

1.シールドガス
タングステン不活性ガス溶接では一般に、アルゴン、ヘリウム、アルゴン・ヘリウム混合ガス、またはアルゴン・水素混合ガスをシールド・ガスとして使用する。
(1) シールドガスの選択
異なる材料に適したシールドガスを表5-70に示す。
表 5-70 各種材料に適したシールド・ガス
| 素材 | 適用シールドガスと特性 |
| アルミニウムおよびアルミニウム合金 | アルゴン:AC溶接は、安定したアークと良好な表面クリーニング作用を提供する。 ヘリウム:直流プラス接続で、化学的に清浄な素材に安定したアークを発生させ、溶接速度が速い。 アルゴン・ヘリウム混合ガス:良好なクリーニング作用があり、溶接速度と溶け込みが高いが、アーク安定性は純アルゴンほど良くない。 |
| 真鍮 | アルゴン:蒸発が少なく安定したアーク。 |
| コバルト合金 | アルゴン:安定したアークでコントロールが容易。 |
| 銅ニッケル合金 | アルゴン:アークが安定し、制御が容易で、銅・ニッケル合金と鋼の溶接にも適している。 |
| 無酸素銅 | アルゴン:直流プラス接続を使用し、アークは安定し、制御が容易。 ヘリウム:入熱が大きく、溶接速度が速く、溶け込みが深い。 アルゴン-ヘリウム混合ガス:75%ヘリウム、25%アルゴン。アークが安定しており、薄い部品の溶接に適しています。 |
| インコネル | アルゴン:アークが安定し、制御が容易 ヘリウム高速自動溶接に最適 |
| 低炭素鋼 | アルゴン手溶接に適している アンモニア:高速自動溶接に適し、アルゴン保護に比べて溶融が深い。 |
| マグネシウム合金 | アルゴン:交流溶接を使用し、アークの安定性とクリーニング作用に優れる。 |
| マレージング鋼 | アルゴン:アークが安定し、制御が容易 |
| モリブデン-0.5% チタン合金 | アルゴンとヘリウムの両方が適している:良好な塑性加工性を持つ溶接金属を得るためには、保 護強化に加えて、溶接雰囲気中の窒素含有量を 0.1%(体積分率)以下に、酸素含有量を 0.05%(体積分率)以下に制御する必要がある。 |
| モネル合金 | アルゴン:アークが安定し、制御が容易 |
| ニッケル合金 | アルゴン:アークが安定し、制御が容易 ヘリウム高速自動溶接に最適 |
| シリコン・ブロンズ | アルゴン:母材および溶接金属の熱脆性を低減できる。 |
| ケイ素鋼 | アルゴン:アークが安定し、制御が容易 |
| ステンレス鋼 | ヘリウム:アークが安定し、アルゴンよりも溶融深度が深い。 アルゴン:アークが安定し、制御が容易 |
| 合金鉄 | アルゴン:アークが安定し、制御が容易 ヘリウム高速自動溶接に最適 |
(2) 保護ガスに関する要求事項
1) アルゴン
溶接部品中のアルゴンの純度に関する要件を表5-71に示す。国産溶接用アルゴンの組成を表5-72に示す。
表5-71 溶接部品のアルゴン純度に関する要件
| 溶接材料 | 電源の種類と極性 | アルゴン純度(体積%、%) |
| モリブデン、ニオブ、ジルコニウム、タンタルおよびそれらの合金 | 直流電極プラス | 99. 98 |
| 高温耐熱合金 | 直流電極プラス | 99. 95 |
表5-72 国産溶接用アルゴンの組成(体積分率、%)
| アルゴン純度 | N2 | O2 | H2 | CnHm | H2 O |
| ≥99.99 | <0.01 | <0.0015 | <0.0005 | <0.001 | 30mg/m3 |
| ≥99.999 | ≤7 x10-5 | ≤10-5 | ≤5 x10-5 | 10 -5 | ≤2 x10-5 |
2) ヘリウム。
溶接用ヘリウムの純度は、一般に99.8%(体積分率)以上が必要です。国産溶接ヘリウム(体積分率99.999%)の組成を表5-73に示します。
