di ridurre l'intensità di lavoro, risparmiare acciaio e migliorare l'efficienza produttiva.
Il grado di deformazione a flessione del materiale del tubo dipende dai valori del raggio di curvatura relativo R/D e dello spessore relativo t/D (R è il raggio di curvatura dello strato centrale della sezione trasversale del materiale del tubo, D è il diametro esterno del materiale del tubo, t è lo spessore della parete del materiale del tubo). Più piccoli sono i valori di R/D e t/D, maggiore è il grado di deformazione da flessione, la parete esterna dello strato neutro da flessione diventerà eccessivamente sottile, fino a provocare la rottura; la parete più interna si ispessirà, fino a diventare instabile e a raggrinzirsi.
Allo stesso tempo, con l'aumento del grado di deformazione, anche la distorsione della sezione trasversale (appiattimento) diventa più grave. Pertanto, per garantire la qualità di formatura del materiale del tubo, è necessario controllare il grado di deformazione entro un intervallo consentito. Il grado di deformazione consentito per la curvatura del materiale del tubo è chiamato limite di curvatura. Il limite di curvatura del materiale del tubo dipende non solo dalle proprietà meccaniche del materiale e dal metodo di curvatura, ma anche dai requisiti di utilizzo dei raccordi per tubi.
Per i pezzi piegati di uso generale, la condizione per definire il limite di formatura è che la deformazione massima di allungamento ε massimo prodotto nella posizione più lontana dallo strato neutro sulla sezione esterna dell'area di deformazione a flessione non deve superare il valore limite consentito dalla plasticità del materiale.
A condizione che lo strato superficiale esterno all'area di deformazione della curvatura del raccordo non si fessuri, il raggio di curvatura limite r min che può essere piegato nel lato interno del pezzo è utilizzato come limite di formatura della curvatura dei raccordi per tubi. r min è legato alle proprietà meccaniche del materiale, alle dimensioni della struttura del raccordo, al metodo di lavorazione della curvatura e ad altri fattori.
Il raggio di curvatura minimo per i diversi metodi di lavorazione della curvatura è indicato nella Tabella 4-6.
Tabella 4-6 Raggio minimo di curvatura per la piegatura dei tubi (unità: mm)
| Metodi di piegatura | Raggio minimo di curvatura (rmin) |
| Piegatura a pressa | (3~5)D |
| Piegatura dell'involucro | (2~2.5)D |
| Piegatura dei rotoli | 6D |
| Piegatura a spinta | (2.5~3)D |
Nota: D è il diametro esterno del tubo.
Il raggio di curvatura minimo per i tubi in acciaio e i tubi in alluminio è riportato nella Tabella 4-7.
Tabella 4-7 Raggio minimo di curvatura per tubi in acciaio e tubi in alluminio (unità: mm)
| Diametro esterno del tubo | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| Raggio minimo di curvatura rmin | 8 | 12 | 16 | 20 | 28 | 32 | 40 | 45 | 50 | 56 |
| Diametro esterno del tubo | 24 | 28 | 30 | 32 | 35 | 38 | 40 | 44 | 48 | 50 |
| Raggio minimo di curvatura rmin | 68 | 84 | 90 | 96 | 105 | 114 | 120 | 132 | 144 | 150 |