
パイプの曲げ加工には多くの方法と装置がある。変形ゾーンが金型の影響を直接受けるかどうかで、金型成形と金型なし成形に分けられる。曲げ温度によって、冷間曲げと熱間曲げに分けられる。一般的な冷間曲げ方式には、プレス(押し)曲げ、ロール曲げ、ラップ曲げ、押し出し曲げなどがある。
プレス(プッシュ)曲げ加工は、プレス機またはプッシュ曲げ機でプラスチックを横方向に曲げることによって達成され、ロール曲げ加工は、プレス機またはプッシュ曲げ機で金型を追加することによって達成される。 板圧延機 押し出し曲げは、プレス機または専用の押し出し機で押し出し曲げを行う。ラップ曲げは、垂直または水平のパイプ曲げ機で、一定の引張力で曲げる。
パイプの熱間曲げ加工の主な方法には、中周波パイプ曲げ加工とフレーム曲げ加工があり、これはパイプを専用の設備で連続的に加熱、曲げ、冷却する工程である。曲げ加工時に加わる力の形態により、引き曲げと押し曲げに分けられる。さらに、レーザーによる局所的な過渡加熱によって熱応力を制御することで、レーザーモールドレス曲げを実現することもできる。
パイプ曲げ機によるラップ曲げ加工は、その正確な成形、小型化、高精度化により、ボイラー、造船、自動車、航空宇宙などの産業で広く使用されています。 曲げ半径曲げ角度180度以上、シワになりにくい、連続曲げが可能、CNCとの連携が容易である。以下、ラッププル曲げパイプマシン(以下、パイプ曲げ機)のみを紹介する。
I.パイプ曲げ加工の原理
図1に示すように、半円形の溝を持つパイプ曲げダイスは、スプロケット、チェーン、メインシャフトを介して油圧シリンダーで回転する。パイプは曲げダイスの中に入れられ、クランプダイスでクランプされる。ガイド装置(ローラーまたは溝)は、変形領域でパイプの外面を押圧するために使用される。
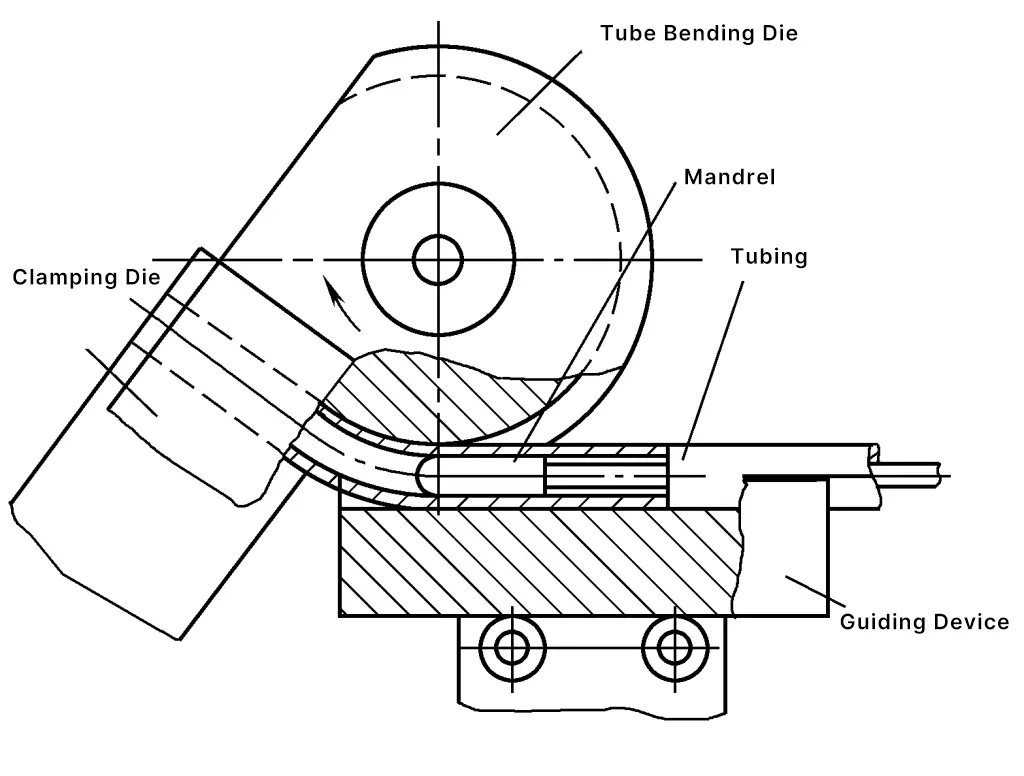
マンドレル装置に設置されたマンドレルヘッドは、曲げダイスの中心線またはその少し前方に位置するパイプの内孔に延びています。パイプはクランプ金型によってクランプされ、曲げ金型と一緒に回転すると、曲げ金型に対してきつく曲げられます。
パイプの直径や曲げ半径が異なる場合は、別の曲げダイスが必要になります。パイプの曲げ角度は、機械的なストップブロック(またはデジタル表示器)によって制御され、曲げダイスがある角度まで回転すると、ストップブロック(またはプログラマー)に当たり、油圧シリンダーを停止させる指令が送られるため、曲げダイスが停止し、必要なパイプの曲げ加工が完了します。
II.パイプ曲げ機の形式と構造
一般的なパイプ曲げ機には主に、油圧式(平面)パイプベンダー、CNC式(3次元、シングルモード)パイプベンダー、CNCデュアルモード(またはマルチモード)パイプベンダーがある。さらに、CNC押し曲げ機、CNCダブルヘッドパイプベンダー、CNC蛇行パイプベンダー、パイプアレンジベンダーなどがある。
1.油圧(平面)パイプベンダーの構造
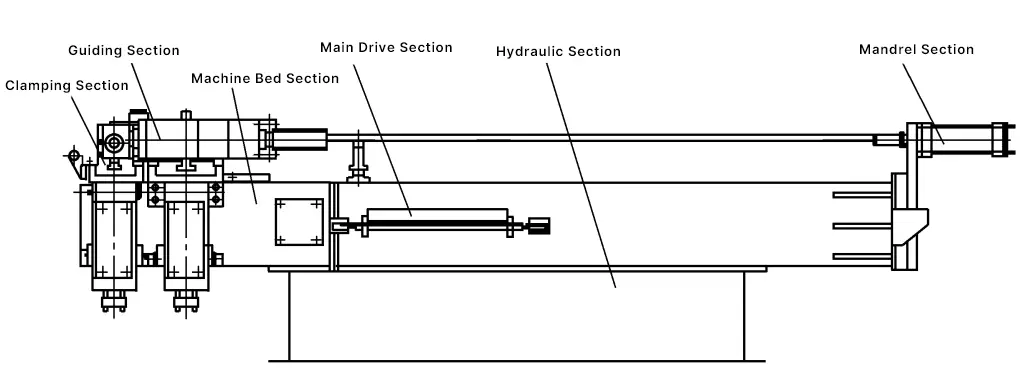