表5-73 国産溶接ヘリウム(99.999%)の組成(体積分率、%)
| コンポーネント | ネ | H2 | O2 + プラスアルファ | N2 | CO | CO2 | H2 O |
| 濃度(×10-5) | ≤4.0 | ≤1.0 | ≤1.0 | 2 | 0.5 | 0.5 | 3 |
3) アルゴン・ヘリウム混合ガス。
アルゴン-ヘリウム混合ガスを使用する場合、溶接品質要求が非常に高い場合に特に適しています。典型的な混合比は、(75%~80%) He + (15%~20%) Ar (体積分率)である。
4) アルゴン-水素混合ガス。
アルゴン-水素混合ガスは、主にニッケル基合金、ニッケル-銅合金、ステンレス鋼の溶接に使用される。一般に、混合ガス中の水素含有量は15%(体積分率)以下に制御する必要がある。
2.フィラーメタル
タングステン・イナート・ガス溶接では、イナート・ ガスは保護的な役割しか果たさず、溶接の組成は 主に溶加材によって調整され、溶接品質を確保する。溶加材は溶接ワイヤによって供給されるため、溶接ワイヤに含まれる硫黄、リン、有害ガス、不純物の含有量を厳密に管理する必要がある。
現在のところ、専用機はない。 TIG溶接 中国のワイヤ規格では、一般的にガスメタルアーク溶接用溶接ワイヤまたは溶接鋼線が使用される。低炭素鋼や低合金高強度鋼を溶接する場合は、一般的に等強度の原則に従って溶接鋼線が選択され、銅、アルミニウム、ステンレス鋼を溶接する場合は、ガスメタルアーク溶接用溶接ワイヤ、ガス溶接ワイヤ、または溶接鋼線が使用される。 サブマージアーク溶接 ワイヤーは一般的に、均等組成の原則に従って選択される。
異種鋼を溶接する場合、2つの鋼の構造が異なれば、溶接ワイヤの選択は、耐割れ性と炭素拡散の問題を考慮する必要がある。2つの鋼の構造が同じでも、機械的性質が異なれば、両者の中間の組成の溶接ワイヤを選択するのが最善である。一般的な鋼種に対する推奨溶接ワイヤ・ グレードを表5-74に示す。
表5-74 一般的な鋼種に対する推奨溶接ワイヤ・グレード
| スチール素材 | 溶接ワイヤグレード | |
| カテゴリー | グレード | |
| 炭素鋼 | Q235、Q235F、Q235g | H08Mn2Si |
| 10g、15g、20g、22g、25g | H05MnSiAlTiZr | |
| 低合金鋼 | Q345 | H10Mn2 |
| Q345R | H08Mn2Si | |
| 15MnV、16MnVCu | H08MnMoA | |
| 15MnVN、19Mn5 | H08Mn2SiA | |
| 20MnMo | ||
| 低合金耐熱鋼 | 18MnMoNb、14MnMoV | H08Mn2SiMo |
| 12CrMo、15CrMo | H08CrMoA、H08CrMo、Mn2Si | |
| 20CrMo、30CrMoA | H05CrMoVTiRe | |
| 12Cr1MoV、15Cr1MoV 20CrMoV | H08CrMoV H05CrMoVTiRe | |
| 15Cr1MoV、20Cr1MoV | H08 CrMnSiMoV | |
| 12Cr2MoWVTiB | H10Cr2MnMoWVTiB | |
| (G102) | H08Cr2MoWVNbB | |
| G106鋼 | H10Cr5MoVNbB | |
| ステンレス | 06Cr19Ni10、12Cr18Ni9 | HOCr18Ni9 |
| 12Cr18Ni9Ti | H0Cr18N9Ti | |
| 022Cr17Ni12Mo2 | HOCr18Ni12Mo2Ti | |
| 低温度鋼 | 09Mn2V | H05Mn2Cu, H05Ni2.5 |
| 06AlCuNbN | H08Mn2WCu | |
| 低温度鋼 | 3.5Ni, 06MnNb 06AlCuNbN | H00Ni4.5Mo H05Ni4Ti |
| 9Ni | HOONi11Co H06Cr20Ni60Mn3Nb | |
| 鋼鉄の種類 | G102 +12CrMoV G102 + 15CrMo | H08CrMoV |
| G102+炭素鋼 | H08Mn2Si H08CrMoV H13CrMo | |
| G102 + 1Cr18NiTi G102 + G106 | ニッケル系溶接ワイヤ | |
| 12Cr1MoV+炭素鋼 | H08Mn2Si, H05MnSiAlTiZr | |
| 12CrMoV +15CrMo | H13CrMo、H08CrMoV | |
3.電極材料
TIG溶接における非消耗電極の役割は、電気を 伝導し、アークに点火し、アークの正常な燃焼 を維持することである。その品質は、アークと溶接プロセスの安 定性、および溶接の品質に大きく影響する。一般的に、非消耗電極は、許容電流が大きく、消 費量が少ないという要件を満たす必要がある。
1)現在、一般的な電極材料は、純粋なタングステン、トリウム化タングステン、セリウム化タングステン、ジルコニアタングステン、ランタン化タングステンが含まれています。一般的なタングステン電極の直径は次のとおりです:0.5ミリメートル、1.0ミリメートル、1.6ミリメートル、2.0ミリメートル、2.5ミリメートル、3.2ミリメートル、4.0ミリメートル、5.0ミリメートル、6.3ミリメートル、8.0ミリメートル、10.0ミリメートル、合計11種類、76から610ミリメートルの長さの範囲である。タングステン電極の表面は、傷、亀裂、収縮空洞、バリ、または非金属介在物などの欠陥を持っていない必要があります。
2)国内のタングステン電極は、通常、化学洗浄または機械的研削によって表面処理されています。アークの安定性を向上させるために、タングステン電極の端部は、電流サイズに応じて円錐形または半球形に研削する必要があります。
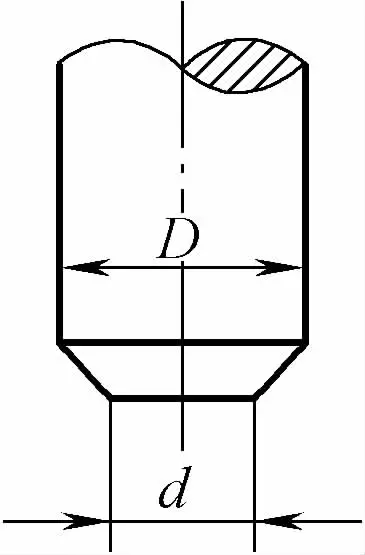
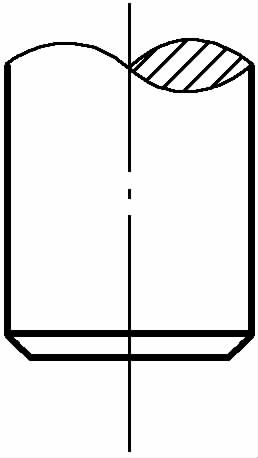
3) タングステン電極材料が同じでも、電極形状が異なれば、アーク の安定性と溶接部の形成に一定の影響を与える。一般的なタングステン電極の先端形状とアーク の安定性の関係を表5-75に示す。
表 5-75 一般的なタングステン電極の先端形状とアーク安定性との関係
| タングステン電極先端形状 | タングステン電極の種類 | 電流極性 | 適用範囲 | アークの安定性 |
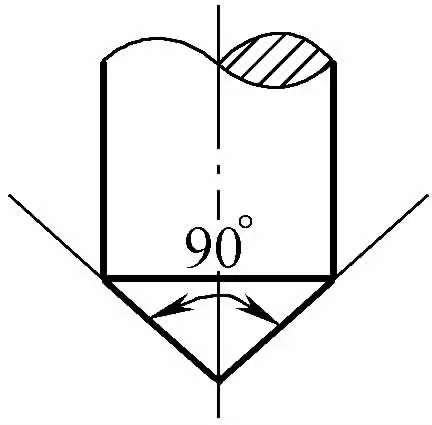 | セリウムまたはトリエーテッド・タングステン | 直流電極 正 | 高電流 | 安定 |
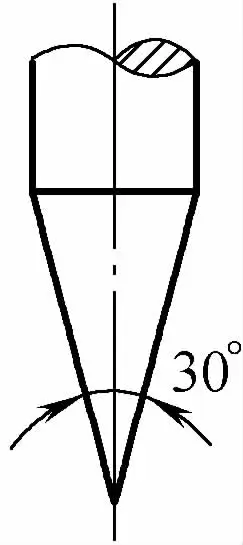 | セリウムまたはトリエーテッド・タングステン | 直流電極 正 | 低電流 狭い隙間や薄板の溶接に最適 | 安定 |
 | 純タングステン電極 | 交流 | アルミニウム、マグネシウムおよびそれらの合金の溶接 | 安定 |
 | セリウムまたはトリエーテッド・タングステン | 直流電極 正 | 直径1mm以下のタングステン電極による連続溶接 | グッド |
4) タングステン電極の通電容量を表5-76に示す。
表 5-76 タングステン電極の通電容量
| 電極直径/mm | 直流電流/A | AC電流/A | ||||
| 直接接続(電極) | 逆接続 (電極 +) | |||||