図2は、油圧(平面)パイプ・ベンダーの構造構成を示している。ベッド、主駆動装置、クランプ装置、ガイド装置、マンドレル、電気・油圧制御装置から構成される。一般に、単一の曲率半径を持つ二次元平面パイプ形状の曲げ加工に使用される。補助装置を追加すれば、空間的なパイプ形状の曲げ加工も可能です。
2.CNC(三次元シングルモード)管曲げ機の構造
このタイプの機械は、三次元空間で単一曲率半径の管を曲げることができ、その構造構成は、前述の油圧式チューブベンダーの基本構造を含んでいる。また、最も典型的な構造は、直線送り距離のY軸、管空間回転角度のB軸、管平面曲げ角度のC軸の3つの運動座標軸を持つことである。
3つの座標軸はすべてコンピューターによって精密に制御され、Y軸とB軸はACサーボモーターまたは油圧サーボモーターによって駆動・制御される。C軸は電動油圧サーボバルブで駆動制御される。小型のCNCチューブ・ベンダーでは、3軸すべてが電動サーボで制御されます。
図3は、CNCチューブベンダーのモーション座標軸と金型の組立位置を示している。CNCチューブベンダーシステムは、様々なチューブベンダーのデータやコマンドを入力・表示できるタッチスクリーンの表示端末を備えている。画面は作業状態を切り替えることができ、強力な編集機能を備えているため、オペレータは各モーション座標軸の様々なモーションスピードを自由に選択して呼び出し、メモリに保存することができる。
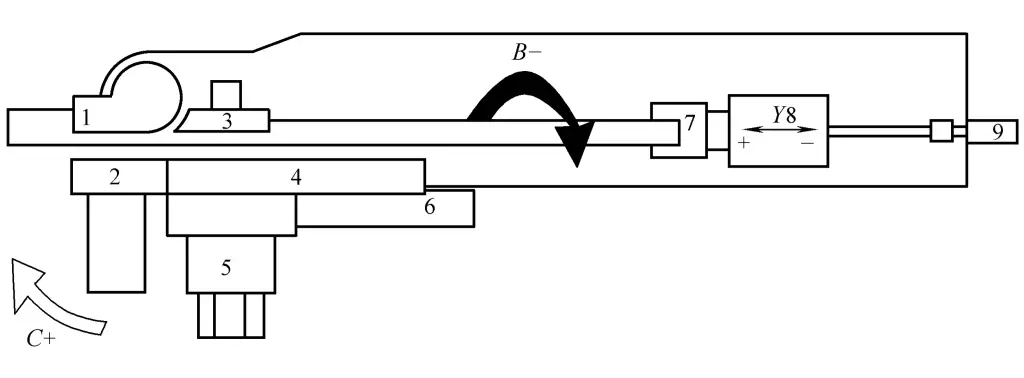
1-曲げ金型
2-クランプ
3-しわ防止プレート
4-ガイドプレート
5ガイドスライダー
6気筒ブロック
7-コレット
8トロリー
9芯ロッド油圧シリンダー
本機の優れた編集機能により、オペレーターはプログラム内のチューブデータを追加・修正することができる。加工中に発生するスプリングバックの補正 チューブ曲げ が達成可能である。コンピュータはまた、安全ロックと診断機能を備えており、操作ミスやその他の問題が発生した場合、自動的にマシンをロックし、診断結果を表示する。
3.CNC(3Dデュアルモードまたはマルチモード)管曲げ機の構造
このタイプのマシンは、空間内で2つ以上の曲率半径を持つチューブを曲げることができる。
CNCおよび油圧式チューブ・ベンダーの構造的特徴に加え、「X軸」と「Z軸」の動きも追加されています。X軸は曲げ半径を変更するもので、曲げヘッドまたは送りテールストックの横方向の移動によって実現します。X軸の駆動と制御はACサーボモーターで行われます。
Z軸-垂直方向の昇降軸。コアシャフト、スリーブが上下に動き、曲げ加工で使用する金型に位置決めする。油圧サーボまたは電動サーボで駆動する。
III.パイプベンダーのパラメータ
油圧パイプ曲げ機とCNCパイプ曲げ機のパラメータは、JB/T2671.1-1998 "パイプ曲げ機パラメータ "とJB/T5761-1991 "CNCパイプ曲げ機パラメータ "標準に従って実装されています。