| 純タングステン | トリアミドタングステン、セリウムタングステン | 純タングステン | トリアミドタングステン、セリウムタングステン | 純タングステン | トリアミドタングステン、セリウムタングステン | |
| 0.5 | 2 ~20 | 2 ~20 | - | - | 2 ~15 | 2~15 |
| 1 | 10 ~ 75 | 10 ~75 | - | - | 15 ~55 | 15 ~ 70 |
| 1.6 | 40 ~130 | 60 ~150 | 10 ~20 | 10 ~30 | 45 ~ 90 | 60 ~125 |
| 2 | 75 ~ 180 | 100 ~200 | 15 ~25 | 15 ~25 | 65 ~125 | 85 ~160 |
| 2.5 | 130 ~ 230 | 160 ~250 | 17 ~30 | 17 ~30 | 80 ~140 | 120 ~ 210 |
| 3 | 140 ~ 280 | 200~300 | 20 ~40 | 20 ~ 40 | 100~160 | 140 ~ 230 |
| 3.2 | 160 ~310 | 225~330 | 20 ~35 | 20 ~35 | 130 ~190 | 150 ~250 |
| 4 | 275 ~ 450 | 350~480 | 35 ~50 | 35 ~50 | 180 ~260 | 240 ~350 |
| 5 | 400 ~625 | 500 ~ 645 | 50 ~70 | 50 ~70 | 240 ~ 350 | 330 ~ 460 |
| 6 | 500 ~625 | 620 ~ 650 | 60 ~80 | 60 ~80 | 260 ~390 | 430 ~560 |
| 6.3 | 550~675 | 650 ~850 | 65~100 | 65~100 | 300~420 | 430 ~ 575 |
| 8 | - | - | - | - | - | 650 ~830 |
5) 一般に使用される電極材料に必要な開放電圧を表5-77に示す。
表 5-77 一般的に使用される電極材料に必要な開放電圧
| 電極タイプ | 電極の指定 | 必要無負荷電圧 /V | ||
| 銅 | ステンレス鋼 | ケイ素鋼 | ||
| 純タングステン電極 | W | 95 | 95 | 95 |
| トリアタングステン電極 | 月10日 月15日 | 40 ~65 35 | 50 ~70 40 | 70~75 40 |
| セリウムタングステン電極 | WCe-20 | - | 30~35 | - |
6) タングステン電極の選択は表5-78に示す。いくつかのタングステン棒は放射性であることに注意してください(そのようなトリアタングステン電極など)、したがって、タングステン棒を研削する際には、安全保護を確保する必要があります。大量のタングステン棒を保管する場合は、放射線が人体に害を与えないように鉛の箱に入れて保管するのがよい。
表5-78 タングステン電極の選択
| タングステン電極の種類 | グレード | 特徴 |
| 純タングステン | W1、W2 | 融点と沸点の両方が非常に高いが、欠点は溶接機に高い開放電圧を必要とすることである。長時間の使用は、タングステン電極の溶融につながる可能性がある。 |
| トリアタングステン | WT7、WT10、 WT15、WT30 | 一定量の酸化針を加えることで、上記の純粋なタングステン電極の欠点は克服されますが、微量の放射能があります。 |
| セリウム・タングステン | WCe-20 | 純粋なタングステンに一定量の酸化セリウムを添加したもので、アーク開始電流が低く、アーク柱の圧縮がよく、寿命が長く、放射能が極めて低いという利点がある。 |







